Стол для плазменной резки чертеж
Обновлено: 13.05.2024
Стол для плазменной резки металла должен быть прочным, виброустойчивым и откалиброванным по углам. Какие конфигурации и виды существуют - далее.

Стол для резки металла — это основа плазменного ЧПУ-станка. Конструкция представляет собой решетчатую основу на ножках, под которой располагается либо защитный короб, либо поддон с охлаждающей жидкостью. Стол для плазменной резки металла должен быть прочным, виброустойчивым и откалиброванным по углам. От этого зависит правильная работа сервомоторов, приводящих в движение ролики на наводящих осях, а значит, и качество готового изделия в целом.
Строение стола для плазменной резки
Все столы для резки металла с помощью плазмы имеют похожее строение, и состоят из следующих частей:
- Рабочая поверхность для обработки металла
- Поддон для охлаждения плазмы (или защитный короб в случае отсутствия поддона)
- Наводящие оси для шаговых моторов по периметру
- Ножки
- Усиления для рамы в случае работы с высокой нагрузкой
Стол — одновременно самая простая и в то же время сложная часть ЧПУ-станка для резки. К этой, на первый взгляд, простой конструкции есть ряд требований. Их мы рассмотрим ниже
Размеры столов для плазменной резки

Размеры стола варьируются в зависимости от требований к изделиям, изготовляемым на столе. Промышленные столы часто имеют размер рабочей поверхности в 1500 на 3000 миллиметров. Столы, используемые в декоративной резке, бывают меньше, вплоть до 200 на 400 миллиметров. Зачастую, соотношение сторон учитывается как 2 к 1. Реже — 4 к 3.
Требования к рабочей поверхности
Во время резки, плазма должна проходить сквозь заготовку, при этом раскаленные отходы не должны оседать на основании рабочей поверхности. Поэтому для изготовления поверхности используют следующие конструкции:
- Параллельно расположенные ламели
- Решетчатая основа
- Ламели из металлического профиля
- Ячейки с зубчатой фактурой
Параллельные ламели — дешевле всего. Это отрезки металла толщиной в 4-8 миллиметров и шириной в 30-60 миллиметров. Их легко монтировать в стол, и они не требуют много сил в изготовлении. Проблема такой конструкции — надежность.

Ламели плохо держат форму, изгибаются при высоком давлении, а за счет слабого соединения, может возникать вибрация. При работе с заготовками толще 30 миллиметров лучше избегать таких решений. В то же время, параллельные ламели, в случае повреждения, можно изготовить и заменить самостоятельно, не обращаясь к специалисту.
Ламели могут быть прямыми, а также можно использовать изогнутые заготовки. Жесткость изогнутой ламели выше, но и изготовить ее сложнее.

Решетчатая основа дороже. Т.к. на ее изготовление, монтаж и калибровку в плоскости уходит больше времени. В то же время, такая конструкция надежнее, т.к. давление металла во время резки выдерживает на порядок лучше, за счет большого количество углов, перпендикулярных источнику давления.

Ламели из металлического профиля ценятся выше. Но имеют ряд недостатков. Кроме высокой цены, такая основа хуже пропускает плазму. Тем менее, в случаях, когда есть необходимость закреплять заготовку на столе, этот вариант подходит лучше других. На профиль легко ложится зажим, и заготовка держится крепко.
Ячейки с зубчатой фактурой лучше выбирать при работе с большими заготовками. Зубцы имеют наименьшую площадь соприкосновения с заготовкой, а значит, и с горячей плазмой. Для малых заготовок это минус, ведь расположить заготовку на нескольких точках сложнее, чем на ровной поверхности. С большими заготовками такой проблемы нет. Но цена на стол возрастает, ведь на изготовление зубцов уходит больше затрат.
Почему важна правильная геометрия стола
Основа ЧПУ-станка — шаговые двигатели или сервоприводы на подвижных каретках. Двигатели приводят в движение плазморез. Один оборот шагового двигателя состоит в среднем из 192-х микрошагов. Компьютерная модель заготовки передается через драйверы шаговикам в виде набора команд. Если оси смещены, или не соблюдена геометрия, образовывается погрешность. При резке изделий, применяемых в механике, такая погрешность часто оказывается критичной.
Поэтому столы для плазменной резки металла должны иметь правильные углы, а поверхность, особенно в случае с параллельными ламелями — необходимо идеально выровнять. Одна выступающая ламель может искривить заготовку, а значит — и готовый продукт.
Столы с защитной и жидким охлаждением
На промышленных станках под ламелями часто располагают поддон с охлаждающей жидкостью. В нее попадает раскаленный металл при резке. В то же время, стол может быть и без поддона. Тогда под рабочей поверхностью устанавливается специальный короб. Он защищает конечности мастера от ожогов и механических повреждений, но создает пожароопасную ситуацию, и риск задымления в рабочем помещении.
Если вы планируете использовать станок для разовых работ, можно ограничиться и коробом. Но если резка металла является основным занятием — то без поддона с водой не обойтись. Чистить такой стол тяжелее, но его эксплуатация значительно безопаснее и комфортнее. А поскольку вся электроника находится над конструкцией, возможные протечки не несут опасности станку.
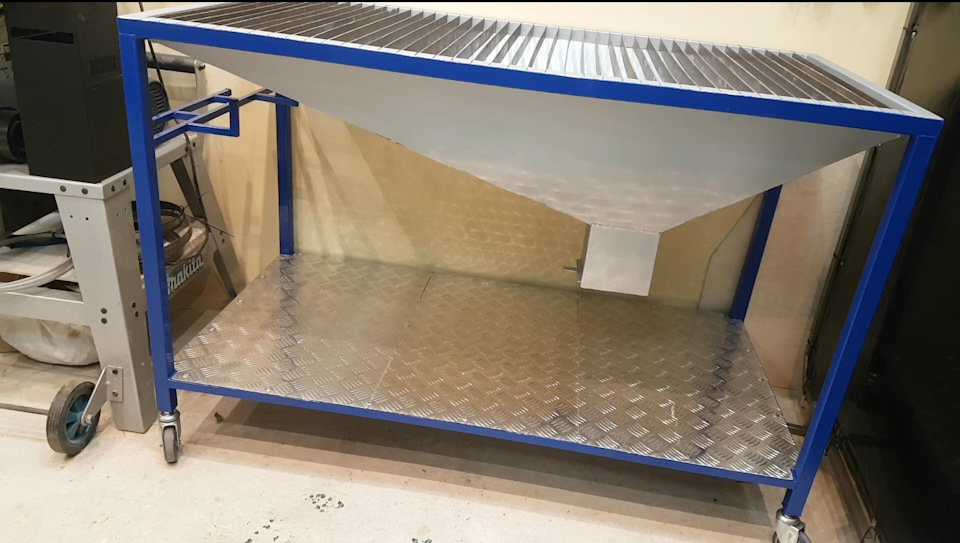
Стол для плазмореза.

Плазморез у меня в пользовании уже полгода, но для нормальной работы не хватало удобного места, поэтому решил, что надо в мастерской разгрести один из углов и сделать в него соответствующий по размерам стол. Размеры получились 70 см. ширина (чтобы можно было вынести на улицу через дверь), 130 см. длина (с длинной я немного налажал, надо было делать 125, т.к. в дальнейшем хочу купить лист стальной 4мм. в качестве крышки, чтобы можно было использовать стол и как сварочный, а стандартный размер листа как раз 125 см. и если можно было бы купить отрезок 125х70, то теперь придется покупать 125х130, что существенно выйдет дороже).
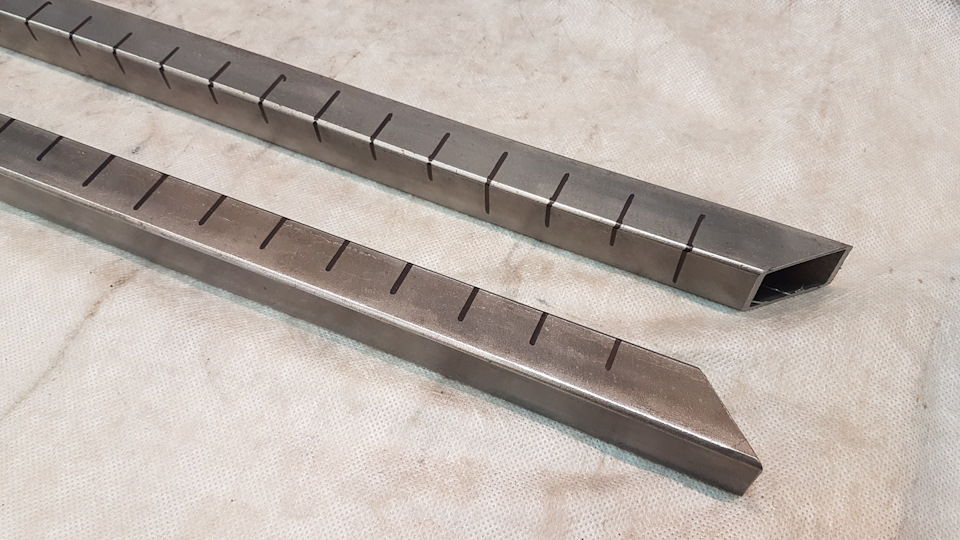
Для каркаса использовал проф. трубу 30х30., для ручки и крюков 15х15, опоры для полки 20х40, пластины столешницы нарезал из стального листа 2 мм, приемный короб стальной лист 1 мм.
Разметил все заготовки и нарезал в размер.

Нанес разметку на длинные боковины столешницы.
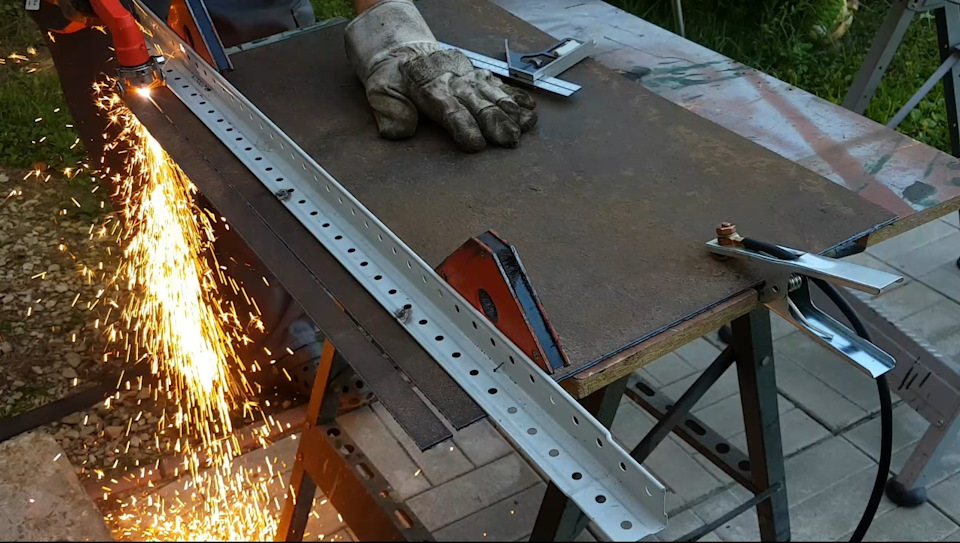
Для отрезного станка сделал направляющую из 2 сваренных уголков.
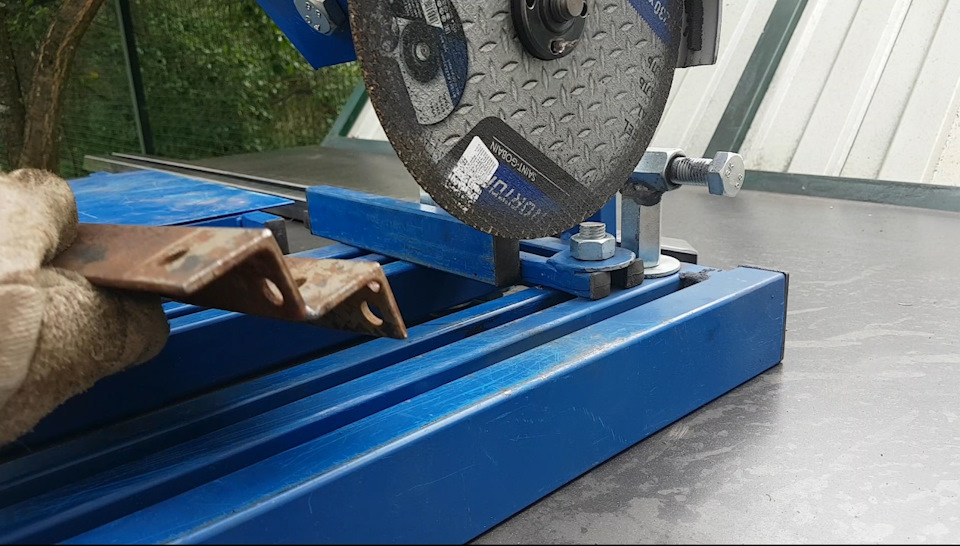
2мм. диском сделал прорези согласно разметки.

Отшлифовал полученные заготовки.
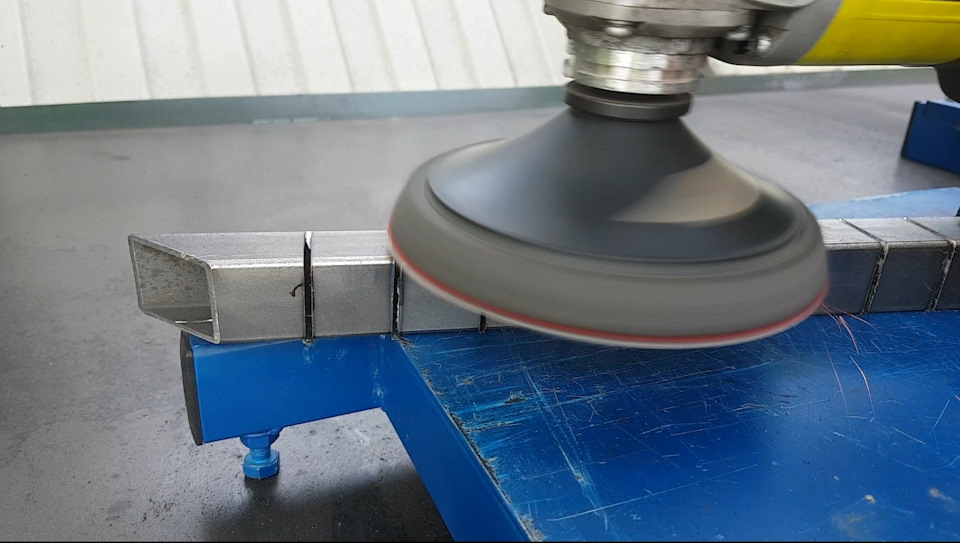
Все элементы стола готовы можно приступать к сборке и сварке.

С помощью угловых струбцин собрал столешницу на прихватках, проверил геометрию (струбцины работают идеально), и произвел окончательную сварку.
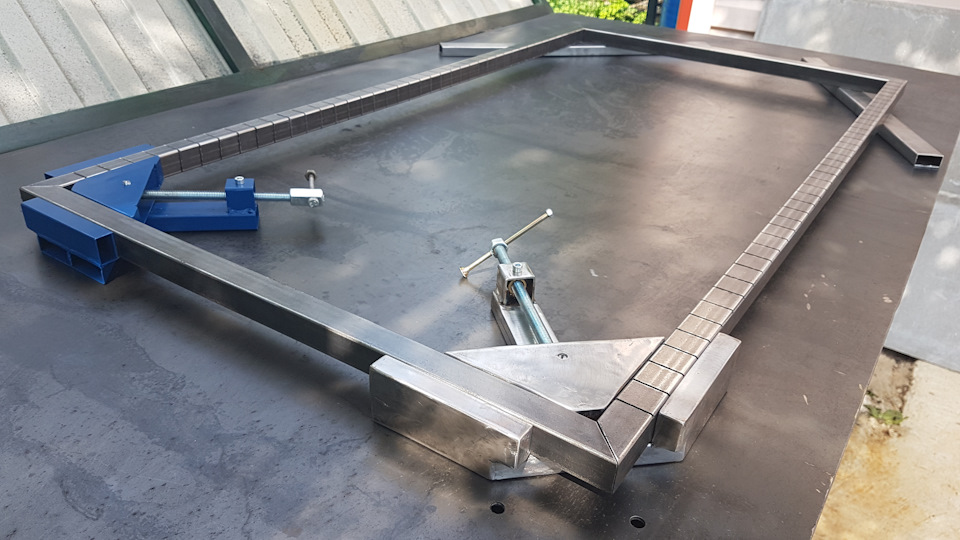
Угловыми магнитами выставил ножки стола и так же собрал все на прихватках, после проверки все сварил.

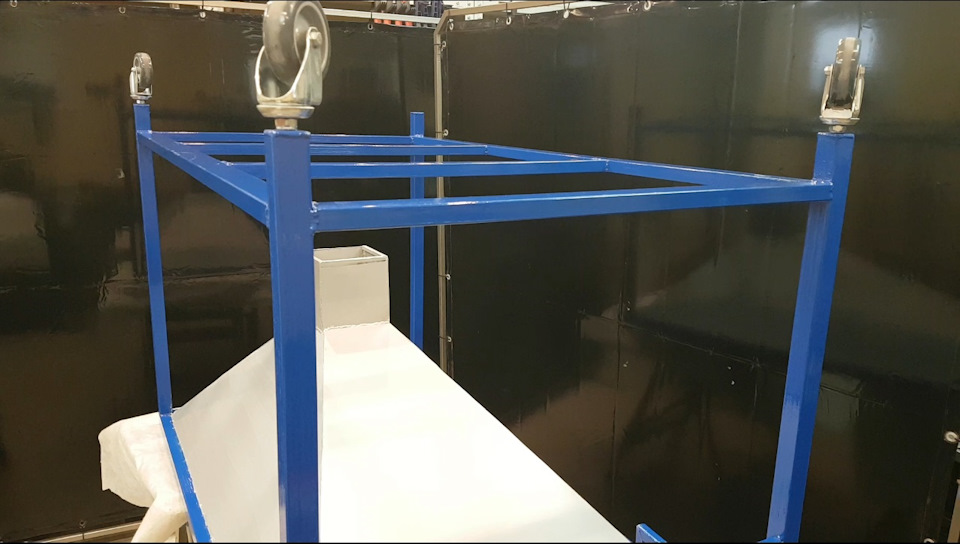
Получился такой каркас

Приварил опоры для нижней полки и контакт массы.

Из листа 1 мм. разметил и вырезал заготовки для приемного короба.

Сварил короб и подготовил стол к окраске.

Каркас стола окрасил синей краской, короб термостойкой эмалью (надеюсь, что продержится подольше).

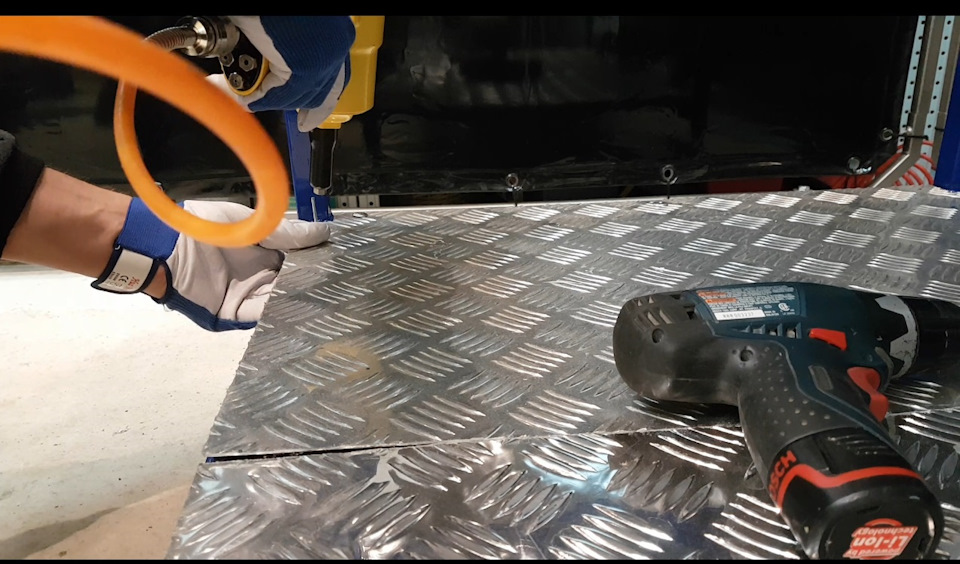
Из алюминиевого листа вырезал детали нижней полки и приклепал их к столу.
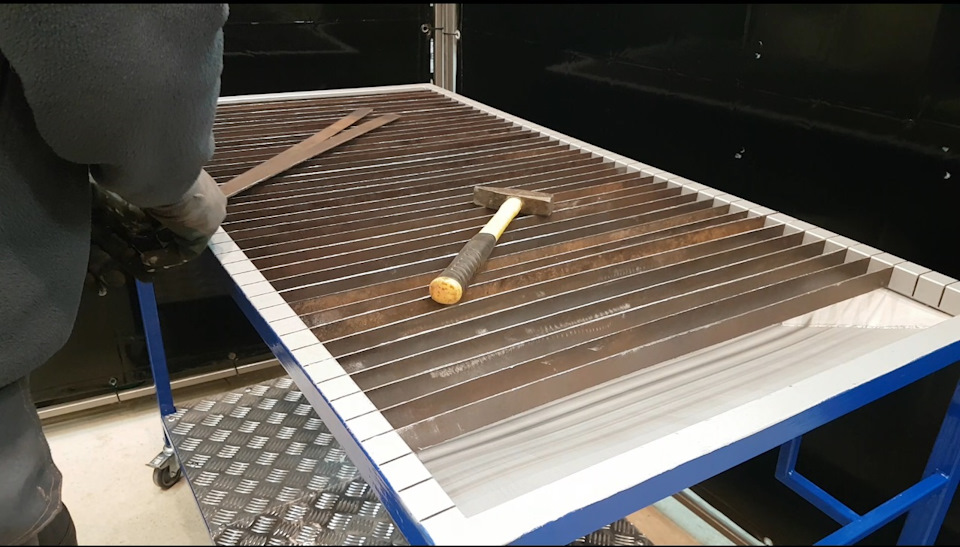
Из старого ржавого листа 2 мм. вырезал опорные пластины столешницы в количестве 40 штук.
И вставил их в прорези столешницы, держатся они идеально.
Стол готов и установлен на свое место, при необходимости работы с длинными заготовками его можно легко выкатить на середину мастерской.
Более подробно можно посмотреть в видео.
Магнитный занавес: обработанная плазмой вода уничтожит коронавирус
Все столы для резки металла с помощью плазмы имеют похожее строение, и состоят из следующих частей:

Размеры стола варьируются в зависимости от требований к изделиям, изготовляемым на столе. Промышленные столы часто имеют размер рабочей поверхности в 1500 на 3000 миллиметров. Столы, используемые в декоративной резке, бывают меньше, вплоть до 200 на 400 миллиметров. Зачастую, соотношение сторон учитывается как 2 к 1. Реже — 4 к 3.
Во время резки, плазма должна проходить сквозь заготовку, при этом раскаленные отходы не должны оседать на основании рабочей поверхности. Поэтому для изготовления поверхности используют следующие конструкции:

Рабочая поверхность стола — прямые параллельные ламели
Ламели плохо держат форму, изгибаются при высоком давлении, а за счет слабого соединения, может возникать вибрация. При работе с заготовками толще 30 миллиметров лучше избегать таких решений. В то же время, параллельные ламели, в случае повреждения, можно изготовить и заменить самостоятельно, не обращаясь к специалисту.
Ламели могут быть прямыми, а также можно использовать изогнутые заготовки. Жесткость изогнутой ламели выше, но и изготовить ее сложнее.

Ламели могут быть изогнутыми для большей жесткости

Ячейки с зубчатой фактурой
Ячейки с зубчатой фактурой лучше выбирать при работе с большими заготовками. Зубцы имеют наименьшую площадь соприкосновения с заготовкой, а значит, и с горячей плазмой. Для малых заготовок это минус, ведь расположить заготовку на нескольких точках сложнее, чем на ровной поверхности. С большими заготовками такой проблемы нет. Но цена на стол возрастает, ведь на изготовление зубцов уходит больше затрат.



Эскизы для художественной резки
При разработке современных дизайнерских решений для зданий и помещений большое внимание уделяется металлическим элементам. Этот материал обладает рядом преимуществ, среди которых повышенная прочность, разноплановость структуры, эстетическая привлекательность и другие. производит панели, решетки, декоративные элементы и иные изделия из металла для оформления интерьера квартиры, загородного дома или придомового участка. Команда опытных профессионалов, состоящая из специалистов самой высокой квалификации, справится с любой задачей ведь воплощение идей, которые дарит художественная резка металла стало важной частью нашей жизни.
Вам с нами по пути если существует желание преобразить свой офис, дачу или дом, не теряя функциональности и приемлемого комфорта. Использование металлических элементов позволит воплотить в жизнь любые творческие находки, которые будут радовать на протяжении длительного времени. Детали из этого материала отличаются особой прочностью, не требуют специального ухода и долго сохраняют эстетичный вид. Популярность металла объясняется его универсальностью, ведь он создает большие возможности для реализации креативных идей.
Обратившись в , вы сможете воплотить в жизнь то, о чем давно мечтали. Опытные мастера изготовят изделия по вашим эскизам или составят собственные чертежи, исходя из предпочтений клиента. Благодаря плазменной резке можно создавать самые разнообразные контурные детали, способные подчеркнуть индивидуальный стиль. Мы производим флюгеры, решетки для вентиляции, декоративные панели для ворот и стен, а также множество других видов декоративной продукции из металла. Любой выполненный нами элемент будет долго радовать своей новизной и оригинальностью.
Основа ЧПУ-станка — шаговые двигатели или сервоприводы на подвижных каретках. Двигатели приводят в движение плазморез. Один оборот шагового двигателя состоит в среднем из 192-х микрошагов. Компьютерная модель заготовки передается через драйверы шаговикам в виде набора команд. Если оси смещены, или не соблюдена геометрия, образовывается погрешность. При резке изделий, применяемых в механике, такая погрешность часто оказывается критичной.
Поэтому столы для плазменной резки металла должны иметь правильные углы, а поверхность, особенно в случае с параллельными ламелями — необходимо идеально выровнять. Одна выступающая ламель может искривить заготовку, а значит — и готовый продукт.
Готовые изделия по чертежам для плазменной резки
Огромное количество ярких задумок остаются на стадии идеи, не получая воплощения, только потому что их автор не обладает какими-либо навыками. Например, он не может перенести идею в формат чертежа или не умеет выполнять резку изделия по чертежу. Наша компания поможет вам довести дело до конца.
Мы обеспечим вам:
- грамотную техническую консультацию по технологиям и материалам;
- перевод чертежей в электронный вид;
- полный цикл производства от разработки до доставки готового изделия получателю.
У нас есть все необходимое оборудование для производства металлоизделий, поэтому мы берем на себя ответственность в решении за вас самых сложных и необычных задач в сфере металлообработки.
Для работы над заказом мы принимаем:
- эскизы;
- чертежи;
- дизайн проект.
У нас есть все необходимое оборудование для быстрой и качественной резки, обеспечивающее высокую точность раскроя, даже когда речь идет о фигурных и сложных изделиях.
Наша компания оперативно выполняет заказы частных лиц и компаний. Стоимость услуги остается низкой, а сокращения затрат удается добиться за счет минимального энергопотребления станком.
Магнит для вируса
В связи с распространением SARS-CoV-2 важно максимально беречь себя от инфекции, поступающей из внешней среды. Имеется в виду как воздушное пространство, так и поверхности, на которых может оседать вирус. Сегодня к основным дезинфицирующим средствам, удаляющим патоген, относят растворы на основе спирта и хлорки. Однако их применение связано с рядом неудобств: сильный запах, влияние на здоровье и самочувствие. Обработка же поверхностей ультрафиолетом занимает долгое время.
Ученые создали установку, с помощью которой можно преобразовать обычную воду таким образом, чтобы она стала смертельным оружием для мелких биологических объектов: грибков, бактерий и вирусов. В такой жидкости разрушаются белки — после высыхания на обработанной поверхности ничего не остается. Вода, которую назвали «Магнарил», нарушает жизнедеятельность патогенов за счет воздействия активных форм кислорода и хлорноватистой кислоты.
Работает технология следующим образом. Установка производит холодную плазму — газ из заряженных и незаряженных частиц. Он поступает в обычную воду, после чего она приобретает особые свойства: атомы теряют часть электронов и в итоге не могут соединиться в молекулу H2O в силу законов физики.

Можем выдохнуть: нейросеть определит COVID-19 по флюорографии
Искусственный интеллект оперативно поставит предварительный диагноз, изучив снимки легких
Такая нестабильность молекул воды приводит к возникновению различных форм кислорода и водорода и их всевозможных соединений. Получившиеся активные частицы повреждают и клеточные мембраны патогенной микрофлоры, и оболочки вирусов. Наиболее важную роль в процессе играет метастабильный атомарный кислород, сохраняющий свое состояние только при определенных условиях — когда электронов меньше, чем нужно. Он легко вступает в реакцию с биологическими молекулами, включая ДНК, РНК и отдельные белки.
Кроме агрессивного кислорода у полученной жидкости есть еще одно оружие для войны с вирусами — хлорноватистая кислота. Дело в том, что в обычной хлорированной воде из-под крана содержится небольшое количество хлорноватистого натрия (соли), добавляемого на станциях водоканалов.
— При обработке воды плазмой соль распадается, — пояснил один из ученых, Дмитрий Балаболин. — Это приводит к образованию хлорноватистой кислоты. Науке уже известно, что одна десятая процента соли такой кислоты в воде препятствует размножению коронавируса. Сама же кислота гораздо активнее своей соли. Это позволяет предположить, что такая жидкость не только остановит размножение, но и убьет патоген.
Количество хлорноватистой кислоты в полученной жидкости можно увеличить, если брать очищенную от примесей воду и добавлять определенное количество поваренной соли. Сейчас ученые используют менее одного ее килограмма на тысячу литров.

Пожизненное злоключение: COVID-19 может стать хронической болезнью
Специалисты изучают случаи повторного заражения коронавирусом
Продажа оборудования плазменной резки во все регионы России
За 8 лет работы, с 2007 года, было произведено и продано 374 станка плазменной резки, в 55 городов России.
- Москва
- Санкт-Петербург
- Екатеринбург
- Пермь
- Челябинск
- Самара
- Томск
- Новосибирск
- Саратов
- Нижний Новгород
- Воронеж
- Рязань
- Краснодар
- Оренбург
- Тюмень
- Красноярск
- Набережные Челны
- Казань
- Чебоксары
- Тверь
- Ставрополь
- Ростов-на-Дону
- Пенза
- Владивосток
- Калуга
Особенности регламентных работ
Чаще всего из строя выходит инструментальная плита, испытывающая значительные термические нагрузки. Это не является неисправностью стола. При выборе типа плиты принимают во внимание преобладающую толщину разрезаемого металла. Для резки толстого (свыше 40 — 50 мм) листа предпочтение отдаётся разновысоким пластинам, поскольку в этом случае контакт разогретого металла заготовки с поверхностью пластины происходит по ограниченной площади. Для плазменной резки более тонких заготовок можно использовать более технологичные в установке прямые пластины.
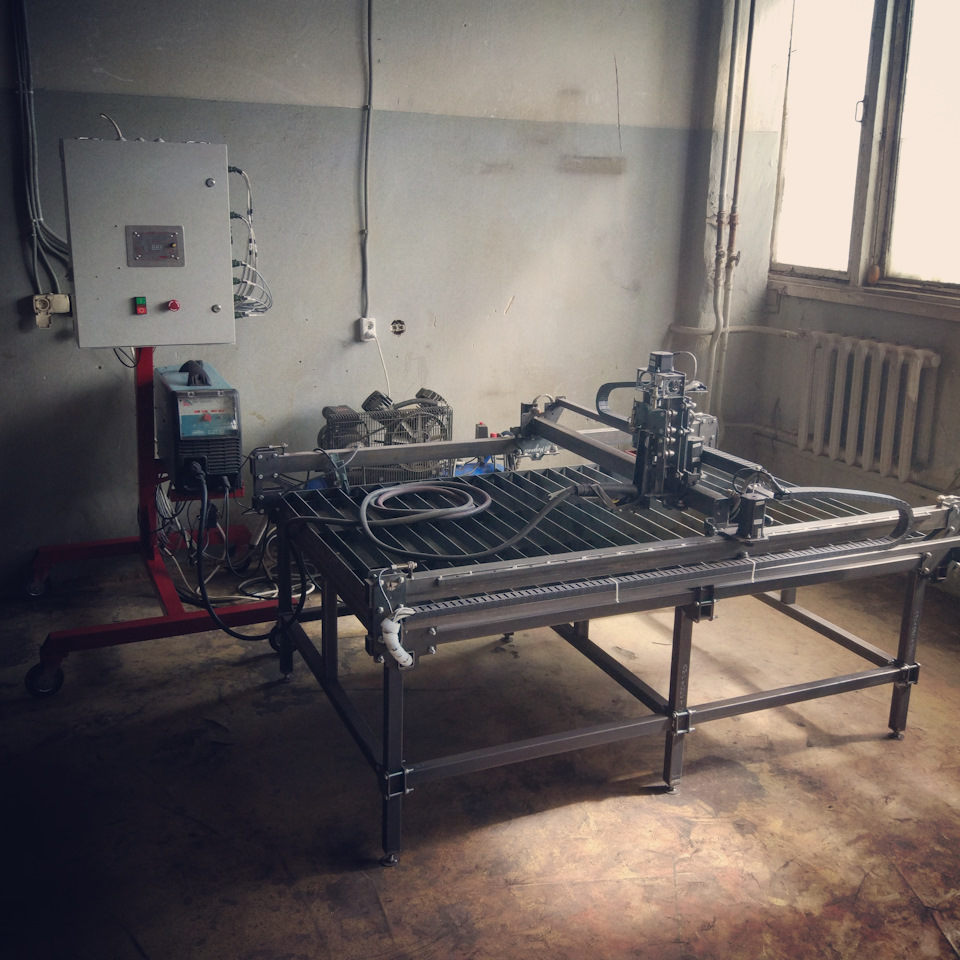
Станок плазменной резки с ЧПУ

Обычно, когда мне было нужно вырезать из листового металла какую-то деталь (или много деталей), я обращался в компанию, занимающуюся лазерной и плазменной резкой, и они решали мою проблему. В какой-то момент мне надоело ждать по 5-7 дней, пока исполнят заказ, ездить по пробкам за вырезанными деталями, искать на производстве кладовщика, чтобы забрать заказ и вот это вот все. Человеческий фактор тоже никто не отменял: то подрядчик что-то вырезать забудет, то сам накосячишь с заказом, и приходится по новой ждать, пока вырежут недостающие позиции. Ну и, наконец, ползучий рост цен на все сделал свое дело, и однажды стало понятно, что заказывать резку на стороне становится просто не выгодно.
Пришло время делать ЭТО — строить станок плазменной резки с ЧПУ.
Просмотрев пару сотен различных видео на Youtube и изучив существующие подходы к строительству подобных станков в гаражных условиях, я решил, что при постройке станка буду максимально экономить на механической части и везде, где только возможно, обходиться материалами, которые можно купить в магазине или на строительном рынке. А вот на электронной части, наоборот экономить не буду.
Основная масса проблем, с которой сталкиваются самодеятельные станкостроители, связана как раз с некорректной работой электроники станка. И часто именно она мешает закончить проект и довести его до стадии "боевой" эксплуатации. Поэтому было решено блок управления станком строить, не увлекаясь кроиловом, а механическую часть собирать с минимальным бюджетом и в дальнейшем модернизировать ее по мере необходимости.
Для тех кому интересны подробности, я изложил все соображения вот здесь:
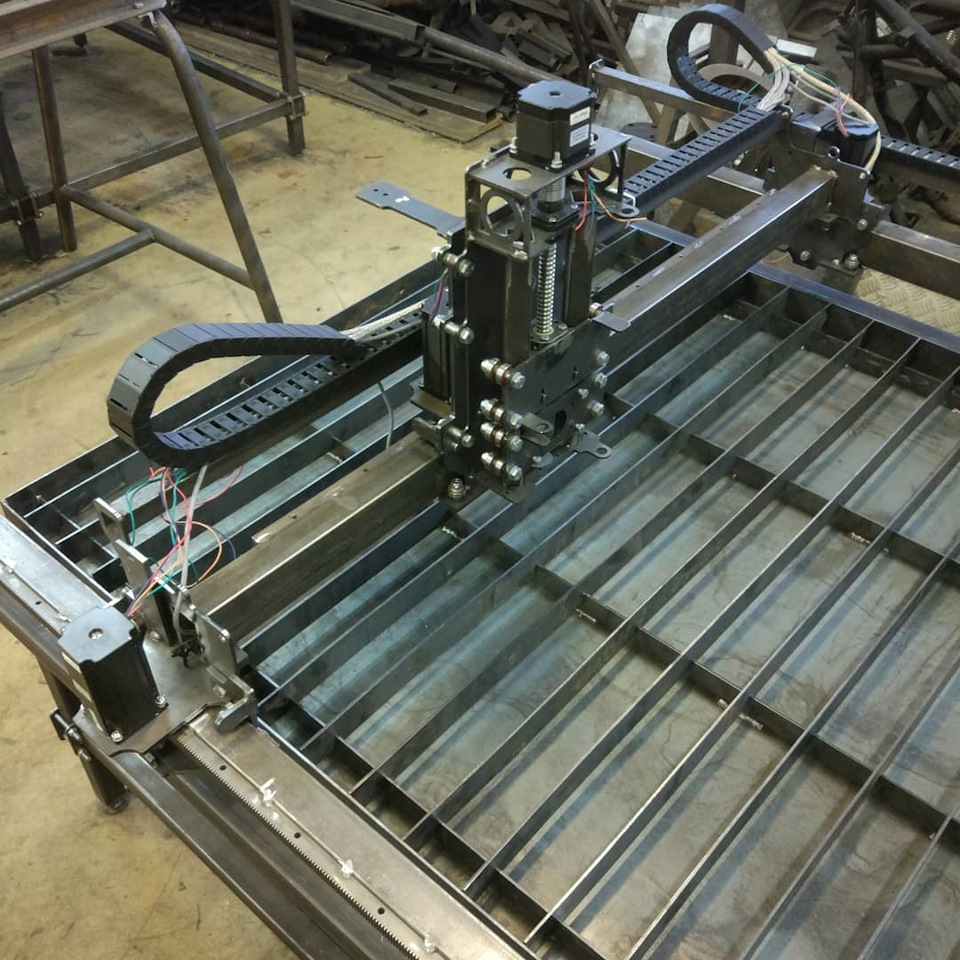
Начал с разработки конструкции. Базу станка решил собирать из стандартного стального профиля сечением 40х40мм и 60х40мм. Конструкция модульная, что в перспективе облегчит доработку и модернизацию (а она 100% понадобится, потому что в таком сложном проекте сделать все сразу идеально невозможно).
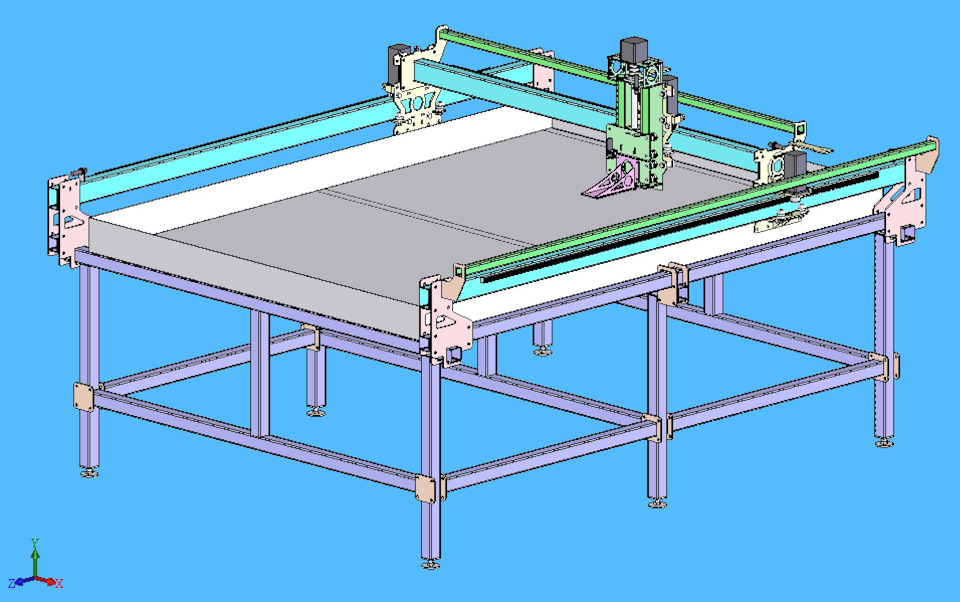
Начали с постройки стола, на который в дальнейшем будут устанавливаться все элементы станка:
Готовый стол. Собран из профиля 40х40. Сварки старались делать как можно меньше, чтобы избежать поводок. Все, что возможно, собирали на болтах с помощью заранее вырезанных лазером зажимных пластин. Такая технология сильно экономит время при сборке т.к. не требуется размечать и сверлить крепежные отверстия в элементах из профиля.

Ось Z собирали по тому же принципу. В качестве направляющих использовали стандартный профиль 25х25, из готовых элементов взяли только ШВП и подшипниковые блоки для поддержки ее вала.
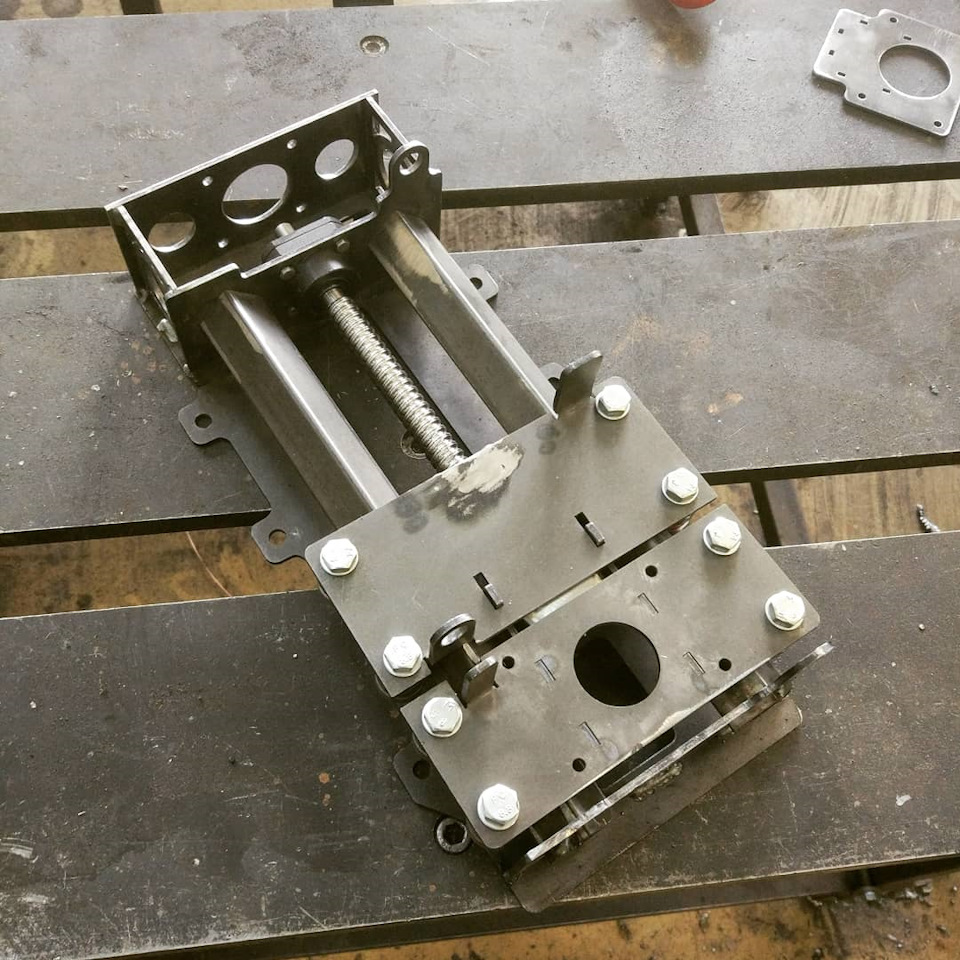
Процесс сборки оси Z:
Далее пришла очередь сборки направляющих…
…и установки портала на стол:
Как я уже говорил, не все идеально получается с первого раза. Чаще всего сталкиваешься с неожиданными проблемами, которые приходится исправлять. Наш проект не стал исключением:
Последним этапом стала сборка водяного поддона. Поскольку возможности поставить мощную вытяжку для удаления продуктов горения металла у меня нет, я решил для сборки окалины использовать ванну с водой. Она не так удобна в использовании, как вытяжка, но у нее есть огромное преимущество с точки зрения пожарной безопасности.

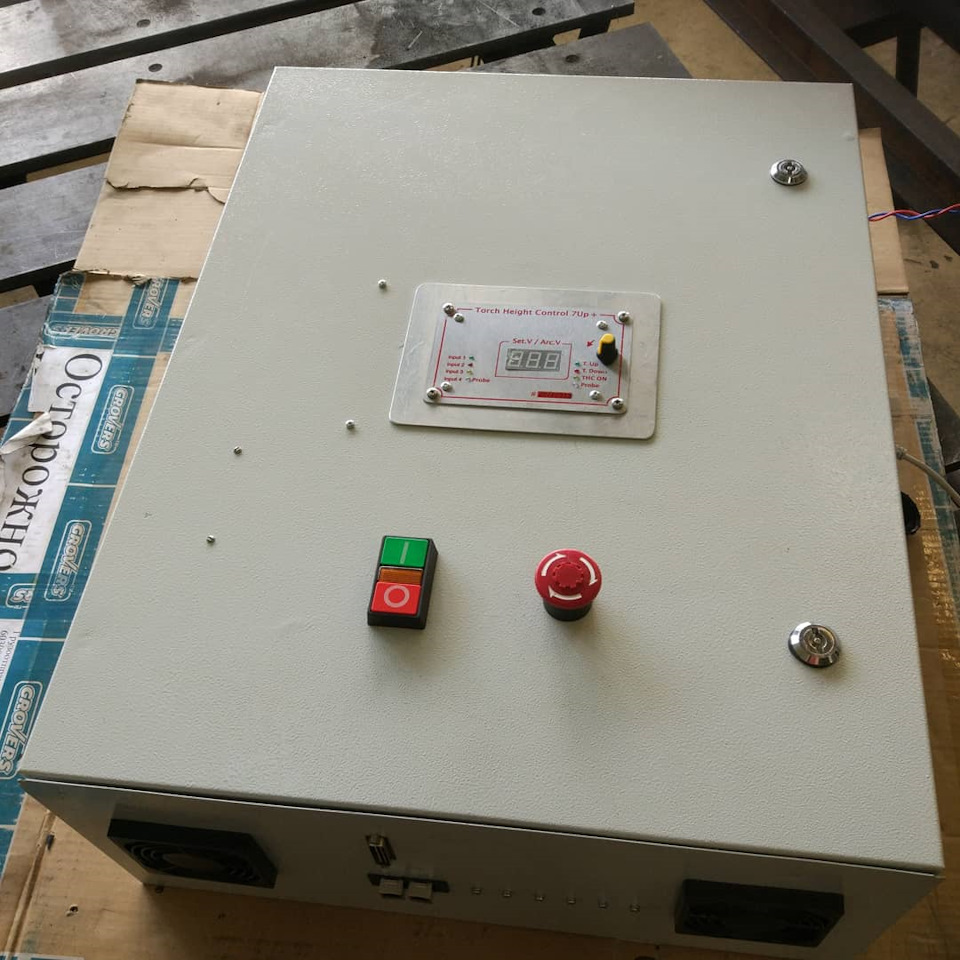
Далее пришла очередь блока управления. Его решил разместить в специально для этих целей купленном готовом шкафу. Шкаф выбрал достаточно большой, т.к. драйверы шаговых двигателей сильно нагреваются при работе, и плотно упаковывать все это хозяйство не полезно. Большой шкаф, 2 приточных и 2 вытяжных вентилятора — это обеспечит нормальную температуру работы драйверов.

Прикинул размещение элементов на монтажной панели…
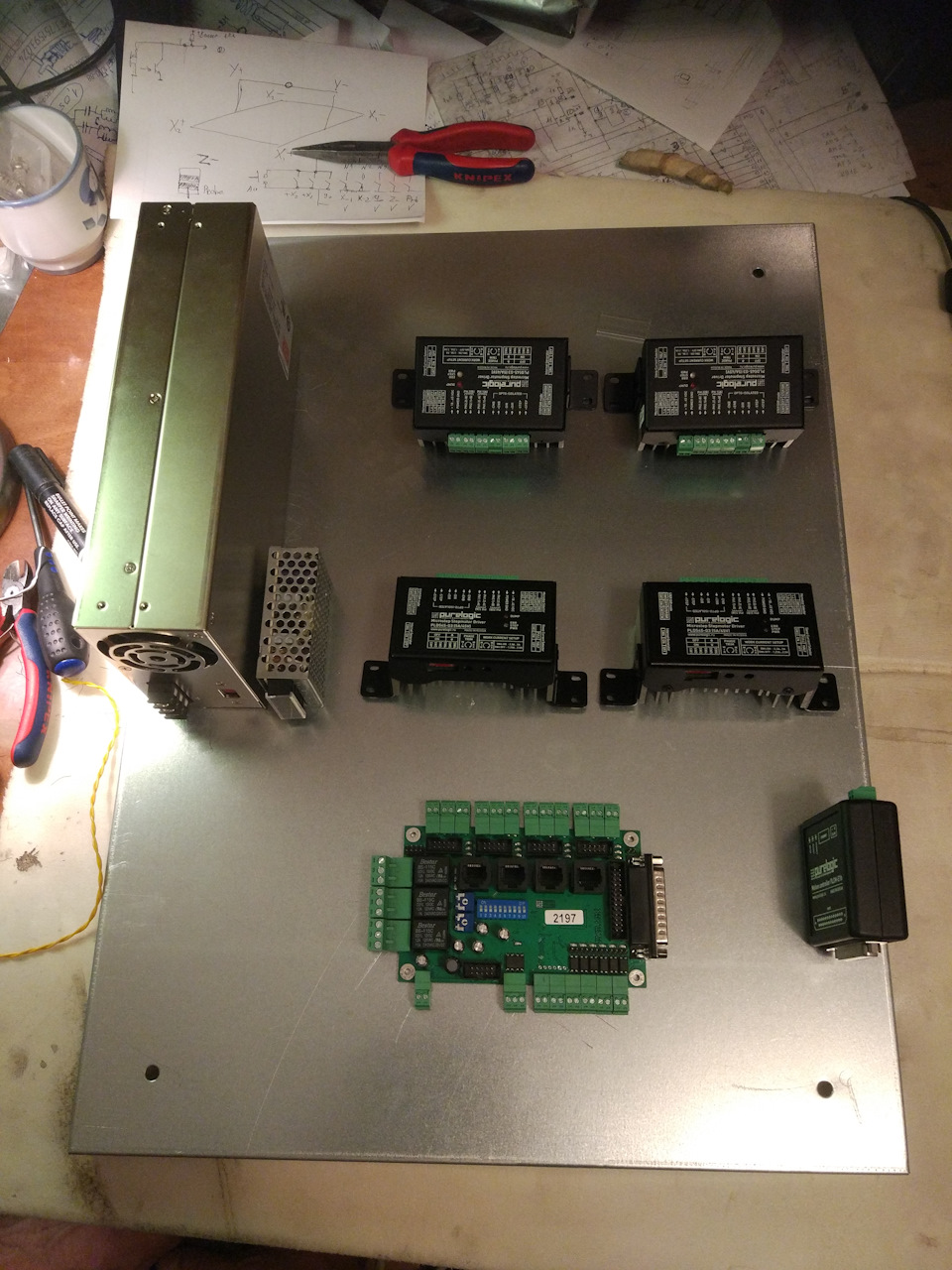
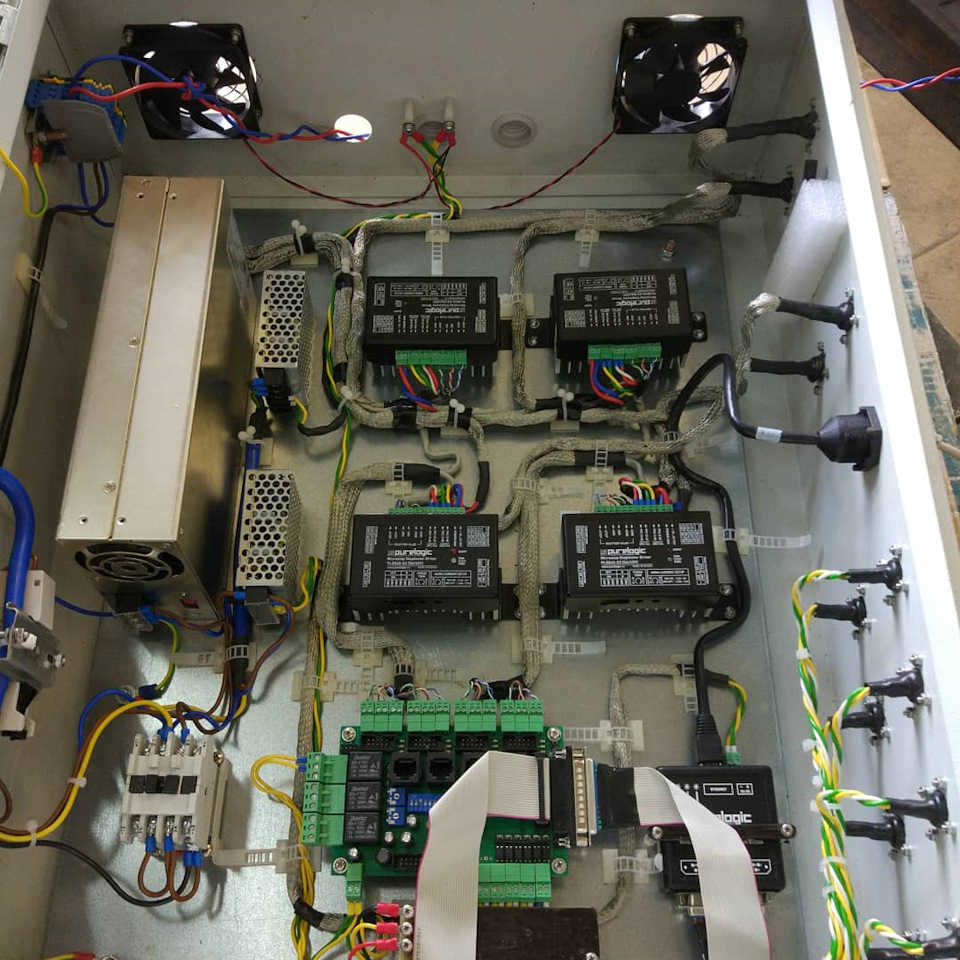
…и приступил к сборке.
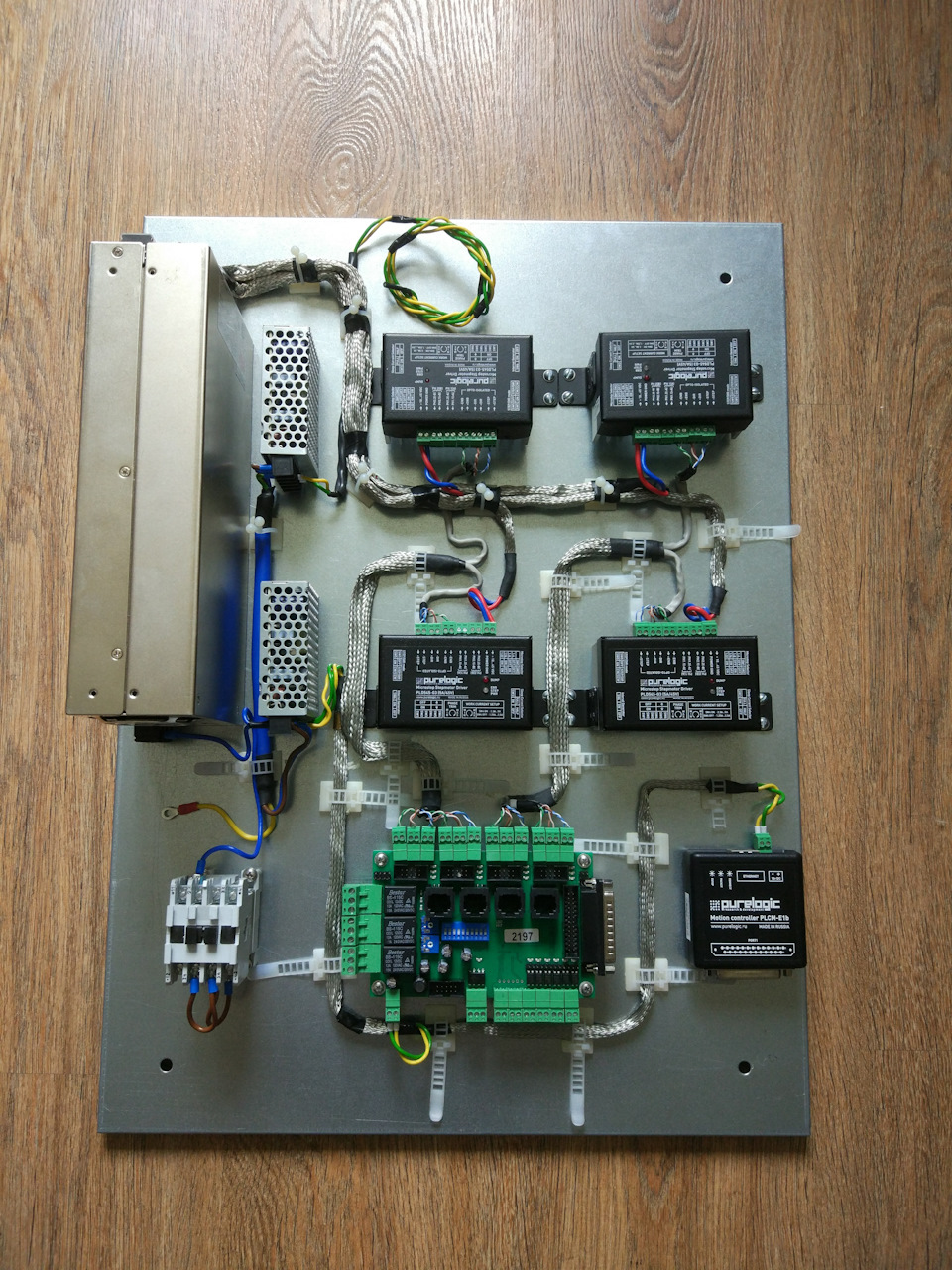
К сборке подошли весьма параноидально. Все сигнальные цепи были убраны в экранирующую оплетку, которая была заземлена на корпус:
Блок автоматического контроля высоты плазмотрона приобрел готовым. Долго выбирал из нескольких вариантов, предлагаемых в РФ, рассматривал польский блок Proma, но в итоге остановился на блоке Владимира Егорова из Киева, т.к. он показался мне более удобным в плане подключения и работы.

При резке металла плазмой разрезаемый лист ведет при нагреве, и он начинает изгибаться (да и исходные листы приходят с металлобазы кривыми, как жизнь портовой шлюхи). Чтобы рез был качественным, необходимо, чтобы расстояние от поверхности листа до сопла горелки оставалось неизменным на всем протяжении работы. Блок контроля высоты следит за этим расстоянием и дает команды на подъем или опускание горелки по мере необходимости.

Лицевая панель шкафа выглядит скромно: кнопка включения питания, кнопка аварийной остановки и настройки блока контроля высоты:
Для блока управления нужна стойка. Ее сварили из профиля 60х60мм и поставили на колеса, чтобы было легко перемещать с места на место.

На стойке, кроме самого блока управления, закреплен и источник плазмы. У меня это Grovers Cut 60. Его главные достоинства — пневматический поджиг дуги и резка металла больших толщин (до 25мм с черновым качеством) при работе от 220В. У меня максимальная толщина резки будет 12мм, поэтому такого источника хватит с лихвой.

Станок управляется с компьютера программой Mach3. Я выбирал между Mach3, Linux CNC и Puremotion, но остановился на первом варианте. Одна из причин — большое количество информации по настройке данного пакета и весьма демократичная цена. Кроме того, мой станок управляется не через параллельный порт, а через ethernet. Производитель контроллера (Purelogic) не поддерживает LinuxCNC, поэтому от его использования пришлось отказаться, хотя этот пакет очень стабильно работает и бесплатен.
Тестирование станка начал с перемещений в ручном режиме
Настроил датчики хоуминга и возврат референтную точку:
Проверил, как станок исполняет реальный G-код. Вместо горелки закрепил маркер. Получился станок для рисования :-)
И, наконец, резка первой детали:
Готовый станок перенесли на подготовленное для него место:


Управляющий станком компьютер находится на противоположном конце мастерской. За счет того, что станок управляется по локальной сети сильно снизилось влияние на линии управления электромагнитных помех, возникающих при резке. Это в свою очередь исключило все трудно диагностируемые ошибки, на которые часто жалуются пользователи программы Mach3, и повысило стабильность работы всей системы.
Станок имеет рабочее поле 1500х1000мм. Т.е. можно взять стандартный лист 1500х3000 или 1500х6000, отрубить от него метровую полосу и работать. Конечно, идеально иметь станок, на который лист укладывается целиком, но я себе такого позволить не могу, т.к. ограничен размерами помещения и тем, что находится оно на 4 этаже, куда большой лист не затащить.
Главный вопрос, который меня волновал при постройке — какая в итоге получится точность с такими примитивными направляющими? Опыт показал, что для большинства стоящих передо мной задач точности достаточно. Фланцы, косынки, закладные, детали станков под сварку, вывески и декоративные элементы — все это режется без проблем, и существующие погрешности на результат не влияют. Да, это, конечно, не лазер. Да, конечно, точность резки еще можно повысить (и я со временем это сделаю). Зато теперь я могу резать детали БЫСТРО, многократно быстрее и точнее, чем вручную, даже с использование шаблонов. Экономия времени и сил колоссальная. Решение заморачиваться с постройкой станка было верным, и итоговый результат стоит потраченных времени и средств (я уже не говорю о полученном в процессе постройки опыте).
P.S. Для тех кому интересна данная тема вот здесь есть еще пара видео на тему данного станка:
Устройство блока управления:
Полный обзор станка и комментарии об опыте его двухмесячной эксплуатации
Метки: чпу, станок плазменной резки
Комментарии 78
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хороший станок получился! Тоже сделал три года назад фрезер чпу 3,5*2 м. Теперь озадачился постройкой чпу плазмы. Поэтому вопрос: Что хотел бы поменять на сегодняшний день? Так сказать работа над ошибками. Просто хотел взять за основу Вашу модельку(подход очень понравился) и хотел уточнить все ли устраивает, особенно размеры рабочего поля.

Вообще эта конструкция через 3-4 месяца после начала эксплуатации была серьезно переделана. В первую очередь отказался от стальной профильной трубы в качестве направляющих. Посмотрите, чуть позже в блоге есть записи о модернизации этого станка. Для хоббийного станка, на котором учишься, стальной профиль — это неплохое решение, но для ежедневного использования на производстве (а у нас он работает именно так) оно не годится.
Второе, что было сделано — это отказ от китайского источника плазмы в пользу Hypertherm PMX 65. Надо было, конечно, брать 105-й или хотя бы 85-й, но все уперлось в бюджет. Вместе с источником заменил и блок автоматического контроля высоты (егоровский заменил на Purelogic). Hypertherm потребляет больше воздуха, и потребовался более производительный компрессор.
С тех пор никаких глобальных доработок больше не делалось.
Главное, что хотелось бы поменять на сегодня — это размер рабочего поля, потому что возможность положить лист 3000х1500 дает значительную экономию материала при серийном производстве. Но я сильно ограничен пространством мастерской, и 1500х1000 — это максимум, что я могу себе позволить на сегодня.
Второй принципиальный момент — глубина "ванны", куда наливается вода. Ее нужно делать раза в три глубже, т.е. примерно 120-150мм или даже все 200мм. При долгой интенсивной работе, особенно если резать толщины типа 12мм, будет очень много шлака и отходов — под них нужно место.
Также немного поменял бы конструкцию самого поддона, чтобы упростить слив воды в конце рабочей смены. И сделал бы слив из трубы 1.25" или даже 1.5" — чтобы быстрее опустошать ванну.
Третий момент, который хочется поменять — это увеличить жесткость станины. Портал весит довольно привычно, и при резке на больших скоростях, когда горелка резко тормозит и меняет направление, на станину передается приличный импульс, и по столу идет приличная вибрация. Не то, чтобы это катастрофически сказывалось на чистоте работы станке, но мне бы хотелось от этой вибрации уйти. На мой взгляд, столу нужно чуть больше жесткости.
И еще мне очень не хватает индуктивного поиска поверхности. Механический поиск (нажимом) слегка прогибает тонкие листы (от 3мм и меньше), в результате чего высота поджига дуги и рабочая высота резки устанавливается некорректно — это влияет на качество резки.
Огромное спасибо за развернутый ответ! Цена на Hypertherm реально конская, наверно он "вылит" из цельного куска золота. Молодцы, вложено много! Мне такой не потянуть(не по деньгам а просто нет необходимости, так как такой загрузки как у Вас- не будет). Но не вкладывая в производство- не будет результата. А какой именно блок у Purelogic посоветовали бы, исходя из своего опыта? Резать в основном буду от 2-8мм. на малых скоростях. Но так как являюсь перфекционистом, даже эту малость хочется делать на отлично. У меня резак Aurora AIRHOLD 45 26928. NEMA23 без редукторов не тянули? Еще раз спасибо!
Я брал блок THC1 — он наиболее универсален и полностью интегрируется с софтом Pumotix (от Mach3 я отказался при первой возможности), который я использую для управления станком. Огромным плюсом является возможность программного управления этим блоком прямо из G-кода и автоматической подстройки эталонного напряжения дуги под высоту резки и износ расходников.
NEMA23 без редукторов прекрасно справлялись, но редуктора дали очень хорошую плавность хода (никакой микрошаговый режим с этим не сравнится) и, главное, возможность гораздо быстрее разгонять и тормозить портал — это важно при резке отверстий и контуров, где траектория движения горелки резко меняет свое направление. Шаговые двигатели никогда не набирают скорость и не тормозят мгновенно — нужно время. Чем тяжелее портал и слабее двигатели, тем сложнее разогнать всю систему быстро. Редукторы решают эту проблему.
Hypertherm своих денег стоит, другое дело, что не всегда есть возможность такие деньги заплатить. У него много особенностей, которых нет у бюджетных китайских источников: пневмоподжиг, автоматическое поддержание оптимального давления воздуха, интерфейс обратной связи со станком, длительный срок жизни расходников (и большой ассортимент расходников для разных задач — и для обычной резки, и специально для тонкого металла). А главное, у него все заявленные характеристики честные — если написано, что может резать определенную толщину с определенной скоростью и заданным п/в, значит так и будет. И чистота реза будет идеальной. Большой плюс — это готовые технологические карты: открываешь книжечку, находишь в таблице параметры резки, соответствующие нужной толщине металла, и можно быть уверенным, что все будет резаться с пристойным качеством. Сколько я времени потратил, сколько материала и расходников извел со своим "китайцем", чтобы заставить его резать чисто… а потом просто подключил Hypertherm и с первых сантиметров получил желаемый результат, да еще и с вдвое более высокой скоростью (это к вопросу о заявляемых китайскими производителями характеристиках оборудования).
Помимо Hypertherm, конечно, есть и другие достойные производители, которые дешевле. Та же Cebora, например, или Helvi. Но я с ними не работал, поэтому ничего конкретного про них сказать не могу.
С вашим аппаратом главную проблему вижу в горелке — ручную горелку очень сложно корректно закрепить на оси Z. Главное требование — абсолютная перпендикулярность к поверхности рабочего стола. Если этого не добиться, края детали всегда будут скошены в одну сторону, а расходники будут преждевременно изнашиваться, потому что один край сопла из-за наклона всегда прогорает быстрее. Из-за этого и дуга будет расфокусироваться, что приведет к снижению качества реза. Вторая проблема — это малая скорость резки. 40А для 8мм стали это уже не грани приемлемой производительности. Резка на малой скорости означает, что даже простые контуры будут резаться медленнее, а дуга гореть дольше. Больше время горения дуги — быстрее износ, чаще замена. Я на своем "китайце" сопла за неделю работы десятками менял. Отчасти из-за высокой нагрузки на них, отчасти из-за того, что не получалось оптимальный режим работы подобрать — технологических карт к таким аппаратам никто не пишет.
Самодельный стол с направляющей для плазмореза

В данном обзоре автор покажет, как изготовить своими руками стол с направляющей для плазмореза. Это позволит повысить точность и скорость работ, связанных с криволинейным и прямолинейным раскроем металла.
Первым делом необходимо будет сделать стол. Для этого автор отрезает по размеру заготовки из профильной трубы, и сваривает каркас стола.

В качестве столешницы выступает металлическая решетка с квадратными ячейками. Она укладывается на уголки, приваренные с внутренней стороны каркаса по периметру.
Рекомендуем также прочитать, как сделать полезное приспособление для работы с плазморезом (для вырезания круглых заготовок из металла).
К верхней части рамы стола (под столешницей) автор приваривает приемный бункер для сбора твёрдых отходов (для его изготовления используются куски листового металла).


Основные этапы работ
На следующем этапе приступаем к изготовлению крепления для плазмореза Отрезаем кусок уголка и сверлим в нем отверстия. Устанавливаем подшипники.

К одной из стенок уголка привариваем два квадратных прутка. Между ними должно быть расстояние на ширину квадрата. Сверху привариваем стальную пластину.

В пластине сверлим отверстие под барашковый болт. К третьему квадратному прутку привариваем металлическую пластину с отверстием. Собираем детали воедино.

К получившемуся креплению прикручиваем пластину с хомутом и устанавливаем плазморез. Зажимаем хомут винтом.


В подшипники вставляем подходящие по диаметру направляющие. Затем на них надеваем металлические крепления.


К столу прикручиваем две направляющие, к которым крепятся две направляющих с креплением для плазмореза.

Подробный процесс работ показан в авторском видеоролике — посмотреть его вы можете на нашем сайте. Идеей поделился автор YouTube канала Made in Poland.
Читайте также: