Тест калибровки стола 3d принтера
Обновлено: 17.05.2024
У экструдера есть собственные настройки. Они влияют на качество печати. В частности, нужно задать такие параметры, в которых моторчик подачи филамента будет выпускать заданное количество пластика. В противном случае могут появиться дефекты печати. Модель будет испорчена. Чтобы этого избежать, делают калибровку PID-экструдера.
Зачем нужна настройка PID-экструдера 3D-принтера?
Точная настройка задает параметры в G-code, которые делают печать прогнозируемой и точной. Калибровка экструдера может потребоваться в случае:
- Когда устройство начало выдавать дефекты печати, связанные с настройкой печатной головки.
- Если пользователь модернизировал систему: установил новый моторчик, вентилятор, нагреватель или весь экструдер в сборе.
Точная калибровка позволяет добиться последовательной печати. Для данного процесса потребуется подключить принтер к ПК или ноутбуку, а также скачать специальное ПО.
Внимание! Одним из признаков неверной калибровки может стать появление ошибки THERMAL RUNAWAY при работе принтера. Это говорит о скачках температуры внутри экструдера.
Пошаговая инструкция по калибровке
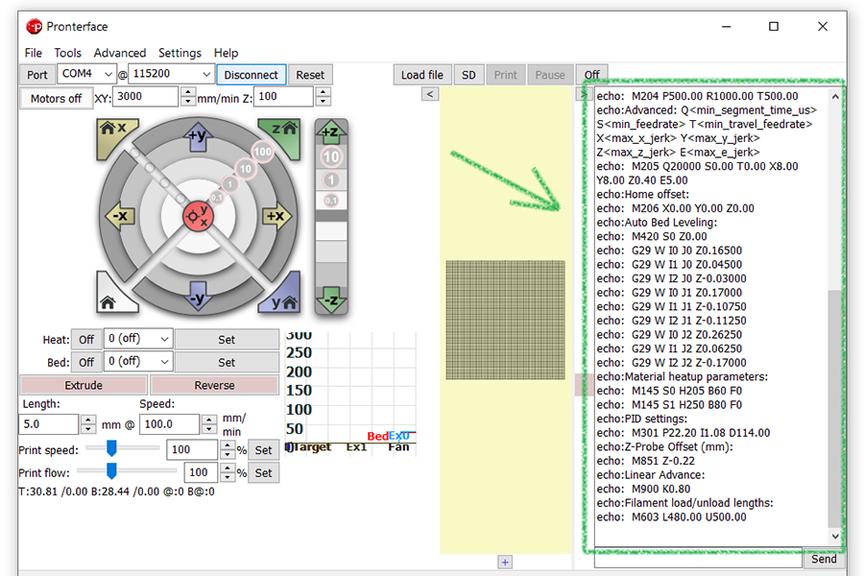
Интерфейс программы PRONTERFACE.
Разберем пошаговое руководство по установке верных параметров для настройки PID-экструдера:
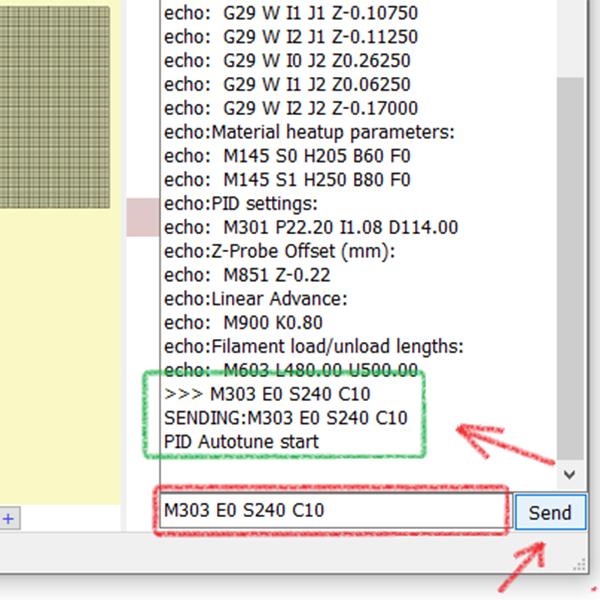
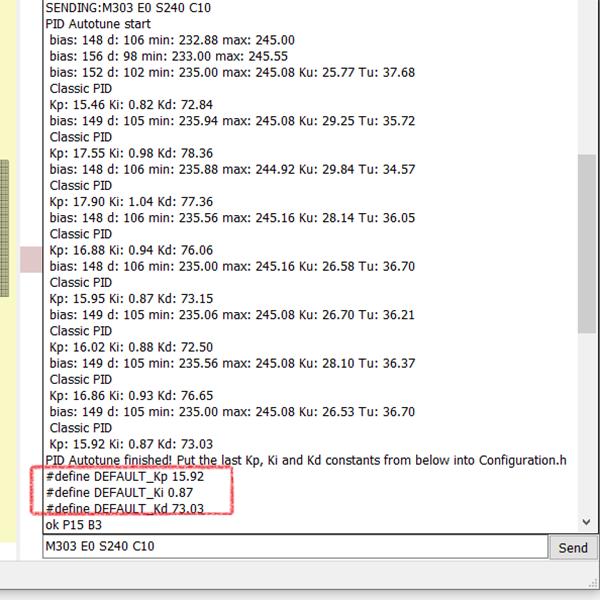
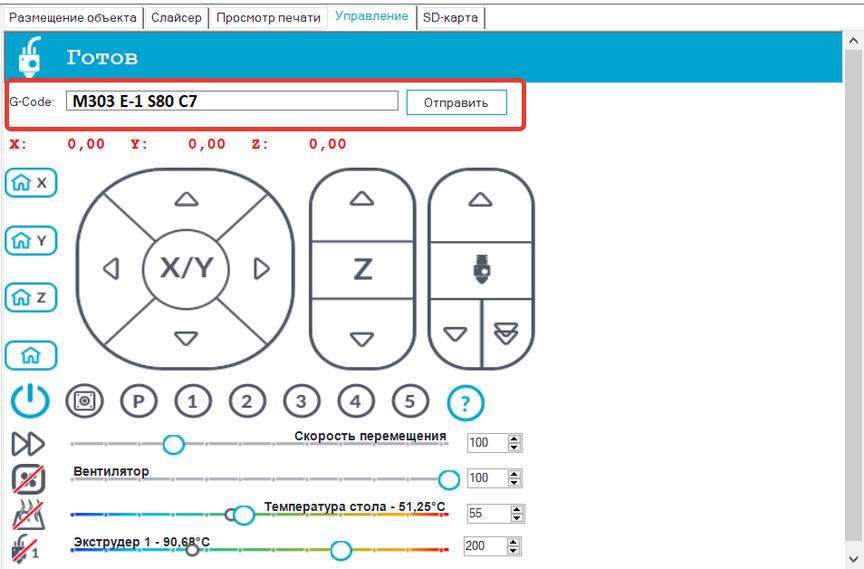
Ввод основной команды и получение коэффициентов PID.
После данных манипуляций должны уйти проблемы со скачками температуры.
Внимание! Все команды вводятся без кавычек. Звездочки в коэффициентах соответствуют числовым значениям, которые показывает программа.
Как не допустить ошибок при регулировке PID-стола 3D-принтера?
Здесь мы приведем самые частые ошибки и методы их решений:
- При установке порта нужно выставить скорость подключения 25 000. Если программа не видит принтер и соединение не устанавливается, нужно нажать на кнопку Reset. Принтер перезагрузится дистанционно, программа попробует заново подключиться. Выполняете это действие до тех пор, пока соединение не будет установлено. Это особенность данного ПО.
- Иногда ошибка THERMAL RUNAWAY остается в системе. Возможно, принтеру нужно откалибровать нагревательный стол. Эту операцию делают по аналогичному алгоритму. Немного изменяется начальная команда: M303 E-1 S* C10, где E-1 – это обозначение калибровки стола, а S* – тестовая температура нагрева стола.
- Полученные данные можно внести вручную в память принтера. Для этого перейдите в настройки девайса (Settings), найдите расширенные параметры (Advanced Settings), после чего перейдите к настройкам P, I, D. Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
- Чтобы проверить, сохранились настройки в системе или нет, отправьте команду M503.
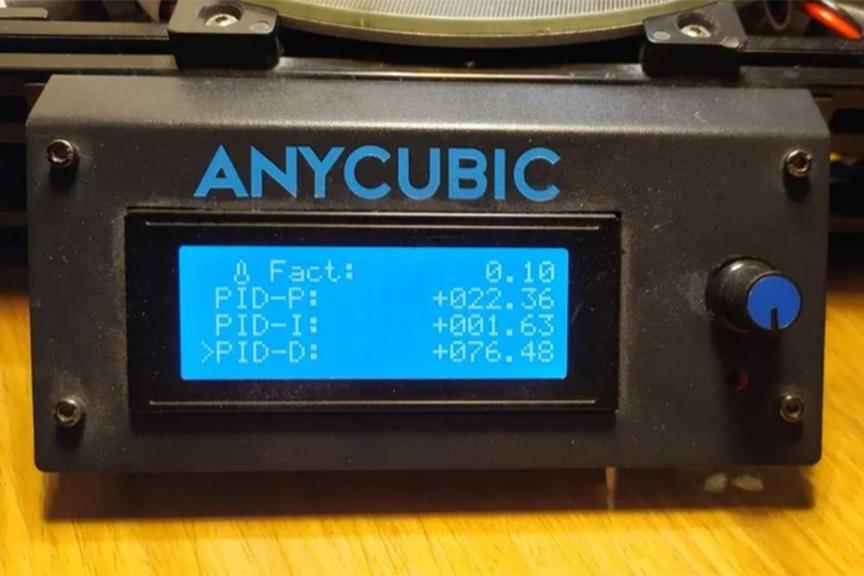
Ручной ввод коэффициентов PID.
Будьте внимательны при вводе команд и значений. Можно сохранить параметр PID в отдельный текстовый документ и уже из него копировать данные.
Процесс калибровки экструдера – это важная вещь. Без нее принтер будет работать некорректно, начнут появляться ошибки, дефекты печати. Выполняйте процесс калибровки поэтапно, и у вас не возникнет проблем с настройкой.
Как откалибровать стол правильно, и почему на самом деле не работает метод "бумажки"
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает - нет, не работает, физика ведь та еще стерва. :)
так делают все
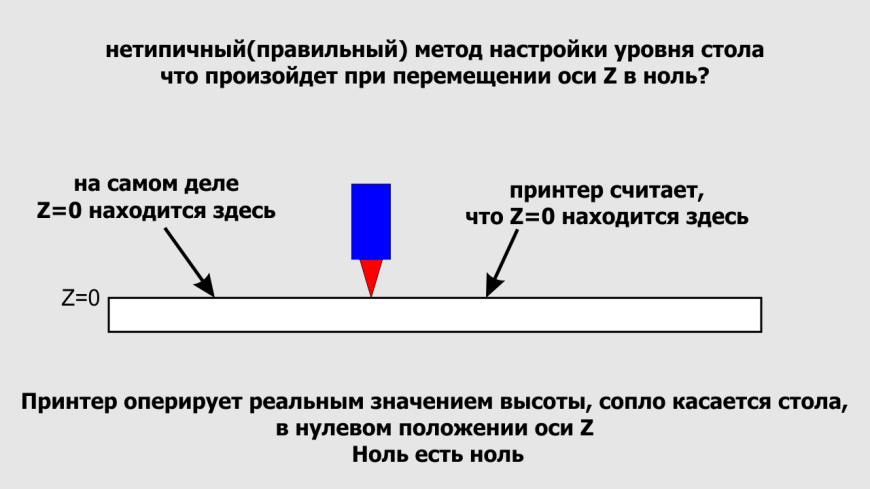
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
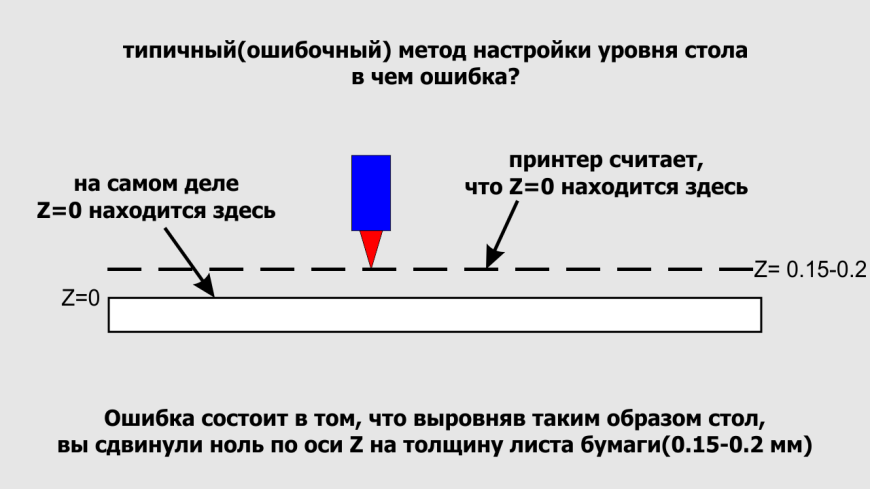
Лист бумаги имеет толщину 0.15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
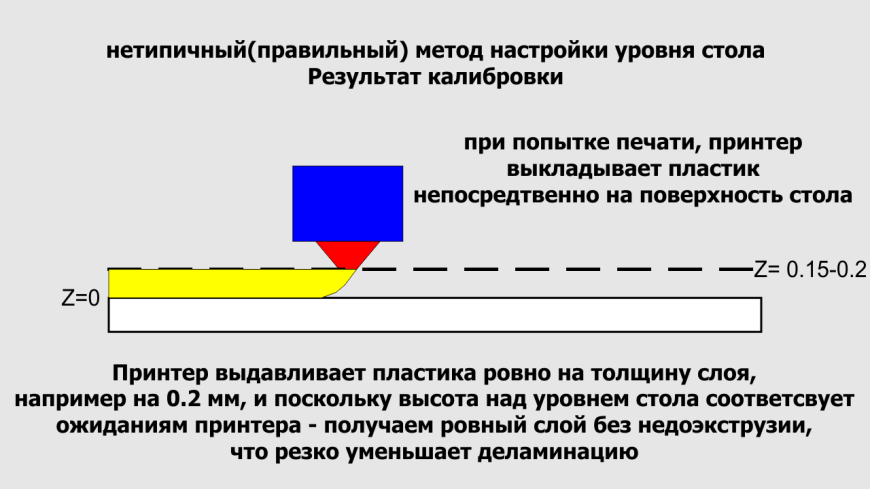
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом - он получит высоту слоя плюс толщину листа бумаги!
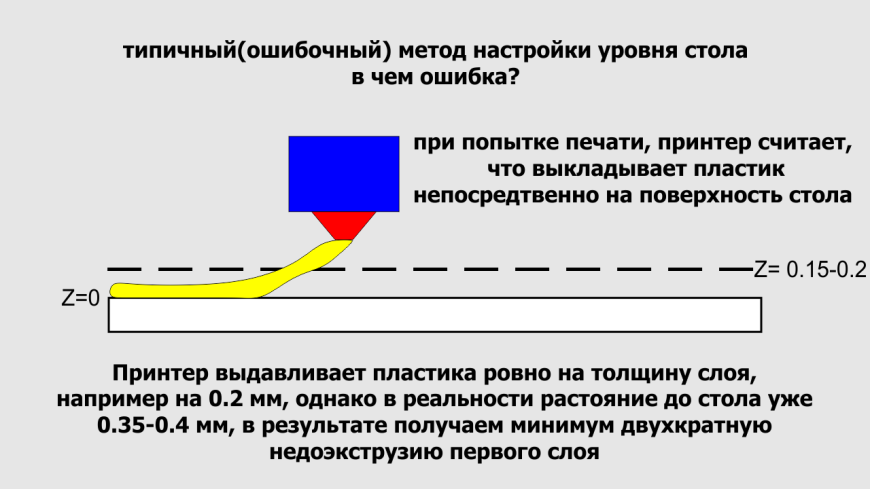
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. :)
Ноль по оси Z это ноль - сопло касается стола! И иного не дано!
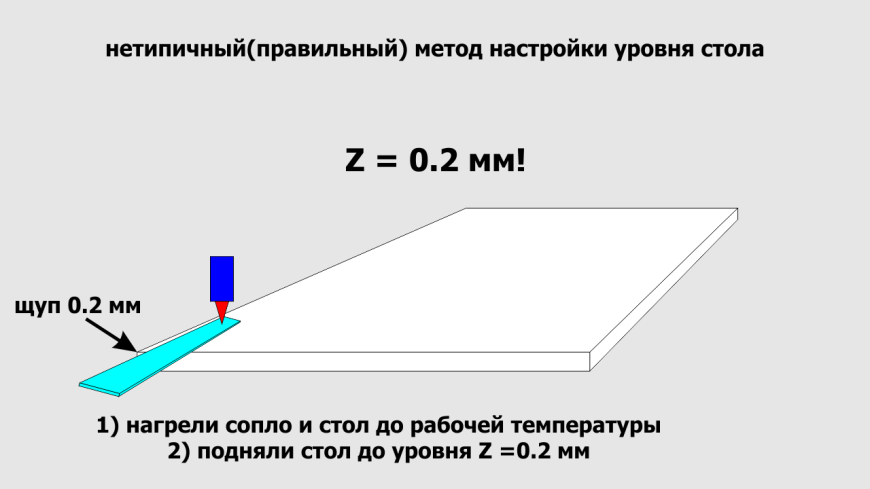
как же правильно настроить?
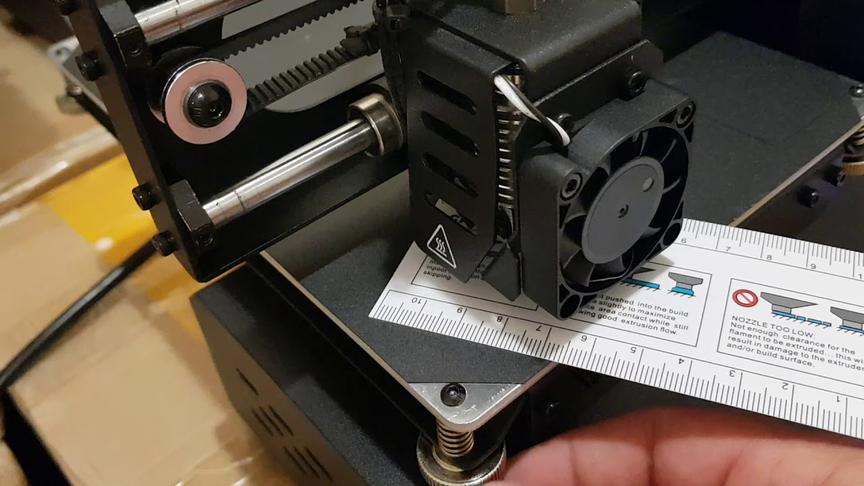
- выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
- вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0.2 мм, т.е. толщину щупа
- барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
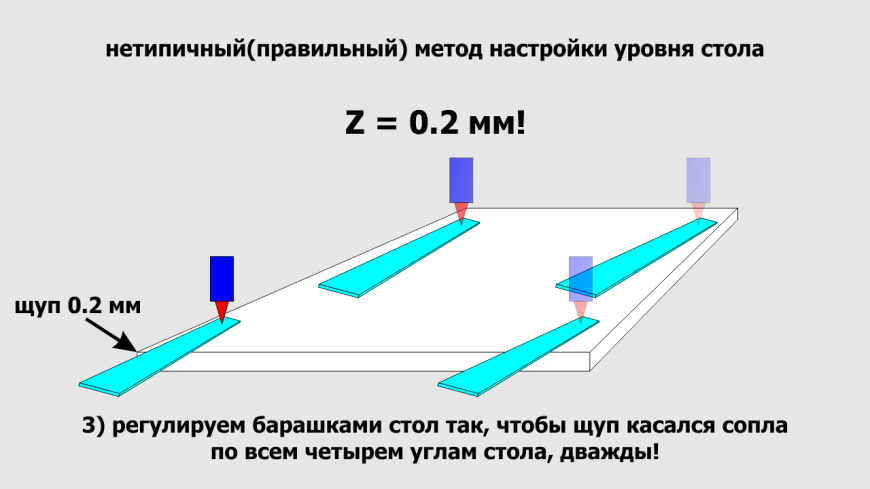
Всё - стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает. 111
Нужен зазор - сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Подпишитесь на автора
Калибровка стола 3D принтера.
Статья относится к принтерам:
Здравствуйте, новички и профессионалы!
Я совсем недавно пришёл в мир 3D печати и имею совсем не много опыта в этом деле. Но кое что хотелось бы поведать. А именно идею калибровки стола принтера.
Способ занимает не много времени, не требует редкого измерительного инструмента, достаточно точен и прост.
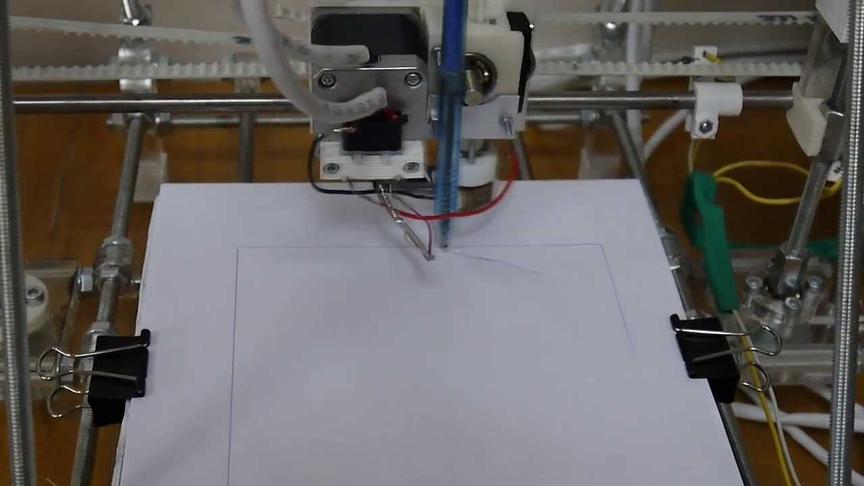
Идея такой калибровки возникла после такой картины:

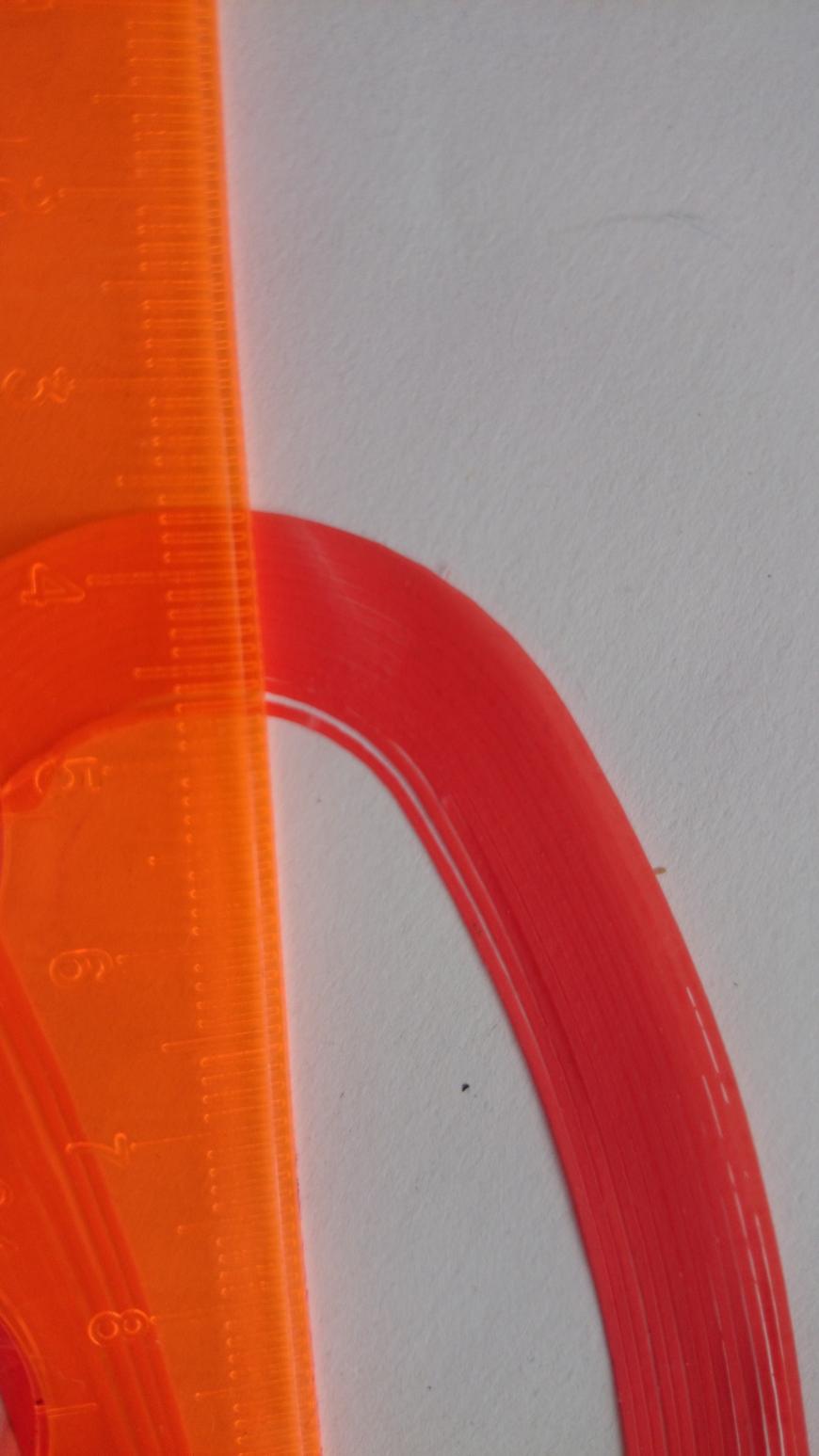
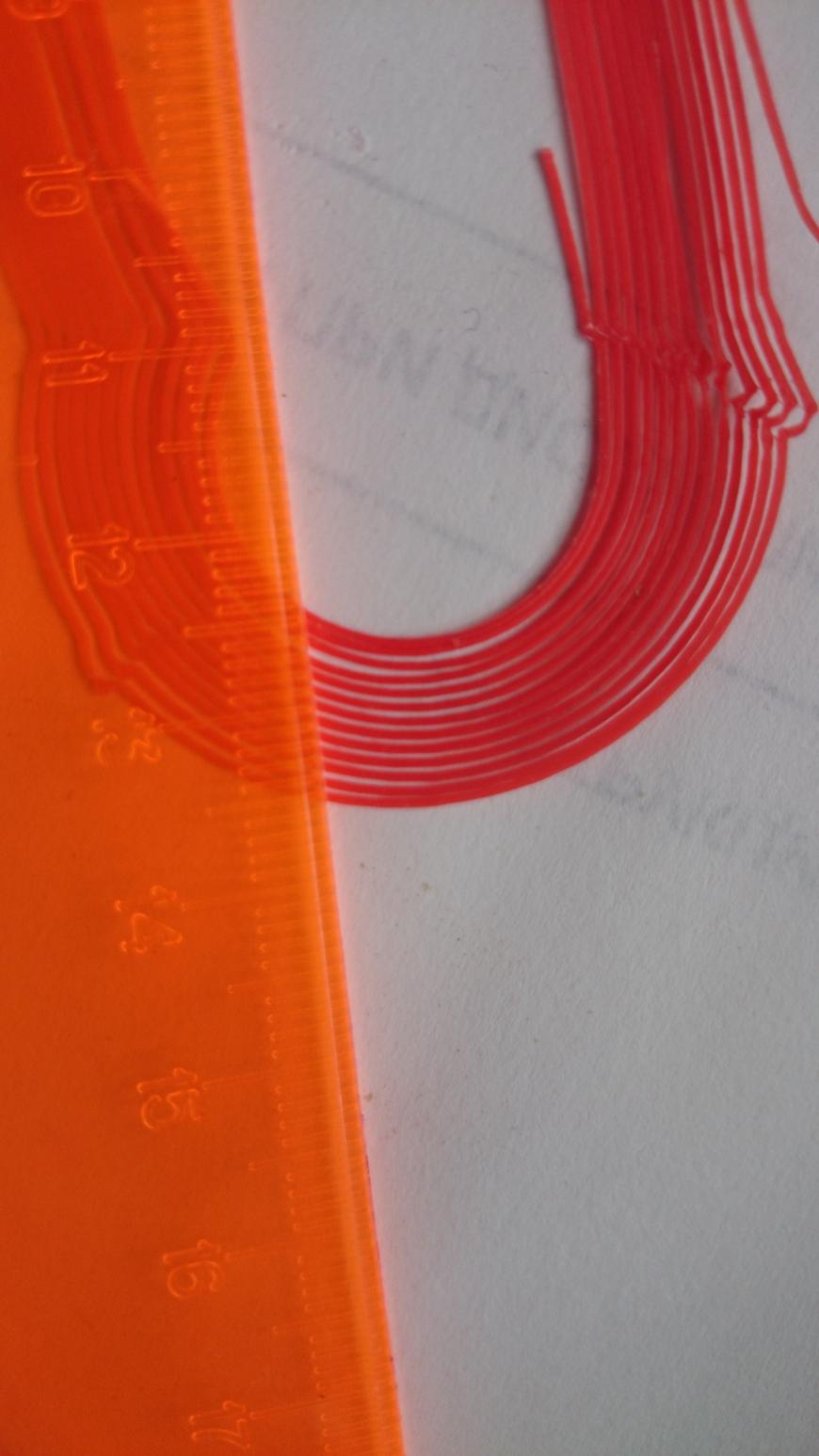
Как видно из картинок, верхняя часть каймы напечатана хорошо, склеена между собой (толщина 0,2мм), а нижняя часть не склеена (толщина 0,3мм).
Для калибровки стола Вам потребуются:
Набор ключей/отвёрток для регулировки стола, кто чем регулирует;
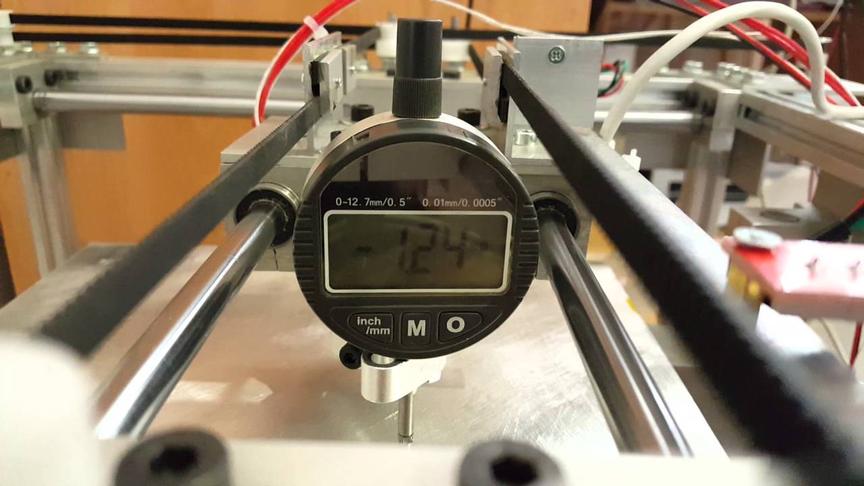
Штангенциркуль (в идеале с нониусом (шкалой) 0,05);
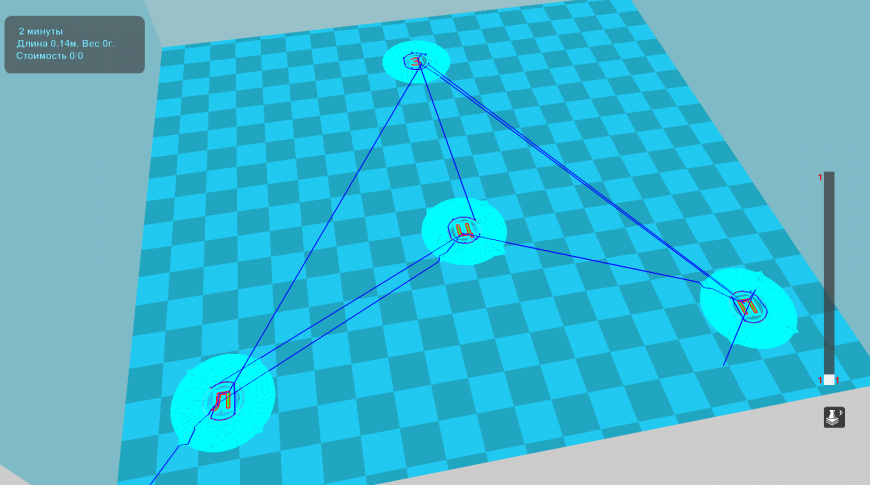
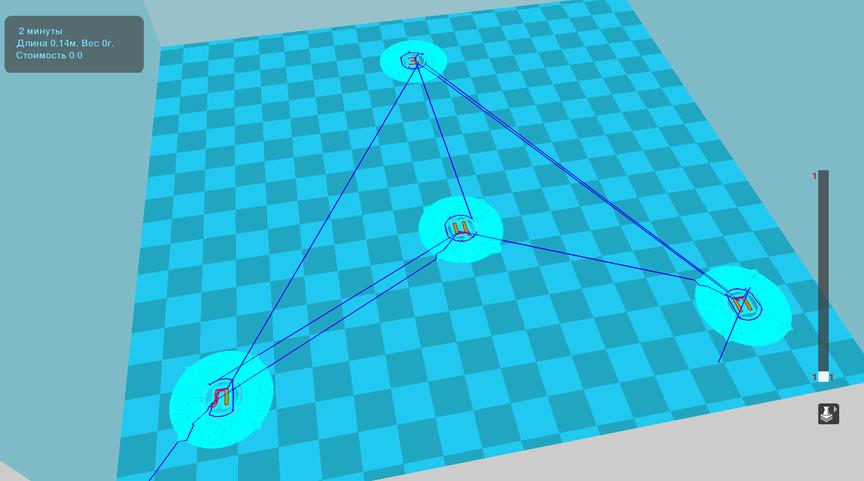
В моём случае стол регулируется тремя винтами, поэтому модель выглядит так. Каждый круг около своего винта. Л - Левый, П - Правый, З - Задний, Ц - центр (для определения кривизны поверхности). Толщина слоя 0,2 мм с каймой. В вашем случае можете сделать по своему.
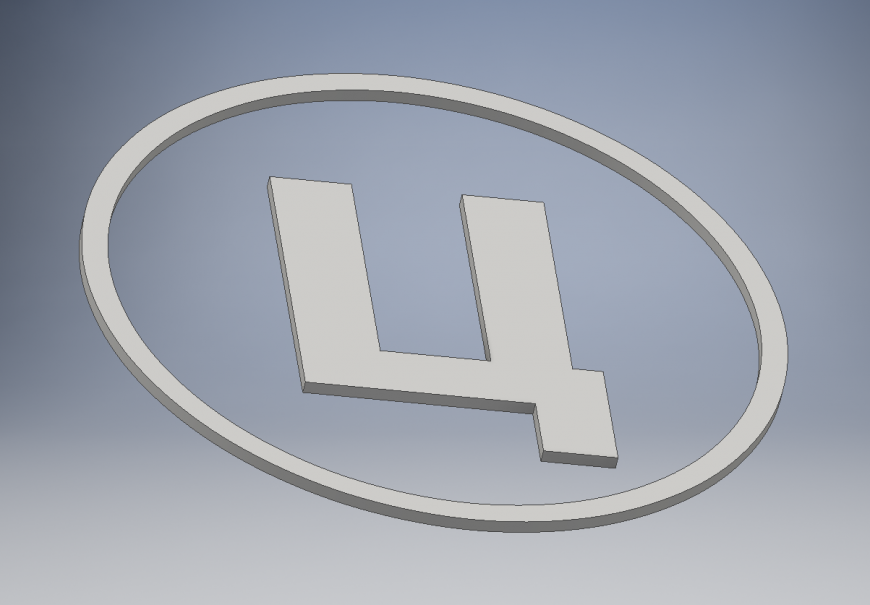
Элемент модели (Центр):
Итак, приступим.
Предварительная калибровка:
Берём лист А4 и настраиваем стол так, как рассказано во многих статьях и видео в интернете.
Данным методом можно достаточно точно настроить стол, но! На ощупь не получится определить достаточную/недостаточную силу зажима бумаги. Лёгкое скольжение может быть у каждого своё.
В общем - примерно настроили.
Завершающая калибровка:
Скачиваем модель по вышеуказанной ссылке, или рисуем свою.
Печатаем модель. Как видно из скриншота - печатается она 2 минуты, с учётом отклонений и разогрева - минут 5.
Ждём пока модель остынет чтобы отклеить. Я не ждал а просто поддел канцелярским ножом, ABS даёт такую возможность.
Отклеили кружочки, берём штангенциркуль и замеряем толщину. В моём случает должно быть 0,2 мм.
Исходя из отклонений размера определяете в какую сторону нужно подкручивать или откручивать стол. Добиваетесь, чтобы все кружочки имели одинаковую и нужную толщину.
При явной недостаточности прижима, когда нитки не склеиваются между собой, я регулирую во время печати, до того момента как нитки начнут касаться друг друга. После чего замеряю и делаю контрольную печать модели с замерами.
Центр можно использовать единожды, для определения выпуклости или вогнутости стола. Но иногда контролировать тоже не помешает.
Удачи и откалиброванного всем стола!
Критика и пожелания приветствуются.
Калибровка стола 3D-принтера в автоматическом режиме и вручную
Качество печати на 3D-принтерах зависит от многих факторов. Для его обеспечения необходима тщательная подготовка всех узлов аппарата. Калибровка стола 3D-принтера является одним из важнейших подготовительных этапов.
Что такое калибровка стола и зачем она нужна?
Для качественного формирования детали из филамента на рабочем столе 3D-принтера важно обеспечить равномерное распределение массы по поверхности. Оно возможно только при идеально горизонтальном уровне и оптимальном зазоре между столом и соплом головки. Если стол имеет невыровненную поверхность, то зазор будет меняться в разных рабочих зонах. Нарушится равномерность подачи филамента, что приведет к дефектам и деформации печатаемой детали.
Калибровка включает два основных этапа: выравнивание поверхности по всей рабочей зоне и регулировка высоты расположения головки по вертикали (ось Z). Выравнивание может осуществляться вручную, с помощью регулировочных винтов. В более дорогих принтерах предусмотрено устройство автоматической калибровки рабочего стола. При регулировке по вертикали устанавливается оптимальный зазор между соплом и поверхностью стола, который должен сохранять заданное значение в любой точке рабочей зоны.
Признаки того, что стол кривой и нужна регулировка
На необходимость проведения калибровки рабочего стола указывают следующие признаки:
- пластик не прилипает к поверхности, что указывает на чрезмерно толстый слой;
- нижний слой отклеивается от стола при последующем наложении филамента;
- пробелы в первом слое или слишком тонкие линии;
- пластик скапливается вокруг сопла при печати первого слоя;
- толщина слоя и линия экструзии заметно различаются в разных точках поверхности;
- сопло местами задевает уже наложенный пластик;
- нить филамента выходит из сопла в виде спагетти, т. е. закручивается.
Возможны и иные признаки, свидетельствующие о неравномерном наложении слоя пластика на поверхность рабочего стола.
Тест калибровки стола
При ручном выравнивании поверхности стола чаще всего используется тест на основе массива точек — Mesh Bed Leveling (MBL). Рабочая поверхность разбивается в виде сетки. В каждом ее узле вручную с помощью штангенциркуля замеряется зазор по оси Z.
Существуют и более точные методики с применением тестовых моделей. Одна из наиболее простых моделей подразумевает печатание кругов в центре стола и возле всех регулировочных винтов. Печать производится в один слой толщиной 0,1–0,2 мм. При выявлении разницы в толщине становится ясно, каким винтом надо осуществить регулировку.
Более сложные тестовые модели предполагают печать правильных, но простых по геометрии фигур. Популярностью пользуется пустотелый калибровочный куб размером 25 × 25 мм. Он позволяет оценить качество печати как основания, так и стенок.
Калибровка 3D-принтера по листу бумаги

Наиболее распространенным способом калибровки по оси Z является проведение регулировки с использованием простого листа бумаги. Поверхность разбивается сеткой. В каждом ее узле между соплом и столом помещается бумажный лист. Устанавливается такое положение головки экструдера, когда продвинуть лист можно только с усилием. Эта координата переводится в специальную G-команду через управляющую компьютерную программу или через меню принтера. При ручной калибровке она просто записывается для будущих установок. Такая процедура осуществляется во всех узлах сетки. Обычно поверхность бытового принтера разбивается на сетку формата 3 × 3, т. е. с 9 узлами. Можно увеличить количество калибруемых точек, но создавать их более 49 не рекомендуется.
Как правильно откалибровать стол 3D-принтера?
Разные модели 3D-принтеров могут иметь индивидуальные особенности регулировки и настройки, но общая методика характерна для всех аппаратов. С первого раза новичку может показаться, что процедура очень сложна, но постепенно она доводится до автоматизма и не вызывает проблем. Для исключения погрешностей рекомендуется калибровку осуществлять при той же температуре, до которой он нагревается при печатании. Например, при ABS придется разогреть стол до 90–100 °C. Если при эксплуатации поверхность заклеивается скотчем или картоном, то их следует наложить до начала регулировки.
Инструменты для выравнивания стола
Для самостоятельного проведения калибровки стола необходимо приготовить такой набор инструментов и расходных материалов:
- Калибровочный щуп — тонкие пластины с точно известной толщиной. Можно использовать полосу от листа офисной бумаги плотностью 125–165 г/м 2 примерным размером 10 × 4 см.
- Ключ и отвертку для регулировочных винтов в зависимости от их конструкции.
- Металлическую (желательно латунную) щетку и х/б ткань для очистки сопла от прилипшей массы.
- Термостойкие перчатки, способные защитить руки при нагреве до 110–120 °С.
- Шпатель, бритвенные лезвия для соскребания пластика с поверхности стола.
- Мыло хозяйственное и х/б ткань для окончательной очистки от грязи и пыли.
- Спирт изопреновый для полной очистки поверхности.
Эти инструменты и материалы помогут осуществить полноценную очистку рабочей зоны и ручное выравнивание стола принтера, установить необходимый зазор между соплом и столом.
Подготовка стола
Первый этап калибровки — подготовка рабочего стола. Прежде всего необходимо тщательно очистить его поверхность. С помощью шпателя и бритвенных лезвий аккуратно удаляются все остатки прилипшего пластика от прежней печати. Если на столе имеется специальное покрытие (например, PEI), то лезвие применять нельзя, т. к. оно может повредить защиту.
После очистки от пластика поверхность тщательно моется с мылом для посуды. Применяется теплая вода. Если материал поверхности позволяет, то можно очистку производить с помощью изопропилового спирта, наносимого тканой или бумажной салфеткой. После влажной очистки поверхность насухо протирается х/б тканью. При подготовке стола не следует касаться его поверхности голыми руками, чтобы не оставлять жировых пятен.
Важный параметр — температура стола при калибровке. Важно учитывать, что металлический стол существенно изменяет размеры при температурных колебаниях, а потому рекомендуется осуществлять калибровку при той же температуре, которая поддерживается в рабочем режиме. Необходимость предварительного разогрева стола указывается в инструкции на аппарат.
Автокалибровка стола
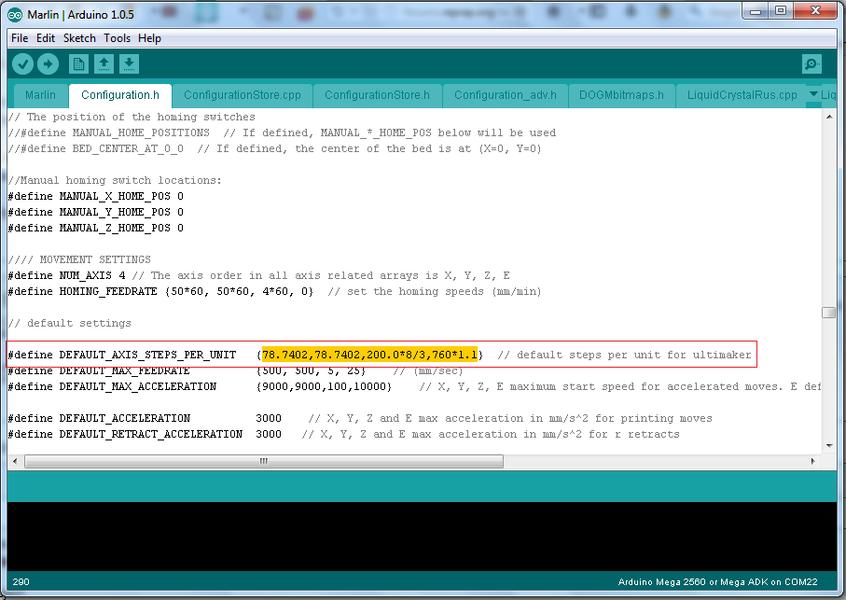
Во многих 3D-принтерах автоматическая калибровка основана на использовании прошивки Marlin. Процедура регулировки начинается с открытия кода прошивки в Arduino Software (Arduino IDE). Существуют разные версии программы, но действия по ним одинаковы. Основные настройки осуществляются во вкладке Configuration.h:
После настройки программы проводится сама процедура калибровки в таком порядке:
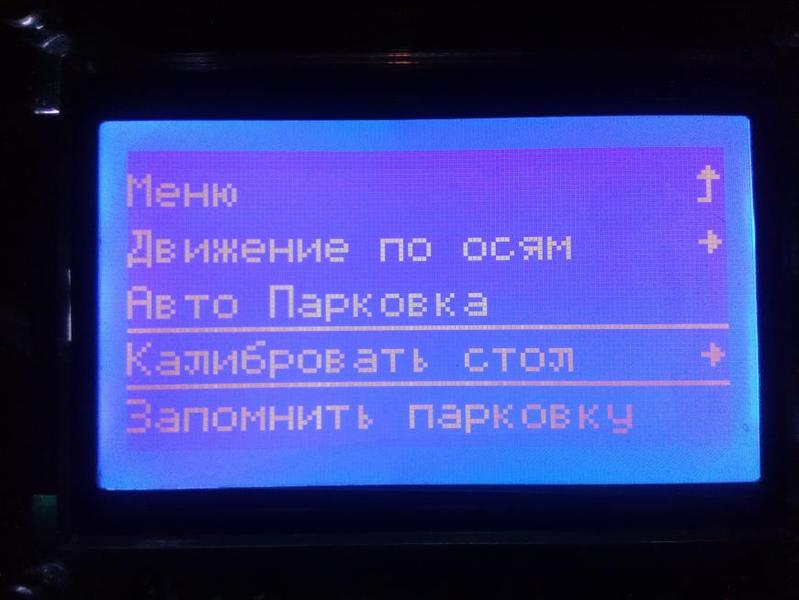
- В меню принтера выбирается «Калибровать стол».
- Задействуется режим «Автопарковка».
- Устанавливается высота спада и Z стола.
- Нажимается кнопка «Начать», после чего начинается движение стола.
- Устанавливается зазор порядка 0,5 мм. Можно при калибровке использовать щуп или лист бумаги.
Аналогичные действия осуществляются во всех точках по оси Х, указанных в инструкции по прошивке. Все настроенные параметры автоматически сохраняются в принтере, а потому калибровка перед каждым запуском печати не требуется.
Ручная калибровка
В бюджетных аппаратах автоматические устройства не предусмотрены и калибровка стола обеспечивается вручную. Она осуществляется в таком порядке:
- Проверяется плавность хода всех регулировочных винтов.
- Очищается сопло от налипшей массы.
- Каждый регулировочный винт отпускается на несколько оборотов для увеличения зазора между соплом и столом.
- Калибровка начинается с одного из углов стола. Сюда вручную подводится сопло головки экструдера. С помощью калибровочного щупа или бумажной полосы устанавливается оптимальный зазор. Вращать регулировочные винты надо осторожно, чтобы не создавать избыточного давления на щуп. Оно может вызвать ответную реакцию, способную внести погрешность.
- Аналогичные действия осуществляются во всех углах. Проверка установки уровня проводится в центральной точке. Зазор во всех точках должен быть одинаков.
При переходе от одной точки к другой возможен сбой установок. Поэтому надо проверить ранее установленные зазоры. Если они изменились, то все проводится по второму кругу. Иногда требуется осуществить несколько кругов калибровки. Далее принтер запускается и проводится тестирование правильности калибровки.
Датчик калибровки
При автоматической калибровке в принтере предусмотрено сенсорное управление движением стола, а на уровне сопла устанавливается контактный датчик. Он в автоматическом режиме способен определять точное расстояние до рабочей поверхности. Сигналы подаются на управляющий движением орган, который обеспечивает точно заданный зазор. В некоторых конструкциях принтеров сам экструдер имеет энкодер обратной связи, что позволяет ему исполнять роль датчика.
При ручной калибровке проверка правильности ее проведения осуществляется по осмотру первого слоя пробной печати. Возможны такие варианты:
- Зазор между соплом и столом слишком мал. Об этом говорят такие факторы: очень тонкий слой, а местами его полное отсутствие; накопление массы на сопле; масса вообще не выдавливается на стол.
- Зазор чрезмерно велик. Признаки: плохое прилипание к столу, отслаивание при последующей печати, закручивание филамента при выходе из сопла.
В первом случае необходимо сместить головку вверх по оси Z, а во втором, наоборот, опустить вниз. Более точную проверку обеспечивают тестовые модели.
Калибруем стол
Автоматическую и полуавтоматическую калибровку можно обеспечить несколькими способами. Наиболее распространены нижеследующие варианты:
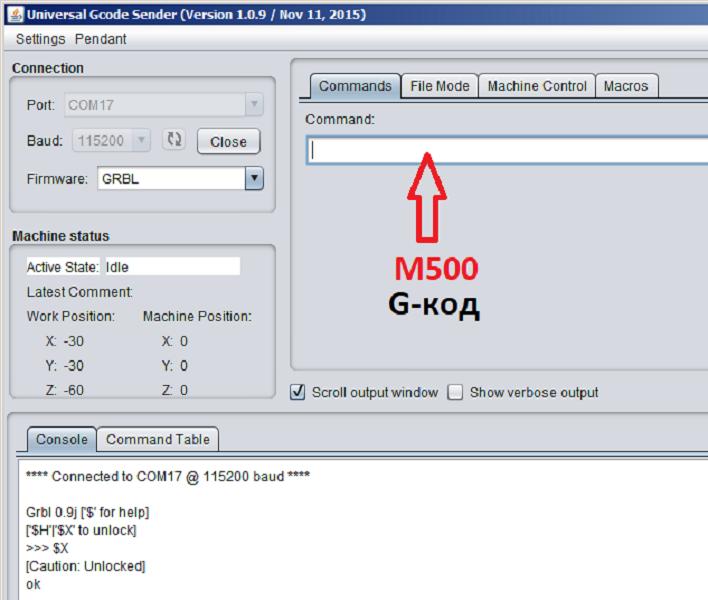
- Через внешнюю программу. В этом случае задействована специальная команда G29. Так G29 S0 считывает текущие параметры точек в памяти; G29 S1 позволяет устанавливать рабочий орган в начальной точке; G29 S2 предназначена для записи текущей информации и перемещения головки к следующей точке. Команда M500 позволяет вводить все необходимые данные в память аппарата.
- Через меню принтера. Необходимые пункты выбираются в меню Presets. На экране дисплея появляется нужная для калибровки информация, принтер паркуется в определенную позицию. Кликнув по энкодеру, можно возвратить головку в начальную точку. При движении рукоятки энкодера выставляется требуемый зазор по оси Z.
Важно! Оператор может выбрать удобный для него способ управления авторегулировкой.
Как предотвратить кривизну стола?
Любой пользователь желает провести калибровку стола принтера один раз и так, чтобы его ровность сохранялась при многократных запусках печати. Что приводит к необходимости частой калибровки? Прежде всего это чрезмерная вибрация аппарата при эксплуатации, которая сбивает настройку регулировочных винтов. Для исключения этой причины необходима правильная установка принтера и использование противовибрационных прокладок.
Вторая распространенная причина — частое и значительное изменение температурных режимов печати. Металлический стол очень чувствителен к температурным изменениям, что сбивает настройки. Важно осуществлять калибровку с предварительным нагревом стола.
Важно! Влиять на разбалансировку могут нарушения правил эксплуатации аппарата. Для предотвращения кривизны необходимо строго соблюдать инструкцию на аппарат.
Избежать проблем помогают разные способы. Наиболее эффективным считается установка специальных датчиков (например, датчик Боултач), контролирующих изменение параметров стола. Достаточно хорошо показала себя защита поверхности путем установки стекла. Можно обеспечить надежную защиту алюминиевым скотчем.
Качество печати на 3D-принтере во многом зависит от правильности настройки аппарата. Важным этапом считается калибровка рабочего стола, которая может обеспечиваться вручную или автоматически. При правильном ее проведении все параметры остаются в памяти принтера и новая регулировка перед каждым запуском не требуется.
Подробные инструкции по калибровке различных частей 3D-принтера
Для стабильной работы 3D-принтера и получения качественных отпечатков пользователю необходимо периодически проводить калибровку устройства. Рассмотрим подробно, как откалибровать оси 3D-принтера, температуру стола, шаговые двигатели и хотенд. А также ознакомимся с тем, как проверить правильность калибровки и исключить ошибки во время процесса.
Калибровка 3D-принтера
Калибровка — это один из способов настройки 3D-принтера, который позволяет устранить видимые дефекты печати и обеспечить создание изделий наилучшего качества.
Выполнять калибровку 3D-принтера рекомендуется в следующих случаях:
- сразу после покупки принтера, перед его первым запуском;
- при смене филамента;
- если качество отпечатков ухудшилось или появились какие-либо дефекты;
- при внезапных скачках температуры рабочего стола.
Пошаговая инструкция по настройке и калибровке осей
Основные этапы калибровки осей 3D-принтера мы рассмотрим на примере прошивки Marlin. Так как для проведения данной процедуры потребуется только внести определенные изменения в код прошивки.
Порядок действий при калибровке осей будет следующим:
Справка. IDE Arduino — это среда с открытым исходным кодом для разработки прошивок и загрузки их в память микроконтроллера 3D-принтера. Эта программа бесплатная и найти ее можно в свободном доступе в интернете.
Пошаговая инструкция по калибровке температуры стола
Калибровку температуры стола у 3D-принтера необходимо проводить в условиях, которые максимально приближены к условиям печати (при наличии корпуса закрывается дверь принтера и надевается крышка). Данная процедура проводится при помощи регулятора PID, который позволяет задать и поддерживать стабильную температуру стола во время работы.
Для настройки PID используется прошивка Marlin, в которой предварительно активируется параметр PIDTEMPBED в разделе «Прошивка» на вкладке «Стол». С ее помощью прошивают принтер и приступают к основным этапам калибровки:
- В терминале принтера задают команду M303 E-1 ST C№, где Е-1 — это команда калибровки стола; Т — наиболее часто используемая температура печати; № — это количество повторений процесса тестирования (от 3 до 7). В итоге заполненная команда будет выглядеть так: M303 E-1 S80 C7.
Три полученных числа сохраняются в EEPROM или вносятся в прошивку Marlin. В первом случае нужно задать в терминале принтера две команды M502 и M500, во втором случае — в разделе прошивки PID Settings в файл Configuration.h внести значения в следующем виде:
Внимание! Калибровка принтера — это длительный процесс, который напрямую зависит от установленного числа повторений. Поэтому если принтер зависает на одном месте, то не стоит в это время выключать или пытаться перезагрузить 3D-принтер. Нужно просто дождаться окончания процесса.
Калибровка шаговых двигателей
Шаговым двигателем в 3D-принтере называют экструдер, так как он отвечает за количество пластика, который продавливается за один шаг мотора. Для качественной печати важно, чтобы экструдер протянул необходимое количество пластика, указанное в нашем G-code. Поэтому шаговый двигатель нуждается в периодической калибровке. Она выполняется в следующем порядке:
- Проверка работы механических компонентов. Сначала регулируется прижимный ролик и проверяются на износ шестерни протяжки прутка.
- Настройка количества филамента, подаваемого экструдером. Направляющая трубка убирается с экструдера и отрезается кончик проволоки. Затем отключается защита, предотвращающая запуск экструдера при холодном хотенде. Для этого запускается команда M302 P1. Принтер подключают к компьютеру и запускают слайсер Repetier Host. С его помощью отправляют G-код с командой «выдавить 100 мм пластика со скоростью 200 мм в минуту». Он будет иметь следующий вид: G01 F200 E100.
- Корректировка настройки шагового двигателя. Она выполняется в случае, если длина прутка вышла меньше заданной. Для корректировки нужно вычислить искомое значение при помощи формулы Y × L / l, где Y — значение, установленное в прошивке принтера, найти которое можно, запустив команду M502 (95,5); L — длина прутка, которая была задана (100 мм); l — длина, на которую фактически протянут филамент (например, 98 мм). После расчетов было получено значение 95,5 × 100 / 98 = 97,4 мм. Это значение нужно ввести в меню параметра принтера под названием Estepps/mm. После необходимо запустить команду M500 для сохранения значения в памяти. На этом калибровка окончена.
Калибровка хотенда
Калибровка хотенда выполняется по аналогии с калибровкой рабочего стола 3D-принтера:
Калибровочный кораблик
Калибровочный кораблик — это STL-файл сложного строения, который используется для проверки правильности проведенного процесса калибровки.

Такое изделие содержит большое количество различных по форме и диаметру отверстий, а также нависающие под разными углами поверхности. Благодаря такому сложному строению кораблика пользователь может убедиться, насколько верно была выполнена калибровка и насколько точно принтер передал размеры и форму объекта.
Ошибки и способы их избежать
Приведем наиболее часто допускаемые ошибки пользователями во время калибровки 3D-принтера:
- Сброс настроек калибровки при перезагрузке принтера. Проблема возникает из-за того, что изменения не были сохранены в EEPROM. Для этого после внесения данных нужно просто сохранить их, запустив G-код M500.
- Дефекты печати после калибровки. Правильно проведенная регулировка, наоборот, должна не допускать возникновения дефектов печати. А это значит, что процесс был проведен неверно. Вот некоторые причины, которые могли испортить процесс калибровки:
- Расположение принтера на неровной поверхности.
- Неверная сборка оси Y или E.
- Блокировка движения осей X, Y и Z. Для ее предотвращения необходимо зайти в меню Settings на вкладку Move axis и подвигать все оси в разные стороны, чтобы убедится, что ничто не мешает их перемещению.
- Неверное расположение датчика P.I.N.D.A. Для правильной калибровки он должен находиться в позиции Auto home, то есть располагаться в центре левой нижней точки калибровки. Также датчик важно расположить на 1 мм выше кончика сопла.
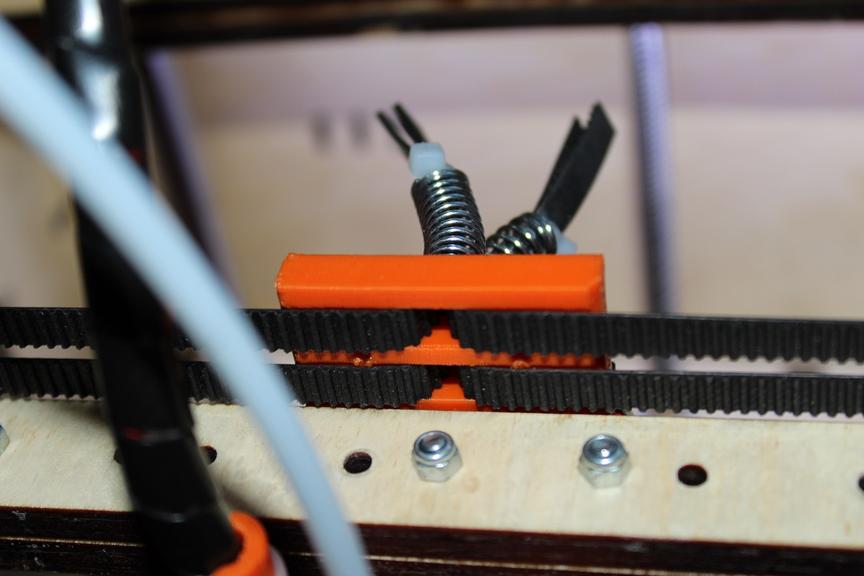
- Недостаточное натяжения ремней. Для корректной калибровки ремни должны быть хорошо натянуты. Проверить этот параметр можно в меню принтера Support на вкладке Belt Status. Он должен находиться в диапазоне 200–280.
Что будет если не откалибровать 3D-принтер?
Неоткалиброванный 3D-принтер имеет значительные отклонения стола от заданного уровня, а также отличающееся в разных точках расстояние между соплом экструдера и печатным столом. Такие расхождения могут привести к деформации изделия во время печати, засорению экструдера и возможной поломке принтера.

Во избежание проблем в работе 3D-принтера и печати качественных изделий, пользователю важно проводить регулярную калибровку принтера. К тому же большинство современных моделей оснащено подробными инструкциями, которые позволят качественно провести процесс. Но стоит помнить, что калибровка — это небыстрая процедура, и ее нужно проводить тщательно и с постоянной периодичностью. Только в этом случае будет обеспечена стабильная работа принтера.
Читайте также: