Стол для холодной ковки чертеж
Обновлено: 17.05.2024
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Козырек над крыльцом методом холодной ковки Перила для крыльца — украшение, а не исключительно утилитарное приспособление Можно сделать беседку и кованную мебель Ворота смотрятся волшебно
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.

Один из самодельных станков для холодной ковки
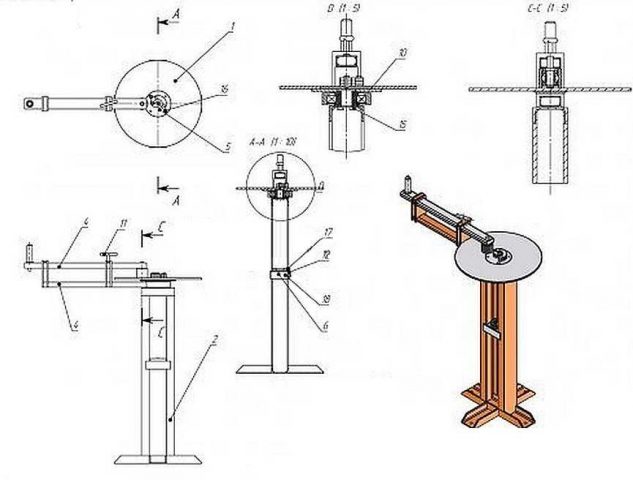
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.

Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.

Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.

Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.

Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел Фиксатор для заготовки Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Технология холодной ковки своими руками


Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.

Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.

Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.

“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.

- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.

Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.

Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.

Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
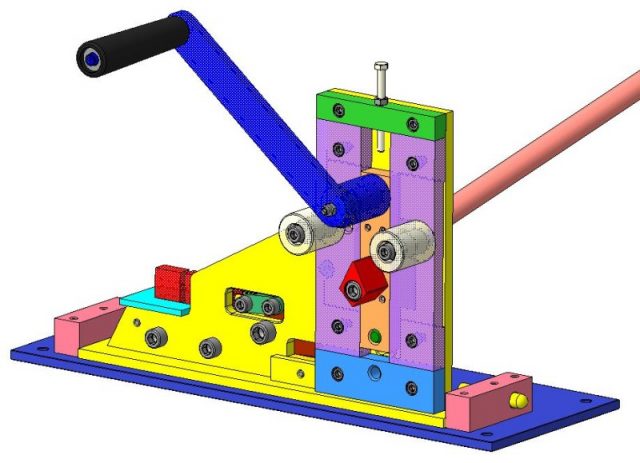
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
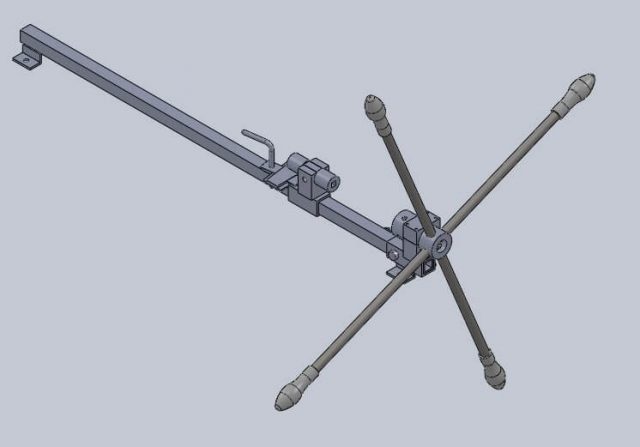
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
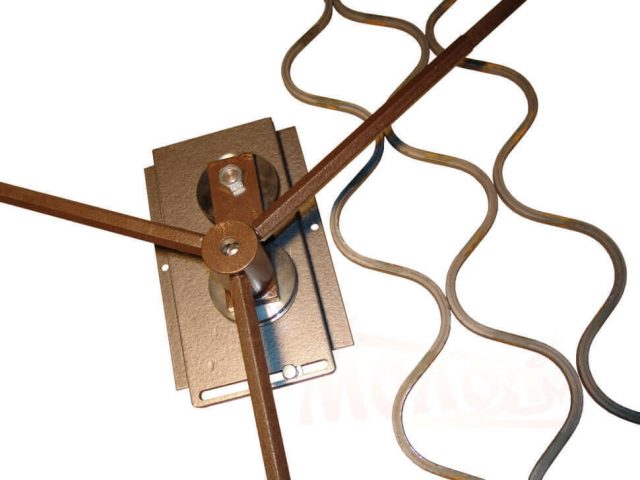
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Сделать токарный станок своими руками в целом достаточно просто. Для этого необходимы по сути достаточно мощный моторчик и набор досок. Само изделие вполне подойдет для обработки небольших заготовок.

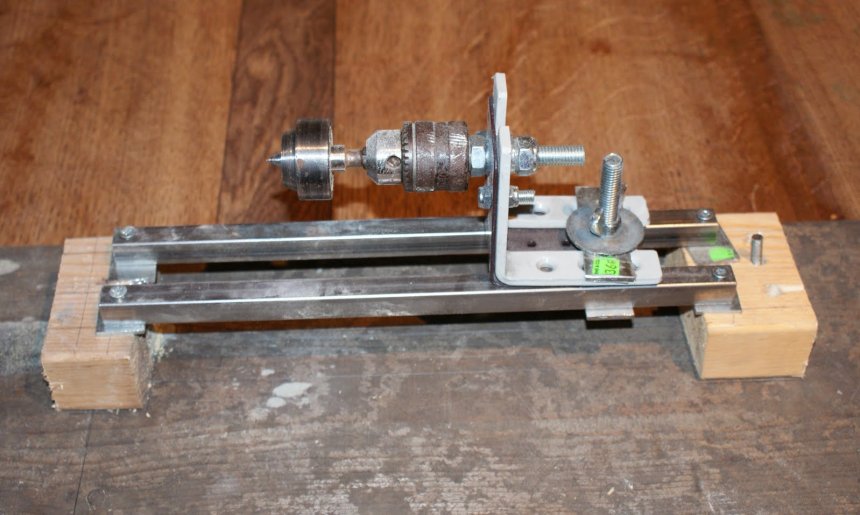
Изготовление сверлильного станка своими руками: принцип построения конструкции, варианты моделей самодельных сверлильных станков. Мини станок из дрели.
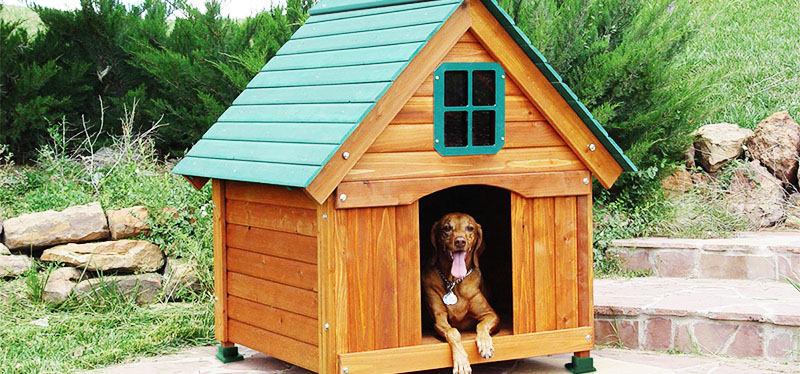
Будка для собаки своими руками: выбор места для постройки, подбор размеров и составление проекта. Строительство летней и утепленной будки.
Изготовление станков для холодной ковки своими руками
Кованые изделия из металла – популярный декоративный элемент, который привлекает красотой и изысканностью. Изготовление таких деталей требует больших финансовых вложений, и далеко не все могут позволить себе подобный вариант. Выход есть – использование холодного вида ковки, которую можно сделать самостоятельно, но нужно собрать станок.


Подготовка
Прежде чем конструировать что-либо своими руками, необходимо тщательно подойти к подготовительному этапу. Особенность кованых изделий, созданных на самодельном оборудовании, заключается в высокой прочности и отличном качестве. Объясняется это невозможностью исправления элементов в дальнейшем.
Для гиба большого объема одинаковых стальных конструкций стоит не только собрать надежный станок, но и запастись чертежами, заранее спроектированными. Такой подход позволит избежать дефектов изделий и ускорит процесс ковки.

Сборка станка холодной ковки сделает возможным создание:
- различной мебели для сада: от скамеек до крупных оград;
- разнообразных ограждений, которые можно будет установить по периметру территории;
- покрытий для беседок;
- декоративных элементов;
- спортивных снарядов.
С помощью самодельного оборудования удастся выполнить также каркасные постройки, где впоследствии можно будет выращивать культуры. Однако прежде чем приступить к работам, потребуется тщательно подготовиться, закупив необходимые материалы, инструменты и разработав чертеж.



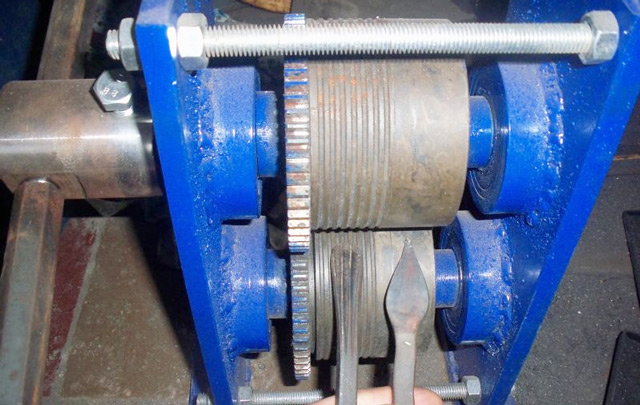
Сборка торсионного станка
Торсионный станок – особый вид оборудования для гибки профильных труб и других стальных изделий, из которых впоследствии получаются спиралевидные элементы. Принцип работы агрегата основан на использовании холодной ковки. Ручная работа на торсионе возможна только в случае качественной сборки конструкции, которая требует применения схемы и чертежей.



В работе потребуются следующие инструменты:
- балки и листы из стали;
- тиски, хомуты, зажимы;
- двигатель;
- цепь;
- редуктор;
- сварочный аппарат;
- болгарка.
Такой вид станков чаще используют для закручивания стальных прутов в спирали. Чтобы добиться нужного результата, потребуется подготовить два блока, предварительно закрепленных на одной плоскости. При этом двигаться должен только один из двух элементов. Несмотря на внушительную конструкцию, собрать торсионный станок не составит труда.

Основные этапы.
- Сборка основы. Для этого берут стандартный профилированный двутавр, с одной стороны которого монтируют тиски. При этом важно устанавливать их таким образом, чтобы они не могли двигаться или вращаться во время работы будущей конструкции. Лучший способ крепления – болты с гайками или сварка. Также часто перед монтажом тисков к двутавру приваривают стальной лист, а затем нужный элемент, чтобы при натяжении не произошло деформирование материала.
- Создание подвижной системы. Ее предусматривают с другой стороны основы, используя для этого платформу на роликах с блокираторами движения. В верхней части устанавливают тиски, оснащенные подвижной центральной частью и чем-то напоминающие колесо. На данном этапе важно сделать так, чтобы оба элемента находились на одном уровне. Любые отклонения приведут к формированию дополнительного напряжения в металле, что вызовет преждевременную поломку конструкции.
Торсионный станок управляется за счет системы рычагов, устанавливаемых на «штурвале». Однако возможен вариант с использованием электропривода. Для этого необходимо выполнить монтаж асинхронного двигателя. Схема сборки многооперационного оборудования в этом случае будет выглядеть следующим образом.
- Станки оснащают преимущественно двигателями на 2200 кВт и 1000 об/мин. Для организации надежной работы мотора его соединяют с понижающим редуктором напрямую при помощи болтов. Отверстия чаще всего совпадают.
- С обратной стороны детали – обод штурвала – протягивают стальную цепь, которую после закрывают кожухом из прочного металла.
Сделать торсион холодной ковки может любой желающий, если правильно подойдет к процессу разработки чертежей и учтет необходимые этапы сборки конструкции.
Как сделать модель «Гнутик»?
«Гнутик» – простой в эксплуатации станок, предназначенный для художественной гибки кромок. Оборудование позволяет изготавливать не только декоративные элементы, но также детали воздуховода, изделия для проведения авторемонтных работ.
Важный элемент всей работы «Гнутика» — это оснастка для холодной ковки. Грамотно собранная конструкция обеспечит эффективное сгибание металла, где пользователь сможет проконтролировать и отрегулировать угол сгиба.



Инструменты и материалы
Сборка «Гнутика» для гибки профильной трубы не представляет ничего сложного, если подготовить необходимые инструменты и материалы. Основные комплектующие конструкции:
- механизм – собирают из стальных изделий толщиной до 10 мм;
- валики – выполняют из каленого металла;
- крепежи и фиксаторы – преимущественно болты.
Из инструментов потребуется:
- сварочный аппарат;
- болгарка;
- канцелярские принадлежности;
- рулетка или сантиметр.
Также может понадобиться наждачка и краска, если в планах изменить цвет оборудования.
Технология
Основой конструкции будущего станка выступает толстая стальная рама. При этом необходимо учитывать, что агрегат будет фиксироваться на столе. Крепление выполняют с помощью болтового соединения по типу тисков.
Ключевые этапы сборки.
- После фиксации рамы в ее центре устраивают подвижную направляющую, которую будет приводить в действие эксцентриковый механизм. Его тоже крепят на раме-основании.
- Дополнительно устанавливают три упора, формирующие «вилку» конструкции и выступающие в роли рабочих деталей. Изделия в зависимости от профиля сгиба можно будет менять. Установка круглых валиков позволит получить волну, «молотки» сформируют углы. Для монтажа элементов предусматривают пазы овальной формы, предварительно рассчитывая определенный диапазон изменения толщины заготовки.
- Часто на станках устанавливают лимб с делениями, чтобы повысить точность гнутья при изготовлении инструмента для ковки. Элемент монтируют на опорном уголке.


Конструкцию собирают из стальных элементов высокой прочности, которая напрямую влияет на надежность оборудования. Дополнительно в процессе монтажа станка рекомендуется проводить обработку и подгонку изделий, чтобы продлить сроку службы оборудования и предотвратить преждевременный выход системы из строя.
Когда станок будет готов, на нем закрепляют заготовку и начинают постепенно перемещать рычаг до сближения с будущим изделием. После положение заготовки корректируют между роликами и ползунком, а затем гнут до достижения желаемого угла.
Упростить процесс поможет возвратная пружина, подбор усилия которой требует учета 20-25% усилия гибки. Пружину стоит установить во время сборки конструкции, предварительно выполнив простые расчеты, используя методику приближенной зависимости или показатели динамометра.


Создание «Улитки»
«Улитка» – популярный вид станка, который можно собрать своими руками. Известно несколько разновидностей подобного оборудования. Однако, независимо от конструкции и исполнения, у них универсальный принцип работы, при котором полосу или пруток металла с определенным усилием прижимают к неподвижному шаблону, придавая таким образом необходимую форму.
Основные виды «Улиток».
- Монолитная неразборная. В этом случае в основе конструкции лежит неподвижный стальной шаблон. Оборудование подходит для «штамповки» одинаковых изделий.
- Съемная. Конструкция предусматривает наличие штифтов, которые устанавливают в отверстия на габаритной плите. Отличный вариант для изготовления уникальных элементов сложной конфигурации.
- Разборная с вращением. Станок сложной конструкции, с помощью которого удастся добиться высокой точности холодной ковки. Такой вариант больше подойдет для профессионального использования.



Перед сборкой станка холодной ковки рекомендуется продумать размеры будущей конструкции и основных деталей. Особое внимание стоит уделить габаритам:
- сердцевины;
- завитка;
- станины.
На последней будет произведено закрепление гибочного кондуктора.
Когда размеры будут подобраны, можно приступать к поиску чертежей, которые упростят и ускорят процесс сборки.
Типовые схемы можно найти на тематических сайтах или форумах. Для этого достаточно вбить соответствующий запрос в поисковую строку браузера и перейти на несколько первых ссылок.
Если подходящий вариант чертежа найти не удалось, можно создать схему своими руками. Инструменты:
- стальной пруток квадратного сечения 10х10 мм;
- лист бумаги международного формата А4;
- угольник;
- канцелярские принадлежности;
- циркуль;
- линейка.


Основные этапы построения схемы будущего станка.
- Сначала квадратный прут выкладывают на середину листа бумаги, вычерчивая с его помощью 2 параллельные линии.
- Далее пруток устанавливают вертикально, фиксируя его угольником, вычерчивая еще 2 линии. Результатом первых двух шагов станет квадрат размером 10х10 мм, от которого в стороны будут разбегаться 4 линии.
- Третий этап подразумевает вычерчивание полуокружности циркулем, установленным в одном из углов квадрата.
- После циркуль перемещают в другой угол и снова чертят полукруг. То же самое повторяют с оставшимися углами до тех пор, пока не получится завиток нужного размера.
- При достижении желаемого результата циркулем вычерчивают окружность.
Пятый шаг считается завершающим. После необходимо будет подобрать удовлетворяющую требованиям стальную болванку, диаметр которой соответствует вычерченной окружности. От болванки затем нужно будет отрезать кусок длиной в 30 см и вырезать начало завитка.
Следующий этап – сборка конструкции. Инструменты и материалы, которые потребуются для проведения основных работ:
Схема сборки «Улитки» не вызовет трудностей, если ответственно подойти к выполнению каждого этапа.
Основные шаги.
- Вырезка из стального листа круга большого диаметра. Элемент выступит опорной пластиной и будет воспринимать основную нагрузку от оборудования. Также необходимо будет вырезать 4 дополнительных круга меньшего диаметра, чтобы сформировать центр конструкции.
- Закрепление готовой сердцевины к станине при помощи крепежных болтов, в которых предварительно необходимо просверлить соосные отверстия.
- Расчерчивание профиля. Его впоследствии нужно будет болгаркой вырезать и обработать.
- Сборка станины. Предварительно выбирают, из какого материала будет выполнено основание. Чаще предпочтение отдают стальным уголкам и металлической пластине, которую устанавливают вертикально, а края закругляют. В элементах дополнительно просверливают отверстия, чтобы обеспечить надежное соединение деталей друг с другом.
- Установка вала, в качестве которого используют стальной кругляк. Монтаж осуществляют посредством крепежей и просверленных в стальной пластине отверстий. После дополнительно формируют отверстия под крепежи для корпусных подшипников.
- Изготовление устройства для ковки металла, с помощью которого будут гнуть заготовку. За основу обычно берут квадратный пруток.
- Создание контура «Улитки». Для этого берут два одинаковых по длине завитка и сгибают их на станке, после скрепляют элементы друг с другом с помощью малярного скотча и размечают места для отверстий. Далее формируют отверстия и предусматривают резьбу, куда потом встанут крепежные болты. Готовый контур фиксируют крепежами к станине – стальной опорной пластине.


Под конец к опорной пластине прикрепляют центральную часть, а затем монтируют завитки с помощью крепежных болтов. С тыльной стороны пластины устанавливают вал и кондуктор. В конце сверлят отверстие под ручку.
На данном этапе станок холодной ковки считается собранным. При этом конструкция является разборной, что позволяет при необходимости менять шаблоны и упрощает эксплуатацию оборудования, а также обеспечивает удобное хранение устройства, когда оно не используется.
Далее смотрите видео с советами по изготовлению станка для холодной ковки своими руками.
Все о станках «Улитка» для холодной ковки
Чтобы обустроить домашнюю кузню, придется потратиться хотя бы на элементарное оборудование. И если поначалу оно будет обслуживать довольно примитивные запросы, со временем прогрессирующему мастеру обязательно захочется заняться художественной ковкой. Станок «Улитка» – замечательное устройство, которое поможет в этом как раз новичкам. И купить его становится проблематично, зато можно сделать самому.


Что это такое?
Холодная ковка, если заниматься ею профессионально, требует не одного станка. И «Улитку» (далее по тексту просто улитка или станок-улитка) можно считать первым в этом списке, обязательным и доступным (условно, конечно). Даже имея в наличии только этот станок, можно создавать интереснейшие кованые изделия, состоящие из металлических завитков. А также улитку можно считать вспомогательным кондуктором, который производит изгибы заготовок согласно заданным параметрам. Можно сказать, что кондуктор – это специальный шаблон, в арсенале которого десятки однотипных деталей. Да что там десятки, если нужно, даже сотни. И детали этот станок гнет без доппрогрева.
На чем основана работа: металл деформируется строго по принципу, чтобы сделать гиб, нужны значительные усилия. А значит, станок можно модернизировать электроприводом. Благодаря моторам-редукторам можно развивать ощутимые усилия, ограниченно прикладывая силу. И на участке обработки крутящий момент способен достигнуть не одного десятка килограммов.
Если бы вся работа осуществлялась только за счет физической силы мастера, тот бы быстро уставал. А значит, его КПД падал бы на глазах. Но такой дополнительный механический помощник, как станок, позволит за смену делать десятки или даже сотни заготовок. А ведь гибка заготовок – еще не конечный этап, а только промежуточное звено в изготовлении сложных конструкций. Они затем будут собраны в единое изделие, например, приварены.


Исходя из описания выше можно понять, что станок бывает ручным и электрическим, но настоящую эффективность показывает только второй вариант. Первый будет служить либо учебным пособием, либо же позволит наладить достойную производительность труда. Тем более что сделать станок электрическим не так уж и сложно. Учитывая, что улитку делают своими руками, все реально.
Хотя говорить, что ручной станок совсем не используется, тоже нельзя. Например, для работы с деталями из профильной трубы приспособления с ручным оперированием вполне допустимы. В таком станке будут рычаги, которые помогут продвинуть заготовку вокруг оправки. А потом готовые элементы снимаются с торца, натяжение немного ослабевает.


Опции ручного привода в станке-улитке:
рычагом может стать что угодно, способное выполнять эту функцию;
рычаг, закрепленный на станине, начинает двигаться с помощью подвижного подшипника;
в более сложных конструкциях могут использоваться 3 рычага, вращающие ось, а также связанный с ней кондуктор.
Станок может быть горизонтальным и вертикальным. Это значит, что есть вариант, как именно гнуть металл. Выбор строится на удобстве мастера и тех задачах, с которыми он сталкивается чаще.
А также оборудование бывает:
неразборным – в этом случае изгибание деталей ограничено интервалом длины, который уже задан станку, и эта спираль использоваться может не в каждой конструкции;
сборным – в нем есть дополнительные фрагменты, которые увеличивают продолжительность гиба, и приспособление позволит догибать длинные детали, то есть можно в итоге получить уже нечто крупноразмерное.
А еще совершенно отдельную категорию таких агрегатов составляют самодельные конструкции. Конечно, они в основном повторяют созданное в промышленных условиях, тот или иной тип станков, но могут быть усовершенствованы и видоизменены автором.
Лучшие производители
Уже упоминалось, что станок-улитка не так просто купить. Чаще приобретают оборудование «с рук» или делают сами. Но есть несколько ходовых востребованных моделей, которые уже отлично себя зарекомендовали, и при возможности их смело можно брать.
«Нова Кузня», модель НК-1. Это универсальный станок (если конкретнее – вальцовочный), ориентированный именно на холодную ковку. Это изделие с множеством полезных функций, имеющее блочную структуру. Благодаря этому станок может делать и завитки, и кольца, и гусиные лапки, и волюты, а еще скрученные прутки. Он даже рисунок нанесет методом вдавливания на полосу, на ту же профильную трубу.
BlackSmith, модель UNV2. И это тоже универсального типа конструкция, которая ориентирована на профессиональную ковку. Отлично справляется со сгибанием углов, продольным прутковым скручиванием, изгибанием труб, сгибанием волн и завитков, созданием шишек и корзин. На таком станке, что особенно важно, можно программировать те или иные операции. Китайское предприятие-производитель уже более 40 лет на рынке, имеет отличную репутацию.

«Декор», модель «Декор-3». Отечественный бренд, создавший гидравлический пресс, который работает в двух направлениях – задан и под холодную, и под горячую ковку. Обслуживать такой агрегат может всего один специалист, а на одну деталь у него не уйдет и десятка секунд. Производитель на рынке более 10 лет и готов изготавливать агрегаты по индивидуальным заказам.

Очевидно, что большого выбора станков просто нет. Отсюда и появился запрос на инструкции, позволяющие сделать такой станок самому. И надо сказать, с этим успешно справляются и новички, просто нужно понять суть процесса, вникнуть в технические требования – и все получится.
Как сделать своими руками?
Работа многоэтапная, и все это выполняется последовательно, в домашних условиях. Первым этапом будет, конечно же, создание чертежа. Его можно просто перенести на бумагу, а можно напрямую, на основание кондуктора. Очень важно соблюсти точность размеров: то есть, например, толщина металлополосы должна быть равна толщине контура формы на бумаге. И минимальная толщина этого параметра – 3 мм. Межвиточная дистанция также должна быть такой, чтобы между витками вместился пруток для деформации. К примеру, размер прутка 10 мм, значит, лучшее расстояние между витками – 13 мм.


Стоит учесть, что станок требует и массивного основания, а значит, его вырезают из толстой стали. По форме предпочтительнее круг.
Немного подробнее о том, как сделать чертеж – по нему работать куда проще.
Для изготовления чертежа подготовить надо:
стальной квадратный пруток 10 на 10 мм;
Сначала квадратный пруток надо положить посреди листа, прочертить две параллельные линии. Потом он прикладывается перпендикулярно под углом в 90 градусов, и с помощью угольника прочерчиваются еще две линии. По центру шаблона будущего изделия получится квадрат 10 на 10 мм, от которого в разные стороны отойдут четыре линии. Затем потребуется циркуль, который устанавливается в углу квадрата, и выводится полуокружность. Далее циркуль смещается в другой угол, снова чертится полуокружность, продолжив тем самым предыдущую линию. И так делается, пока не образуется подходящий завиток. И снова циркуль, и снова окружность – вот так и получится чертеж.




После этого надо найти стальную болванку с нужным диаметром, от которой отрезается фрагмент в 30 см. Из нее будет вырезано начало завитка, центр.
А чтобы изготовить центральную часть конструкции, потребуются болгарка, сверлильный станок или дрель. В качестве материала потребуется листовой металл толщиной в 20 мм (или чуть меньше), из которого вырежется большой круг и четыре маленьких. И изготовленный центр надо будет закрепить к станине, то есть понадобятся еще болты под шестигранник.
Процесс изготовления
После чертежа, после подбора инструментов и материалов можно переходить к основной работе. Сначала надо изготовить центральную часть кондуктора.
Пошаговый план.
Из листового металла вырезается большой круг, который станет опорной пластиной. Далее вырезают 4 круга поменьше, они станут центром редуктора.
Созданный центр на болты под шестигранник крепится к станине. В заготовках просверливают соосные отверстия.
Потом надо расчертить профиль, вырезается он болгаркой. Заготовка обрабатывается лепестковым кругом.
Следующий этап работ – изготовление заготовки кондуктора. За основу берется квадратный пруток. На гибочном станке нужно согнуть два равноразмерных завитка. Они вместе скрепляются малярным скотчем, а кернером размечаются места под отверстия.
Затем высверливают отверстия, нарезается резьба под крепеж. Готовый контур станка будет закреплен на болты к опорной пластине.
Когда все это готово, нужно собирать станок. Следовательно, изготавливается станина – из двух отрезков металлического уголка и металлической пластины, которая ставится вертикально.
Верхние края пластины нужно закруглить. В деталях высверливают отверстия, а затем они соединяются болтами.
В металлической же пластине надо сделать отверстия под вал (валом будет стальной кругляк). Дополнительно просверливаются крепежные отверстия, там закрепятся корпусные подшипники. С обеих сторон пластины прикручиваются подшипники на болты, фиксируется вал.
К опорной пластине крепится центр, на болты прикручиваются завитки из прутка, к тыльной стороне пластины крепится вал. Потом собранный кондуктор устанавливается на станину. Через отверстие в пластине устанавливается вал с опорными подшипниками, а на конце вала делается отверстие, в него вставляется ручка. Ручку можно сделать из круглого стального прутка.



Все реально сделать самому, и такой самодельный станок служить будет долго.
Как правильно пользоваться?
Это можно рассказать на примере изготовления самой простой детали. Нужно отрезать заготовку из полосовой стали под заданный размер (его уточняют, прорисовав готовое изделие с составляющими). Свободный конец нужно установить по центру спирали. Внутренний винт поможет зафиксировать заготовку. Затем станок нужно повернуть – заготовка плотно прижата к направляющим. Приспособление проворачивается дальше, и так оформляется завиток. Если нужно, другой конец заготовки тоже вставляется, изготавливается завиток (замкнутый или разомкнутый).


Другой конец редко остается прямым, его чаще изгибают. Делают завитки внутренние и наружные. Можно мелом на самом станке делать отметки (или специальным маркером). Это будут ориентиры для изготовления завитков определенного размера.
И еще несколько замечаний по эксплуатации станка от мастеров:
нельзя игнорировать чертежи – они нужны не только для изготовления станка, но и для последующего расчета материалов, которые придется заготовить;
станку придется выдерживать серьезные нагрузки, потому все детали изделия должны быть прочными и массивными, надежно соединенными – чтобы было так, шаблон можно зафиксировать тисками на станине;
непосредственно петля будет образована, когда заготовка попадет в специальный опорный элемент (опорный вал), который для снижения усилия оснащают подшипником – деталь свободно провернется вокруг опоры.
Станок-улитка – отличное подспорье для начинающих кузнецов, несложная конструкция, готовая выполнять десятки типовых деталей. Без этого оборудования сложно учиться ковке, переходить на новый уровень, учиться делать художественные изделия.
О том, как сделать самостоятельно станок для холодной ковки, смотрите в следующем видео.
Холодная ковка своими руками — чертежи, станок, пошаговая инструкция для начинающих и советы по выбору идей для ковки
Когда человек научился работать с металлом, он коренным образом повысил свой уровень жизни, изменил ее основательно. Это ощутилось не только на войне, но и в повседневной мирной жизни. Она стала намного комфортнее и прекраснее. Посредством холодной ковки мастера изготовляют удивительные вещи из металла.

Что, в принципе, очень просто. Достаточно иметь желание, опыт и специальное оборудование.

Изделия из холодной ковки
По сути, это — изгибания и скручивания металлических изделий без их нагрева в кузнечной печи. Для этого используют различные станки, отличающиеся между собой размерами и предназначением.

На них можно посредством холодной ковки (изгибов, перегибов, скручиваний) сотворить всё что угодно с металлическим прутом, арматурой, полосой, трубой, произвести различные предметы декора.

- Оградки;
- Украсить причудливым орнаментом жилые помещения;
- Нанести витые узоры на ворота;
- Оградить металлической вязью лестницы и балконы;
- Сделать спинки и подлокотники для стульев, кресел, садовых скамеек;
- Украсить беседки и уличные фонари;
- Изготовить различные решетки.

Чтобы легко сделать всё выше перечисленное, в большинстве случаев достаточно ручного станка для ковки, который достаточно просто изготовить своими руками.
Классификация
Чтобы работать с металлом необходимо оборудование. Также для изготовления определенных изделий с достаточно сложной конфигурацией посредством холодной ковки понадобятся различные чертежи и измерительные приборы контроля качества.

- «Улитка»;
- Торсионный станок;
- «Гнутик»;
- «Волна»;
- Пресс.

Кратко рассмотрим особенности каждого станка, особенности сборки.

«Улитка»
Такой станок предназначен для сгибания арматуры, труб, полос и прочих металлических заготовок в виде спирали. В процессе изготовления достаточно иметь представление о том, как работает устройство, чтобы правильно его сконструировать.

В процессе монтажа следует обратить внимание на следующие моменты:
Опорный каркас (стол), на котором будут гнуться заготовки должен быть изготовлен из металла (швеллер, толстостенная труба, уголок), но не из дерева. Так как в основном на него будет идти нагрузка во время работы, он должен быть прочным, а не развалиться на части в один прекрасный момент!

Столешница. Вырезается из металлического листа толщиною 4 мм и более, имеет круглую форму. Поверх нее вырезается и укладывается такая же со всеми сегментами улитки, на которой будет происходить выгибание заготовок.

Стоит заметить, что экономить на толщине столешницы не стоит. На нее приходится вся динамическая нагрузка. Чем толще будет лист металла, из которого она будет вырезаться тем лучше.









Основной шарнирный вал. Изготовляется из труб с достаточно толстыми стенками. Размещается по центральной оси между двумя столешницами. Крепится к основе четырьмя прямоугольными уголками (треугольниками).

Рычаг с роликом. Крепится на валу, осуществляя вращательные движения вокруг него в процессе гибки металла.

Это – самый простой вариант станка для холодной ковки своими руками, доступный для монтажа без особых усилий. Если нужно изготавливать более сложные изделия, то его придется модифицировать.

- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!

«Гнутик»
- Пластина из инструментальной стали;
- Подвижный упор (клин);
- Опорные валы (2 шт.);
- Рычаг

Для того, чтобы понять, как его правильно собрать – можно взглянуть на фото, на которых показаны различные станки для холодной ковки и особенности их монтажа своими руками или видеоролик, который имеется в свободном доступе в сети Интернет.

«Волна»
Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).

Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.

Пресс
Его задача – сформировать наконечники («листик» и «гусиная лапка»). По сути, он расплющивает торец заготовки, придавая ей ту или иную форму. Самая сложная из конструкций, комплектующие для которой (особенно боёк) придется приобретать отдельно.

Иногда целесообразней приобрести весь станок целиком, чем собирать его по частям. Но это – кому как проще, финансово выгодней.

Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.
Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.

Фото холодной ковки своими руками








































Читайте здесь Лодка своими руками - лучшие проекты, схемы и чертежи. Советы как построить правильно прочную и простую лодку
Читайте также: