Правильный стол для пресса
Обновлено: 18.05.2024
Планирую изготовить стол для установки пресса.
Интересует, кто чем пользуется для этих целей.
Не знаю, от чего плясать!
Любой, на котором можно пресс закрепить.
Если место стационарное советую верстак сделать, прикрепленный к стене.
Хочется увидеть стол, специально сделанный для пресса так как на обычном столе он норовит опрокинуться!
quote: Изначально написано Paul666:
Планирую изготовить стол для установки пресса.
Интересует, кто чем пользуется для этих целей.
Не знаю, от чего плясать!
фанеру потолще и попрочнее. чтоб можно было пресс болтами прикрутить и вся столешница не прыгала при нажатии на пресс
рядом достаточное место для весов и разложенных держателей гильз
в идеале если стол сделать полукруглым. поворачиваешься на табурете и разные операции делаешь на разных участках стола
подготовка и чистка
развесовка-сортировка
обжим прессом
quote: Originally posted by Paul666:
Хочется увидеть стол, специально сделанный для пресса так как на обычном столе он норовит опрокинуться!
Вариантов много. От железобетона до фанеры. Обычный прочный стол/верстак подойдет. Надо танцевать от типа крепления пресса. Если нет "задней лапы", то крайне желательно установить пресс так, как на фото. Доска поперек верстака обеспечит мертвое крепление.
Я на офисную тумбочку приладил, не очень удобно , но пока устраивает. Комплект подставки под пресс в прошлом году здесь продавали. Размеры может кто подскажет.
Вот самый правильный стол для пресса. Мобильный, где захотел там и поставил.
Крепить нее обязательно. После столов, столешниц и прочего работать просто кайф.
Вес тоько кг наверное 20-25
Чёт, фотка у Вас не информативная какая-то. Не понятно - что за стол? что за пресс на ём? Видно только, что тисками прихвачен. Поподробнее сможете? Особенно про конструкцию пресса.
В общем это подставка под пресс. Можно просто под пресс, можно как стол.
Принцип работы думаю понятен.
Пресс любой можно крепить. До этого работал на лии, сейчас кастомный.
quote: Originally posted by hanvitalii:
Пресс любой можно крепить. До этого работал на лии, сейчас кастомный.
Пресс от Корбинс.
Кстати, подставка не по феньшую сделана
Буржуи под такой пресс подставку делают с наклоном. Что бы пресс на ней стоял под углом 45 градусов назад.
На таком прессе так удобнее всего работать.
----------
Дело боялось мастера панически
quote: Пресс от Корбинс.Кстати, подставка не по феньшую сделана Буржуи под такой пресс подставку делают с наклоном. Что бы пресс на ней стоял под углом 45 градусов назад.На таком прессе так удобнее всего работать.
Корбинский пресс? Название модели помните? Приехал просто в коробке, без единой бумажки для идентефикации.
Сколько интересовался в сетях подобные прессы стоят имеено ровно.
А релодерские наклоняют.
Можно наклонить с помощью доп. перходника.
Еще не пробовал. Так все устраивает.
Пресс монстр.
Похоже на одну из ранних моделей CSP-2, если конечно не подделка.
Если выложите полное фото пресса, можно будет сказать точнее.
Да, у прессов от Корбинс оси рычагов на игольчатых подшипниках сделаны.
И цена от $600 начинается.
Что касается наклона пресса - я спрашивал на буржуйском форуме
Ответ меня доконал - наклоняют пресс, что бы мусор, образующийся при штамповке, не налипал на шток, а падал вниз
Я спросил - там же в комплект входит пластиковая ванночка для сбора мусора?
Ответ - что то похожее на русское слово "Лениво".
В смысле - лениво им эту ванночку надевать-снимать
Не точно не от дейва.
Скорее ричардский большой который.
Видел еще несколько производителей прессов, похожие на ричадский.
На счет подшипников не могу сказать есть они там или нет.
Резьба штока 7/8"
Вверх 7/8" адаптер. Сама резьба без адаптера примерно 1.5".
Правильный стол для пресса
Планирую изготовить стол для установки пресса.
Интересует, кто чем пользуется для этих целей.
Не знаю, от чего плясать!
Любой, на котором можно пресс закрепить.
Если место стационарное советую верстак сделать, прикрепленный к стене.
Хочется увидеть стол, специально сделанный для пресса так как на обычном столе он норовит опрокинуться!
Изначально написано Paul666:
Планирую изготовить стол для установки пресса.
Интересует, кто чем пользуется для этих целей.
Не знаю, от чего плясать!
Хочется увидеть стол, специально сделанный для пресса так как на обычном столе он норовит опрокинуться!
Вариантов много. От железобетона до фанеры. Обычный прочный стол/верстак подойдет. Надо танцевать от типа крепления пресса. Если нет "задней лапы", то крайне желательно установить пресс так, как на фото. Доска поперек верстака обеспечит мертвое крепление.
Я на офисную тумбочку приладил, не очень удобно , но пока устраивает. Комплект подставки под пресс в прошлом году здесь продавали. Размеры может кто подскажет.
Вот самый правильный стол для пресса. Мобильный, где захотел там и поставил.
Крепить нее обязательно. После столов, столешниц и прочего работать просто кайф.
Вес тоько кг наверное 20-25
Вид не эстетичный. Подкрасить надо. Балончик давно уже с краской лежит. Руки не доходят.
В общем это подставка под пресс. Можно просто под пресс, можно как стол.
Принцип работы думаю понятен.
Пресс любой можно крепить. До этого работал на лии, сейчас кастомный.
Originally posted by hanvitalii:
Пресс любой можно крепить. До этого работал на лии, сейчас кастомный.
Пресс от Корбинс.Кстати, подставка не по феньшую сделана Буржуи под такой пресс подставку делают с наклоном. Что бы пресс на ней стоял под углом 45 градусов назад.На таком прессе так удобнее всего работать.
Корбинский пресс? Название модели помните? Приехал просто в коробке, без единой бумажки для идентефикации.
Сколько интересовался в сетях подобные прессы стоят имеено ровно.
А релодерские наклоняют.
Можно наклонить с помощью доп. перходника.
Еще не пробовал. Так все устраивает.
Пресс монстр.
Похоже на одну из ранних моделей CSP-2, если конечно не подделка.
Если выложите полное фото пресса, можно будет сказать точнее.
Не точно не от дейва.
Скорее ричардский большой который.
Видел еще несколько производителей прессов, похожие на ричадский.
На счет подшипников не могу сказать есть они там или нет.
Резьба штока 7/8"
Вверх 7/8" адаптер. Сама резьба без адаптера примерно 1.5".
Гидравлический пресс П6332

Завод ПромСтройМаш является непосредственным производителем П6332 Мы производим и продаём Гидравлический пресс П6332 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. П6332 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить П6332 вы можете непосредственно у нас или у наших дилеров.Номинальное усилие пресса, кН 1600
Пресс П6332 является одностоечным. Он не имеет гидроподушки. В процессе работы пресс способен создавать усилие до 160 тонн, что позволяет выполнять следующие операции:
- прошивка;
- запрессовка-выпрессовка;
- калибровка;
- штамповка листов без глубокой вытяжки;
- правка.
Технические характеристики П6332
| Номинальное усилие пресса, кН | 1600 |
| Наибольший ход ползуна, мм: | 500 |
| Расстояние от оси штока до станины, мм | 400 |
| Максимальное расстояние между столом и ползуном, мм | 750 |
| Наибольшее расстояние между правильным столом и ползуном, мм | 600 |
| Размеры стола, мм | 800x630 |
| Размеры правильного стола, мм | 500x2000 |
| Расстояние от уровня пола до плоскости стола, мм | 800 |
| Скорость ползуна не менее: | |
| - при холостом ходе, мм/с | 180 |
| - при возвратном ходе, мм/с | 180 |
| - при рабочем ходе, мм/с | 6,3. 1 |
| Мощность привода, кВт | 15 |
| Габариты: | |
| Длина, мм | 1250 |
| Ширина, мм | 2090 |
| Высота, мм | 3500 |
| Масса, кг | 7400 |
| Технические изменения, существенно не влияющие на характеристики прессов, завод-изготовитель оставляет за собой |
Стандартная комплектация П6332
- Пресс в сборе.
- Электрошкаф (установлен на станине пресса).
- Гидроагрегат (установлен в станине пресса).
- Металлическое ограждение рабочей зоны.
- Комплект технической документации (паспорт и руководство по эксплуатации).
- Декларация соответствия ТР ТС.
- Паспорта (формуляры) на комплектующее оборудование и КИП на русском языке.
- Комплект ЗиП.
- Каталог запасных частей на русском языке.
Дополнительные опции П6332
- Фотозащита рабочей зоны.
- Отображение и возможность регулировки усилия прессования с панели оператора.
- Гидроподушка.
- Правильный стол.
Пресс гидравлический одностоечный модели П6332. на базе промышленного контроллера OMRON

Пресс гидравлический одностоечный модели П6332. Вид сзади
Пресс гидравлический одностоечный модели П6332. Вид сбоку

Пресс гидравлический одностоечный модели П6332. Вид спереди









Управление прессом П6332 рычажно-кнопочное с помощью электропривода и рассчитано на ручной режим работы.
В комплект данной модели входят открытая станина С-образной формы, электропривод и гидроагрегаты с насосами, поддающимися регулировке. Пресс оборудован пазами Т-образной формы, служащими для крепления инструментов и оснастки. В верхней консоли станины размещен рабочий цилиндр, а столом пресса служит нижняя консоль. Дополнительно к стандартной комплектации возможна поставка бойка, правильного стола и оснастки.
Пресс гидравлический одностоечный П6332
Состав пресса П6332
- станина,
- цилиндр с ползуном,
- система управления с механизмом конечных выключателей и пультами двурукого управления,
- гидроагрегат,
- электрошкаф с кнопочной панелью и манометрами,
- электрооборудование,
- фотозащита (поставляется по отдельному заказу и за отдельную плату).
Общий вид гидравлического пресса П6332 с бойком и правильным столом
Комплект поставки гидравлического пресса П6332
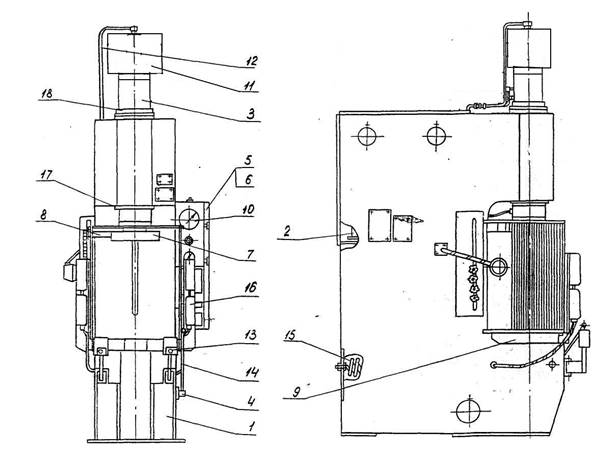
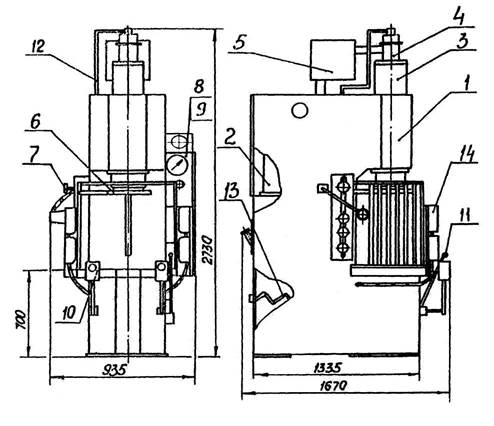
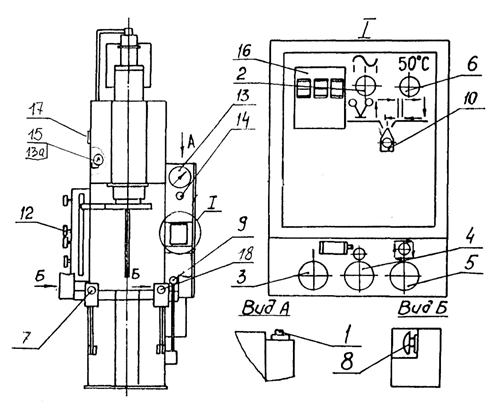
Устройство основных узлов пресса П6332
Местом крепления всех узлов пресса П6332 является станина 1, представляющая собой сварную конструкцию, имеющую верхнюю и нижнюю консоли и вертикальную стойку в средней части проема которой имеется емкость для масла.
На верхней раме емкости устанавливается гидроагрегат 2.
В верхней консоли закреплен цилиндр. На его верхнем торце установлен клапан наполнения, с которым соединен бак наполнения 11. К нижнему торцу штока цилиндра крепится ползун 7, с направляющей планкой на станине, предотвращающей поворот ползуна со штоком вокруг вертикальной оси. Слева на ползуне закреплен кронштейн 8 с флажком для взаимодействия с конечными выключателями.
С правой стороны на стойке пресса П6332 – электрошкаф 5 с кнопочной панелью и манометрами 10. Внутри шкафа – электрооборудование 6.
Нижняя консоль служит столом для установки инструмента или правильного стола.
На передней части нижней консоли закреплены пульты двухкнопочного управления 13, а справа рукоятка 14 рычажного управления 4.
Внутри станины располагаются узлы рычажного управления и трубопровод 12.
В емкости под масло установлен змеевик – маслоохладитель 15.
С целью ограждения рабочей зоны пресса узел ограждения и фотозащиты 16 закреплен плите стола 9 и станине пресса П6332Б.
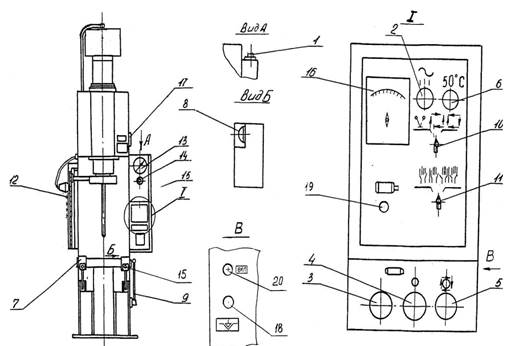
Расположение органов управления пресса П6332
- Вводный выключатель
- Лампочки «Сеть включена»
- Кнопка «Пуск двигателя»
- Кнопка «Стоп двигателя»
- Кнопка «Стоп авторабота»
- Лампочка «Масло перегрето»
- Кнопка аварийного подъема штока
- Кнопки двурукого включения
- Управление от рукоятки
- Переключатель режимов управления
- Ручки регулировки хода ползуна
- Манометр давления в поршневой полости цилиндра
- Регулятор усилия (давления) цилиндра
- Кнопка «Общий стоп»
- Реле времени выдержки под давлением
- Манометрический термометр для контроля температуры масла в емкости станины
- Кнопка «Фиксатор»
- Лампочка «Электродвигатель включен»
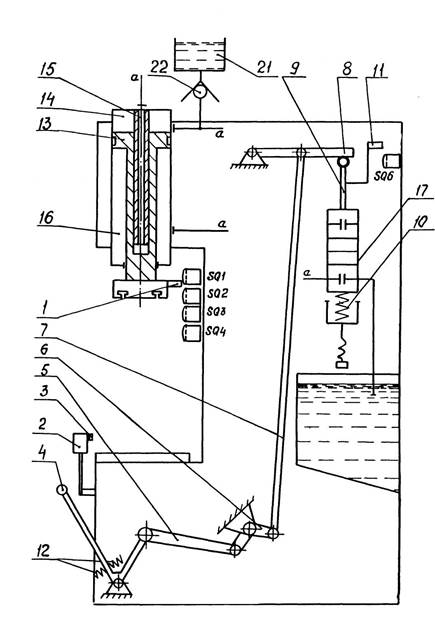
Устройство системы управления гидравлическим прессом П6332

На ползуне пресса П6332 закреплен кронштейн с флажком экраном 1, взаимодействующий с конечными выключателями SQ1; SQ2; SQ3; SQ4. П6332 На 2-х передних пультах управления 2, установлены кнопки 3. Рукоятка ручного управления 4 через тягу 5, рычаг 6 и тягу 7 присоединяется к шарнирно закрепленному на станине рычагу 8, который входит в прорезь хвостовика золотника 9 дросселя. Дроссель крепится к станине винтами, золотник подпружинен регулируемой пружиной 10. На золотнике 9 закреплен кронштейн с флажком 11, который взаимодействует с конечным выключателем SQ6. Упор 12 ограничивает ход рукоятки вниз. На станине пресса П6332 закреплен цилиндр 13 с поршневой полостью 14, форсирующей полостью 15 и штоковой полостью 16. Совместно с системой управления работает также бак наполнения 17, клапан наполнения 18 и гидроагрегат пресса П6332 (на рисунке не показан). П6332 Управление прессом П6332 осуществляется в следующих режимах:
Смазочная система гидравлического пресса П6332
Масло является рабочей жидкостью гидравлического пресса П6332. Им постоянно смазываются рабочие органы цилиндра, насосов и гидроаппаратуры. Иной специальной смазки не требуется. Опоры электродвигателя, оси рычагов, направляющие смазываются густой смазкой посредством пресс-масленок и кистью.
Гидросистема пресса П6332
- рабочего цилиндра поршневого типа,
- гидроагрегата модели 91П32А,
- клапана наполнения 33КН100,
- бака наполнения,
- масляного бака,
- трубопроводы пресса П6332
Схема гидравлическая пресса П6332
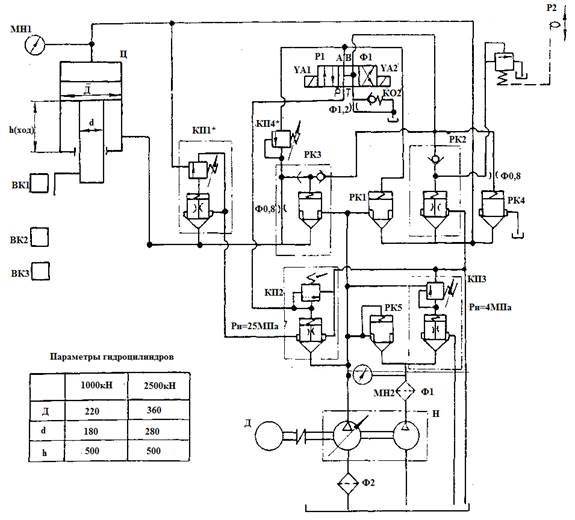
Гидравлическая схема гидроагрегата полностью обеспечивает выполнение всех позиций рабочего цикла пресса, возможность регулирования скоростей холостых и рабочего ходов, четкий останов ползуна пресса в любом положении по ходу, плавный набор и безударны сброс давления.
В исходном положении ползун находится вверху, электромагниты УА1 и УА2 обесточены. Нажатием кнопки «Пуск» включается электродвигатель Д привода насоса Н. Рабочая жидкость из бака гидроагрегата насосом Н, подается двумя потоками в гидроблок и через клапан КП2 на слив.
Перемещением рукоятки управления регулятора Р2 вниз осуществляется ход ползуна вниз. Конечный выключатель ВК4 дает команду на включение электромагнита УА2. Надклапанная полость клапана РК1 соединяется через распределитель Р1 со сливом. Надклапанные полости клапанов РК2, РК3, РК4 находятся под давлением рабочей жидкости, поступающей из насосной магистрали через дроссель клапана КП2 и распределитель Р1. Клапан РК1 открывается. Клапаны РК3 и РК4 заперты.
Поток рабочей жидкости от шестеренного насоса через клапан РК5 объединен с потоком плунжерного насоса и далее через клапан РК1 поступает в поршневую полость гидроцилиндра. Ползун пресса П6332 движется вниз, вытесняемая рабочая жидкость из штоковой полости гидроцилиндра, открывая клапан РК3, поступает в насосную магистраль, т.е. происходит перелив рабочей жидкости из штоковой полости цилиндра в поршневую, чем обеспечивается высокая скорость холостого хода вниз.
Технологическая нагрузка приводит к возрастанию давления в поршневой полости и насосной магистрали. При достижении давления величины настройки клапана КП1, последний открывается, пропуская рабочую жидкость из штоковой полости гидроцилиндра на слив. Клапан РК3 закрывается. Скорость движения ползуна замедляется. Осуществился переход с режима холостого хода на режим рабочего хода.
При величине давления в поршневой полости 4МПа, открывается клапан КП3, и поток рабочей жидкости от шестеренного насоса поступает на слив. Клапан РК5 закрывается. Движение ползуна осуществляется от потока только одного насоса. При дальнейшем возрастании давления регулятор мощности радиально-плунжерного насоса автоматически снижает подачу рабочей жидкости, обеспечивая постоянство потребляемой мощности. При номинальной величине давления подача насоса, а, следовательно, и скорость ползуна минимальная.
Номинальная величина давления ограничивается настройкой предохранительного клапана КП2. Возвратный ход ползуна осуществляется перемещением рукоятки регулятора Р2 вверх. При этом конечный выключатель ВК4 дает команду на отключение электромагнита УА2 и включение электромагнита УА1.
Надклапанные полости клапанов РК2, РК3 и РК4 через распределитель Р1 соединяются со сливом, а надклапанная полость клапана РК1 через распределитель Р1 и дроссель в клапане КП2 с насосной магистралью. Клапаны РК2. РК3, РК4 открываются, а калан РК1 закрывается. Рабочая дикость от обоих насосов через клапан РК3 поступает в штоковую полость гидроцилиндра, а из поршневой полости, через клапаны РК2 и РК4 поступает на слив. Ползун пресса П6332Б движется вверх. В верхнем положении ползуна конечный выключатель ВК1 дает команду на отключение электромагнита УА1. Золотник распределителя Р1 выводится в нейтральное положение, ползун пресса останавливается. Масло от обоих насосов через клапан КП2 поступает на слив.
Порядок работы пресса П6332
- Для удаления влаги из изоляции обмоток электродвигателя и проводов пресс П6332 следует продержать не менее трех суток в сухом помещении.
- С обработанных поверхностей пресса П6332 удалить антикоррозийное покрытие, тщательно промыть их уайтспиритом, обтереть ветошью и смазать тонким слоем масла.
- Через заливные отверстия с фильтром залить масло до верхнего глазка маслоуказателя.
- Ползун пресса П6332 освободить.
- Фиксирующий стержень передвинуть в положение, не препятствующее свободному ходу кронштейна ползуна.
- Подсоединить пресс П6332 к электросети, предварительно заземлив его.
- Кратковременным включением электродвигателя продолжительностью включения 1-2 сек. проверить направление вращения (направление вращения электродвигателя должно быть правым то есть, если смотреть на электродвигатель сверху, по часовой стрелке).
- Многократным кратким по 2-3 сек. включением электродвигателя вхолостую прокрутить насос гидроагрегата в течение трех мин;
- Сделать 10-20 холостых ходов ползуна (убедиться в четкой остановке ползуна в верхнем и нижнем положениях).
- Остановить двигатель в верхнем положении ползуна, долить масло в бак до верхнего глазка маслоуказателя.
- Установить на стол жесткую проставку, проверить давление в рабочем цилиндре (величина давления равняется номинальной величине по паспорту пресса П6332), после чего разрешается работа под нагрузкой.
Пресс гидравлический одностоечный П6324Б

Видео-обзоры "Пресс гидравлический одностоечный П6324Б"
Назначение П6324.01
Пресс гидравлический одностоечный П6324Б предназначен для выполнения широкого круга работ: запрессовки-выпрессовки, прошивки, калибровки, правки, листовой штамповки без глубокой вытяжки. Прессы П6324Б могут применяться как в производственных, так и в ремонтных подразделениях и мастерских. Пресс имеет возможность встраивания в автоматические линии и комплексы. По особому заказу прессы П6324Б могут оснащаться правильным столом и оснасткой.
Пресс гидравлический одностоечный без гидроподушки П6324Б предназначен для выполнения широкого круга работ: запрессовки - выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324Б, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка - при оснащении правильным инструментом и правильным столом;
- точная правка - при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324Б, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 - механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр - поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Конструкция прессов позволяет встраивать их в автоматические линии.
Габаритные размеры пресса П6324Б
Перечень составных частей пресса П6324Б
- Станина, сваренная из стальных листов
- Гидроагрегат
- Рабочий цилиндр
- Клапан наполнения
- Бак наполнения
- Ползун
- Кронштейн с флажком для переключения конечных выключателей
- Электрооборудование
- Ящик управления с кнопочной панелью
- Пульты двухкнопочного управления
- Рукоятки рычажного управления
- Трубопровод, соединяющий гидроагрегат с цилиндром и манометром
- Змеевик маслоохладителя
- Узлы фотозащиты для блокировки движения
Технические характеристики П6324Б
Усилие пресса номинальное, кН
Максимальное расстояние между столом и ползуном, мм
Размеры стола, мм
Расстояние от оси штока до станины, мм
Скорость ползуна, мм/с
При холостом ходе
при рабочем ходе
при возвратном ходе
Тип системы управления
Мощность привода, кВт
Габаритные размеры (без правильного стола), мм
Масса П6324.01 пресса, кг
Стандартная комплектация П6324
- Пресс в сборе.
- Электрошкаф (утсановлен на станине пресса).
- Гидроагрегат (установлен в статине пресса).
- Металлическое ограждение рабочей зоны.
- Механизм конечных выключателей рабочих органов пресса.
- Комплект технической документации (паспорт и руководство по эксплуатации).
- Декларация соответствия ТР ТС.
- Паспорта (формуляры) на комплектующее оборудование и КИП на русском языке.
- Комплект ЗиП.
- Каталог запасных частей на русском языке.
Дополнительные опции П6324
- Фотозащита рабочей зоны.
- Гидроподушка.
- Правильный стол.
Устройство, схема работы П6324
Пресс гидравлический П6324
Пресс П6324 с бойком, правильным столом и правильной оснасткой
Комплект поставки пресса П6324
Работа пресса П6324
Пресс П6324 состоит из показанных на основных узлов:
- станина;
- цилиндр с ползуном;
- система управления с механизмом конечных выключателей и пультом двурукого управления;
- гидроагрегат;
- электрошкаф с кнопочной панелью и манометрами;
- электрооборудование;
- фотозащита.
Станина 1 является базовым узлом крепления основных составных частей агрегата. Её сварная конструкция имеет верхнюю и нижнюю консоли и вертикальную стойку, в средней части проема которой имеется емкость для масла.
гидроагрегат пресса П6324
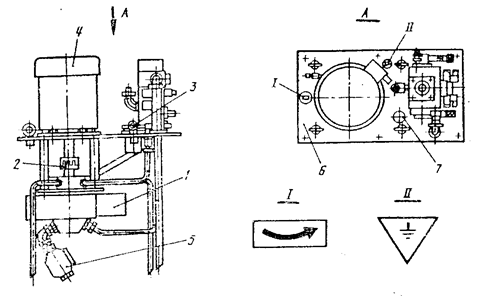
На верхней раме емкости устанавливается гидроагрегат 2 (рис. 3), включающий в себя насос 1, приводимый во вращение электродвигателем 4, и гидроблок 3 с регулирующей и контрольно-распределительной гидроаппаратурой.
Конструктивно узел располагается в средней части проема станины пресса П6324, накрывая выполненную в станине емкость для рабочей жидкости. Насос, электродвигатель и гидроблок размещены на стальной сварной крышке 6. Передача крутящего момента от электродвигателя к насосу осуществляется при помощи муфты 2 с упругой звездочкой.
Принятая компоновка гидроагрегата обеспечивает при его монтаже на пресс П6324 погружение насоса в рабочую жидкость, способствует понижению уровня шума при работе пресса П6324 и повышает безопасность работы. Для фильтрации масла при работе гидросистемы на всасывающем трубопроводе насоса имеется приемный фильтр 5.
В гидроагрегате пресса П6324 используется регулируемый радиально-поршневой насос, состоящий из поршневого насоса высокого давления переменной подачи, вспомогательного насоса низкого давления и механизма регулирования подачи.
Гидроблок пресса П6324, состоящий из двух состыкованных между собой стальных корпусов с каналами и гнездами для монтажа гидроаппаратуры, предназначен для распределения и регулирования потока рабочей жидкости и предохранения гидросистемы от перегрузок.
В верхней консоли закреплен цилиндр 3. Специальными винтами цилиндр выставляется для получения соответствующих норм точности. На верхнем его торце установлен клапан наполнения 4, с которым соединен бак наполнения 5.
К нижнему торцу штока цилиндра крепится ползун, с направляющей планкой на станине, предотвращающей поворот ползуна со штоком вокруг вертикальной оси. Слева на ползуне закреплен кронштейн 7 для взаимодействия с конечными выключателями.
С правой стороны на стойке пресса П6324 закреплен электрошкаф 8 с кнопочной панелью и манометрами. Внутри шкафа и на станине пресса пП6324 размещено электрооборудование 9.
Нижняя консоль пресса П6324 служит столом для установки инструмента или правильного стола, на который может быть установлено приспособление для правки.
На передней части нижней консоли закреплены с возможностью регулировки пульты двухкнопочного управления 10, а справа рукоятка рычажного управления 11.
Узлы рычажного управления и трубопровод 12, соединяющие гидроагрегат с цилиндром и манометрами, размещены внутри станины.
В нижней части станины для рабочей жидкости установлен змеевик – маслоохладитель 13.
Узел фотозащиты 14 пресса П6324 состоит из двух кронштейнов и двух стальных решеток, закрепленных на боковых листах станины и служит для ограждения рабочей зоны и дополнительной защиты обслуживающего персонала. На передних кронштейнах установлены два осветителя и два светоприемника. При включенной фотозащите пересечение световых лучей в наладочном режиме обеспечивает останов ползуна при ходе вниз, при кнопочном полуавтоматическом и автоматическом режимах управления - включает возвратный ход ползуна и останов его в исходном положении.
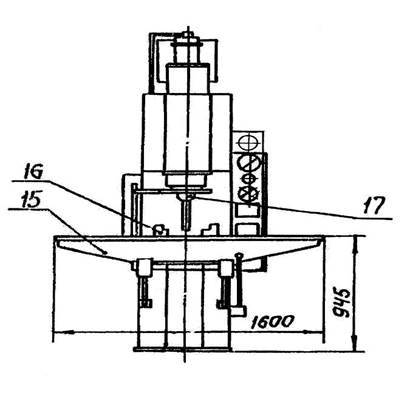
С прессом П6324 по особому заказу и отдельную плату поставляется правильный стол и правильная оснастка (тележки 16, боек 17).
органы управления прессом П6324
- Вводный выключатель
- Лампочки «Сеть включена»
- Кнопка «Пуск двигателя»
- Кнопка «Стоп двигателя»
- Кнопка «Стоп авторабота»
- Лампочка «Масло перегрето»
- Кнопка аварийного подъема штока
- Управление от рукоятки
- Ручки регулировки хода ползуна
- Манометр давления в поршневой полости цилиндра
- Регулятор усилия (давления) цилиндра
- Манометр шестеренного насоса (устанавливается заказчиком при наличии узла механизации)
- Реле времени
- Манометрический термометр для контроля температуры масла в емкости станины
- Кнопка «Общий стоп»
Механизм управления прессом П6324
На ползуне пресса П6324 закреплен кронштейн с флажком-экраном Т, который взаимодействует с конечными выключателями SQ1, SQ2, SQ3, SQ4. Рукоятка ручного управления 4 через тягу 5, рычаг 6, тягу 7 присоединяется к шарнирно-закрепленной на станине планке 8, которая входит в прорезь хвостика золотника 9 дросселя 17.
Дроссель крепится к станине болтами, золотник подпружинен регулируемой пружиной 10. На золотнике закреплен кронштейн с флажком 11, который взаимодействует с конечным выключателем SQ 6. Упоры 12 ограничивают ход рукоятки 4.
Совместно с системой управления работают бак наполнения 21, клапан наполнения 22 и гидроагрегат. Подвод рабочей жидкости осуществляется в поршневую 14, форсирующую 15 и штоковую 16 полости цилиндра.
На прессе П6324 предусмотрены следующие режимы работы:
- наладочный режим (ручное управление от рукоятки);
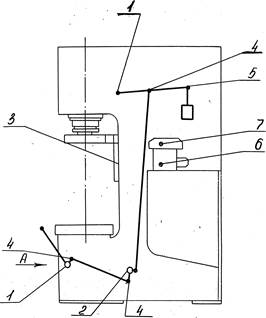
Порядок установки пресса П6324
Схема зачаливания пресса П6324
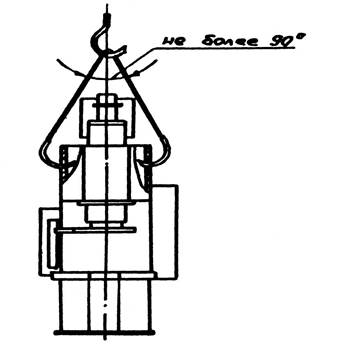
Подъем, опускание и транспортирование пресса П6324 следует производить плавно, без резких рывков и толчков строго согласно схеме зачаливания. Зачаливание тросов за выступающие части пресса П6324 не допускается.
Расконсервация и монтаж пресса П6324
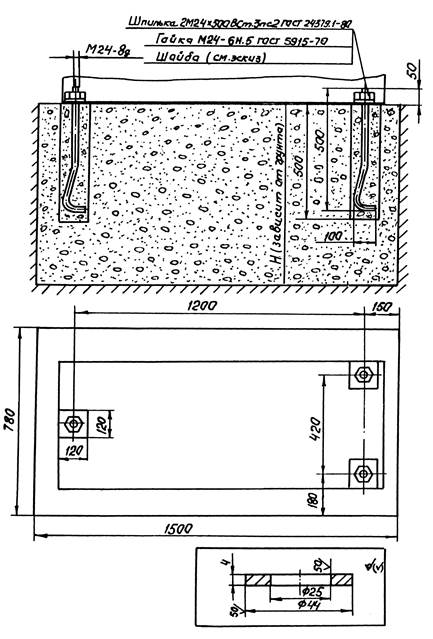
Фундамент под пресс П6324
Перед установкой пресса П6324 на фундамент его необходимо расконсервировать:
- удалить антикоррозионное покрытие,
- тщательно промыть обработанные поверхности бензином и
- обтереть пресс П6324 ветошью.
Фундамент под пресс П6324 следует подготовить заранее, залив фундаментные болты раствором.
Установка требует закладки под основание пресса клиньев и подкладки, и при помощи которых агрегат выставляется по уровню горизонтальности стола в двух взаимно перпендикулярных направлениях (допускаемое отклонение 0,2 мм/м), после чего гайки фундаментных болтов затягиваются и под основание пресса подливается цементный раствор.
Подготовка и первоначальный пуск пресса пресса П6324
Подготовка пресса пресса П6324
- для удаления влаги из изоляции обмоток электродвигателя и проводов пресс П6324 продержать не менее 3-х суток в сухом помещении;
- расконсервированные обработанные поверхности пресса П6324 покрыть тонким слоем смазки;
- через заливное отверстие с фильтром заполнить бак маслом;
- подключить пресс П6324 к общей системе заземления;
- установить на стол пресса проставку высотой не менее закрытой высоты пресса,
- подсоединить маслоохладитель к водопроводной сети;
- соединить вентиль марки Т5КЧ388Р1СВМ с патрубком подвода охлаждающей воды, а электровыводы на вентиле с контактами в электрошкафу;
- убедившись, что все приборы электрооборудования на прессе установлены в положение "Выключено", соединить пресс с общей системой энергопитания.
Первоначальный (пробный) пуск пресса П6324
При первом включении электродвигателя проверить правильность направления вращения его вала.
ВНИМАНИЕ! Направление вращения вала двигателя - правое со стороны противоположной приводному концу вала (по часовой стрелке со стороны крыльчатки).
Последовательность пуска пресса П6324:
- многократным кратким включением электродвигателя продолжительностью включения 2-3сек. вхолостую прокрутить насос гидроагрегата (продолжительность прокручивания 3 мин.);
- для удаления из гидросистемы воздуха сделать 10-20 холостых ходов ползуна;
- убедиться в четкой остановке ползуна в конечных положениях (верхнем и нижнем);
- остановить двигатель в верхнем положении ползуна, долить масло в бак до верхнего глазка маслоуказателя;
- установить на стол жесткую проставку, нажимая ползуном на проставку, проверить давление в рабочем цилиндре.
После этого разрешается работа пресса П6324 под нагрузкой. К работе и обслуживанию пресса П6324 не разрешается допускать лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению агрегатом.
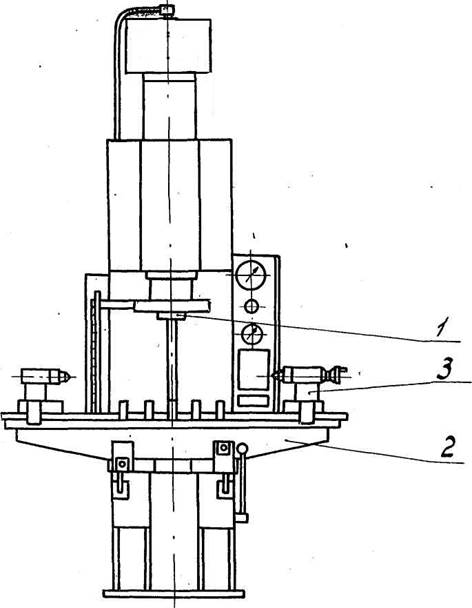
Пресс гидравлический правильный: назначение
В целом ряде технологических процессов связанных с обработкой крупногабаритных металлических заготовок возникает необходимость придания ей необходимого геометрического размера. В большей части случаев эта необходимость возникает в результате того, что при транспортировке заготовки она получила некоторую механическую деформацию. В некоторых случаях эти изменения происходят после проведения с данной заготовкой операции термической обработки. Для устранения этого дефекта на крупных машиностроительных предприятиях, как правило, применяются гидравлические прессы с соответствующей оснасткой.

Основные элементы конструкции гидравлического правильного пресса
Так в частности к наиболее распространённым гидравлическим прессам относятся конструкции, развивающие рабочее усилие от 100 до 400 тонн и состоящие из силовой чугунной станины, которая воспринимает основное усилие от рабочего органа пресса. Так же к рабочим элементам пресса относится рабочий стол и гидравлическая установка, предназначенная как для подачи масла к рабочим органам, так и создания необходимого давления при помощи масляных насосов.
При этом на стол пресса устанавливается так называемая тележка правильного устройства, которая позволяет перемещать заготовку под место проведения изгиба. Так же рабочий стол гидравлического правильного пресса оснащён так называемыми «крыльями», которые позволяют для выполнения операции правки, устанавливать металлические заготовки большой длинны. В среднем «крылья» на средних гидравлических прессах позволяют осуществлять правку металлических заготовок длинной, до шести метров.
Основной процесс правки металлической заготовки производится на трёх так называемых правильных призмах. Две, из которых являются опорными и устанавливаются на рабочем столе. На них и устанавливается металлическая заготовка. Третья же призма устанавливается на гидроцилиндре самого пресса, который и передаёт необходимое усилие к металлической заготовке. При этом механизм его крепления к рабочему цилиндру с помощью специального шарнирного подвеса, который позволяет осуществлять «самоцентрирование» призмы в момент передачи рабочего усилия.
Одной из основных промежуточных операций, выполняемых на гидравлическом правильном прессе, является выполнение измерений геометрических параметров металлической заготовки, которая подвергается правке. На большинстве современных правильных гидравлических прессов применяются не механические средства измерения, как требуемого угла прогиба, так и основных показателей общей геометрии. На современных гидравлических правочных прессах применяются лазерные «линейки», которые позволяют в автоматическом режиме получать основные параметры выполняемого процесса правки.
Измерения выполняются в постоянном режиме и полученные данные выводятся на пульт управления гидравлическим прессом, что позволяет оператору оперативно влиять на процесс правки металлической заготовки. В общих параметрах подобного рода измерительные системы позволяют выполнять измерения заготовок длинной от 4 до 8 метров и диаметром до 400 миллиметров. С учётом этого современные гидравлические правочные прессы позволяют осуществлять довольно широкий спектр необходимых операций по правке практически любых востребованных в промышленности металлических заготовок.
Читайте также: