Поворотный стол 630 мм
Обновлено: 19.05.2024
ОВ, BR, EM, EPC, FC, LME, PCA, SG, SLM, TK, EC
Патроны токарные
БелТАПАЗ, БЗСП, BISON-BIAL и запчасти
Муфты электромагнитные
Э11М, Э1ТМ, ЭМ, ЭТМ, KLDO, EKR, VEP и другие, ЭМЩ щётки и щёткодержатели
Люнеты для токарных станков
К станкам 16А20, 16К20, 16М30, 1К62, 1М63, 1М65 и др.
Тиски
станочные и слесарные
Столы поворотные
HUT, Микротех, BISON, 3Е70, 3Д70, G, KRS, PSP, 7204, 7400, HV, OS, OSN, TSL, TS, 2400, СК, СП, СУ, TSK,
Опоры качения
ЛОК, РС, Р88, РОД, РОНА
Револьверные.
УГ, DUPLOMATIC BSV-N200, ВТР
Опоры клиновые
Суппорты СУТ
на токарные станки
Гайки ШВП
Шарико-винтовые передачи к станкам
Муфты-тормоз
Запасные части к муфтам-тормоз
Педали электрические
PDA, PDKA, PD, PDM, PDNS, PDKS, ПЭ, PDABT, PDABE
Головки делительные
5010, 5020, 5023, 5024, 5026, 5027, BS, DH, УДГ, BISON 5821, 5822, 5824, 5843, 5901, 5911
Головки долбёжные, фрезерные
Коробки передач и скоростей
Плиты поверочные и разметочные
Головки электромеханические
Магнитные приспособления
плиты, столы, патроны
Приспособления для правки.
3Е70.П01, 3Д70.П43, 3Е70.П32, 3Е70.П35
Модульные системы подачи СОЖ
Буксируемые гибкие.
Защитные ограждения для.
Запчасти для станков
Ножи для гильотины
Светильники станочные
ИКП, ЛКП, НКП, AL, ALM, LED
Переключатели
Датчики и преобразователи
Счётчики
Гидромоторы
Г15-, Г16-, 310, МН, МРФ
Гидрораспределители
ВЕХ16, РММ6 , ВЕ-43, Г71-3, 1РЕ6, ВЕ6
Гидростанции
СВ-М1, СВ-М5, Г48, Г46
Гидроцилиндры
Делители расхода
Переключатели манометров
Гидровентили
Питатели смазочные
2-хх00, ilkomatic 01, ilkomatic 02, импульсные, М, МГО, МИ, МО, МХ
Блоки дроссельные БДИ
Гидрозамки
Гидроклапаны
МКГВ, КГВ, АГ52, АГ54, БГ52, БГ54, ВГ54, Г52, Г54,
Насосы
НА, РНА, РНАМ, РНАП, РНАС, НАД, НАПР, НАРФ, РНАМ, Г12, НПА, НПЛ, П
Регуляторы расхода, дроссели
Г55, ПГ55, МПГ55, МПГ55-1М (трехлинейные), МПГ55-2М, МПГ55-3М, ПГ-62 (двухлинейные), МПГ55-3М
Станции смазочные СДР
Фильтрующее оборудование
ФГМ, РЕГОТМАС, НГ16, АС42–5, ВС42–5, С42–54А, всасывающие сетчатые, щелевые, сапуны, П-МК, П-ФВ, Г-41
Гидродроссели
Г77, ДК, ДКМ, ДР, МДО, КВМК, МДКМ
Гидропанели
Гидроусилители
Сепараторы магнитные
ФММ, ОРША-СМ50, Х43
Пневмораспределители
В76, В78, 3Р-6, 5Р-6, В63-11А, В79-11А, В74-21А, В71, В72, У712А, В64-1А (-2А; -3А), П-Р13, 5Р-6-36х-3, А2, А3, А4, КТ, В71, В72,П-РК3.1 (П-РК3.2, П-РК3.3, П-РК3.4, П-РК3.5, П-РК3.6, П-РК3.7), П-РЭ 3/2,5, П-ЭПР, ПЭК
Уравновешиватели.
21-ххх, 31-ххх, 52-ххх
Пневмоклапаны
П-РК (П-КР), КВР, КВЭ, КВМ, КН-2М, ПО
Пневмодроссели
ПД, П-ДМ, П-ДК, П-ДГ, RFO
Маслораспылители
CAMOZZI, МХ, МС, П-МК06, 121, ПМ, В44
Головки воздухоподводящие
Блок подготовки сжатого.
MFRL, БК, ПБ, П-ФРК
Пневмоцилиндры
ЦПВ, CAMOZZI, ISO, PHSA, AF, CF, DF, HF, ПЦВ
Аксессуары & Запасные.
Запчасти к пневмоцилиндрам, ремкомплекты к пневмораспределителям
Гидравлические масла Mobil.
Esso Nuto, Esso Univis, Mobil DTE&Excel, Mobil EAL, Mobil QUINTOLUBRIC, Mobil Hydrofluid, Mobil Pyrotec, Mobil SHC .
Компрессорные масла
Esso Kompressor Kuehloel 46, Vakuumpumpenoel 100 Plus, Exxcolub, Mobil Gas Compressor Oil.
Консервационные масла
Mobilarma 524, Mobilarma MT, Rust-Ban 326, Rust-Ban 335, Rust-Ban 393
Масла для.
Mobil DTE РМ, SHC PM, Teresstic N220
Масла для газовых двигателей
Mobil Pegasus 1005, Mobil SHC Pegasus, Mobil Pegasus 1, Mobil Pegasus 610, Mobil Pegasus 705.
Масла для пищевой.
Mobil DTE FM, Mobil SHC Cibus
Масла для пневматического.
Mobil Almo 500, Mobil Almo 500
Масла для проката металла
Esso Wyrol, Prosol NT 70, Wyrol HS22
Масла для судовых двигателей
Mobilgard M330, M430, M340, M440, 300, 570, ADL, HSD
Масла для текстильного.
Esso Knitting Oil, Esso Knitting Oil 32, Esso Knitting Oil, ESSO Millcot K
Масла для холодильного.
Esso Zerice, Gargoyle Arctic 155, С Heavy, Mobil EAL Arctic 22CC, Mobil EAL Arctic, Mobil Gargoyle Arctic SHC 200, Mobil Gargoyle Arctic SHC 400, Zerice S
Масла-разделители форм
Mobil Formrex 7610
Масла-теплоносители
Масло для цепи бензопилы
Mobil Pyrolube 830, Chain Saw Oil mineral
Масла для направляющих.
Esso Febis K, Mobil Vacuoline 1400
Редукторные масла Mobil
Mobil SHC Gear, Mobil Glygoyle, Mobilgear 600, Mobilgear 600 XP, Mobilgear SHC XMP, Mobilgear XМP, Mobiltac 375 NC, Esso Spartan EP
Смазочно-охлаждающие.
Mobil Cutrex 734, Mobilcut 151, Mobilcut 231, Mobilcut 251, Evaporative Fluid 2002, Mobil Kutwell 42, Mobilcut 122, Mobilcut 141, Mobilcut 321, Mobilcut ESC, Mobilmet 446, Mornop 55, Mobil Vacmul EDM 2, Mobil Vacmul EDM 3, Vacmul G 13
Специальные масла
Масло Flexon 876, Marcol 52, 82, 152, Whiterex E 334
Трансформаторные масла
Mobilect 35, Mobilect 44
Турбинные масла Mobil
Teresstic GT 32, 46, Teresstic T 32-100
Цилиндровые масла
Esso Cylesstic, Mobil
Циркуляционные масла
Faxam 32, Esso Nuto 150-460, Mobil DTE Oil Double Letter, Mobil Glygoyle, Mobil SHC 600, Mobil Vacuoline 100, Mobil Vacuoline 500
Шпиндельные масла
Mobil Velocite Oil Numbered
Трансмиссионные масла Mobil
Mobil ATF, Mobilfluid, Mobiltrans MBT, SHC, Mobilube 1 SHC, GX, HD, Syn LS,
Моторные масла Mobil
Mobil 1, Mobil Delvac, Mobil DTE, Mobil Extra, Mobil Super, Mobil Rust Preventative
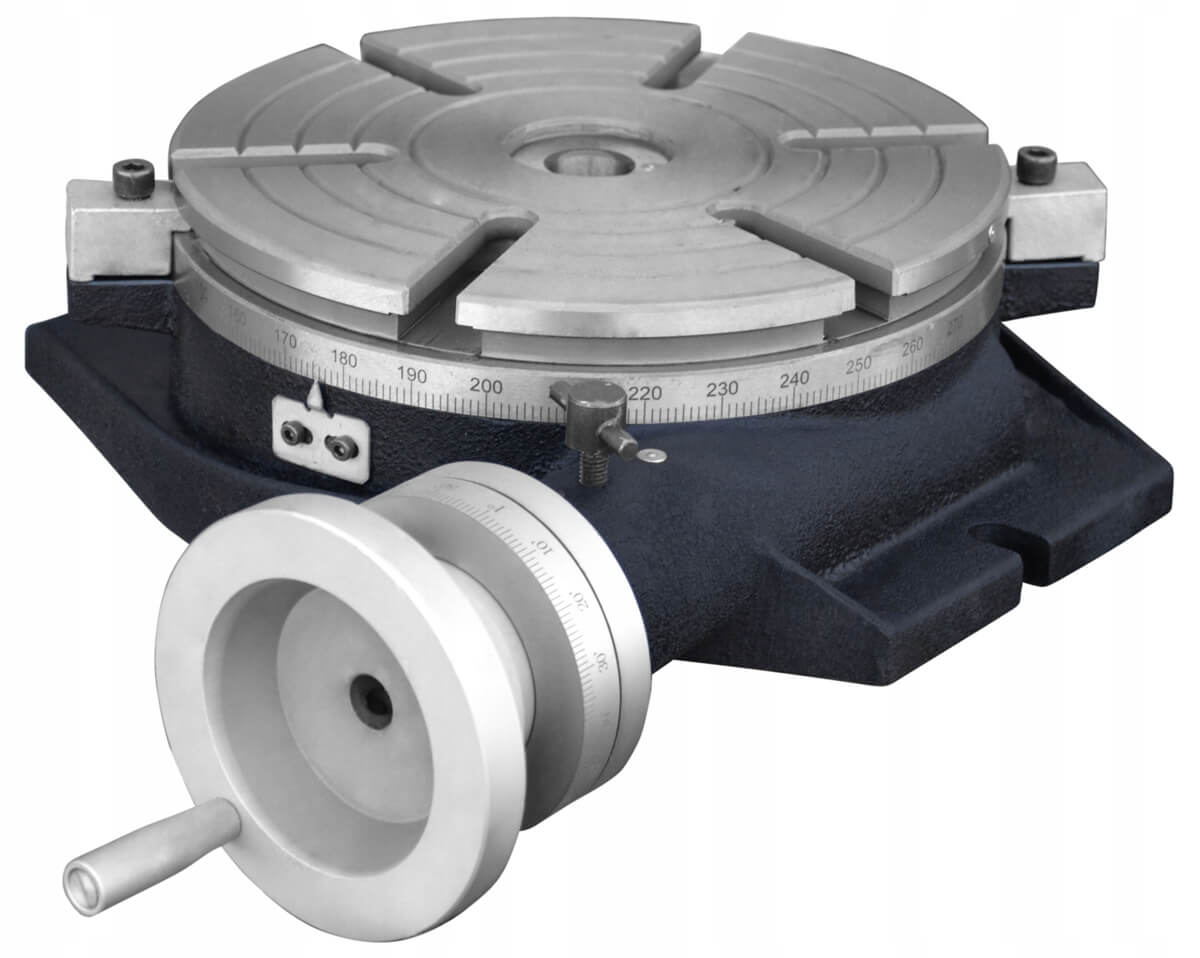
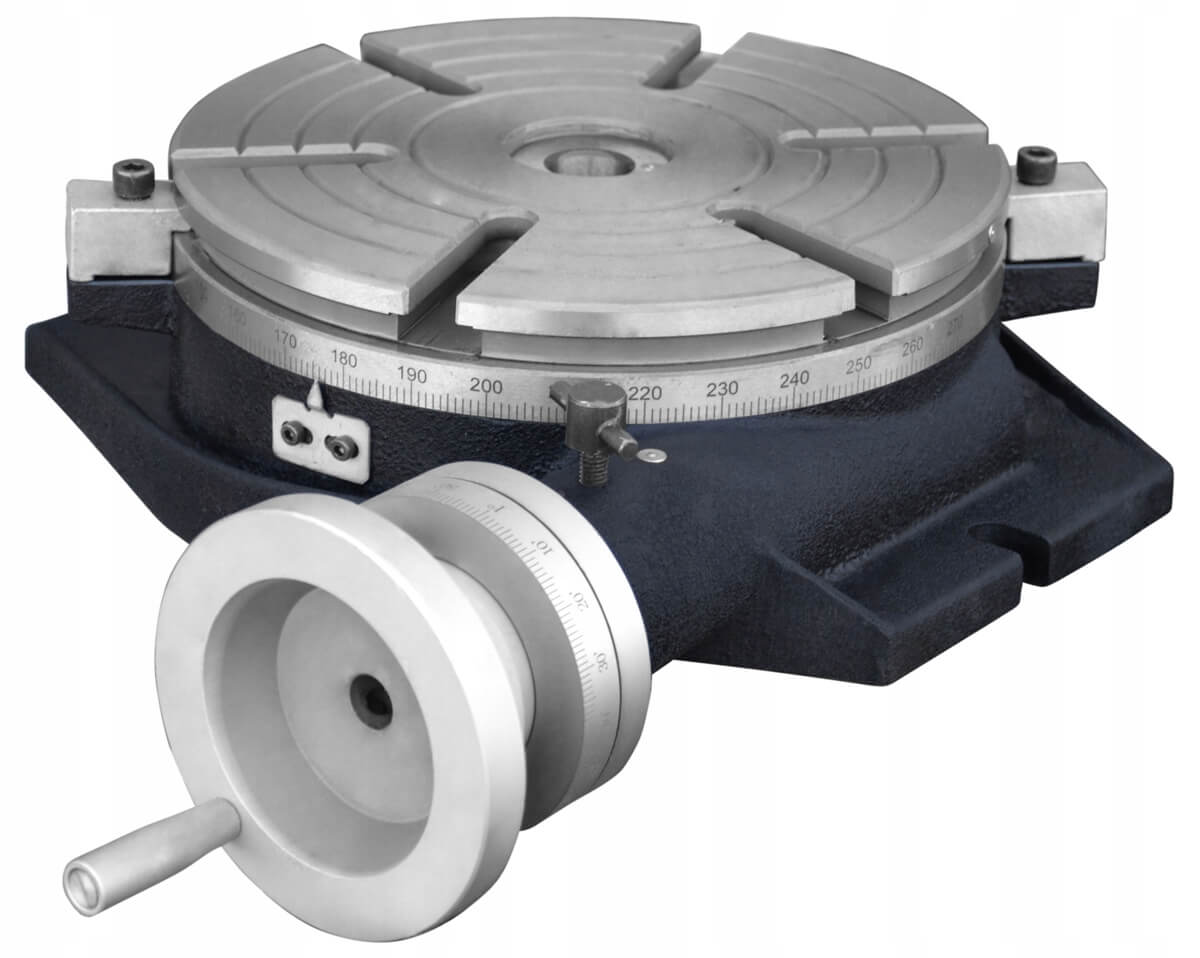
Поворотный стол 630 мм
Столы поворотные

Современное станочное оборудование наделено большим количеством функциональных возможностей. Однако станочный парк большинства предприятий еще включает станки, произведенные в советские времена. Они способны производить детали с большой точностью металлообработки, правда, по функциональности и, как следствие эффективности производства устаревшее оборудование существенно уступает современному. Решить проблему, а, следовательно, и «обучить» станки работать эффективнее, помогает дополнительная оснастка. Типичными представителями которой, являются поворотные столы станков.
Наиболее востребованным вариантом на рынке станочной оснастки принято считать поворотный стол для фрезерного станка. Закрепляемый на столе самого станка, он позволяет вращать заготовку параллельно оси шпинделя. Дополнительная ось вращения заготовки позволяет обрабатывать деталь с разных сторон, без переустановки, что расширяет возможности фрезерного станка и экономит полное время на производство детали.



_2021-02-08_10-56-22.jpg)
Типы поворотных столов
- одноосевые;
- двухосевые.
- винтовые канавки подающих винтов станочного оборудования, где требования к точности этой детали достаточно велики;
- обработку поверхностей под разными углами;
- сверловку отверстий в различных плоскостях, в том числе и под углом;
- детали сложной формы, например крыльчатку вентилятора.
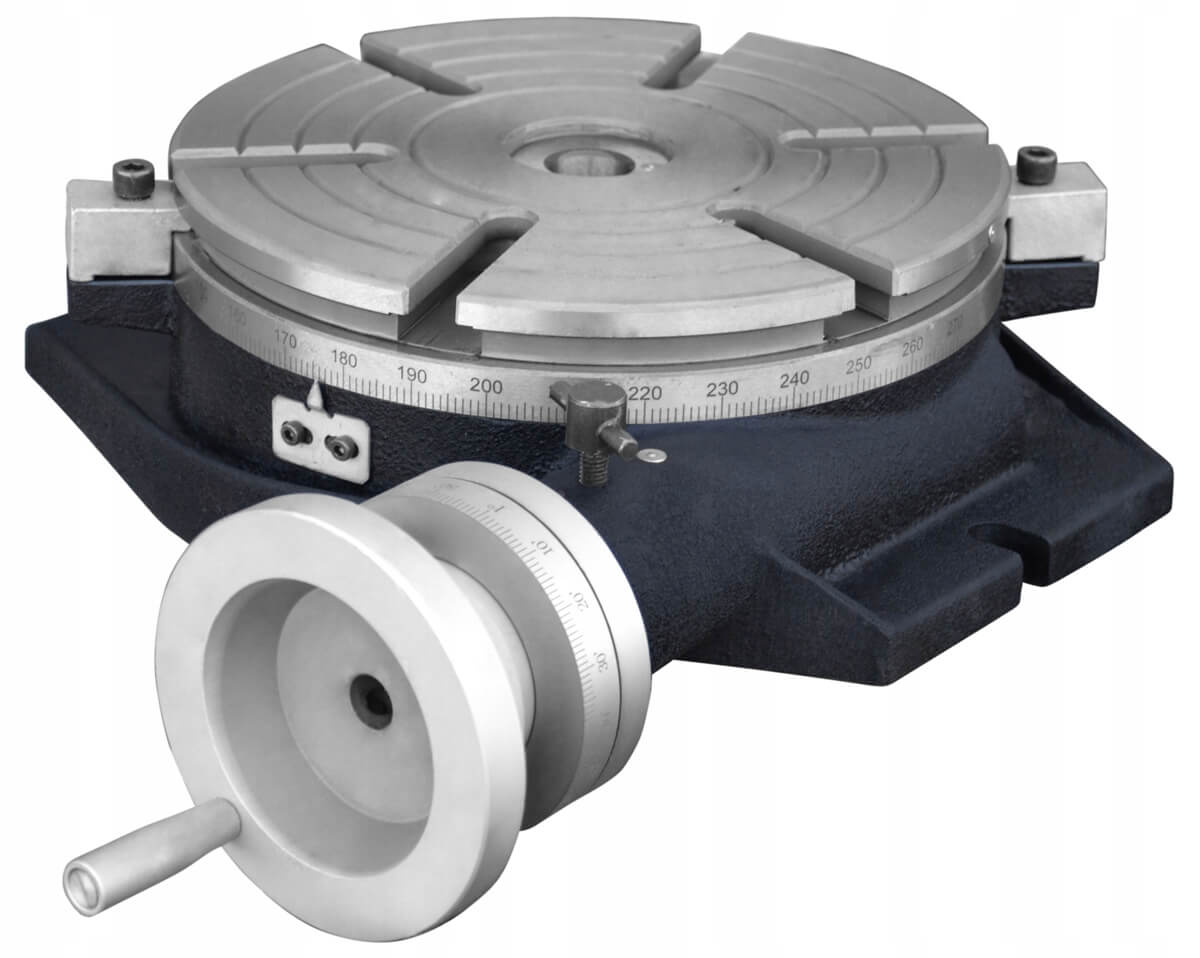
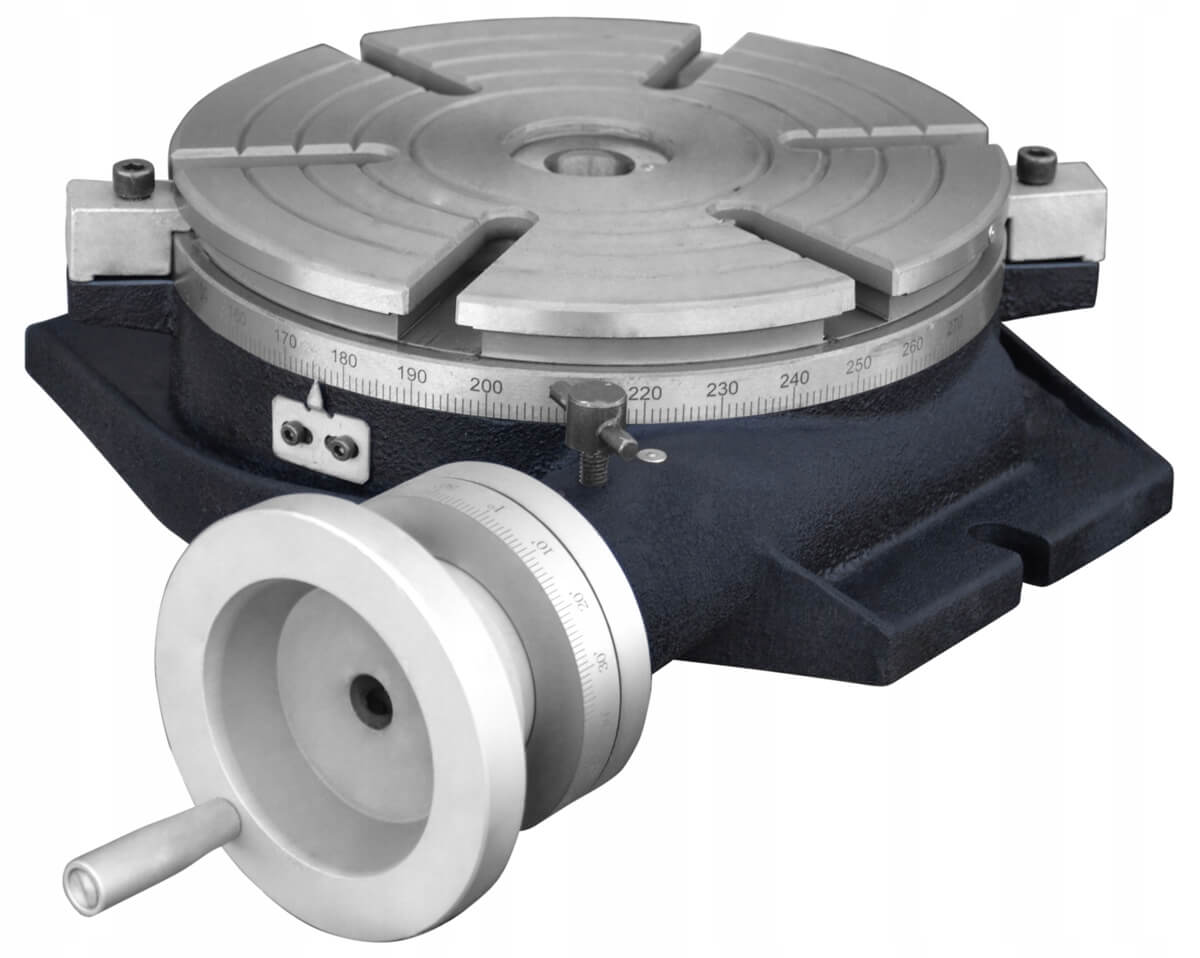
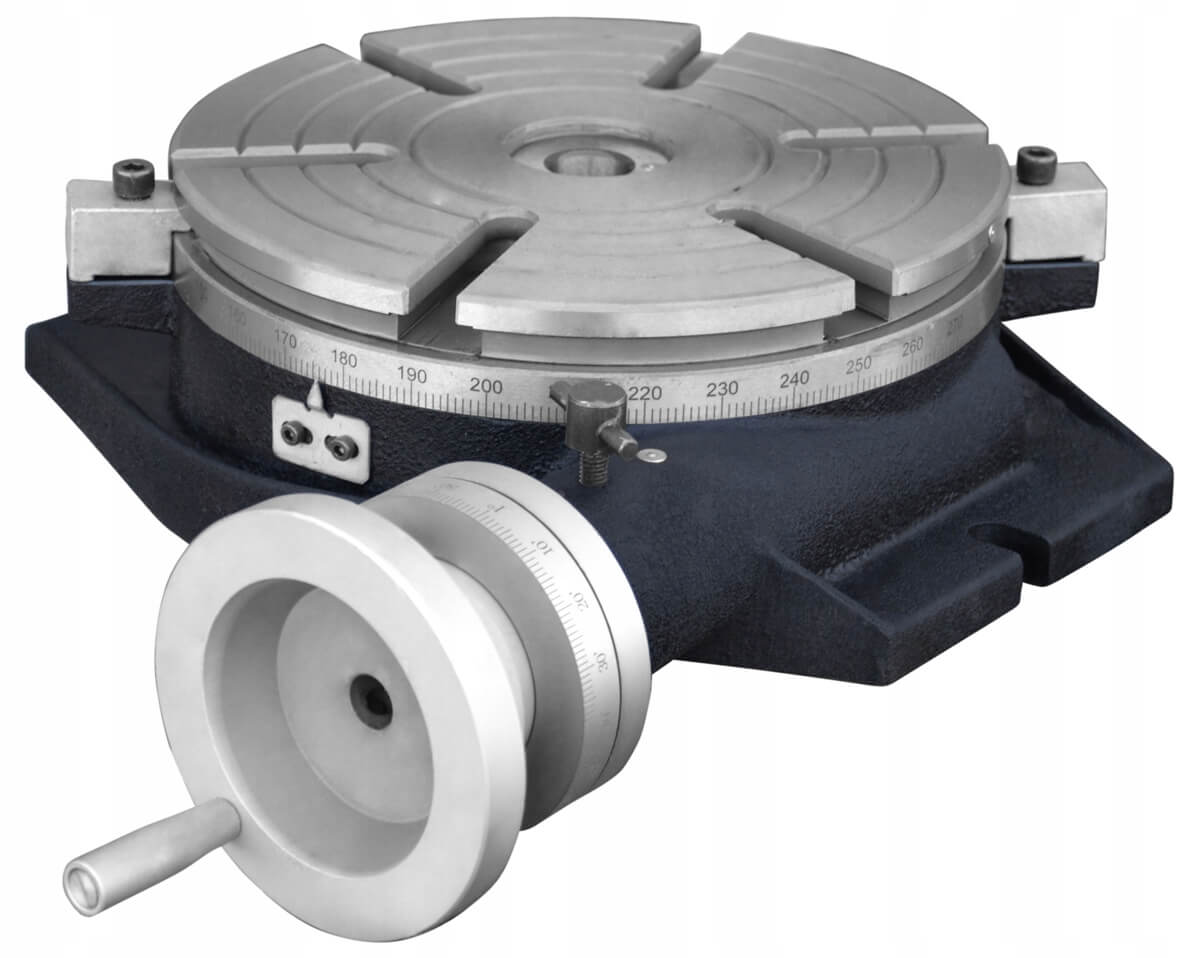
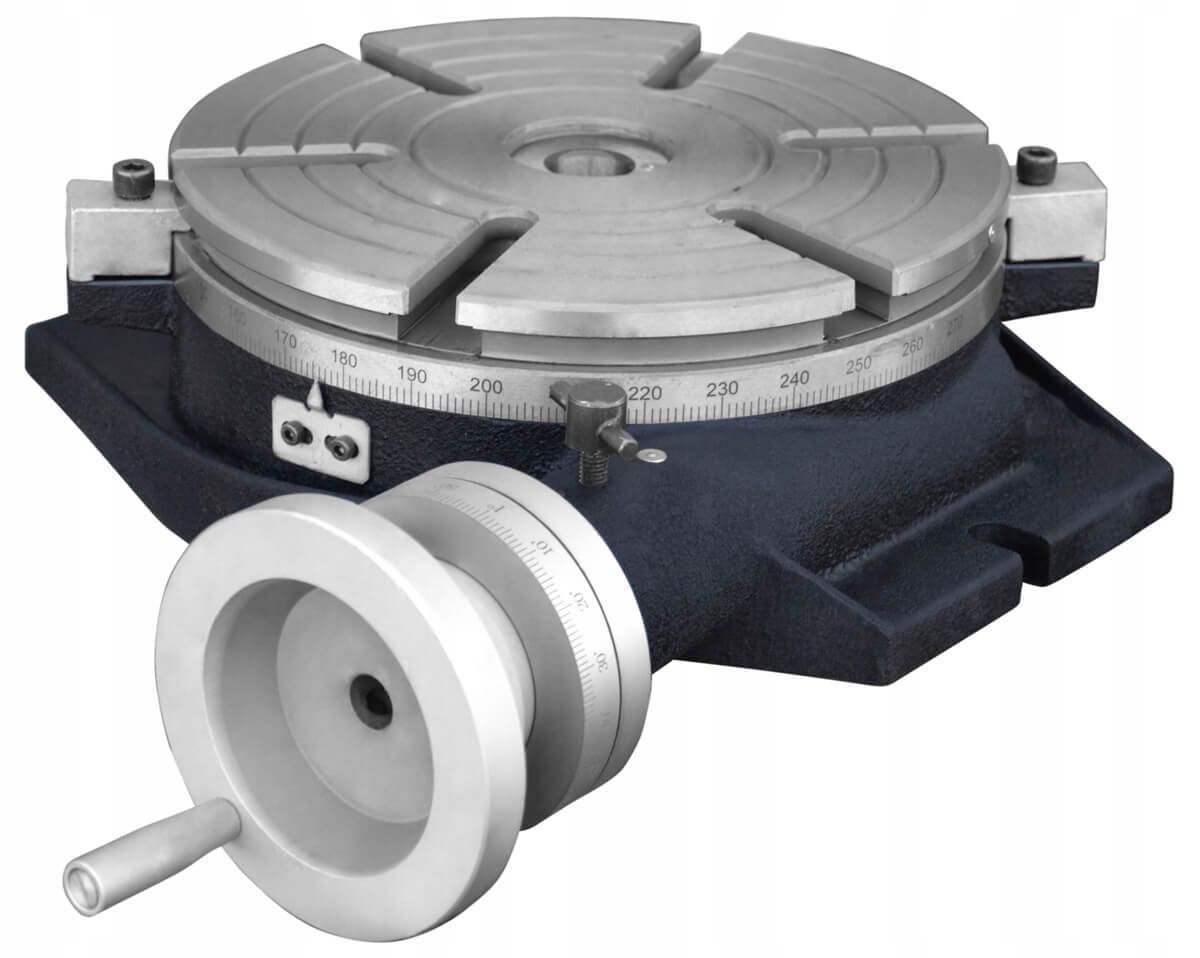
- основанием, оснащенным системой крепления к столу станка в зоне обработки, фактически основание представляет собой аналог станины;
- поворотная часть стола – планшайба с Т-образными пазами для фиксации заготовок;
- червячный механизм, обеспечивающий возможность точного перемещения заготовки.
Экономический аспект применения поворотных столов
- экономить рабочее время, требуемое для настройки оборудования;
- исключить временные затраты связанные с вспомогательными операциями (переустановка детали, перемещение ее между различными станками);
- сократить станочный парк за счет объединения ряда операций на одном станке;
- уменьшить потребность в лишних производственных площадях;
- снизить общую себестоимость путем экономии средств на оплате трудового времени и уменьшении энергетических затрат.
Поворотные столы нашего завода
Потребовался поворотный стол для станка? Купить его можно обратившись в отдел продаж Покровского завода станочного оборудования или через контакты на сайте компании. Мы являемся ведущими производителями станочного оборудования и комплектующих к станкам, в том числе давно снятых с производства. Отдавая предпочтение нам, Вы выбираете безукоризненное качество по доступной цене производителя.
Поворотный стол с ЧПУ с вертикальной осью вращения HHI-630x630F

1. Материал обрабатываемой детали/заготовки
А: Для обработки таких материалов как алюминий и медь, целесообразно выбрать серию AR (пневматический привод механизма фиксации).
В: Для обработки стали и чугуна, целесообразно выбрать серию HR (гидроприводом механизма фиксации) или серию HI (оснащенную встроенным хиртовым зацеплением, состоящим из 3 частей и гидроприводом механизма фиксации).
2. Требования к точности позиционирования при повороте обрабатываемой детали
А: Для сохранения точности позиционирования при повороте в пределах 20 сек. целесообразна серия AR (поворот стола на любой угол).
В: Для сохранения точности позиционирования при повороте в пределах 15 сек. целесообразна серия HR (поворот стола на любой угол).
С: Для сохранения точности позиционирования при повороте в пределах 10 сек. целесообразно оснащение стола датчиком угловых перемещений- энкодером, но это потребует дополнительных затрат. Если обработка происходит только при фиксированном (постоянном) угле, необходима серия HI (возможна фиксация с точностью ± 5 сек), однако серия HI не может быть использована для обработки при повороте стола, поскольку данная серия используется для обработки при фиксированном положении стола (дискретность поворота 1° или 5°).
3. Размер и форма обрабатываемой детали
А: Для детали круглого сечения целесообразно применение 3-х кулачкового гидравлического (ручного) патрона и задней бабки (в случае обработки длинной детали). При выборе 3-х кулачкового токарного патрона недопустимо превышение наружного диаметра патрона над диаметром планшайбы поворотного стола.
В: Для установки обрабатываемых деталей с плоской опорной поверхностью и одновременной установки для обработки нескольких деталей с плоской опорной поверхностью, целесообразно применение двух-опорного поворотного стола с установочной плитой, с горизонтальной осью вращения, управляемого ЧПУ с пневматической или гидравлической фиксацией.
Устанавливаемая деталь не должна выступать за габариты установочной плиты по ширине.
4. Предельно допустимая нагрузка
Не допускается превышение массы детали и приспособления, устанавливаемого на поворотном столе, а также превышение допустимых сил резания и крутящих моментов над параметрами, установленными производителем. То же относится и к параметрам рабочего стола станка, на котором установлен поворотный стол.
5. Предельно допустимые размеры поворотного стола и установленной обрабатываемой детали при установке на рабочий стол станка (перемещение по оси У)
Для применения поворотного стола с управлением ЧПУ, необходимо наличие соответствующей функции системы ЧПУ на обрабатывающем центре. Когда ось Y вертикально-фрезерного обрабатывающего центра находится в крайних положениях, необходимо проверить:
А: Расстояние между центральным пазом стола и металлической задвижной дверью станка, (допустимое расстояние 450 мм).
Расстояние между центральной линией поворотного стола и концом кожуха двигателя (не включая коробки для проводов)
В: Если расстояние В меньше расстояния А, то поворотный стол точно не столкнется с металлической задвижной дверью (напр/, 420 мм меньше 450 мм, таким образом правильно выбрать HR255-R). В противном случае необходимо применение поворотного стола с меньшими габаритами
6. Предельно допустимые размеры поворотного стола и установленной обрабатываемой детали при установке на рабочий стол станка (перемещение по оси X)
Габариты поворотного стола и установленной обрабатываемой детали не должны выступать более чем на 100 мм с каждой стороны за габариты длины рабочего стола станка. Напр/, при длине рабочего стола станка 950 мм, возможно применение двухопорного поворотного стола с установочной плитой модели HR255-N, задней бабки RTH-255 и установочной плиты длиной 700 мм размер Е на рисунке) для установки обрабатываемой детали. Длина основания поворотного стола составляет 1148 мм, т.е. превышение габаритов поворотного стола над габаритами рабочего стола станка всего 198 мм, что является допустимым.
7. Рекомендации по обработке поверхностей деталей, расположенных по углом
А: При необходимости выполнения обработки на 3-х координатном вертикально-фрезерном станке с ЧПУ поверхностей деталей, расположенных под углом, обычно рассматривается вариант применения наклонно-поворотного стола (4 и 5 оси) с ручным управлением. При этом точность позиционирования обрабатываемой детали относительно невелика, так как отсчет перемещений по наклонно-поворотным осям с ручным управлением ведется без применения точных цифровых систем отсчета. Кроме этого, механизм привода наклонно-поворотных осей с ручным управлением не обладает достаточной износоустойчивостью. Более эффективна в данном случае установка поворотного стола, управляемого ЧПУ (4 ось), на наклонную плиту (угол наклона соответствует углу обрабатываемой поверхности) изготавливаемой по заказу компанией TJR, данное решение экономически целесообразно.
В: В случае необходимости выполнения обработки на детали 2-х и более поверхностей с различными углами, целесообразно применение наклонно-поворотного стола (4-5 оси).
8. Замечания
При применении двухопорного поворотного стола с установочной плитой, необходимо обратить внимание, чтобы при повороте стола при работе станка в положении перпендикулярно колонне станка, размер А не превышал параметры рабочей зоны станка в этом направлении (проверка на отсутствие соударений при обработке детали, установленной на поворотном столе).
9. Требования к подготовке 3-х координатного вертикально-фрезерного станка с ЧПУ для установки поворотного стола
Система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси), а также возможность внесения в систему ЧПУ дополнительного программного обеспечения для работы станка с поворотным столом. Также должен быть предусмотрен усилитель сигнала системы ЧПУ. При изготовлении станка должны быть выполнены работы по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола, монтируемых внутри станины станка (с последующим подключением к контроллеру ЧПУ поворотного стола при установке поворотного стола на рабочий стол станка). Должно быть предусмотрено наличие пневматической или гидравлической системы в станке (или в составе устанавливаемого поворотного стола, в зависимости от конструкции устанавливаемого поворотного стола), обеспечивающей работу поворотного стола. Также необходимо наличие дополнительных кабельных соединений и их крепления к конструкции станка, расположенных на наружной поверхности станка. В случае отсутствия возможности системы ЧПУ станка обеспечивать управление 4 осью отдельного контроллера управления поворотным столом. В этом случае система ЧПУ станка должна иметь возможность задействования определенного количества свободных М-функций для управления поворотным столом. Однако такой контроллер ЧПУ управления поворотным столом не предусматривает одновременной работы поворотного стола и перемещения шпиндельной бабки с инструментом, позволяя выполнять поворот стола в заданное положение, его фиксацию и последующее выполнение работ по обработке детали связанное с перемещением инструмента по осям X, Y и Z станка
Читайте также: