Как выровнять стол чпу
Обновлено: 15.05.2024
Проблема кривой сборки станка и недостаточной жескости должны решаться ковыряясь в станке, а не дистанционно (ибо здесь на форуме ну слишком мало телепатов - я бы даже сказал, что их нет. ). И при этом чаще всего НЕ замена ШВП, а перебор механики с выбраковкой конкретных косячных элементов помогает. Вот поэтому здесь в этой теме и НЕ выстроилась очередь советчиков. Увы.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
тогда обясните пожалуйсто с ченго начать переборку.к примеру я снимал направляющие.перемерял посадочные отверстия(симетрию)затянул винты-не спасло.как вычислить что именно косячит.в жертву принес кусок орг стекла5мм.фрезернул стол под поворотную ось.чтоб не подкладывать там пластин всяких.уж контроллер починил.всего столько пройдено.не могу останавливаться.уж надо как то доумнеть и изучить все ето.
Здесь уже писалось об этом и неоднократно. Поэтому пробегусь в общих чертах..
Представим, что делаем все с нуля.
Перво наперво настраиваем параллельность направляющих дабы не было заеданий: т.е. одну направляющую берем за базу и начинаем монтировать вторую направляющую используя базу между линейными подшипниками в качестве шаблона - выставили в черне вторую направляющую, поставили портал/каретку в одном конце направляющих и закрепили на нем линейные подшипники в черне. Далее ослабляем вторую направляющую на участке перед порталом/кареткой, задвигаем на этот участок портал/каретку и закрепляем этот участок направляющих, так повторяем до самого конца направляющих. Далее ослабляем болты на линейных подшипниках и заново их закрепляем, но так, что-бы при затяжке болтов не подклинить их. По мере необходимости цикл настройки можем повторить - в результате портал/каретка начинают двигаться легко и без заеданий. Но, обычно, на китайских станках параллельность направляющих на столе более-менее нормальная, а вот по порталу приходилось несколько раз выставлять..
Далее выставляем параллельность ШВП и соосность подшипников ШВП и гайки ШВП, опять же используя портал/каретку в качестве шаблона. Т.е. подгоняем портал/каретку в один край, монтируем узел подшипника ШВП и узел крепления гайки, затем уходим на вторую сторону и монтируем второй узел крепления подшипника ШВП. Проводим вторую итерацию монтажа, но уже на окончательную точность, особо уделяя внимание соосности.
Затем монтаж двигателя и соединительной втулки особо уделяя внимание соосности.
Обычно после этого плавность хода нормальная. Последний раз так развлекался с криво собранным станком в сентябре..
Если движок поставить не соосно (не отрегулировать) через гибкую муфту - будет работать, но муфта быстро вылетит (10 уе гибкая кулачковая муфта)
А что, стандартное решение - установка нового жертвенного слоя ПВХ - не допустимо?
Говорят на неделю придется останавливать станок и не известно что в итоге выйдет.
Если у Вас жертвенный стол из вспененного ПВХ или полистирола, то думаю, что подготовившись, можно за два дня обновить. Один день на приклеивание нового слоя поверх старого. Второй день на его вдумчивую фрезеровку.
Зато какая вас будет ждать ЛАФА в виде ИДЕАЛЬНОГО стола!
Какие 2 дня на новый жертвенный слой? С вечера наклеили на "момент" ПВХ, а утром за не более 3-х часов ободрали стол (не более чем 3 часа обдирается стол для станка 3 на 4 метра при большой фрезе).
не более чем 3 часа обдирается стол для станка 3 на 4 метра при большой фрезе
А какая фреза предпочтительнее? и чем обрабатывать плоскость для желобков под вакуум?
А то до меня стол фрезеровали фрезой ∅ 27-28 мм, но на данный момент края у нее сколоты и не известно как она себя проявит
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
А какая фреза предпочтительнее? и чем обрабатывать плоскость для желобков под вакуум?
А то до меня стол фрезеровали фрезой ∅ 27-28 мм, но на данный момент края у нее сколоты и не известно как она себя проявит
Как правило беру фрезу "барабан" такая как и у вас только у меня диаметр 44, её как раз для стола и держу, потому как у меня сосновый щит периодически нуждается в обновлении. Нам так проще. Шаг делаю немного меньше радиуса и снимаю пару миллиметров. 2-3 часа и жертвенник снова готов.
А какая фреза предпочтительнее? и чем обрабатывать плоскость для желобков под вакуум?
А то до меня стол фрезеровали фрезой ∅ 27-28 мм, но на данный момент края у нее сколоты и не известно как она себя проявит
У Gravman-а фрез для выравнивания стола на выбор. Для ускорения обработки имеет смысл брать побольше да под цангу потолще. Например XQD1232
Брать фрезу для выравнивания стола можно любую, хоть маленькую, хоть большую.
Значение имеет только шаг,с которым вв фрезеруете стол,
так как он определяет ширину и глубину волны,
которая будет получаться из-за не полной пендипикулярности оси Z к плоскости стола.
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том.
Выравниваем стол или горбатого могила исправит.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Как и все владельцы 3Д принтеров-конструкторов, я столкнулся с проблемой кривого стола. Изучив опыт уже наступивших на грабли, я пошел своим путём. В процессе переделки я не счёл нужным зафиксировать процесс, так как посчитал, что вряд ли кому то будет это интересно, однако в последствии выяснилось, что заинтересованность есть, поэтому всё по порядку.
Итак, стол кривой, он не может быть ровный, потому что нельзя просто так взять и сделать ровный стол

Что такое кривой стол объяснять, думаю, не стоит- это проблемы первого слоя, нет первого слоя- нет модели, нет модели- нет модели. Столы могут иметь различную кривизну, самая распространённая это либо выпуклость, либо впуклость.
Как определить? Берём металлическую линейку, ставим ребром на стол по всем направлениям и подсвечиваем с обратной стороны фонариком, вы увидите провалы и подъемы.
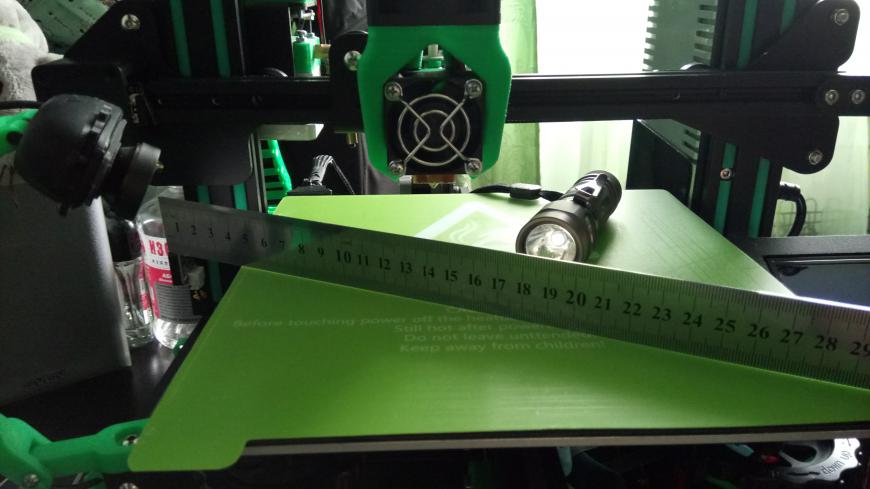
Да, чуть не забыл, проверять надо на прогретом до рабочей температуры столе.
Так вот, мне 'повезло', на моём столе была яма, то есть, надо было выгнуть стол изнутри, что я сделал? Я купил квадратный алюминиевый пруток 10х10х1000мм, его длины как раз хватило на 4-е отрезка для моего стола.
Два отрезка были проложены вдоль оси X, с таким расчетом, что бы захватить область границы ямы.
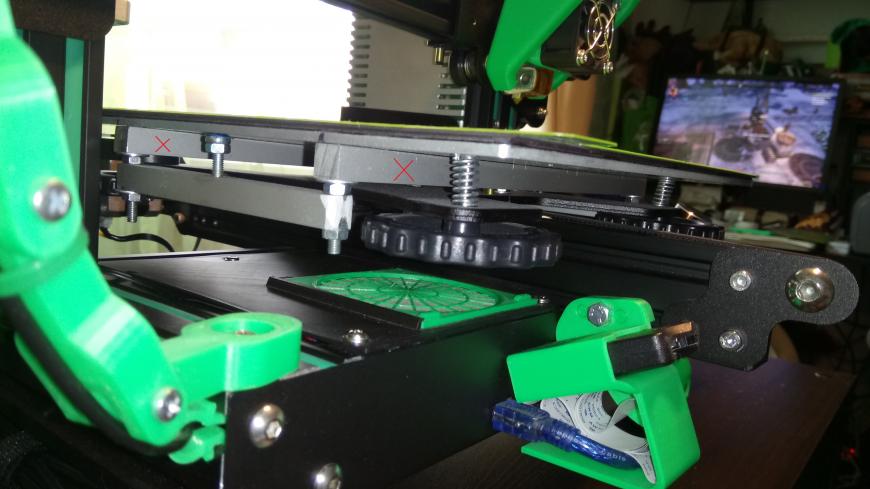
Прутки закреплены с помощью винтов М4 с потайной головкой, отверстия в столе просверлены с краю, где есть свободная зона без нагревательных дорожек. сверлить надо осторожно, что бы не задеть дорожки.
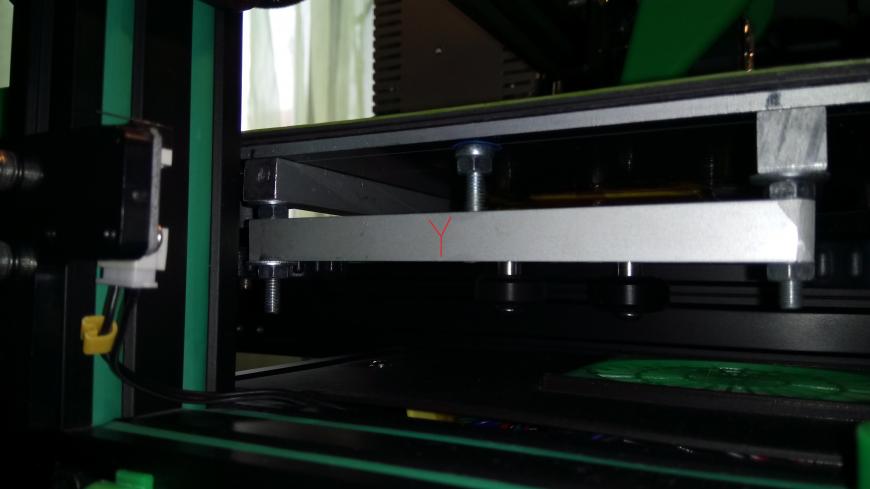
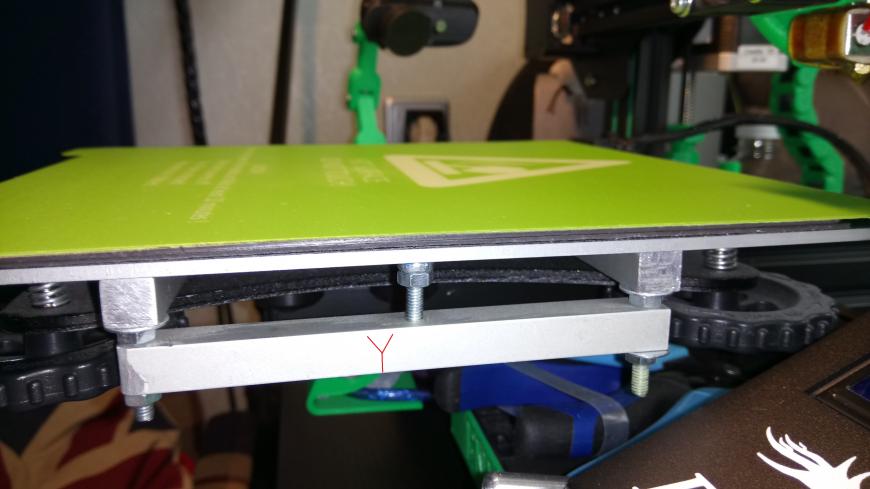
Бруски Х и Y имеют свои отдельные гайки для фиксации, это необходимо для регулировки.
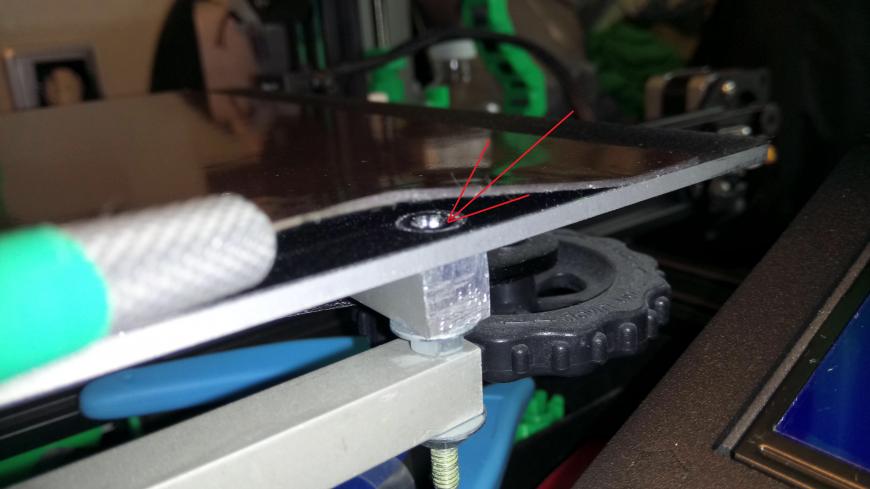
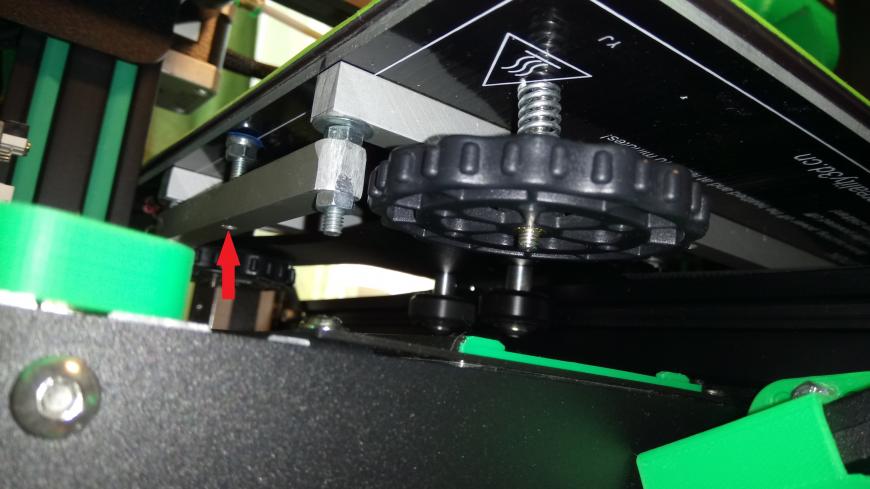
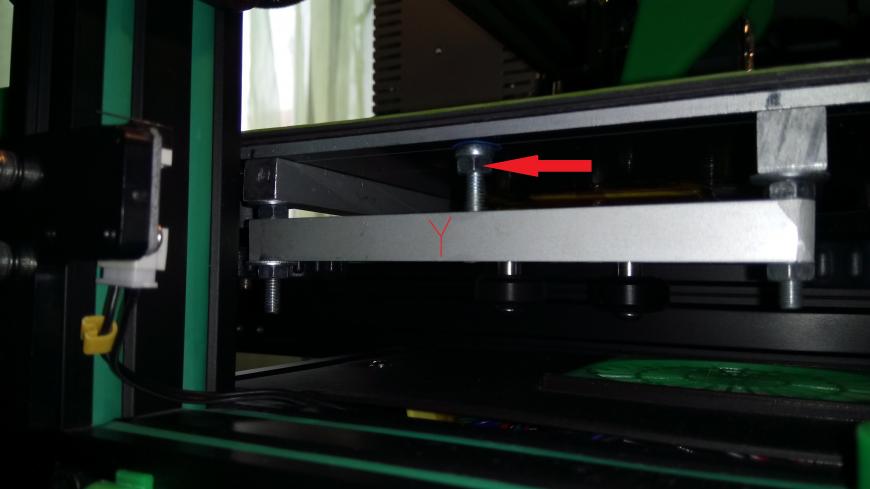
Следующий немаловажный элемент- упорный регулировочный винт, вот этот:
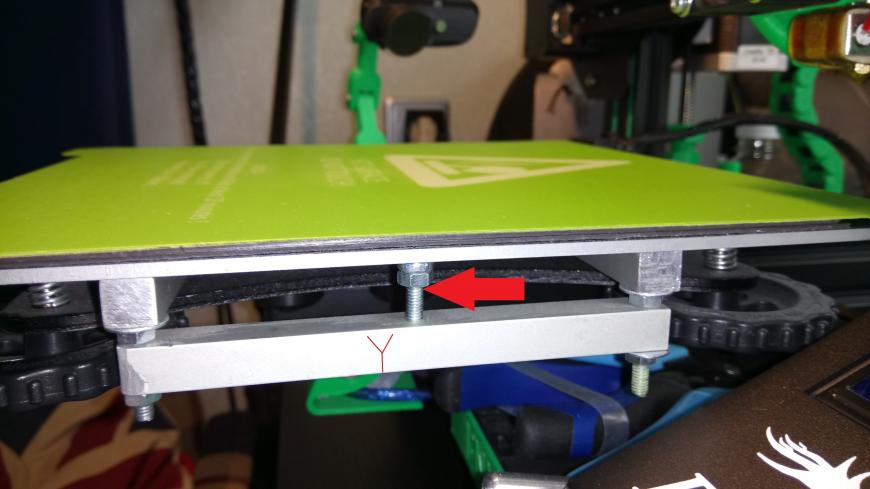
Он есть на левом и правом бруске Y. Для его установки в брусках Y я просверлил отверстия по центру и нарезал там резьбу.
Процесс выравнивания стола:
1. Собираем всю конструкцию, но не затягиваем винты и гайки.
2. Прогреваем стол до рабочей температуры.
3. Аккуратно протягиваем гайки прутков X, проверяя линейкой с фонариком зазор на столе.
4. После затягиваем гайки прутков Y.
5. Проверяем линейкой и фонариком зазор на столе.
6. Регулировочными винтами на прутках Y делаем корректировку, так как по оси X стол уже будет выровнен прутками X, а по оси Y прутки не соприкасаются со столом, поэтому упором в данном случае служат эти регулировочные винты, которые будут выдавливать стол вверх.
7. Всё. Остужаем стол, ещё раз нагреваем и проверяем. В моём случае повторная регулировка не понадобилась.
8. Делаем калибровку стола по оси Z любыми способами, которые вам нравятся. Лично я делаю так: прогреваю стол и сопло, паркую головку по нулям, из меню принтера отключаю моторы, вожу головку над столом и регулировочными винтами стола добиваюсь положения, когда головка упирается в стол. В стартовом коде CURA задаю нужный мне зазор, что бы первый слой был чуть прижат к столу.
Две команды: G0 Z0.10 (задаю подъём нулевого уровня по оси Z на 0.1мм) и G92 Z0 (задаю новый 0, который теперь на высоте 0,1 мм). Всё.
Спасибо за внимание.
Подпишитесь на автора
ВОПРОС Как выровнять стол.
Ну и зачем столько эмоций, ненужной политики, и еще и матершины? Делаю просто предупреждение. Если Вам не подходит общение без мата, В.Путина и Д.Трампа, я не настаиваю.
Наверное вы имели ввиду что-то из слов "перпендикулярно" или "компланарно". Параллельно прям совсем сложно выставить в евклидовой геометрии.
>всмысле?
Ну автором описан способ получения карты высот аналоговым способом - с лампочкой и проволокой. Этот способ не отвечает на вопрос перпендикулярна ли ось шпиндель-стол, который, как я понимаю, будоражит умы сторонников и противников фрезерования столов.
Спасибо Вам в любом случае, если , что и добьюсь -обязательно скажу.Еще раз СПАСИБО.
СКАЗАЛ ТУТ НЕМНОГО

для маленьких плат использую кусок гетинакса 150х120 толщиной 20мм склееный из двух 10мм листов, периодически все отверстия от сверловки реставрирую эпоксидкой и затем выравниваю снимая по 0.1мм, этот кусочек уже служит года 3

для больших заготовок использую гетинаксовую плиту побольше, в размер всего рабочего поля.
крепление по 4 точкам , плата не большая, но с ебу-ей неопределенностью, какой то конец то глубже то недофрезерует.Точек на крту ставил до х-я , менял (candle) как версии так и настройки карты высот , убрал люфт по Z - поставил еще два подшипника . Что вышло -видно на фото, буду стол выравнивать.
не нужно пока стол поганить, используйте жертвенник, а плату крепите всей плоскостью, тогда прижим будет равномерный, и при условии что текстолит не лютая отбраковка с разной толщиной, вам вообще может удастся обойтись без карты высот, лично я их не использую.
Tsipa740
МЕСТНЫЙ
для маленьких плат использую кусок гетинакса толщиной 20мм склееный из двух 10мм листов, переодически все отверстия от сверловки реставрирую эпоксидки и затем выравниваю снимая по 0.1мм, кусочек этот уже года 3 служит
для больших заготовок использую гетинаксовую плиту побольше в размер всего рабочего поля.
не нужно пока стол поганить, используйте жертвенник, а плату крепите всей плоскостью, тогда прижим будет равномерный, и при условии что текстолит не лютая отбраковка с разной толщиной, вам вообще удастся обойтись без карты высот, лично я их не использую вообше.
Это ценный опыт, спасибо.
А вы большую плиту скотчем крепите? Повторяемость хорошая? Что в вашем понимании плохой текстолит?
Alsan
Я не специалист, конечно, но вы не могли бы уточнить как можно быть "уверенным в геометрии станка(параллельность оси Х основанию, перпендикулярность оси Z)". Просто после этого ты запускаешь карту высот и проверяешь что там везде нолики, это простенько, я так умею. А вот "уверенность в геометрии станка" я не в курсе как получить.
Точная линейка, щтангельциркуль, угольник, измерение диагоналей, параллельности, вертикальности боковых стоек.
все плиты прикручиваются болтами м6, большая прикручена на 4 болта, профрезеровал там потайные посадочные , чтобы шляпки болтов не торчали и чтобы ненароком не засверлиться в болт.
повторяемость хорошая, иногда редко бывают недорезы если у текстолита толщина гуляет +-0.1мм, такой для плат больше 100х100мм не использую.
у хорошего текстолита перепад толщины не должен превышать 0.02мм, иначе его без карты высот проблемно гравировать мелкими граверами, нужно забуриваться глубже, что ведет к риску сломать кончик гравера, если же гравировать граверами 0.5мм и толще с углом более 35 градусов, то так можно без риска сломать кончик, снимать сразу по 0.1мм, разумеется при изменении толщины текстолита будет изменяться толщина дорожек, и чем больше угол гравера, тем сильнее будет изменение, все это нужно учитывать перед гравировкой
Как откалибровать стол правильно, и почему на самом деле не работает метод "бумажки"
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает - нет, не работает, физика ведь та еще стерва. :)
так делают все
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
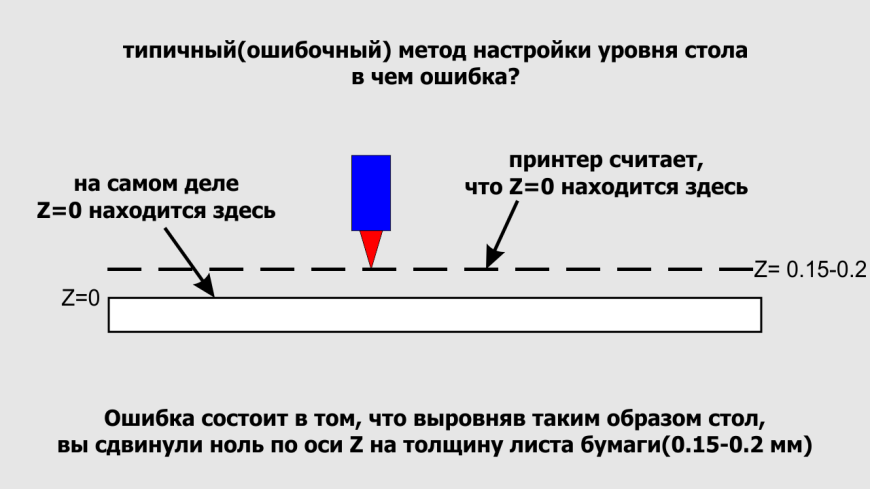
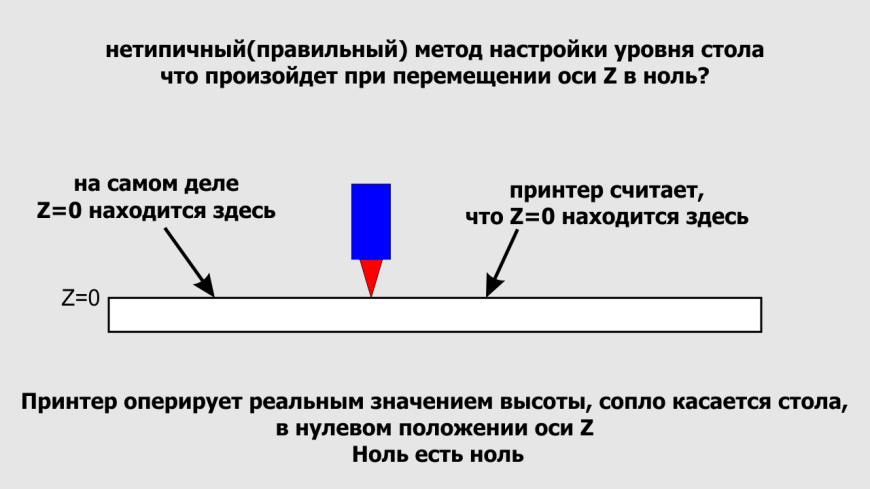
Лист бумаги имеет толщину 0.15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
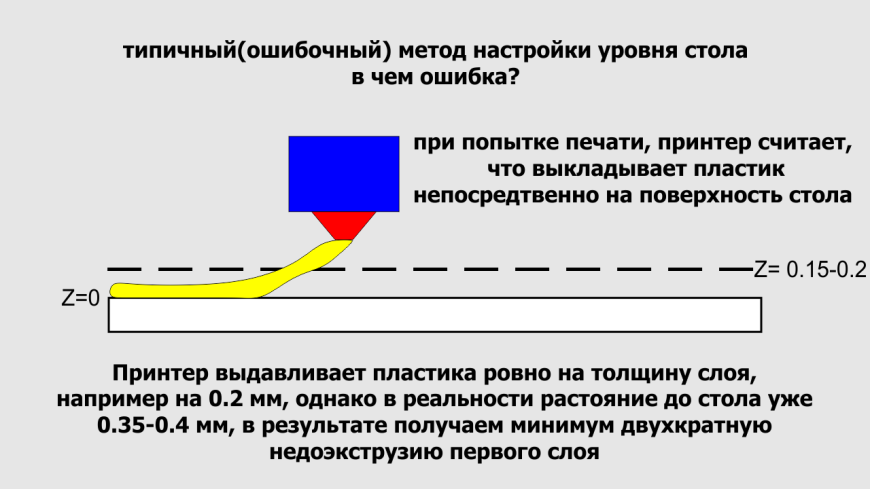
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом - он получит высоту слоя плюс толщину листа бумаги!
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. :)
Ноль по оси Z это ноль - сопло касается стола! И иного не дано!
как же правильно настроить?
- выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
- вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0.2 мм, т.е. толщину щупа
- барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
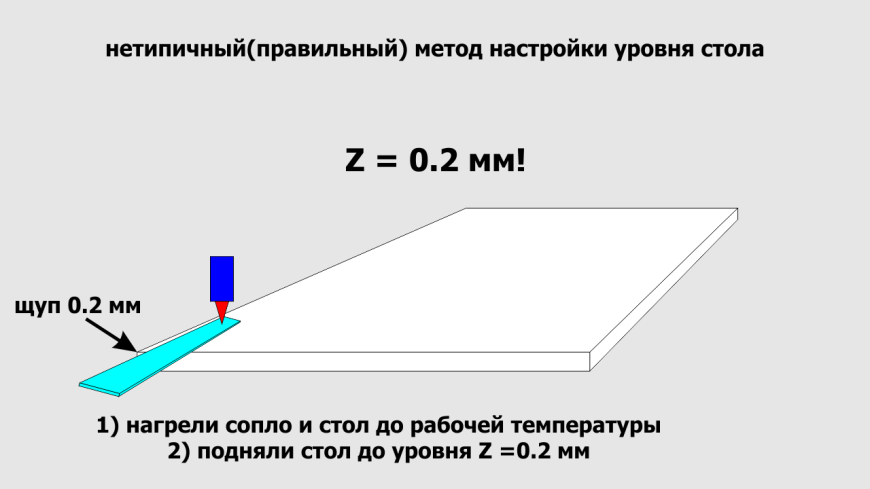
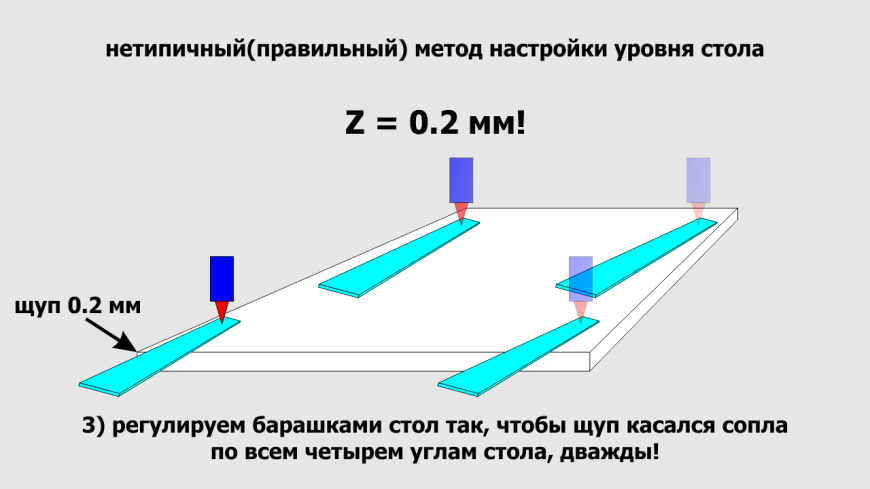
Всё - стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
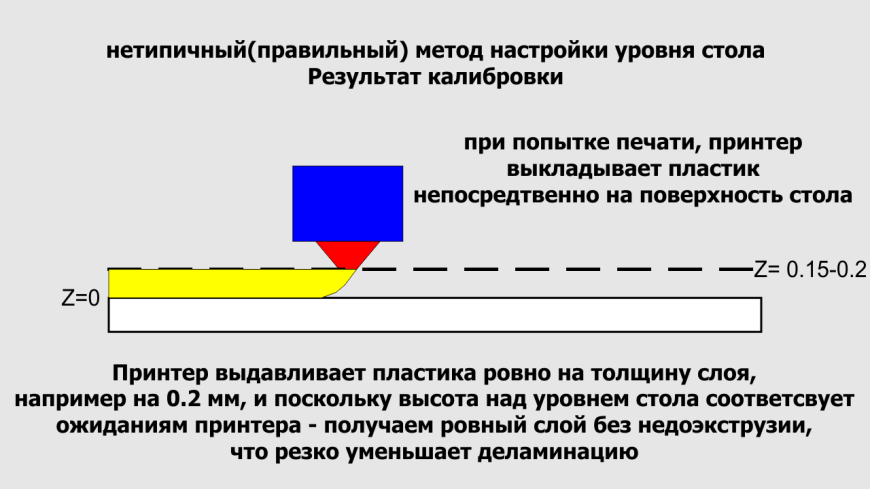
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает. 111
Нужен зазор - сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Читайте также: