Стол для сверлильного станка своими руками чертежи
Обновлено: 20.05.2024
Необязательно тратить деньги на настольный сверлильный станок, ведь его не так уж и сложно сделать своими руками. Для этого понадобится приобрести, изготовить или воспользоваться бывшими в употреблении деталями. Мы расскажем вам о создании нескольких конструкций, и вы сможете подобрать свою модель для сборки.
Дрель есть почти у каждого хозяина, строящего или ремонтирующего свой дом или квартиру, занимающегося ремонтом бытовой и садовой техники, различными поделками из металла и дерева. Но для выполнения некоторых операций дрели недостаточно: нужна особая точность, требуется просверлить отверстие под прямым углом в толстой доске или просто хочется облегчить свой труд. Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Тип привода — принципиальное различие конструкций самодельных сверлильных станков. Одни из них изготавливаются с использованием дрели, в основном электрической, другие — с использованием двигателей, чаще всего — от ненужной бытовой техники.
Настольный сверлильный станок из дрели
Самой распространённой конструкцией можно считать станок, выполненный из ручной или электродрели, которую можно выполнить съёмной, для возможности использования её вне станка, и стационарной. В последнем случае устройство включения можно перенести на станину для большего удобства.
Основные элементы станка
Основными элементами станка являются:
- дрель;
- основание;
- стойка;
- крепление дрели;
- механизм подачи.
Основание или станину можно выполнить из цельного спила твёрдого дерева, мебельного щита или ДСП. Некоторые предпочитают в качестве основания металлическую плиту, швеллер или тавр. Станина должна быть массивной, чтобы обеспечивать устойчивость конструкции и компенсировать вибрации при сверлении для получения аккуратных и точных отверстий. Размер станины из дерева — не менее 600х600х30 мм, из стального листа — 500х500х15 мм. Для большей устойчивости основание можно сделать с проушинами или отверстиями под болты и крепить его к верстаку.
Стойка может быть изготовлена из бруса, круглой или квадратной в сечении стальной трубы. Некоторые мастера в качестве основания и стойки используют каркас старого фотоувеличителя, некондиционный школьный микроскоп, другие детали, имеющие подходящую конфигурацию, прочность и массу.
Крепление дрели осуществляется с помощью хомутов или кронштейнов с отверстием в центре. Кронштейн надёжнее и даёт большую точность при сверлении.
Особенности конструкций механизма подачи дрели
Механизм подачи нужен для вертикального перемещения дрели вдоль стойки и может быть:
- пружинным;
- шарнирным;
- конструкцией по типу винтового домкрата.
В зависимости от принятого типа механизма тип и устройство стойки также будет отличаться.
На чертежах и фото приведены основные конструкции настольных сверлильных станков, которые можно сделать из электро- и ручной дрели.
С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка
С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель
Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз
Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса
Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие
Станок на основе рулевой рейки легкового автомобиля
Рулевая рейка для автомобиля и дрель — достаточно массивные изделия, поэтому станина должна быть также массивной и, желательно, с возможностью закрепления станка на верстаке. Все элементы выполняют на сварке, так как соединение на болтах и винтах может оказаться недостаточным.
Станину и опорную стойку сваривают из швеллеров или другого подходящего проката, толщиной около 5 мм. Рулевую рейку закрепляют на стойку, которая должна быть длиннее рейки на 70–80 мм, через проушины рулевой колонки.
Чтобы станком удобнее было пользоваться, управление дрелью выносят в отдельный блок.
Видео 5. Сверлильный станок на основе рулевой рейки от «Москвич»
Порядок сборки сверлильных настольных станков:
- подготовка всех элементов;
- крепление стойки к станине (проверяем вертикальность!);
- сборка механизма перемещения;
- крепление механизма к стойке;
- крепление дрели (проверяем вертикальность!).
Все крепления должны быть выполнены максимально надёжно. Стальные неразъёмные конструкции желательно соединять сваркой. При использовании любого рода направляющих нужно убедиться, что при движении не образуется поперечный люфт.
Совет! Для фиксации детали, в которой высверливается отверстие, станок можно оборудовать тисками.
В продаже также можно найти готовые стойки для дрели. При покупке нужно обратить внимание на массу конструкции и размер рабочей поверхности. Лёгкие (до 3 кг) и недорогие (до 1,5 тыс. руб.) стойки годятся для выполнения отверстий в тонком фанерном листе.
Сверлильный станок с использованием асинхронного двигателя
Если дрель в хозяйстве отсутствует или её не желательно использовать в станке, можно выполнить конструкцию на основе асинхронного двигателя, например, от старой стиральной машины. Схема и процесс изготовления такого станка достаточно сложные, так что его лучше делать мастеру с достаточным опытом выполнения токарных и фрезеровочных работ, сборки электросхем.
Оцените сложность работ по чертежам, которые мы даём в этой статье.
Устройство сверлильного станка с двигателем от бытовой техники
Для ознакомления с конструкцией приведём сборочные чертежи и деталировку, а также характеристики сборочных единиц в спецификациях.
Детали и материалы для изготовления станка приведены в таблице:
Поз.ДетальХарактеристикаОписание 1СтанинаПлита текстолитовая, 300x175 мм, δ 16 мм 2ПяткаСтальной круг, Ø 80 ммМожет быть сварной3Основная стойкаСтальной круг, Ø 28 мм, L = 430 ммОдин конец обточен на длину 20 мм и на нём нарезана резьба М124ПружинаL = 100–120 мм 5ВтулкаСтальной круг, Ø 45 мм 6Стопорный винтМ6 с пластиковой головкой 7Ходовой винтТr16х2, L = 200 ммОт струбцины8Матричная гайкаТr16х2 9Консоль приводаСтальной лист, δ 5 мм 10Кронштейн ходового винтаЛист дюралюминия, δ 10 мм 11Специальная гайкаМ12 12Маховик ходового винтаПластик 13Шайбы 14Четырёхручьевый блок ведущих приводных шкивов клиноременной передачиДюралюминиевый круг, Ø 69 ммИзменение числа оборотов шпинделя выполняется перестановкой приводного ремня из одного ручья в другой15Электродвигатель 16Блок конденсаторов 17Блок ведомых шкивовДюралюминиевый круг, Ø 98 мм 18Ограничительный стержень возвратной пружиныВинт М5 с пластмассовым грибком 19Возвратная пружина шпинделяL = 86, 8 витков, Ø25, из проволоки Ø1,2 20Разрезной хомутДюралюминиевый круг, Ø 76 мм 21Шпиндельная головка см. ниже22Консоль шпиндельной головкиЛист дюралюминия, δ 10 мм 23Приводной ременьПрофиль 0Приводной клиновой ремень «нулевого» профиля, поэтому такой же профиль имеют и ручьи блока шкивов24Выключатель 25Сетевой кабель с вилкой 26Рычаг подачи инструментаСтальной лист, δ 4 мм 27Съёмная рукоятка рычагаСтальная труба, Ø 12 мм 28ПатронИнструментальный патрон № 2 29ВинтМ6 с шайбой
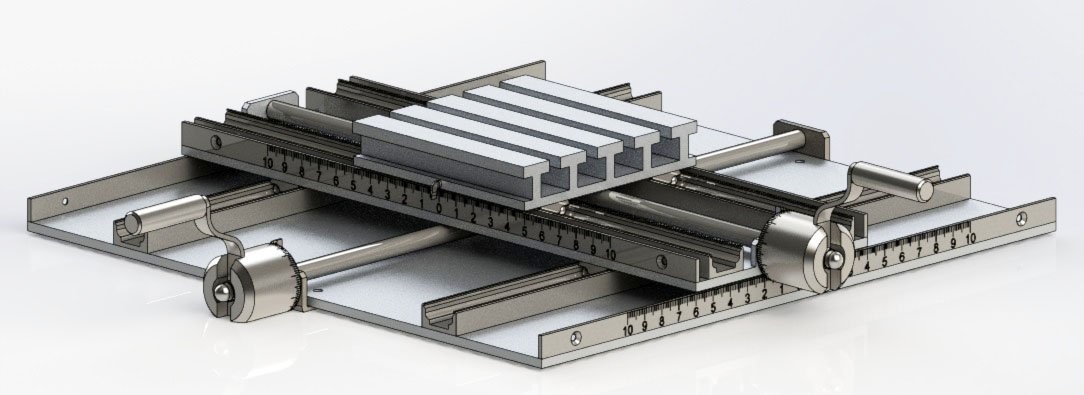
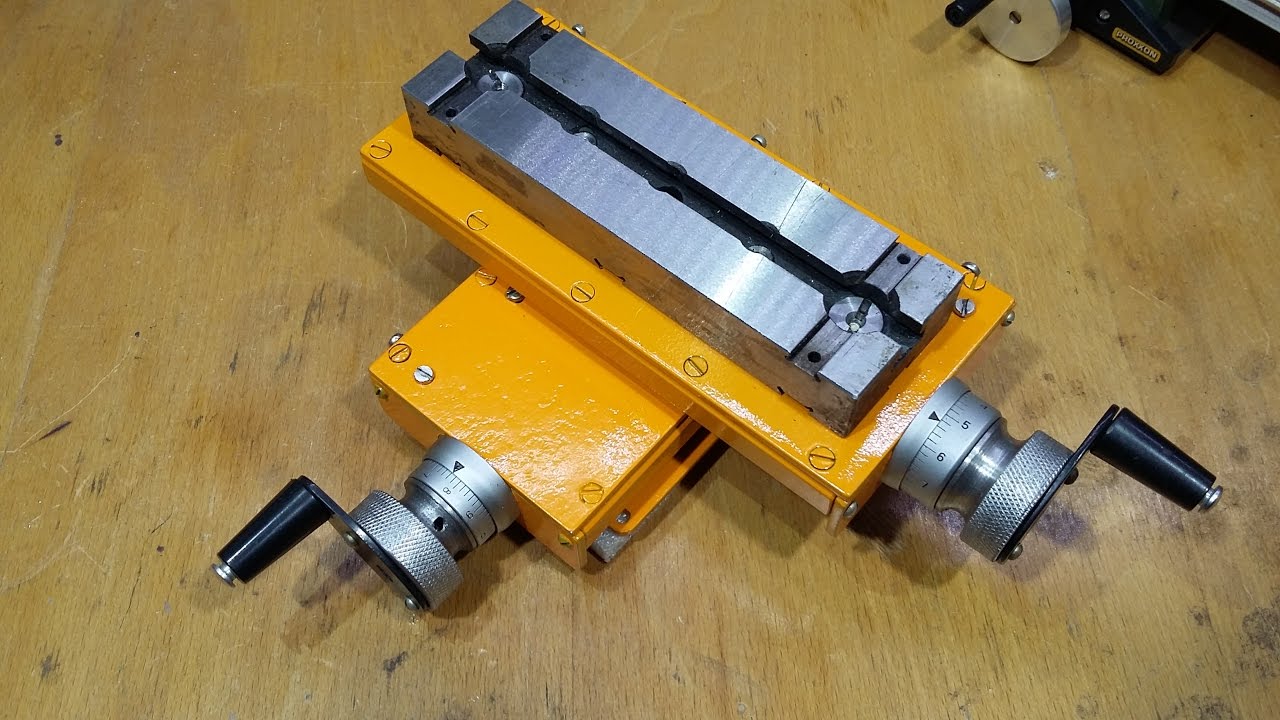
Алгоритм изготовления координатного стола своими руками для начинающих
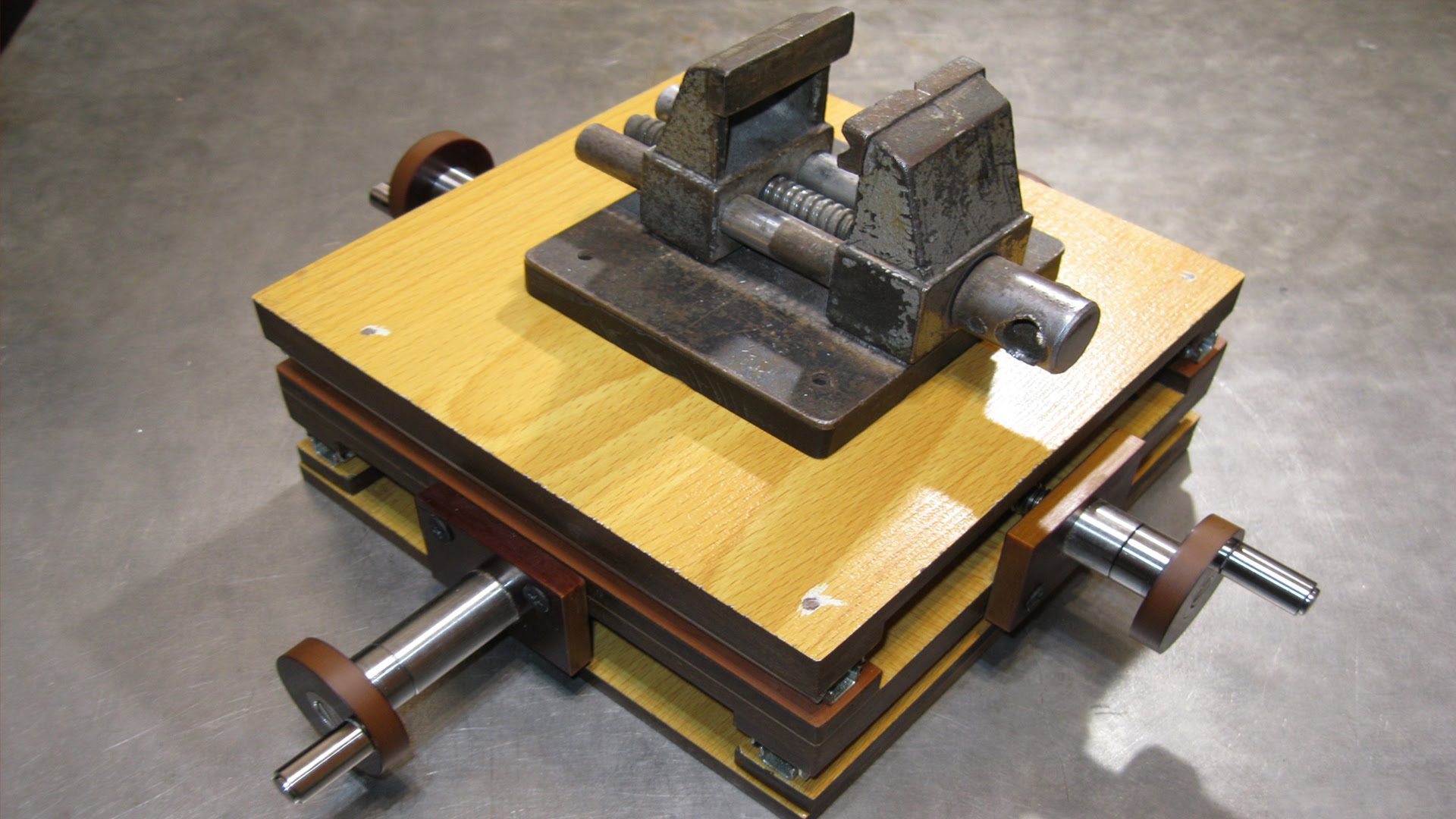
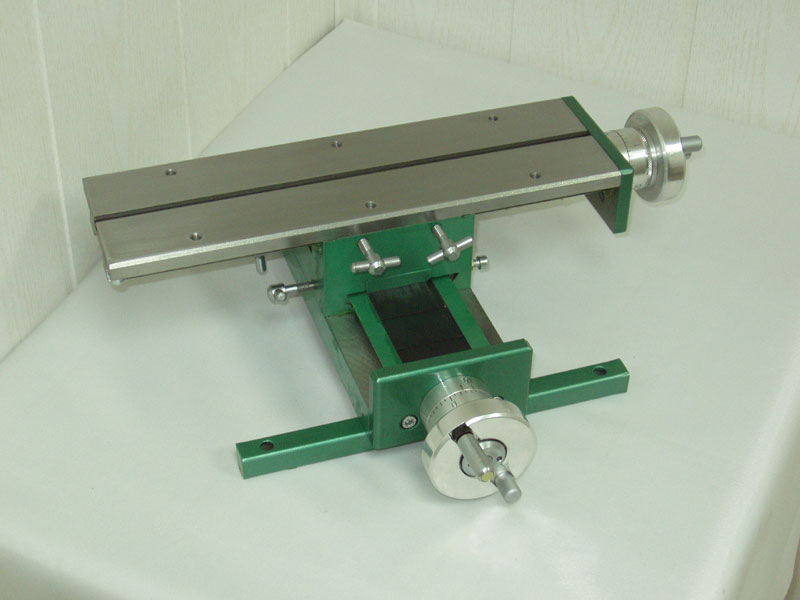
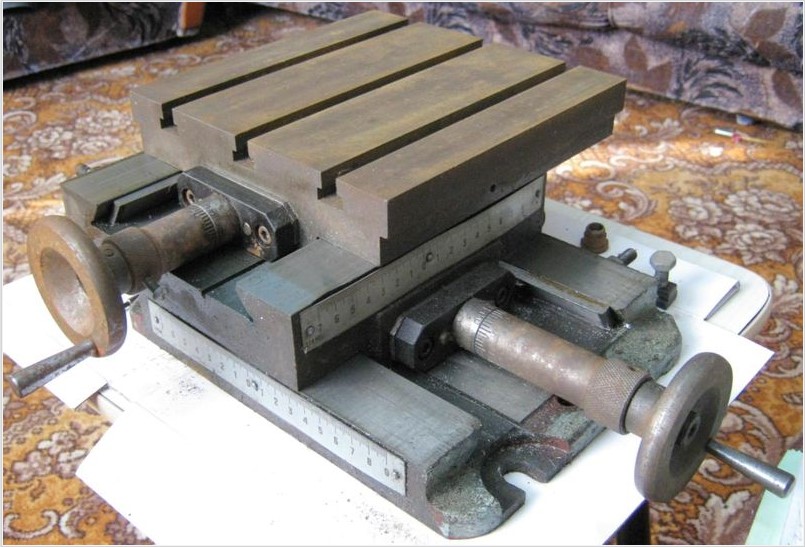
Самодельный
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.

Крепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Электрический
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
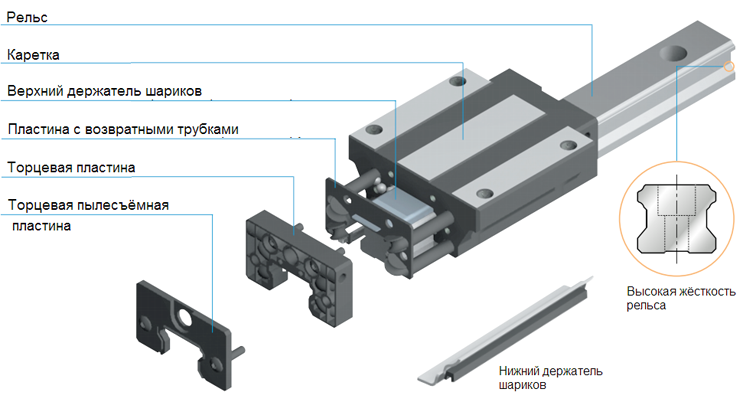
Рельсовые направляющие и каретка
Цилиндрические
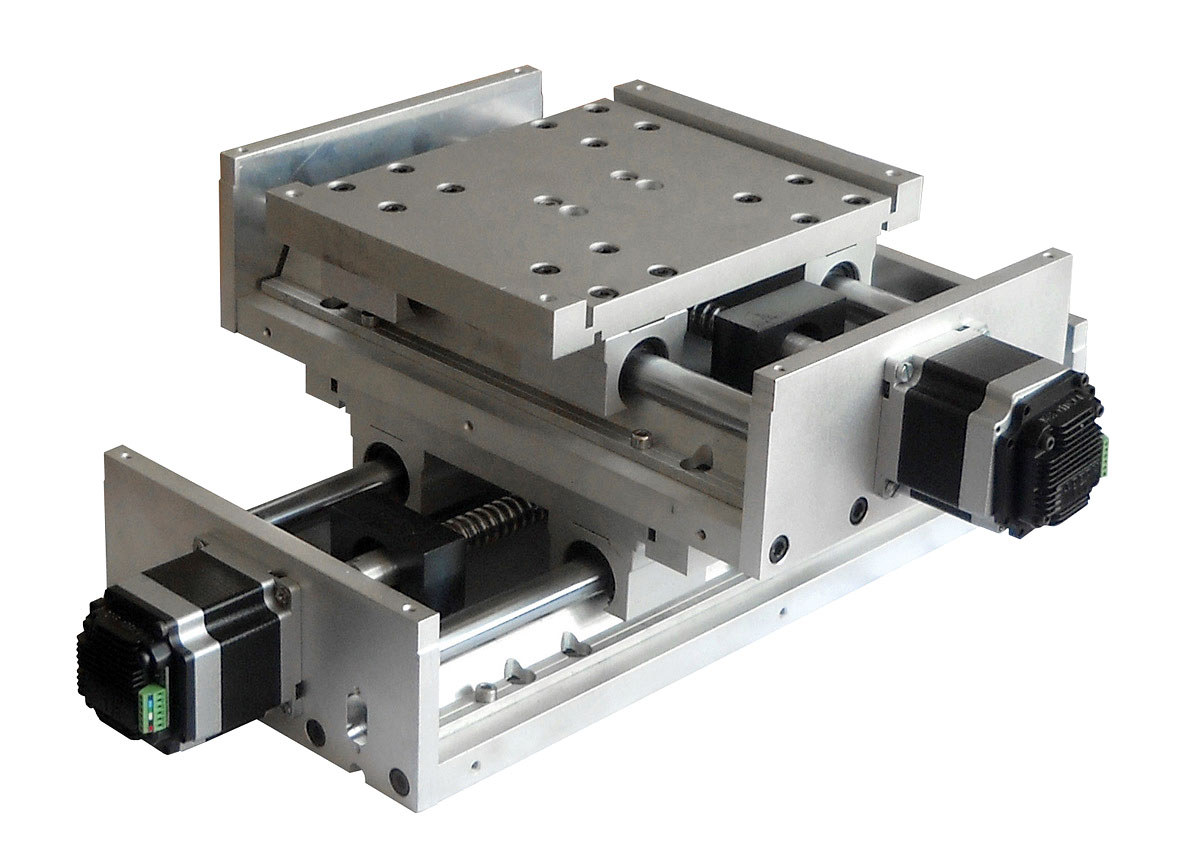
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
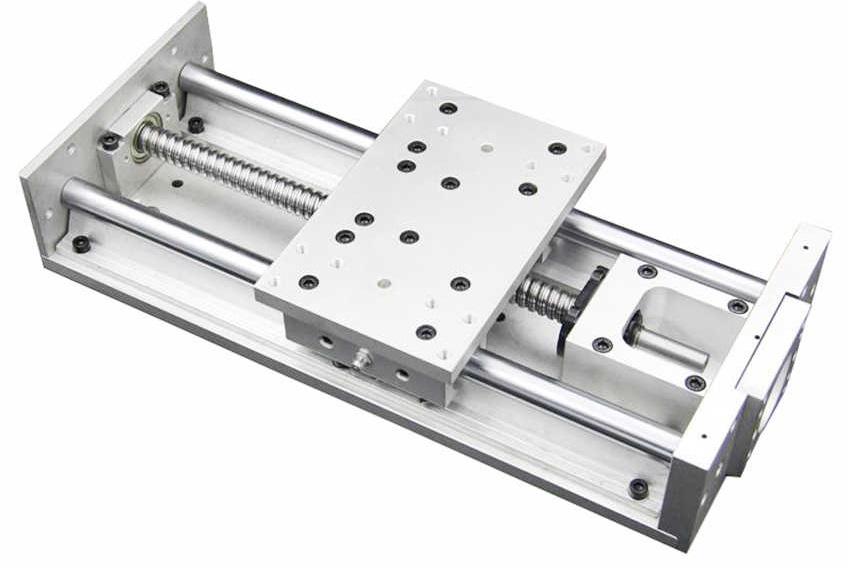
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
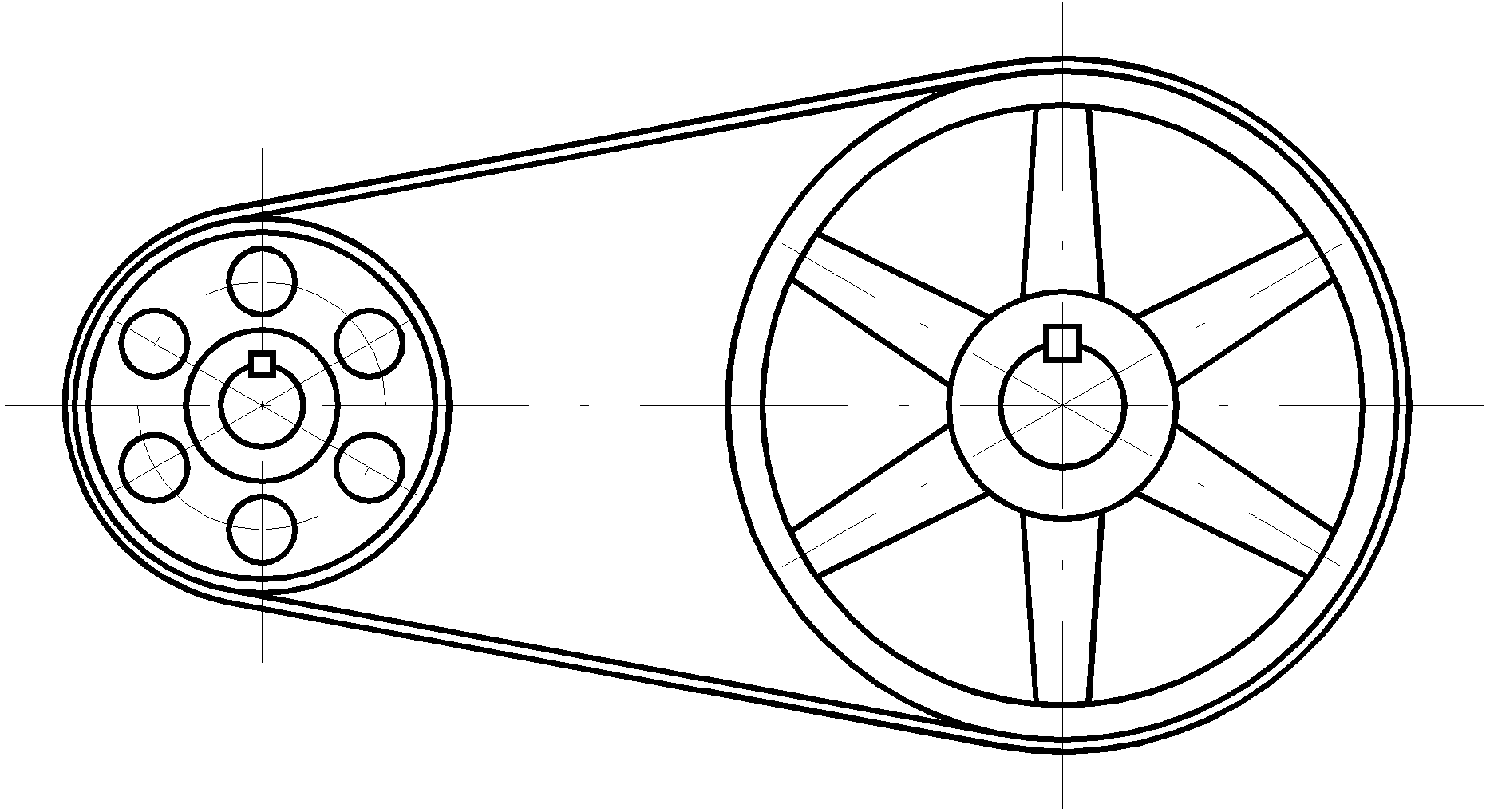
Ременная передача
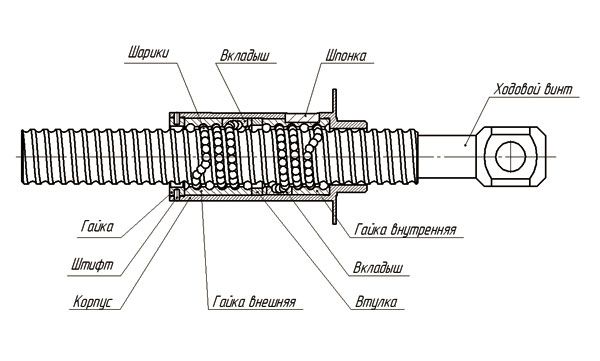
Шарико-винтовая
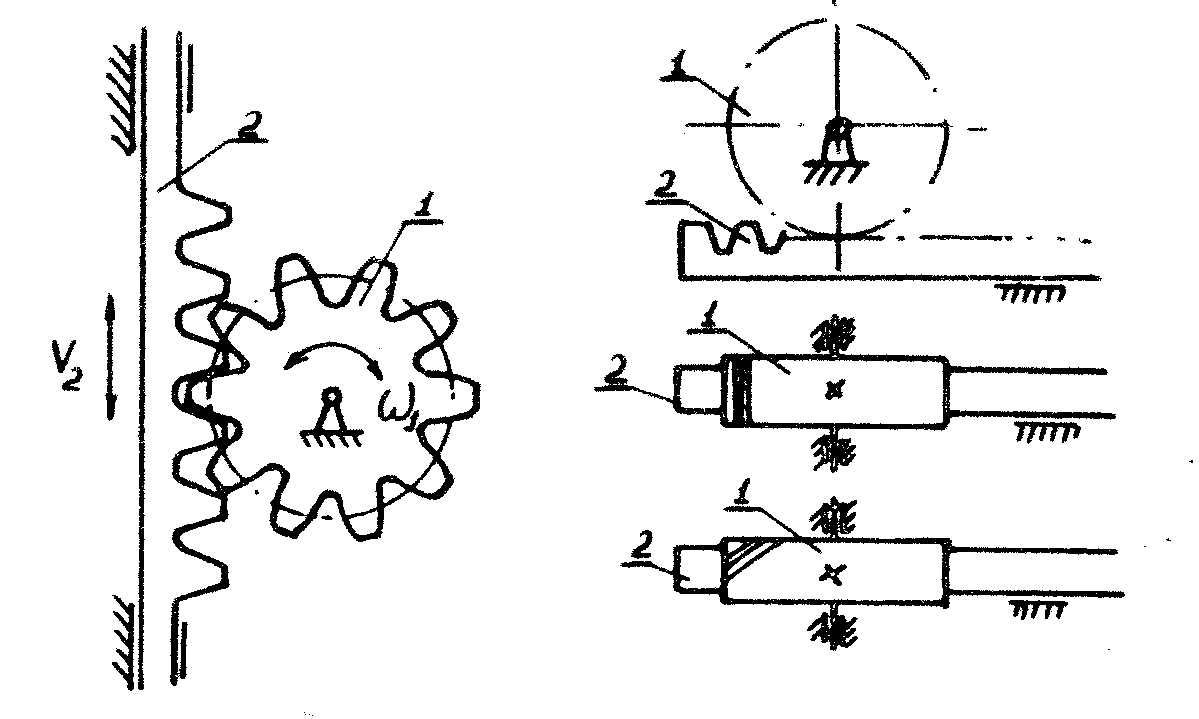
Зубчато-реечная
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
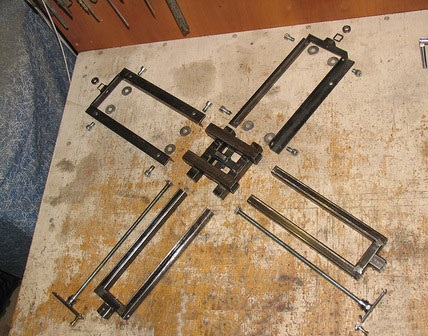
Изготовить центральный узел стола в виде крестовины
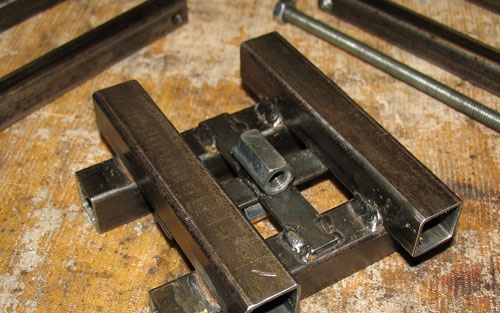
На поверхности готовой крестовины собрать каретки

Профили обработать напильником, вставить гайки

На шпильках произвести сборку рукояток с подшипниковым узлом

Сварить два П-образных основания из уголка

Собрать всю конструкцию

Все узлы, подвижные части протереть смазочным материалом

Прикрепить к станине сверлильного станка
Видео
Самодельный сверлильный станок из дрели: описание, чертежи, видео

Сверление одно из самых распространенных технологических операций в столярном деле, поэтому каждый мастер знает, как важно сделать отверстие быстро, а главное максимально ровным и чистым. Когда под рукой есть сверлильный станок, то просверлить отверстие ровно и быстро – не проблема. И наоборот – когда его нет, то качество сверление длинных отверстий может быть затруднительным. В данной статье мы предложим один из вариантов сверлильного станка из обычной бытовой электродрели или шуруповерта.
Введение
Просверлить тонкую заготовку не проблема — если даже дрель будет не перпендикулярна плоскости сверления, то визуально заметить, что отверстие не ровное, будет не просто, поэтому, как правило, мастер удовлетворится результатом. В таких случаях можно сверлить «на глаз». Когда же глубина отверстия большая, то даже при небольшом отклонении сверла от перпендикуляра, «кривизна» отверстия будет заметна. Для таких случаев необходимо использовать специальные приспособления, а лучше сверлильный станок. Поэтому в этот раз мы попробуем сделать самодельный станок из дрели или шуруповерта.
Оригинальная идея
Данная конструкция весьма универсальна, так как ее базовая часть (основание и шпиндельная коробка) является рабочей частью нескольких других устройств, описанных в следующих статьях:
В данных статьях есть фото и видео станков, сделанных своими руками



Таким образом, часть конструктива описываемого станка, может быть использована для изготовления и последующей сборки еще трех дополнительных устройств. При необходимости, имея все комплектующие, можно по своему усмотрению собирать нужные в данный момент приспособления.
Подготовка к работе
Прежде чем приступить к работе, нужно продумать последовательность всех технологических операций при изготовлении самодельного станка, спланировать технологию изготовления, определиться с будущими материалами и инструментом, который понадобится в процессе работы.
Инструмент
Для изготовления станка из дрели или шуруповерта потребуется следующий инструмент:
- или распиловочный станок.
- Электролобзик.
- Углошлифовальная машинка (УШМ или просто «болгарка»).
- Дрель или шуруповерт.
- Шлифовальный станок.
- Различный ручной инструмент: молоток, отвертка, струбцины, корончатое сверло по дереву (или просто «коронка»), угольник, разметочный карандаш и пр.
Материал и комплектующие
Для изготовления станка своими руками потребуется следующие материалы и комплектующие:
- 15 мм.
- Доска сосновая, массив;
- Мебельные направляющие для ящиков;
- Втулка;
- Мебельная футорка;
- Крыльчатая гайка;
- Крепеж: болт М6, саморезы различной длины.
Основные конструктивные элементы
Конструкция сверлильного станка из шуруповерта состоит из следующих основных элементов:
- Основание:
- Вертикальная рама;
- Шпиндельная коробка;
- Платформа (горизонтальная опора);
- Сверлильный стол;
- Крепление дрели (шуруповерта), использующиеся в качестве электромотора и шпинделя;
- Дрель (шуруповерт);
- Механизм подпружинивания и рукоятка подачи сверла.
Изготовление сверлильного станка
Чтобы описать весь процесс изготовления самодельного сверлильного станка, мы разобьем его на этапы по конструктивным элементам, приложим фото с комментариями, а внизу поместим видео.
Вертикальная рама
Все начинается с основания. Для сборки вертикальной рамы необходимо взять два типа брусков по два каждого типоразмера из сосны или березы сечением 30 х 40 мм и длиной 60 мм.

Скрепляем их попарно между собой попарно, где одна грань заподлицо, а другая плоскость со смещением. Лучше плоскость соединения промазать столярным клеем.

Получаем вот такие две заготовки.

Теперь нам нужно соединить их двумя упорными брусками размером 80 х 40 х 20 каждый.
Для большей прочности вставляем с обратной стороны вставки, «сажаем» на клей.

Основание шпиндельной коробки
Для изготовления шпиндельной коробки (подвижной части станка) необходимы элементы скольжения (качения). Для этой цели будут использованы мебельные направляющие для ящиков.

Необходимо отрезать 4 направляющих длиной 120 мм, а также сделать стопоры на концах, чтобы исключить случайный выход друг из друга.

Для изготовления основания нужно с помощью распиловочного станка или циркулярной пилы изготовить из фанеры три заготовки с размерами:
- 140 х 155 мм – 1 шт.
- 155 х 55 мм – 2 шт.
После чего нужно установить на них мебельные направляющие.

И собрать саму шпиндельную коробку в «П-образный» конструктив.

Далее устанавливаем шпиндельную коробку на раму.

Если установка была выполнена правильно и ровно – без перекосов, то шпиндельная коробка должна перемещаться вдоль рамы свободно, без зажимов.
Платформа (горизонтальная опора)
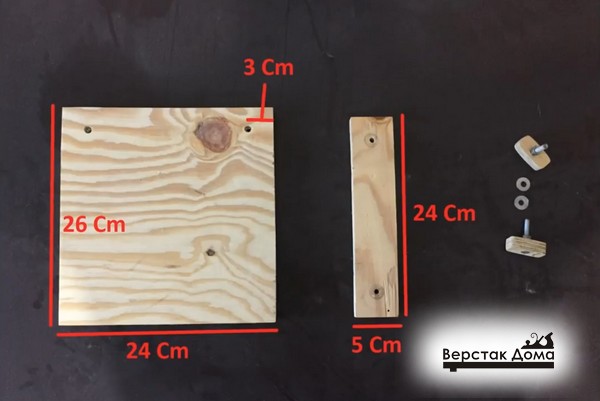
Для изготовления платформы (горизонтальной опоры) нам потребуется сделать из фанеры две заготовки:

Для крепления их между собой будет использованы винты М6 с крыльчатыми гайками, которые необходимо запрессовать в платформу.

Важно отметить, что соединять «намертво» (на клей и шурупы) нужно только меньшую делать – планку. Так как на нее будет большое усилие, то ее нужно прикрепить очень крепко.

Платформу крепим к планке, как уже было сказано выше, винтами М6. Для удобства можно на винты сделать ручки, чтобы закручивать их руками, а не с помощью инструмента.
Сверлильный стол
Для изготовления сверлильного стола потребуются 4 заготовки.
Соединяем столешницу и вертикальную планку шурупами в торец.

Так как на стол возможны большие усилия, то его нужно выполнить достаточно крепким, поэтому потребуются дополнительные элементы прочности – это угловые упоры. Их две штуки и они должны быть установлены в месте углового соединения планки и столешницы.

Сверлильный стол должен легко перемещаться вдоль рамы и быть жестко зафиксирован при сверлении. Для этого на столе должна быть установлена направляющая.

Фиксация сверлильного стола на раме осуществляется с помощью болта, который поджимается гайкой с обратной стороны. Для установки болта, нужно в направляющие запрессовать крыльчатую гайку.

Затем устанавливаем сам винт.

После этого можно установить сверлильный стол на раму, поджав ее гайкой с ручкой из фанеры.

Крепление дрели
Изготовление крепления дрели начинается с того, что склеивается два листа фанеры и делается одна заготовка размером 165 х 85 мм. Это очень важный конструктивный элемент и ему потребуется дополнительная прочность, поэтому нужно склеить два слоя фанеры.
Крепление дрели будет осуществляться ее зажатием в посадочном месте передней рукоятки и так как оно у разных моделей отличается, то нужно определиться с моделью и, соответственно, с диаметром посадочного отверстия, для инструмента, который будет эксплуатироваться в этом станке. Сверлим посадочное отверстие под дрель.

Далее необходимо выбрать два угла у заготовки для того, чтобы в дальнейшем можно было установить тут фиксирующий винт. Выборку удобнее всего делать на лобзиковом станке.

Сверлим отверстие под фиксирующий винт.

Делаем пропил, который позволит губкам крепления сжиматься и фиксировать дрель.
Первая установка крепления дрели должна быть не сильной, нужно только «наживить» деталь, так как в дальнейшем будет регулировка перпендикуляра и, скорей всего, потребуется корректировка положения установки. Установка выполняется парой саморезов с обратной стороны шпиндельной коробки.

Установка дрели выполняется с помощью фиксирующего винта.

Теперь очень важно выставить перпендикуляр, то есть сверло в дрели должно быть строго перпендикулярно плоскости сверлильного стола.

После выравнивания необходимо более основательно зафиксировать крепление дрели к шпиндельной коробке (еще дополнительно 4 самореза), а также установить дополнительный угловой упор.

Механизм подпружинивания и рукоятка подачи сверла
Верхний кронштейн крепления пружины выполняется из бруска, в котором необходимо установить зацеп пружины – шуруп-кольцо (разведенное, чтобы установить пружину).

В дальнейшем нам потребуется установить рукоятку подачи сверла, поэтому осью ее вращения будет установленная заранее футорка в торец верхнего кронштейна крепления пружины.

Верхний кронштейн крепления пружины устанавливается на раму сверху.

Устанавливаем пружину, а ее нижний конец можно просто закрепить к недокрученный саморез.

В самой рукоятке нужно просверлить отверстие для установки металлической втулки – будущей оси вращения рукоятки.

Поступательное движение от рукоятки передается на крепление дрели через металлическую тягу, которая соединяется с рукояткой с помощью шурупа.

Установка рукоятки на станок дело не сложное – один конец рукоятки должен быть закреплен с помощью винта на верхнем кронштейне крепления пружины, а конец металлической тяги крепится с помощью шурупа к креплению дрели.

Теперь осталось только просверлить отверстие в сверлильном столе, чтобы при операциях сверления инструмент проходил через заготовку, при этом сверление будет полным и не останется не нужных сколов на поверхности заготовки.

Заключение
Мы своими руками сделали сверлильный станок из дрели, приложили фото всех технологических операций! Если следовать всем инструкциям, описанным выше, то получиться незаменимый инструмент, который по праву займет свое достойное место в Вашей мастерской.
Габаритные размеры станка
Приведем таблицу с габаритными размерами самодельного сверлильного станка из шуруповерта:
Чертежи заготовок
Приведем чертежи с размерами всех деталей самодельного сверлильного станка, описанного выше.





Видео
Видео, по которому делался этот материал:
Фрезерный стол: конструкция, схемы, технология изготовления своими руками

Мастера прошлого производили декоративную обработку древесины вручную. Их творениями мы восхищаемся до сих пор. Но учиться тонкой работе по дереву нужно было годы, и далеко не всякому подмастерью удавалось создать шедевр на звание мастера. И собрать денег на инструмент и принадлежности для высшего мастерства. Что актуально и сегодня: наборы фасонных рубанков, железок к ним и резцов для ручной доводки изделия обойдутся подороже хорошей ручной фрезерной машины по дереву. Которая к тому же сократит процесс обучения и увеличит производительность труда в разы. Если же сделать к ней фрезерный стол своими руками, то и качество изделий станет намного стабильнее. Правда, сократится функционал фрезера (количество видов рабочих операций), но оставшиеся участки уже не так сложно будет довести тем же фрезером без стола или вовсе вручную, не рискуя «запороть» всю заготовку. О существенных моментах самостоятельного изготовления фрезерного стола и будет этот материал.
Примечание: шедевр изначально технический термин, обозначавший пробную работу, которую самостоятельно должен быть сделать подмастерье, претендующий на звание мастера. Поскольку в старинных цехах корпоративный дух и семейственность доминировали над всем и вся, пришлому подмастерью, чтобы пробиться в мастера, нужно было сделать вещь действительно выдающуюся, даже исключительную. Отсюда и пошло употребление слова «шедевр» для творения, созданного на творческом взлете.
Стол или станок?
Тем не менее, ручной фрезер инструмент не из дешевых. Принципиальной разницы в конструкциях ее и фрезерующей головки вертикального фрезерного станка вроде не видно. Подходящий по мощности и оборотам мотор для самодельного фрезерного станка, возможно, дожидается в кладовке какого-нибудь употребления. Так что же лучше делать для фрезеровочных работ по дереву: весь станок из подручных материалов, или покупать ручной фрезер и к нему стол?

Самодельный фрезерный стол по дереву
Примечание: столы фабричного производства к ручным фрезерным машинам продаются точно так же, как станины для дрелей, превращающие их в сверлильный или токарный станок.
Дело в вибрациях. Дрожь станка с заготовкой – злейший враг обработки материалов резанием. Во фрезеровочных работах влияние вибрации на качество обработки особенно сильно. Если сверло или резец (кроме долота в долбежном станке) вгрызаются в заготовку однажды и затем идут в материале более-менее плавно, то фреза на каждом обороте бьет по заготовке как минимум дважды. Фасонные фрезы с криволинейными в 3-х плоскостях режущими кромками уменьшают этот недостаток, но не устраняют его совсем – фреза, которая не бьет по заготовке, ничего от нее не отрежет.
Самодельный фрезерный станок с мотором из хлама трясется в общем как сам может. Доступные в домашней мастерской меры по его виброгашению обеспечивают качество работы, подходящее более для простых плотничных работ. В ручных фрезерных машинах по дереву виброгашение уже предусмотрено конструктивно. Установка фрезера в стол еще уменьшает «трясучку», и весь агрегат становится пригодным для достаточно тонких столярных работ, в т.ч. над фасадными частями мебели, декоративными деталями и др. ответственными частями. Так что принципиальная разница между самодельными фрезерным станком и столом к имеющемуся ручному фрезеру все-таки есть.
Как устроен фрезерный стол
Основные отличия фрезерного стола с готовой машиной от самодельного станка того же назначения таковы:
- Стол выполняется по конструктивной схеме вертикального фрезерного станка с нижним приводом, в то время как самодельный станок может быть и вертикальным, и горизонтальным. Впрочем, последний в домашних условиях никаких ощутимых преимуществ перед вертикальным не дает.
- Фрезерный стол достаточно просто снабжается своими руками лифтом – устройством для плавной и, возможно, оперативной регулировки выступа фрезы над рабочим столом.
- Система упоров заготовки фрезерного стола может быть усовершенствована по сравнению с самодельным станком для повышения точности и чистоты обработки.
- Фрезерная машина для установки в стол дорабатывается обратимо (см. далее) с тем, чтобы ее можно было снять для работы вручную.
Как устроен простой фрезерный стол для работы по дереву, показано на рис. Тумба (станина) – любой достаточно прочной и устойчивой конструкции, т.к. основное вигброгашение осуществляется, кроме как с самом фрезере, опорной плитой. Поэтому тумба в данном случае фактически не станина, т.к. является просто поддерживающей конструкцией.

Устройство самодельного фрезерного стола по дереву
На простом столе сложно добиться качественной обработки заготовок с большим отношением ширины к высоте. Совершенно ровная доска по точно так же ровному столу вдруг ни с того, ни с сего идет рывками, рез получается неровным или даже заготовка закусывается фрезой. Причина – продольные, т.е. распространяющиеся горизонтально, волны упругости в материале заготовки. Гребенчатый вертикальный упор (см. далее) не успевает их поглотить, на заготовке возникают пучности (фокусы) вибраций, портящие все дело.
На такую ситуацию и предназначен горизонтальный упор, см. след. рис. Он выполняется всегда гребенчатым, т.к. является преимущественно вибропоглотителем. С той же целью добавляется второй вертикальный гребенчатый упор.

Устройство фрезерного стола по дереву с возможностью обработки широких заготовок
На рис. показан стол с 2-сторонними упорами, рассчитанными на подачу заготовки туда-обратно, см. далее. К самодельному столу для обычных столярных работ лучше делать односторонние упоры (см. далее): они технологически проще и могут быть выполнены их обычной твердой мелкослойной древесины (дуб, бук, орех). В любом случае наиболее ответственными конструктивными узлами самодельного фрезерного стола являются:
- Опорная (рабочий стол) и установочная (монтажная) плиты;
- Упоры – гребенчатый и глухой (простой);
- Лифт фрезерной машины.
Плиты
Опорная и монтажная плиты фрезерного стола конструктивно идентичны таковым такого же станка. Пример конструкции опорной плиты фрезерного стола из 2-х слоев 19-мм фанеры показан на рис.:

Устройство опорной плиты самодельного фрезерного стола по дереву
Ее основной недостаток – дороговизна: фанера требуется березовая (еще лучше бакелитовая) сорта не ниже Iб. Между тем, затратив немного больше времени и труда на переклейку многослойного фанерного «пирога», его, и даже лучшего качества, можно сделать, как и для фрезерного станка, из дешевой 4-мм строительной (II сорта) или упаковочной (несортовой) фанеры. Нужные износостойкость и прочность при этом обеспечиваются пропиткой листа перед раскроем водно-полимерной эмульсией (полноценный заменитель – строительная грунтовка ЭКО Грунт), а вибропоглощающие свойства – слоями клея ПВА. Высохший монтажный (усиленный) ПВА дает вязкую упругую пленку, отлично гасящую вибрации, но и без того пространство по высоте, в котором может набрать силу волна упругости, сокращается впятеро.
Примечание: фанера склеивается из листов шпона дешевым казеиновым или аналогичным синтетическим клеем, обладающим виброгасящими свойствами лишь в малой степени (его слой жесткий и хрупкий). Фанера, клееная ПВА, оказалась бы совершенно нерентабельной.
Устройство установочного узла с повышенным виброгашением для фрезерного стола показано на рис. и совершенно таково, как для фрезерного станка (см. соотв. статью).
Устройство виброгасящего установочного узла фрезерной машины для самодельного фрезерного стола по дереву
И процедура изготовления опорной плиты такая же: лист фанеры пропитывается 2-3 кратно с каждой стороны, затем раскраивается (сразу с вырезами под фрезер). Окно для машины лучше делать круглым или со скругленными углами. Пакет склеивается по инструкции к клею и сушится не менее 2-х суток под рассредоточенным гнетом ок. 100 кг/кв. м плиты; очень хороший пригруз – стопы книг и/или подшивок журналов.
Плита для фрезера и его доработка
Установочная (монтажная) плита фрезера делается из волокнисто-слоистого вибропоглощающего термореактивного пластика: текстолита, стеклотекстолита. Несколько хуже вибропоглощающие массивные термопластичные материалы – оргалит и т.п. Термопластичную пластмассу от нагрева во время работы может повести и станок потеряет точность. Массивные (эбонит, бакелит) или слоистые термореактивные пластики (гетинакс) непригодны – от вибраций и нагрева очень скоро расслаиваются и трескаются.
Как дорабатывается машина для установки в фрезерный стол, показано на рис.:

Обратимая доработка ручной фрезерной машины для установки в фрезерный стол
Фиксатор штатного скользящего рабочего стола (показан стрелкой слева на рис.) освобождается (отжимается). Затем штатный стол снимается и ставится на пружины сжатия (в центре) общей силой прим. 1,5 веса машины. Подошва штатного стола (показана стрелкой в центре) снимается, и взамен нее крепится установочная плита (справа на рис.). Восстановление машины для использования в ручном режиме производится в обратном порядке.
Упоры
Поскольку самодельный фрезерный стол способен обеспечить лучшую точность и чистоту обработки, чем такой же станок, систему упоров для него желательно видоизменить. Упоры, как в станке или на рис. выше с изображением простого стола, пригодны для изготовления не фасадных (декоративных) деталей, т.к. прямой Г-образный глухой упор все-таки сильно отдает вибрации обратно в заготовку и затрудняет ее подачу (заготовка из обычной деловой древесины может заедать).
Чертежи косых гребенчатого и глухого вертикальных упоров для самодельного фрезерного стола по дереву приведены на рис. Конструктивно гребенчатый упор для стола несколько отличается от такового для станка (все зубья одинаковы), т.к. весь агрегат трясется уже не так сильно. Клен – один из лучших виброгасителей, но выдержанная, без дефектов, сучков, свилей и косослоя, деловая кленовая древесина дорогой и дефицитный материал. Ее вполне заменят дуб, бук, граб, орех.

Чертежи вертикальных упоров для самодельного фрезерного стола по дереву
Примечание: еще лучший виброгаситель – древесина вяза. Но бездефектный выдержанный деловой вяз в широкой продаже практически отсутствует, т.к. весь идет на колодки для пошива дорогой кожаной обуви и ответственные детали машин.

Фиксация гребенчатого упора фрезерного стола стопорным блоком
Устанавливаются гребенчатые и глухие упоры попарно (глухой первым по ходу заготовки), см. врезку в центре на рис. Фиксируются стопорным блоком (стопором), выделено красным на рис. справа. Однако ставить гребенку с «глухарем» до фрезы по ходу заготовки при ее подаче, как показано там же, все-таки неправильно: основная «трясучка» возникает за фрезой. А вот ставить 2 пары гребенка-глухарь, до фрезы и после нее, не возбраняется и для точности обработки полезно.
Упор туда-обратно
Заготовки из однородных материалов высокого качества (МДФ, постформинг для кухонных столешниц, отборная мелкослойная древесина) нередко фрезеруют способом туда-обратно: деталь толкают на фрезу и тут же, не выключая фрезера, тянут назад. Сочетание попутного и встречного фрезерования в один проход (см. статью о фрезерном станке) дает наиболее чистую поверхность.
Примечание: детали, фрезерованные туда-обратно, вполне пригодны на шпонирование и ламинирование.
Однако ставить для фрезеровки туда-обратно пару косых гребенок, повернутых в противоположные стороны, нельзя: на входящем гребне заготовку заклинит. Для фрезерования туда-обратно заготовка подпирается парами вертикальных и горизонтальных прямых гребенок (см. рис. выше): их гребни (и пазы между ними) перпендикулярны рабочей поверхности, а рабочие части гребенок трапециевидные в плане со скосами в 60 градусов от перпендикуляра (30 градусов от подошвы гребенки). К сожалению, выбор материалов для самостоятельного изготовления прямых 2-сторонних гребенок ограничен: бездефектные выдержанные деловые клен, вяз, тик.
Примечание: в продаже встречаются прямые гребенки для фрезеров по дереву, литые из полипропилена. Как работают, не знаю, не пробовал.
Самые простые конструкции лифтов для фрезерного стола по дереву – жесткий кулачковый (поз. А на рис.) и клиновой (поз. Б).

Кулачковый и клиновой лифты фрезерного стола по дереву
Их общее достоинство – возможность сделать опорную плиту откидной для удобства доступа к фрезеру. Но общий огромный недостаток – неустойчивость, машина от вибрации сползает вниз. Фактически после 1,5-2 м реза лифт приходится переустанавливать. Кулачковый лифт, кроме того, по удобству пользования не намного лучше регулируемого шайбами с резиной лифта самодельного фрезерного станка.
Оптимальная конструкция лифта фрезерной машины в столе – винтовой, см. след. рис. Если нижнюю фланцевую гайку дополнительно зафиксировать контргайкой (или поставить самозатягивающуюся фланцевую гайку), вынос фрезы держится железно. И возможна его действительно оперативная регулировка, буквально на ходу заготовки.

Устройство винтового лифта фрезерной машины в самодельном фрезерном столе
Точный мини-стол
Для занятий художественной деревообработкой и/или фасадной столяркой незаменимая вещь – фрезерно-копировальный станок. Сделать его своими руками возможно, но сложновато, а приобретать фабричный имеет смысл только если есть стабильный поток заказов на работы данного рода и твердые навыки их выполнения.
Однако и фасонные пазы в фасадных деталях мебели, фрезерованные по прямой, могут дать отличный эстетический эффект. Прямая фрезеровка широко используется в изготовлении мебели и декоративных изделий из дерева в любом стиле, см. рис. Самостоятельно выполняется она маломощными ручными фрезерными машинами по дереву повышенной точности (справа на рис.); установка ручного мини-фрезера в стол повышает качество работы и производительность труда точно так же, как «большого».

Фасадные детали мебели, фрезерованные по прямой, и ручная мини фрезерная машина по дереву
Чертежи мини фрезерного стола по дереву под отечественную ручную фрезерную машину даны на след. рис. Его отличительные особенности – кулачковый боковой прижим заготовки и вертикальная гребенка с широкими зубьями. Решение для работы с качественными материалами вполне оправданное: мелкие частые гребенки сами немного «отыгрывают» на заготовку, что в данном исполнении минимизировано.

Чертежи самодельного мини фрезерного стола по дереву
А вытяжка?
При фрезеровании древесины образуется в разы больше опилок, стружки и древесной пыли, чем при распиловочных операциях. Точность обработки на столе и здоровье его оператора пыль портит так же, как пылящий станок. Поэтому для фрезерного стола точно так же необходимы пылеулавливатель, пылеотвод и пылесборник; их конструкция одинакова и для стола, и для станка, см. соотв. статью.
В заключение
Будем надеяться, что из этой статьи вы почерпнули для себя кое-что полезное. Дополнительно к материалу предлагаем также посмотреть видео об опыте самостоятельного изготовления фрезерного стола для ручной фрезерной машины по дереву:
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.

Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.

Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.

В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Читайте также: