Сварной стол для улицы своими руками
Обновлено: 16.05.2024
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

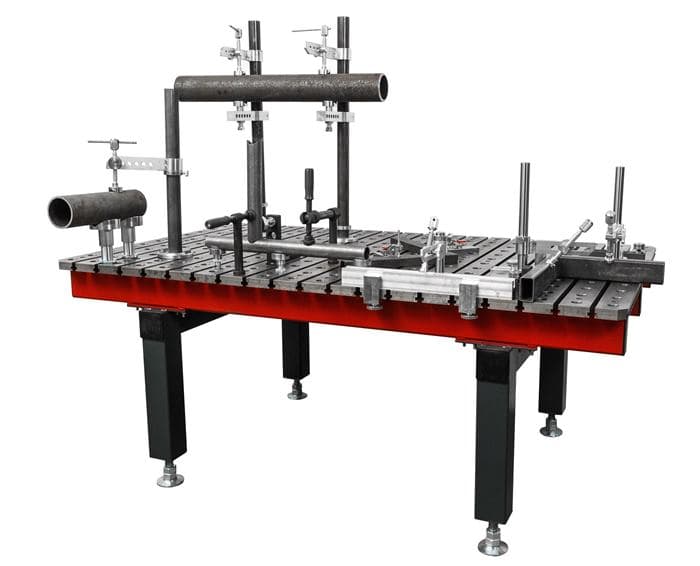
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
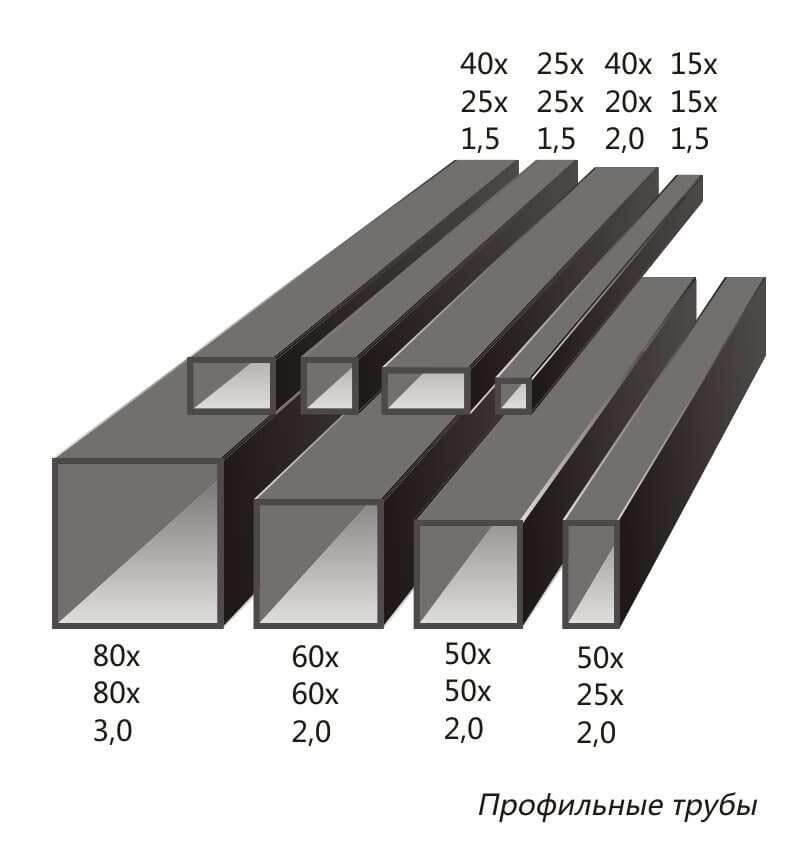
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
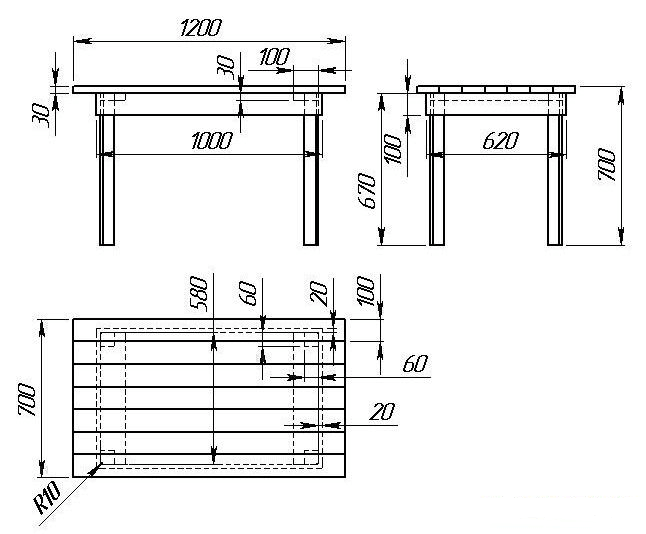
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
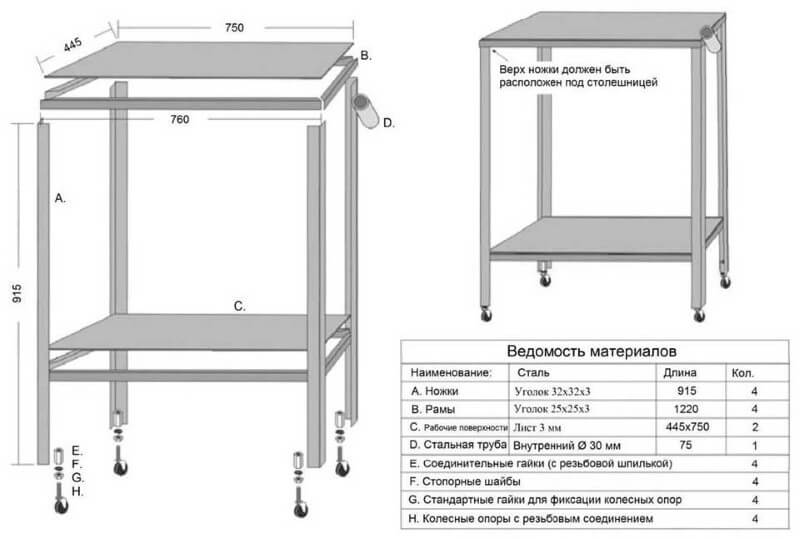
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
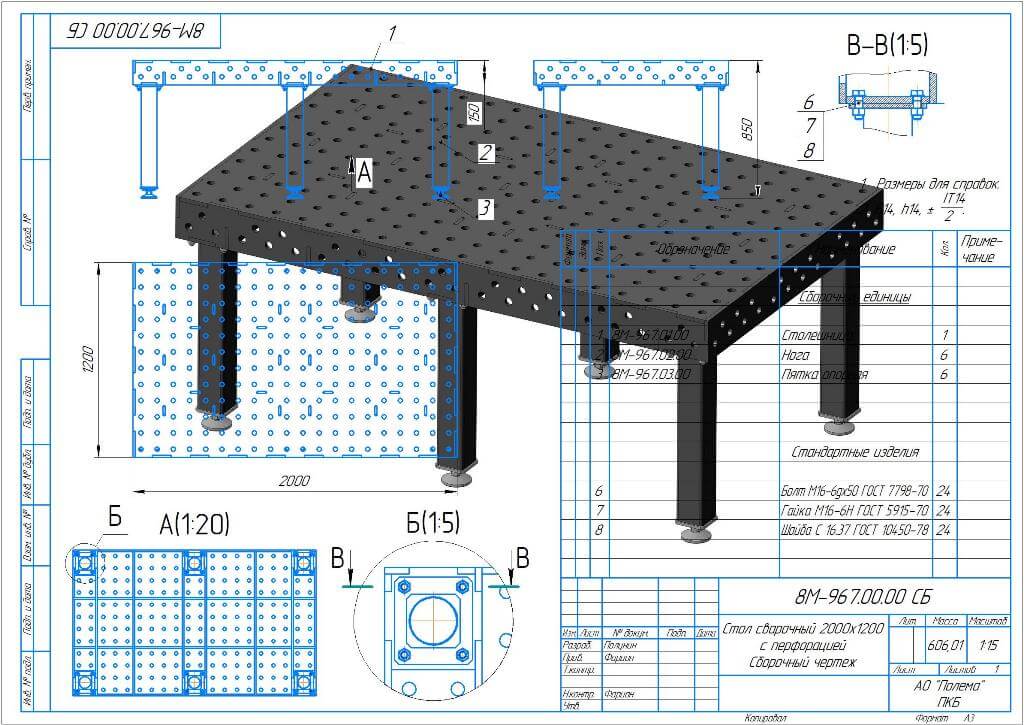
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
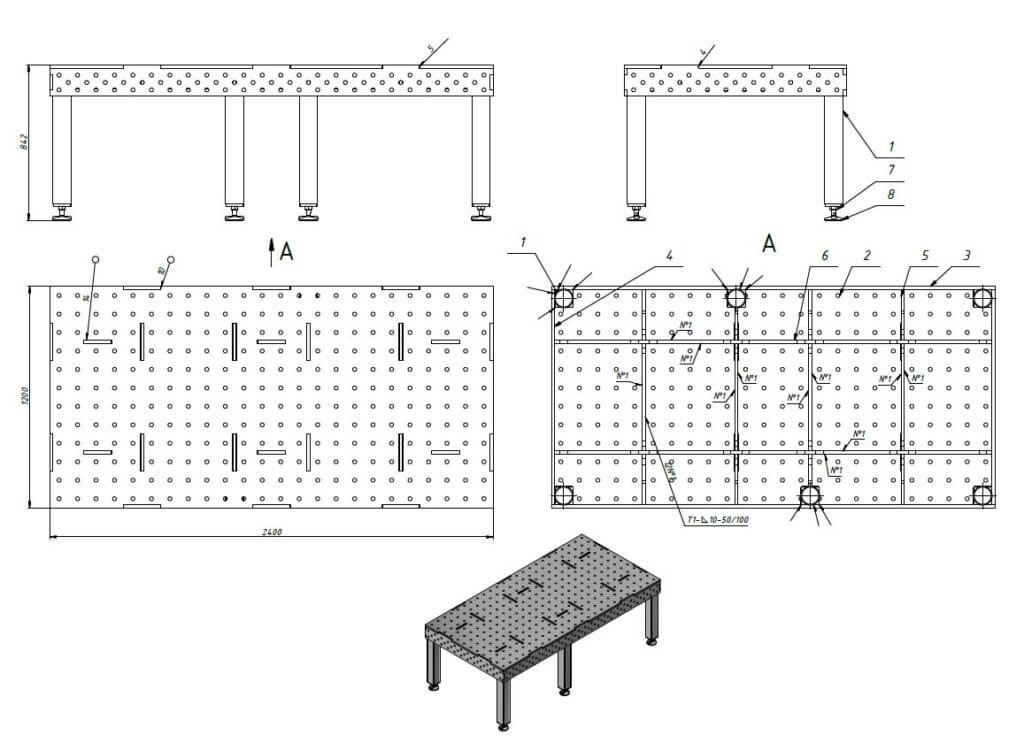
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
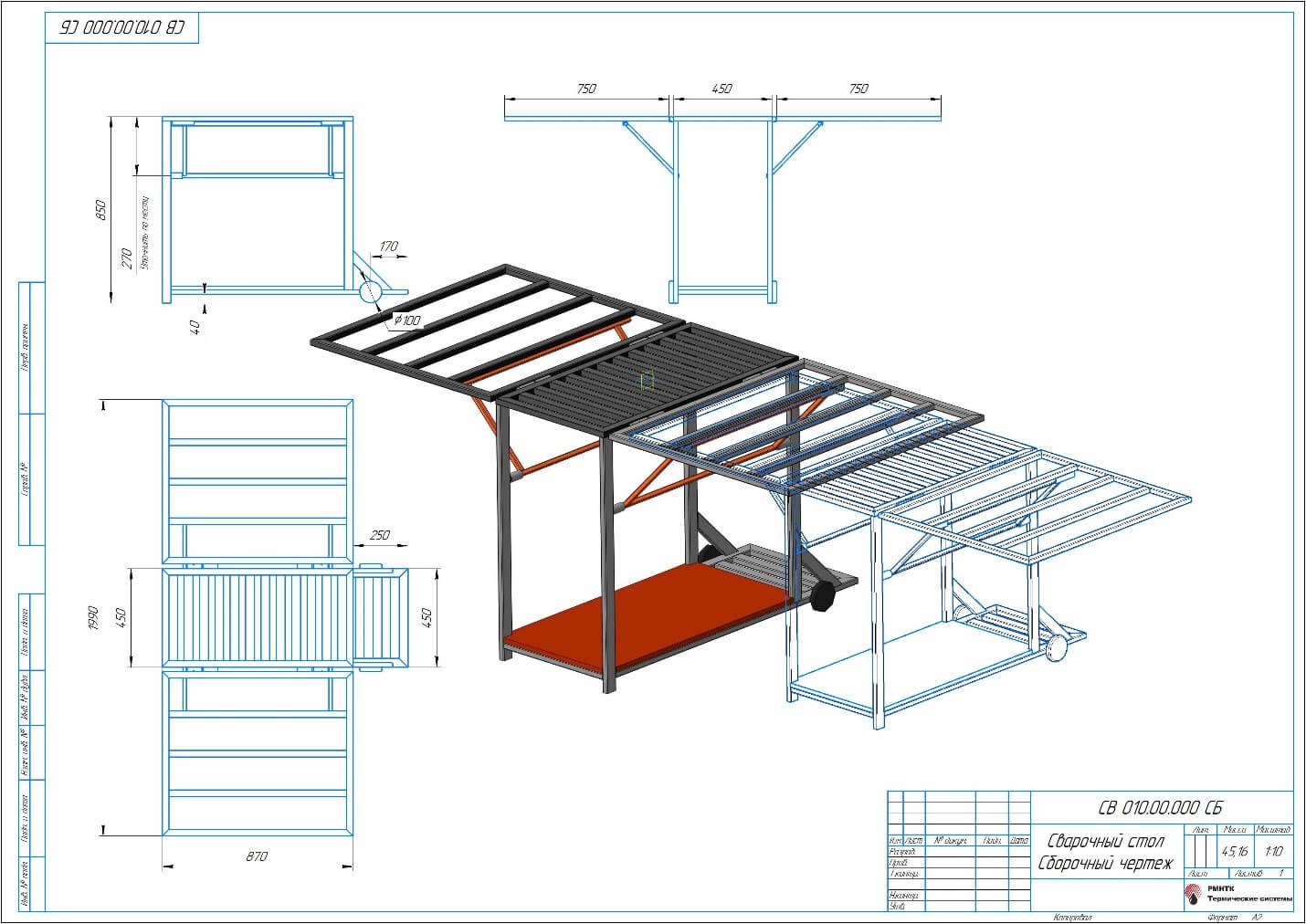
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
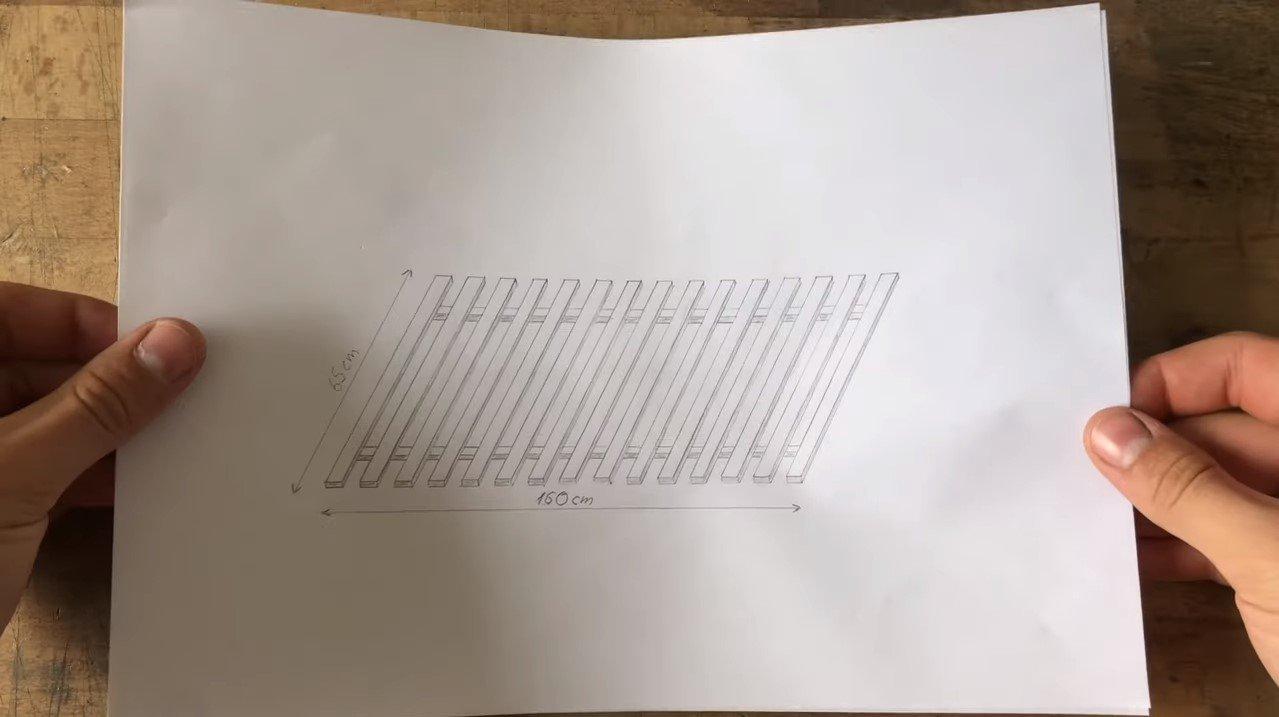

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Стол из профильной трубы и другая мебель на металлическом каркасе

Мебель делают из разных материалов, но самой прочной и долговечной считается мебель на металлическом каркасе. Он выдерживает большие нагрузки, не рассыхается, как древесина, сохраняет заданную форму и габариты. Основной недостаток металла – его большой вес, но его легко устранить, используя полые трубы с тонкими стенками и ребрами жесткости. Скамья, стул или стол из профильной трубы получаются менее тяжелыми и громоздкими по сравнению с деревянными, а по прочности превосходят их. Как сделать такую мебель, читайте далее.
Чем привлекательна профтруба для изготовления мебели
Профильные трубы с прямоугольным или квадратным сечением выпускаются в разных размерах и с разной толщиной стенки. Эти параметры определяют сферу их назначения. Из толстостенных изделий с большим сечением возводят каркасы зданий, столбы ограждений, подпорные колонны, настилы. А продукция с более скромными параметрами идет на изготовление облицовочных каркасов, навесов, козырьков, беседок и теплиц. Из неё же делают многие бытовые изделия из профильной трубы, включая домашнюю и садовую мебель. Тонкостенный профиль малого сечения легко гнется, что позволяет создавать из него не только кубические, но и оригинальные ажурные конструкции.
Достоинств у этого материала немало.
- Высокая прочность и способность выдерживать серьезные нагрузки при малом весе и размерах за счет четырех ребер жесткости.
- Стабильность размеров при перепадах температуры и влажности, устойчивость к атмосферным воздействиям и химически агрессивным веществам, что позволяет делать уличную мебель из профильной трубы, столы и верстаки для установки в гаражах и мастерских.
- Простота и универсальность монтажа конструкций: профтруба легко режется углошлифовальной машинкой, сборку можно осуществлять как на болты, так и сварным способом.
- Доступная цена материала.
- Нетребовательность к условиям хранения.
Стандартного набора инструментов, имеющегося в арсенале домашнего мастера, вполне достаточно для изготовления стола или другого элемента мебели на металлическом каркасе. При отсутствии сварочного аппарата детали можно соединять болтами, предварительно сделав монтажные отверстия.
Трудности возникают только при изготовлении гнутых деталей, так как для этого требуется специальный станок-трубогиб. Но дугу большого диаметра можно сделать и без него.
Доступность специальных защитных и декоративных покрытий для металла позволяет придавать подобным изделиям любой цвет, чтобы органично вписать их в интерьер дома и продлить срок службы под открытым небом.

Общие рекомендации по изготовлению
Чтобы сделать стол или стул из профильной трубы, начинают, как и в любом другом деле, с проекта, подбора материалов и инструментов.
Выбор конструкции и дизайна
Конструкция, форма, размер и дизайн изделия определяются его назначением и оформлением окружающего пространства, в которое оно должно гармонично вписаться. Из профильных труб отлично получаются любые виды столов:
- большой обеденный;
- письменный с ящиками и полочками;
- парта с наклонной столешницей;
- журнальный;
- мобильный сервировочный столик;
- стол для беседки или зоны отдыха;
- раскладной стол-трансформер с одной или двумя скамейками;
- удобный верстак в мастерскую для слесарных работ.
Определившись с функционалом и местом дислокации, приступают к созданию схем и чертежей. Отдельно прорисовывают каркас для столешницы и опорную конструкцию. Самая простая состоит из четырех вертикальных ножек, связанных продольными, поперечными или диагональными перемычками. Но можно спроектировать и более оригинальные изделия из профтрубы.
Желательно сделать несколько проекций каркаса: подстолья и всех боковин, имеющих разное количество и расположение деталей. Это позволит точно определить необходимый метраж труб, количество узлов, декоративных элементов и т.д. Подробный чертеж облегчит практический этап работ.
![]()
Выбор и расчет профтрубы
Размер трубы подбирается по нагрузке и дизайнерской концепции. Для изготовления мебели изделия сечением больше 40х40 мм используют редко, только если нужно сделать очень большой стол или рабочий верстак. Более популярны следующие типоразмеры:
- 40х25 мм;
- 40х20 мм;
- 25х25 мм;
- 20х20 мм.
При выборе обязательно обращают внимание на толщину металла. Оптимальный вариант 1,5-2 мм. Если она будет больше, стол из профтрубы получится слишком тяжелым, а тонкостенные трубы требуют опыта и мастерства при сварке бытовыми инверторными аппаратами.
Количество материала рассчитывают по чертежам, суммируя длину всех деталей одинакового сечения. В процессе проект можно немного подкорректировать исходя из стандартной 6-метровой длины профильной трубы, чтобы минимизировать её отходы. Попробуйте сгруппировать несколько деталей так, чтобы их общая длина с учетом угловых срезов и некоторого запаса составляла около 6 метров.
Например, из одного хлыста может получиться каркас под столешницу размером 200х60 см с одной поперечной перемычкой: две длинные стороны по 2 метра, две короткие по 60 см и одна перемычка той же длины в сумме дают 580 см.
Если опорная конструкция состоит из 4 ножек, 2 коротких и 1 длинной перемычки, высоту ножек легко рассчитать, чтобы не выйти за длину одного хлыста.
- Длина трех перемычек составит 200 + 2х60 = 320 см.
- Остаток хлыста на ножки 600 – 320 = 280 см.
- Высота каждой ножки 280 : 4 = 70 см.
Совет! Если точно выполнить разметку и аккуратно под прямым углом распилить трубу, её длины хватит на весь опорный каркас. Но лучше уменьшить длину ножек на пару сантиметров «про запас».
Видео описание
Пример складного рабочего стола, сделанного всего из одной профтрубы, показан в этом видеоролике:

Подготовка к работе
Мебель из профтрубы сложно переделать, поэтому перед началом работ нужно ещё раз перепроверить габариты будущего изделия, убедившись в том, что оно встанет по месту, а выбранная столешница соответствует форме и размерам каркаса.
На этом этапе следует подумать и о грунтовке и краске для металла.
Затем покупается материал и крепеж, подготавливаются необходимые инструменты. Помимо сварочного аппарата и болгарки для раскроя трубы на отрезки, шлифовки срезов и сварных швов, потребуется дрель со сверлом по металлу для сверления крепежных отверстий. Даже если конструкция будет свариваться, а не собираться на болтах, отверстия необходимы для фиксации столешницы к металлокаркасу. Не забудьте о расходных материалах – отрезных и шлифовальных кругах, электродах.
Остальной инструмент готовится исходя из того, какой материал выбран для столешницы.
Совет! Даже если вы хорошо владеете сваркой, стоит подумать над тем, чтобы сделать большой стол из профиля с разборным каркасом на болтах. В таком случае тяжелую и громоздкую конструкцию будет проще переносить или транспортировать в случае переезда.
Последовательность изготовления
Сначала, сверяясь со своими чертежами и расчетами, делают разметку труб, чтобы из каждого хлыста выходило целое количество деталей с минимальными отходами. Особенно тщательно выверяют углы для диагональных распорок, скошенных ножек или соединений «в ус».
Затем распиливают трубу болгаркой с диском по металлу, а срезы зачищают от заусенцев напильником или шлифовальным диском, чтобы они не создавали помех при сварке. Перед сборкой все элементы отдельных деталей каркаса примеряют друг к другу на ровной поверхности, добиваясь их нахождения в одной плоскости, соблюдения прямых углов и равенства диагоналей.
При изготовлении стола классической модели первым сваривают каркас под столешницу, после чего приваривают к нему ножки и соединяют их распорками, фиксируя детали струбцинами и специальными угловыми магнитами.
Последовательность работ может быть изменена для дизайнерских изделий оригинальной конструкции. Например, сначала изготавливают боковины, а затем соединяют их двумя прямыми деталями, на которые будет крепиться столешница.
Пример изготовления стола необычной конструкции приведен в видео:
Когда каркас готов, его обрабатывают шлифовальным диском, сглаживая сварные швы и счищая ржавчину. Затем грунтуют, покрывают краской и дают ей высохнуть.
Делая мебель из профильной трубы и дерева, детали из разных материалов скрепляют обычными саморезами. Для крепления столешницы её укладывают на пол или другую плоскую поверхность, а на неё устанавливают перевернутый каркас. Делают разметку крепежных отверстий и просверливают их в металле, подобрав сверло под диаметр саморезов. Вкручивают их со стороны каркаса, чтобы метизы прошли сквозь него и углубились в доски столешницы, но не прошли их насквозь. Для чего крепеж заранее подбирают по длине.
Последний этап – шлифовка и обработка столешницы из струганных досок лакокрасочными материалами.

Коротко о главном
Профильная труба – идеальный материал для изготовления каркасной мебели. Она получается стильной и красивой, надежной и долговечной. Чтобы сделать стол, нужно выполнить его схематичное изображение с размерами, по нему нарезать трубу на отрезки нужной длины и сварить их между собой либо соединить болтами с гайками. После шлифовки и покраски готового каркаса останется лишь сделать и закрепить на нем столешницу. Основная часть работы займет всего пару часов.
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
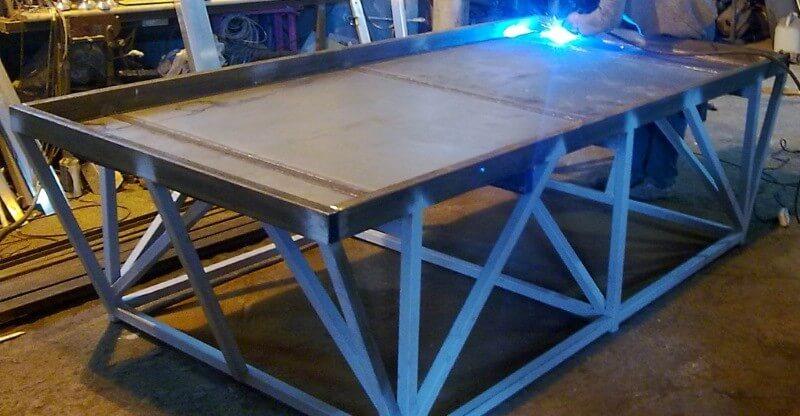
Начал с проектирования и набросал модель в SolidWorks.
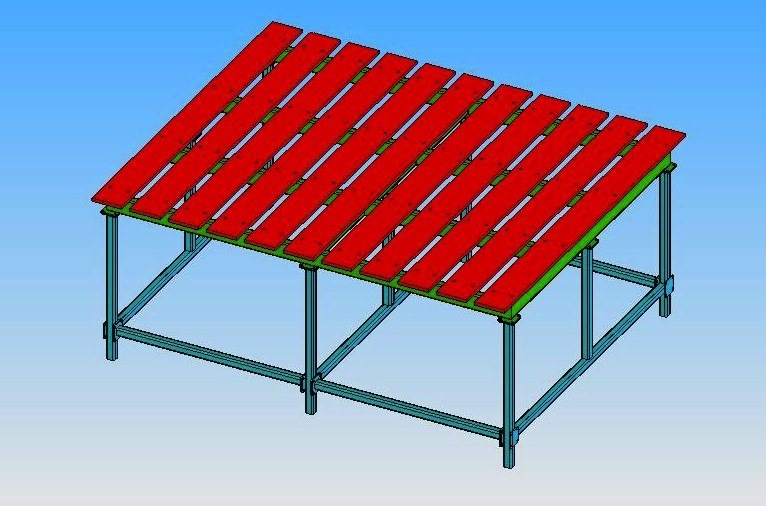
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

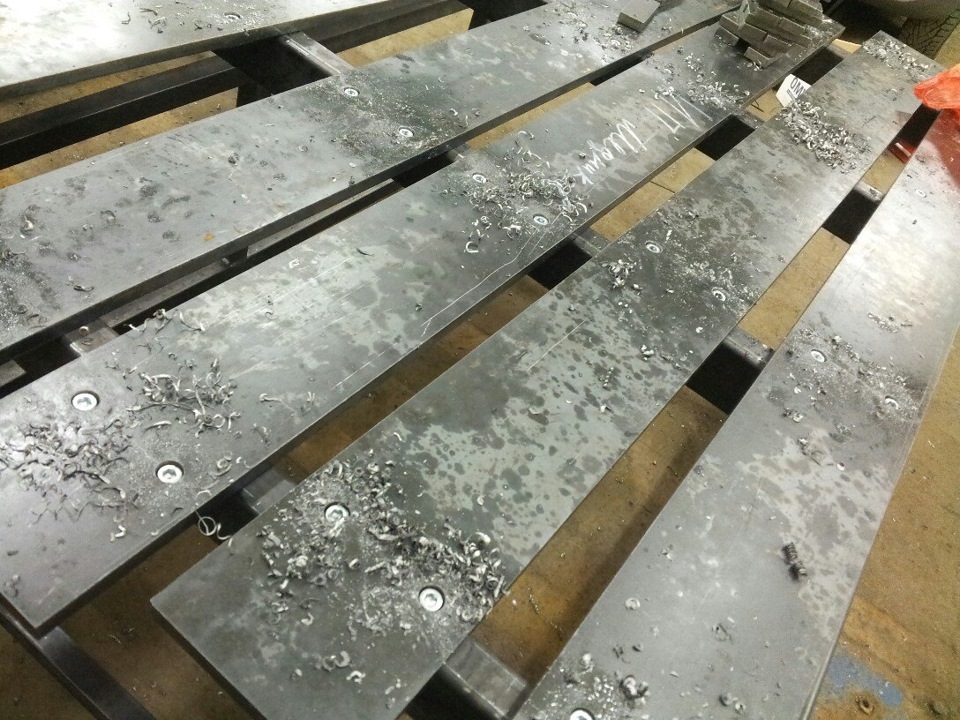
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Сварочный стол своими руками
Чертежи с размерами для самостоятельной сборки. Требования, разновидности столов, пошаговая инструкция по изготовлению.

Варить на полу или земле — это для разовой работы в полевых условиях. При регулярных сварочных процессах нужен специальный стол сварщика. Он может быть совсем простым, а может и профессиональным. Рассмотрим требования к таким приспособлениям, разновидности столов для сварщиков, пошаговую инструкцию, как сделать его своими руками.
Сварочный стол необходим для размещения заготовок и сварки, что повышает удобство работы и производительность. Рабочее место должно быть хорошо освещено, но закреплять светильник на самом столе или на стене над ним — это личный выбор.
Обязателен подвод вытяжки. Она может быть в виде жесткого канала или гибкого. Но к столу она не фиксируется. Вытяжка обеспечивает отвод опасных газов, выделяемых расплавленным металлом, обмазкой электродов.
Стол сварщика должен выдерживать размещаемые на нем заготовки, поэтому изготавливается только из металлического профиля или уголка (каркас). Деревянные конструкции недопустимы. Поскольку столешница подвергается регулярному нагреву, ее сечение выбирают от 5 мм и выше. При сварке на больших токах 300-400 А потребуется плита 10 мм, иначе поверхность выгнется.
Чтобы зафиксировать изделие и вести сборку без посторонней помощи, стол сварщика снабжают сквозными отверстиями для заведения стягивающих шпилек, струбцин, тисков. Если рядом работают другие люди, обязательно наличие ограждения. Вертикальный экран ставят на дальней стороне с высотой 50-100 см.
Стол должен быть тяжелым, чтобы его нельзя было сдвинуть, оперевшись ногой. Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Сварочные столы бывают стационарными и разборными. Первые — более массивные и собираются путем сварки. Они рассчитаны на постоянное место эксплуатации. Разборные столы могут быть большими или малыми, но собираются на болтовых соединениях. Чаще всего ножки можно отделить от столешницы. Это облегчает переезд и подойдет для арендованного помещения (мастерская, гараж), чтобы в случае необходимости перевезти огромный стол небольшим пикапом, фургоном, микроавтобусом.
В зависимости от предстоящих задач по сварке подбирают размеры и конфигурацию сварочного стола. Вот некоторые популярные варианты, используемые в гаражах, мастерских и на производствах.
Простой стол сварщика состоит из сплошной прямоугольной плиты и четырех ножек. Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Конфигурация полупрофессиональных столов более разнообразна и предлагает несколько вариантов, определяющих функционал верстака. Самый распространенный вариант — столешница с многочисленными круглыми отверстиями под стягивающие системы. Ее аналог — столешница, набранная из швеллера или профиля, приваренного параллельно друг к другу с промежутками 20-50 мм. Это позволяет завести не только ось с резьбой, но и целую струбцину.
Если сварщику регулярно приходится собирать большие конструкции с выступающими частями, потребуется рамочный стол без столешницы. Это актуально для сборки ворот, входных дверей, сельскохозяйственного оборудования.
Для легкого доступа к наружной и обратной стороне изделий, например полотенцесушителей, используют поворотные сварочные кондукторы. Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Поворотные столы по горизонтали изготавливают круглыми. Они фиксируются на оси и соединены с редуктором и электромотором. Чаще всего такие приспособления небольшие и нужны для приварки патрубков к фланцам. Благодаря вращения шов получается непрерывным и ровным. Сварщик выбирает подходящую скорость вращения на редукторе через понижающую передачу. Варят за такими столами, как правило, полуавтоматами MIG/MAG.
Чтобы изготовить сварочный стол, необходимо запастись инструментами и приспособлениями. Это сократит время работы и упростит сборку. Подготовьте материалы, чтобы потом не бросать все, мчась в магазин за недостающим уголком.
Необходимые инструменты и приспособления
Если планируете делать стол из толстого металла 10 мм, резать болгаркой будет неудобно. Тогда приобретите аппарат плазменной резки, чтобы подготовить все детали. Впоследствии он пригодится при производстве изделий, экономя отрезные круги.
Предлагаем несколько вариантов чертежей столов для сварщика, чтобы выполнить все точно по размерам. В других случаях можно взять модель за основу, а длину, ширину и высоту конструкции определить самостоятельно под свой гараж и рост.

Поскольку отверстия для фиксации заготовок необходимы в большинстве процессов, рассмотрим вариант сборки стола из профильной трубы с приведенными размерами 100х40 мм.
Разметьте и отрежьте профиль 60х40 мм под рамку столешницы. При размере поверхности 200х100 см, понадобится 4 профиля длиной 2 м и 2 профиля длиной по 1 м. Соберите на ровной поверхности прямоугольник, прихватив уголки сваркой. Соединяйте в стык, прижимая торцы длинного профиля к боковым стенкам короткого. Проверьте диагональ, чтобы была погрешность не более 3 мм. Обварите углы и проверьте диагональ повторно. После этого разместите внутри рамки еще 2 профиля и приварите их параллельно друг другу на равном расстоянии. Получилась основа для столешницы.
Нарежьте профиль 100х40 мм длиной 1 м. Для стола 2 м понадобится 13 шт с промежутком в 50 мм. Обработайте края шлифовальным кругом, убрав заусенцы. Расположите широкий профиль на рамке с шагом в 50 мм. Прихватите каждый элемент сбоку в 4-х местах. Переверните рамку и проварите продольными швами профиль на каждой перемычке. Чередуйте швы, чтобы конструкцию не повело.
Из профильной трубы 60х40 мм отрежьте ножки длиной 80-100 см. На перевернутой столешнице вставьте ножки во внутренние углы. Проверьте положение угольником, прихватите сваркой, обварите вертикальными швами. Усильте ножки косынками с длиной стороны 10-15 см.
Из профиля 60х40 вырежьте перемычки для нижнего яруса, связывающие ножки. Приварите их сплошными швами на расстоянии 20 см от пола. Это скрепит конструкцию и послужит опорой для ног во время работы.
Чтобы держать молоток, шлакоотделитель, болгарку под рукой, организуйте полку. Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Чтобы сварочный стол не ржавел, его грунтуют и окрашивают. Работать можно кисточкой или пульверизатором. Красят стойки, полку, рамку и нижнюю часть столешницы. Верх не красят, поскольку он подвергается высоким температурам и покрытие обгорит (будет еще сильно вонять при этом).
Чтобы работать аппаратами ручной дуговой сварки предусмотрите небольшое ведро сбоку стола, куда выбрасывать огарки электродов. Тогда они не будут прилипать к подошве, валяясь под ногами.
Сбоку можно приварить крючок для подвешивания сварочной маски. Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Полку под столом лучше сделать не менее 30 см по высоте для размещения больших катушек с проволокой, если планируете работать полуавтоматом.
Для электродержателя или сварочной горелки лучше создать крюк с правой стороны (для правшей), чтобы не бросать их на столе или полу. Для хорошего контакта массы клеммы заземления предусмотрите зачищенное от краски место на нижнем обвязочном контуре.
Сварочные электроды удобно хранить в специальном колчане, прикрепленном с столешнице.
Соорудить сварочный стол для гаража или мастерской можно за 4-6 часов, имея необходимые материалы и инструменты. Зато впоследствии работать будет гораздо удобнее, а производительность возрастет.
Источник видео: weldmaniac
Ответы на вопросы: как изготовить сварочный стол своими руками?
Самый простой способ — подложить под провисшую ножку пластину металла, плитки, брусок дерева. Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Если предстоит много сварочной работы с мелкими деталями, ее удобнее выполнять сидя за столом. Высота стула зависит от высоты стола и роста сварщика. В идеале, колени должны быть в согнутом виде сразу под столешницей. Тогда на них получится опираться локтями, чтобы рука не дрожала. Поэтому ножки стула должны быть высокие, как у барной мебели.
Теоретически можно. Но даже при сварке тонких металлов возможна деформация на токах 120-160 А лист или полоски начнет коробить. Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Если возникла потребность в увеличении площади стола, сварите прямоугольную рамку из двух ножек и двух перемычек. Соедините ее в верхней части с основной рамкой стола. Продлите поверхность столешницы из аналогичных элементов. Укрепите две новые ножки косынками и свяжите их по второму контуру с другими.
Если увеличенные размеры стола нужны лишь периодически, а в остальное время огромный стол будет только мешать, предусмотрите откидную поверхность на петлях с опорной ножкой.
Если нужно перевезти большой сварочный стол, который выполнен при помощи сварки (нет болтовых соединений), придется орудовать болгаркой и отрезным кругом. Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Сварочный стол из профильной трубы

Всем привет, вот и я наконец то сделал себе сварочный стол для мастерской. Из материалов использовал профильную трубу 40*40 и 50*25. Сварочный стол будет задвигатся под верстак тем самым не будет занимать полезную площадь в мастерской. Весь процесс изготовления можете посмотреть в ролике. Приятного просмотра!








Метки: стол для сварки своими руками
Комментарии 33
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

20мм стол не покрывал не чем. Попался такой профиль, что уже спустя много время не поржавел
Отлично сделано.
Два вопроса — какое расстояние между профилем
И — чем то покрывали рабочую поверхность стола от ржавчины?

Просто, категорично и со вкусом .

На торце ножек приварите 2 кусочка трубы и сьемную часть вставлять в них, тем самым эта часть не будет занимать места

Сразу видно человека, у которого тапочки под 90 градусов к кровати стоят

Блин, я один чтоли не на себя, а от себя искры гоню когда шлифмашинкой работаю?

Лучше искры на себя чем диском в лоб если закусит)

Кому как удобней .

Смотря как и что резать.диск как колесо из ямки выезжать должен. А не забуриватса в ямку


Болгарка в случае чего прилетает в противоположную от искр сторону. Поэтому — кому как удобнее.
Если проблема — пропаленная куртка — решается спилковым фартуком, если искры в лицо — либо щиток вместо очков, либо дорабатывать кожух на болгарке вот так — тогда в лицо лететь не будет и можно спокойно пилить в очках.

Вы не одиноки…жалко, буклет BOSCH не сохранил, там фото было, как человек режет "болгаркой"…искры "от себя".

Ну что накинулись на человека… для бытового использования пойдет. Он же не на круглосуточное производство космических кораблей его ставит.
Читайте также: