Подстолье для фрезерного стола
Обновлено: 14.05.2024
В этом материале мы по шагам разберём, как сделать фрезерный стол самостоятельно. Такой стол может оснащаться ручным фрезером и циркулярной пилой. Будет полезен любому начинающему или профессиональному мастеру.
Фрезерный стол понадобится, если вы занимаетесь обработкой деревянных поверхностей. Покупные варианты не только стоят достаточно больших денег, но и не всегда подходят для небольшой мастерской. Самодельный пильно-фрезерный стол, который вы сможете изготовить самостоятельно по этой инструкции, выигрывает у них во всех отношениях - он более компактный, недорогой, а на его создание потребуется не более 3-х дней.
Ну а нашим верным помощником будет, конечно же раскладной верстак PROfessional.
Подготовка к работе
Для того, чтобы приступить к изготовлению фрезерного столика, соберите на рабочем месте всё необходимое. Вам понадобится базовый ручной инструмент, а также материал для столешницы и подстолья.
В качестве материала для столешницы рекомендуем использовать ламинированную фанеру толщиной 18мм. Она прочная и имеет гладкую поверхность – то что требуется для поверхности будущего стола. Подстолье можно изготовить из материалов попроще, подойдут и листы ДСП.
Также потребуется металлический лист с отверстием по центру. Он монтируется по центру столешницы и будет служить рабочим основанием для операций фрезерования на столе. Дополнительные приспособления и комплектующие, которые потребуются, мы укажем в ходе описания.
Этап первый: изготавливаем столешницу
Чтобы сам фрезер хорошо стал на основу, необходимо создать паз для его подошвы. В конце этого этапа мы соединим основу с самим фрезером и основная часть работы будет сделана.
Как сделать отверстие под ручной фрезер или циркулярную пилу:
Поставьте фрезер на столешницу по центру там, где предполагается его крепление и очертите контур его подошвы.
- Далее с помощью ручного фрезера по периметру необходимо выбрать четверть (под установку металлической пластины стола) и вырезать отверстие под сам фрезер для установки снизу.
- Далее устанавливаем в получившееся отверстие металлическую пластину и размечаем отверстия для её крепления
В получившиеся отверстия вкручиваем мебельные футорки (резьбовая гайка-муфта, втулка) – крепежный элемент, позволяющий сделать гнездо под стандартный металлический винт или шпильку в деревянной или пластиковой поверхности. Она выглядит как небольшая деталь цилиндрической формы с резьбовым отверстием и резьбой на внешней стороне.
"Фрезерные и пильные столы"

На данной странице Вашему вниманию предоставлены пластины, для разных моделей ручных фрезеров и ручных циркулярок. Максимальный диаметр отверстия в пластинах под фрезер,84 мм.
При покупке столешницы с пластиной, выравнивание пластины в плоскость столешницы, производится шпильками с шестигранной головкой (размер ключа шестигранного 2.5мм), которые расположены в вы фрезерованном окне под пластины, самой столешницы! Радиус скругления углов 8 мм.
Кольца-вставки сменные для фрезера, толщина 3 мм нержавейка, для установки в пластину с разным внутренним диаметром (под разный диаметр фрез). Внутренний диаметр колец: 10,20,30,40,50,60 мм.
При заказе в примечании указывать необходимый размер!
Стоимость за одно кольцо!
Пластина для фрезера Triton TRA001/СМТ/Elmos 18е
Размер 350х250, толщина 6 мм.(сборка из двух пластин) Нержавейка/сталь с гравировкой. Максимальный диаметр отверстия под фрезы - 84 мм. Общий объем(м3): 0.002
Пластина для фрезера Triton MOF001 (Малый Тритон)
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина, для фрезера Makita 2300(23001) с отверстием под микролифт , для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина, для фрезера Makita 3612 , для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера Хитачи М8V2.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Снята с производства!
Пластина для фрезера Makita PR 1110C, нержавейка верх,сталь низ,
для установки в столешницу фрезера.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Пластина для фрезера Хитачи М12V2.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера Bosch POF 1200 AE.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина, для фрезера Интерскол ФМ-32/1900Э,
для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
Максимальный диаметр отверстия под фрезы - 84 мм.
Пластина для Лобзика (с противоскольным вкладышем при выборе варианта с вкладышем)!
Нержавейка/сталь с гравировкой
для установки в столешницу с универсальным креплением лобзика(без сверления подошвы)!
Общий объем(м3): 0.002
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Пластина для фрезера Bosch POF 1400 ACE.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера -"Универсальная"
размер: 350х250 мм.,
без отверстий под крепления.
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
Имеется лазерная гравировка метрической линейки.
Точность линейки , согласно ГОСТ.
Максимальный диаметр отверстия под фрезы - 84 мм.
Пластина для фрезера Bosh GOF 1600CE Professional.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для Циркулярки Большая
Размер 340х440 мм.,
толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь СТ3.
С лазерной гравировкой линейки.
Общий объем(м3): 0.003
Под Заказ!
Пластина для Циркулярки
Размер 350х250 мм., толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь.
Размер под диск: 260х40 мм. (для бортика 45 мм.)
Размер под диск: 240х40 (для бортика 25 мм.)
Размер от края до выреза под пильный диск:
два варианта 25 и 45 мм. По умолчанию 25 мм.
Смотрите чертеж с бортиком 45 мм!
Общий объем(м3): 0.002
Пластина для Циркулярки Makita 5103R,
нержавейка верх,сталь с гравировкой линейки,
Размер: 510x360, толщина 7 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Общий объем(м3): 0.003
Пластина для Циркулярки Makita 5705R,
для установки в столешницу
нержавейка/сталь с гравировкой
Размер 340х440,
толщина 6 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Пластина для Циркулярки BOSH GKS 85 G
для установки в столешницу
Размер 340х460,
толщина 6 мм.(сборка из двух пластин)
С крепежными отверстиями! Без сверления подошвы!
Под заказ!
Общий объем(м3): 0.003
Пластина для Циркулярки Makita 5903R,
для установки в столешницу
Размер 340х440, нержавейка/сталь с гравировкой
толщина 7 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Общий объем(м3): 0.003
Пластина для фрезера Интерскол ФМ 67-2200Э
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера Felisatti RF67/2000VE
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Максимальный диаметр отверстия под фрезы - 84 мм.
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
Пластина для фрезера DeWALT DW 625
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для циркулярных пил с универсальным креплением, без сверления дополнительных отверстий как в подошве пилы, так и на самой пластине!
Размер: 300х450х9 мм. Совместимость с большим количество моделей разных фирм, от маленькой модели циркулярных пил, до больших моделей, например: Макита 5903, BOSH GKS 85 и им подобных. Изделиеа состоит из нескольких пластин, верхняя нержавейка с нанесенной гравировкой линейки и из двух нижних в которых внедрен механизм, отвечающий за удобное крепление её к подошве пилы без сверления вспомогательных отверстий! Из-за внедрения данного механизма, толщина общего пирога составляет -9 мм. Т.е максимальный вылет пилы будет уменьшен на 9 мм.
Помните, перед каждым пилениеем, проверяйте затяжку инструмента к пластине.
Под заказ!
Общий объем(м3): 0.003
Пластина для фрезера DeWALT DW 621
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера Festool OF 1400
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Возможны отверстия под крепеж родного лифта от Festool
Общий объем(м3): 0.002
Пластина для фрезера Festool OF 2200
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Крепеж на двух винтах М6
Общий объем(м3): 0.002
Пластина, для фрезера Elitech Ф 1800Э ,
для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для Циркулярки в стол Makita 5008MG
Размер 340х440 мм.,
толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь СТ3.
С лазерной гравировкой линейки.
Общий объем(м3): 0.003
Под Заказ!

Пластина для фрезера DeWalt D26204K
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002
Пластина для фрезера Ryobi RRT1600
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы - 84 мм.
Общий объем(м3): 0.002

Технические характеристики, комплектация и внешний вид товара могут отличаться от указанных на сайте,
Кондуктор для точного сверления под шканты.
Несколько размеров отверстий.
Full комплект очень хорошего качества.

Металлизированная самоклеящаяся линейка фирмы KDS
длина 1 метр
ширина 13 мм.
(с право на лево).
Хороше читаема!
Металлизированная самоклеящаяся линейка фирмы KDS
длина 1 метр
ширина 13 мм.
(с лева, на право).
Хороше читаема!
Фреза- прямая пазовая.
Профессиональная серия. Заводской Китай.
Хороший ресурс и качество! Лезвие из Карбид Вольфрама.
Хвостовик 12 мм,
Диаметр 8 мм, высота: 25 мм.
диаметр 10 мм, высота: 30 мм.
диаметр 12 мм. высота: 30 мм.
В наличии ограниченное количество!
Цена за одну шт.
Ползунок!
длина 300 мм с исключением люфтов в пазу направляющей.
Идеально подходит для T-Трек профиля 19.3, например для изготовления каретки, в качестве основы для бокового упора и т.д.
Данный ползун так-же подходит и для таких циркулярных станков как Макита 2704 и им подобных!
Боковой упор.
Служит для точного распила, торцевания, фрезеровки.
Совместим с многими настольными распиловочными настольными станками типа Макита 2704 и т.д.
Длина ползуна 450 мм.
Отличное качество!
Силовой рычажный прижим «SD-225D»
Прижимное усилие до 220 кг.
Хорошее качество!
Размеры на чертеже!
*На некоторых фото прижим в сборе с площадкой и пальцем!
Площадка с пальцем пкупается отдельно!
Крепежный палец с площадкой
Состоит из:
стальной пластины с резьбовыми отверстиями
стальным пальцем диаметром 19 мм.
Служит дополнением силового крепежа для сборочного стола с перфорированными отверстиями в столешнице типа «Фестул»
Приспособление для изготовления отверстий под мебельные петли.
Отличное качество!
Есть видео по настройке и работе в разделе "В-Инструкции"
Описание:
каленая,
с резьбой М5х16, под шестигранный ключ размера 2.5
- устанавливаются в столешницу и используются для выравнивания пластины в плоскость столешницы.
количество в установочном наборе- 10 шт.
цена за набор!
3D Толкатель для безопасной проводки заготовки на фрезерных, пильных и ленточных столах. Хорошее качество!
Флип Прижим быстрой фиксации.
Подходит ддя быстрой фиксации заготовки.
Используеться совместно с перфорированными столешницами, размер отверстий которых равен 20 мм.
Хорошее качество!
Опора резьбовая для подстольев и т. т.
Резьба М10
высота 100 мм
диаметр пяточка опоры 50 мм.
цена за 1 шт.
Комплект верхних роликовых прижимов.
состоит:
из двух роликовых прижимов на подшипниках с полиуретановым покрытием,
крепежные фиксаторы, шайбы, болты М8 и барашки.
Применяется для безопасной обработки заготовки путем её прижатия к столешнице (поверхности) а так же придает точности и удобства при выполнении фрезеруемых или распиловочных работ!
В наличии!

FULL Комплект роликовых прижимов.
состоит:
- из двух верхних роликовых прижимов на подшипниках с полиуретановым покрытием,
крепежные фиксаторы, шайбы, болты М8 и звездообразные ручки
- нижний роликовый прижим на подшипниках с полиуретановым покрытием с пластиковыми шайбами, проставками и звездообразными ручками.
Применяется для безопасной обработки заготовки путем её прижатия к столешнице (поверхности) не только с верху, но и с боку, придавая обрабатываемой поверхности, точную и безопасную проводку вдоль фрезы (пилы), при выполнении фрезеруемых или распиловочных работ!
Набор из двух треугольных прижимных гребёнок. Служит для безопасной обработки детали путем её прижатия к столешнице или к параллельному упору как на фрезерных, так и на циркулярных столах.
Боковой упор -транспортир, с функцией шип-паз. Служит для точного распила, торцевания, фрезеровки, а также для изготовления соединения шип-паз. Кроме того, совместим многими настольными распиловочными настольными станками типа Макита 2704 и т.д. Длина ползуна 450 мм. Полная версия комплектации! Есть видео по работе в разделе "Видео инструкции"
Уточнять о наличие.
Стол для фрезера своими руками с чертежами и изготовление
Ручной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.

Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.

Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
- Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
- Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
- Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.

Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.

Материалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
| Вид стола для фрезера | Краткое описание физических и эксплуатационных характеристик |
|---|---|
 | Используется чаще всего. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. |
 | Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании. |
 | Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными. Кстати, стол необязательно делать с нуля - после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях. |
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.
Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Изготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.

Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.

Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке. Слишком большое отверстие делать не надо по нескольким причинам:
- чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
- если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Отверстие высверливается специальной коронкой соответствующего диаметра.

Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.

Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.

Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.

Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.

Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.

Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.
Важно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.

Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.

Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.

Сборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.

Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.
Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.

Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.

Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
- Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление

Теперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
Статьи.


Изготовление под заказ. Токарные и фрезерные работы.
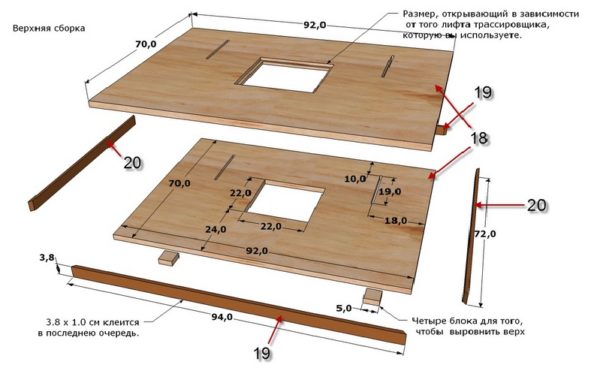
Инструкция самостоятельной сборки фрезерного стола
Всем добрый день, во исполнение обещания и, возможно, кому-то в помощь, выложу здесь, как я собирал две столешницы от Юрия Михайловича под циркулярку и под фрезер, со ссылками на фото.
Маленькая предыстория, дабы снять некоторое количество вопросов сразу. Я не профессионал ни разу, даже любителем меня можно назвать с натяжкой, просто человек, обладающий некоторым количеством инструмента и относительной прямотой рук и любящий что-то сделать на балконе. В итоге я брал две столешки разного цвета, но как я собирал, буду рассказывать обобщенно, выкладывая наиболее удачные фото, за качество которых извиняйте – с телефона.
В связи с тем, что все процессы делались на балконе, места у меня было минимум и жуткий бардак, это как обычно.
Давно хотел фрезерный и циркулярный столики, т.к. это в мастеровом деле, наверное, третий инструмент после фугана и рейсмуса. Ставить их на балконе в каких бы то ни было станочных версиях достаточно проблематично и, более того, у меня с началом дачного сезона все это переезжает в деревню, где простора для действий значительно больше, и потребность во всех этих устройствах стократно выше. Соответственно, в варианте с фанерными столешницами для меня это было оптимально.
Фрезер у меня для стола уже был (в свое время удалось урвать Тритон самый мощный за 10 т.р.), ну и циркулярка Бош любительская (модель сейчас не помню, под 190 диск).
Для начала заказал пластины, подумав, что сам врежу их в фанеру. После врезки я понял, что врезать-то я врезал, но соблюсти строгую параллельность и перпендикулярность врезания алюминиевого профиля в эти же столешницы если и будет возможно, то только после отдельных танцев с бубном.
При заказе в марте пластины под циркулярку – о чудо – Нина Ивановна – супруга Юрия Михайловича и одновременно его коммерческий директор – сказала мне, что у них в наличии появились уже фрезерованные фанерные столешки размером 600 на 800 на 30 под их же пластины 250 на 350. Я понял, что моя проблема решена, и тут же взял себе одну.
Как я потом понял, аппетит приходит во время еды, и мной была куплена вторая, дабы избежать танцев с бубнами по перестановке пластин и подстройке после перестановки.
Ну что же, начнем понемногу.
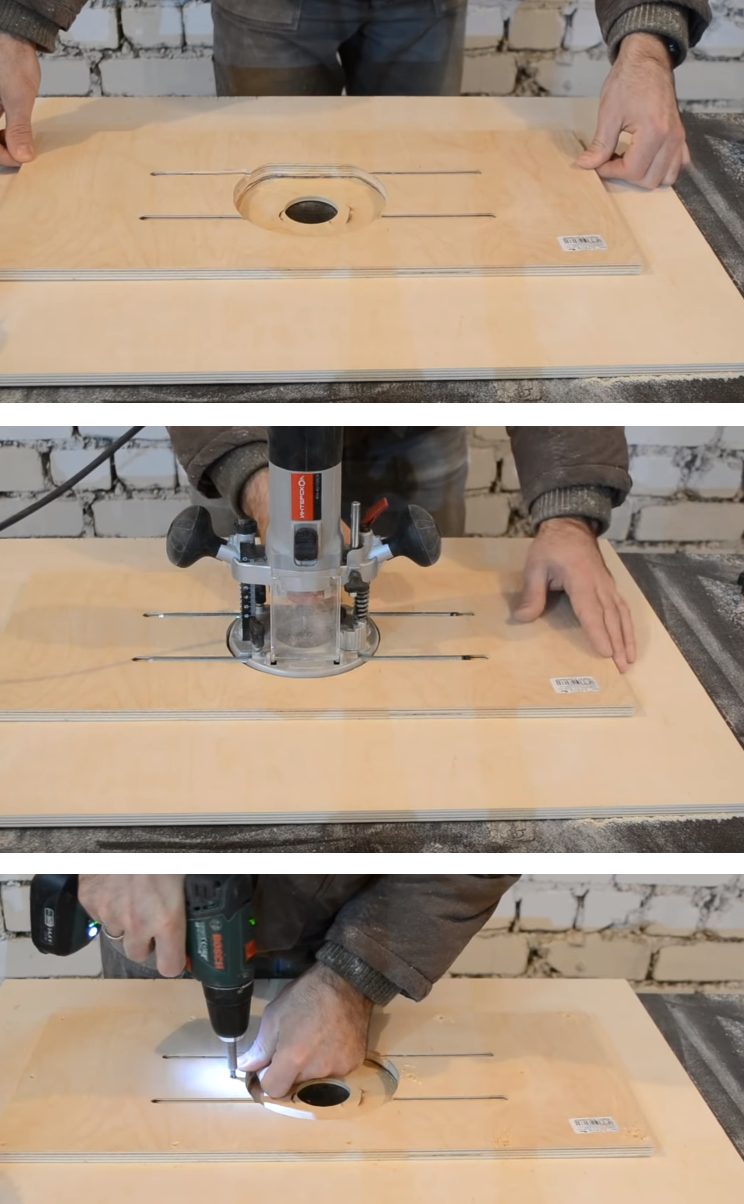
После распаковки столешки в первую очередь я немного прошлифовал все профрезерованные пазы, убрав поднятый фрезой ворс (Фото 1),

увлекаться не стоит, дабы сильно не увеличивать размеры гнезд, профиль должен входить чуть-чуть с легким нажимом. Прямо одним пальчиком нажимаете – он лег, но при этом не провалился туда, как в колодец. Он ложится где-то на одну десятку глубже, чем надо, это правильно и хорошо.
Я подшлифовывал специальной хренотенью, в которой зажимается шкурка (фото 2)

и которая осталась у меня еще со времен увлечения модельками, но, я думаю, можно и шкуркой на деревянном бруске это не хуже сделать. Дальше стамеской аккуратно подрезаем до 90 градусов уголки у пазов под вставку Т-трека для параллельного упора (Фото 3,4).


Дальше готовим алюминиевый профиль.
Я его покупал у Юрия Михайловича, т.к. тоже было лениво бегать по Москве до «Зенона», да и к тому же на месте мы проверили, что полозки идеально подходят под профиль.
Напиливаем в размер, я делал с припуском миллиметра в 3, потом это сфрезерую обгонной фрезой (до настоящего момента руки так и не дошли), в профиле насверливаем отверстия под саморезы (в моем случае это было вроде как 3,5 – тут у каждого будет по-своему, т.к. каждый будет своими крепить). Принцип один – отверстие в профиле должно быть больше, чем резьба самореза, но, само собой, меньше чем шляпка. Я отверстия распределял, чтоб они равномерно распределялись по всей длине и ширине профиля без особой привязки к размерам. По краям делал два отверстия и в узкой, и в широкой частях профиля (фото 6).

Тут надо понимать, что саморезами мы не столько будем закреплять профиль в столешнице (закреплен он будет эпоксидкой), сколько они нужны именно на момент приклеивания, дабы равномерно притянуть профиль в уровень со столешницей по всей ее длине.
Далее зенкуем насверленные отверстия в профиле, в широкой части профиля можно долезть любой зенковкой, если оной нет, а также в узкой части профиля (если нет узкой зенковки) сделать это запросто можно переточенным ориентировочно (я на глаз перетачиваю) под 45 градусов сверлом (фото 7)).




, но думаю, можно и шкуркой или напильником.
Далее вкладываем профиль в пазы столешницы, располагаем его так, как он должен там лежать, и делаем разметку на фанере через отверстия в профиле. Насверливаем отверстия в фанере сверлом меньшим, чем диаметр резьбы шурупа на глубину, на которую будет он заходить. Чисто эстетически желательно не дырявить столешку насквозь. У меня было вроде 2 мм.
После сверления проходимся по засверловке шкуркой, дабы убрать заусенец на фанере. И так проделываем со всеми тремя пазами.
Далее начинаем готовить профиль к вклейке, тут оговорюсь, что я вклеивал сначала один длинный профиль, а на следующий день два коротких, используя максимальное количество шаблонов для вклеивания на каждом. За это опять-таки низкий поклон ЮМ – он их дает в пользование под залог. Мне они достались абсолютно новые. Тем, кто будет ими пользоваться в будущем: проверяйте на всякий случай, не осталась ли эпоксидка от предыдущего пользователя, который по-свинятски поступил и не отчистил их за собой.
Разбираем все шаблоны полностью (фото 11).

Штифты, которые стоят во втулках, выкручиваем так, чтоб они снизу не выходили за пределы втулок. Равномерно распределяем втулки со штифтами по профилю так, чтобы они не загораживали отверстий под саморезы, малые и большие втулки должны стоять параллельно друг другу (фото 12).

Накидываем на каждую пару (большая маленькая) втулок по прижимной пластине (не забываем проверять на наличие старой эпоксидки от предыдущих нерадивых пользователей (фото 13)

, далее вкручиваем штифты во втулки, как бы распирая втулку внутри паза.
Не надо это делать ключами и отвертками (усилий там никаких не нужно, можете травмировать тело самого профиля) – пальцами и ровно до той степени, чтоб втулки перестали гулять в пазах, не больше.
Дальше болтиками прижимаем пластины к профилю (фото 14)

и затягиваем их. Опять-таки, не надо никаких конских усилий, ключиком аккуратненько, чувствуете, что затянули чуть сильнее, чем от руки – ВСЕ, иначе опять-таки травмируете тело профиля.
Далее укладываем профиль в отведенное для него гнездо (Фото 15)

, пальцем проверяем: профиль должен находиться в одной плоскости со столешницей по всей длине, не выше, но и не ниже.
Если что-то не так, то могу предположить ошибки. Если ниже: скорее всего, вы не затянули гайки, либо между пластиной и профилем попал мусор, либо на пластине остались остатки эпоксида от другого пользователя. Если выше: вы не сняли заусенец с отверстий под саморезы, в постель попал мусор, мусор попал под пластину и самый плохой вариант – вы затягивали болты до зеленого пупка и деформировали профиль. С этим этапом все, едем дальше.
Разводим эпоксид и смазываем им постель под профиль. Не заливайте эпоксида столько, как будто вы пытаетесь убрать эту постель с поверхности столешницы, слой эпоксидки должен быть около одной десятки. Торцы постели тоже промазываем, убираем излишки эпоксида, протираем края столешки в случае, если на них попал эпоксид.
Вкладываем профиль и начинаем притягивать саморезами. Тут очень важно не лопухнуться и тоже не затянуть до зеленой сопли, так что лучше делать это от руки, постоянно проверяя пальцем плоскость, либо, если шуруповертом, то трещетку выставляем на 1-2 режим, не больше, но лучше все-таки рукой, так получится точнее. Если здесь вы затянете сильно, то профиль, не смотря на пластины, немного деформируется и все равно уйдет чуть глубже.
Я на одной столешке лоханулся с режимом шурика, поставив трещотку на пять, и на десятку ниже его загнал, а при точности изготовления ЮМ своих транспортиров он начал скрести по столешке. Пришлось между транспортиром и ползуном ставить шайбочки из пластиковой бутылки.
По максимуму сразу тряпочкой убираем излишки выступившего эпоксида. Если вы его хорошо распределили и намазали тонким слоем, то их практически не должно быть.
Оставляем всю эту кухню часов на 12 для застывания смолы. Через указанное время снимаем втулки. Если вы их заляпали, то не поленитесь отчистить их, т.к. после вас ими тоже кто-то захочет воспользоваться. Если где-то на столешке остались следы эпоксида, аккуратно. убираем их стамесочкой, центральное слово АККУРАТНО. Такую же процедуру повторяем с профилями для параллельного упора, туда я кидал по пять на каждый (Фото 16, 17).


После окончательного отвердения клея (я бы ждал не менее суток) убираем припуск алюминиевого профиля фрезером с обгонной фрезой, только аккуратно на самых низких оборотах и с аккуратной подачей.
Едем дальше – встраиваем саму пластину.
Для начала тоже все немного подшлифовываем. Про сборку пластины сказано много, так что этот этап я опускаю.
Далее опускаем пластину в паз (тут надо учесть одно НО: если у вас фрезер, то на нем его, скорее всего, не будет). А вот на циркулярках может вылезти, у циркулярок – раз – есть мотор, который отходит в сторону, – и два – есть платформа которая ни капельки не маленькая, так что если собираете пластину от циркулярки сами и сами сверлите под нее отверстия, то учитывайте этот момент и смотрите, как это будет реализовано, возможно, понадобится какая-то дофрезеровка обратной стороны столешки под мотор или уменьшение нижних опорных площадок столешки под пластину самой циркулярки, чтоб влезла. Тут на весь ассортимент инструмента у ЮМ, я думаю, нет возможности угадывать. Мой Бошик встал достаточно хорошо, единственное, пришлось нижние опорные площадки убирать.
Когда вы во всем этом определились, то вкладываете пластину в постель и размечаете крепежные отверстия, насверливаете их. Здесь очень желательно сверлить в стойке, дабы соблюсти перпендикулярность – это важно. И очень важно совпадение по центрам, тут я делал немного по своему: делал сквозные отверстия и загонял в них с обратной стороны резьбовые заклепки, дабы, если буду что-то менять, не разбивать отверстия, и чтоб с обратной стороны все было заподлицо и эстетически красиво. Пластина крепится в таком случае болтиком М5 длиной 2,5-3. Можно, если считаете что надо, капнуть капельку лака для ногтей в качестве фиксатора резьбы, я не делал.
Рядом с отверстиями для крепления пластины на расстоянии 1-2 см сверлим отверстия сверлышком на 4,5 и вкручиваем туда каленые штифты от ЮМ. Также такие же отверстия сверлите посередине широких частей. В принципе, можно и посередке узких, лишним не будет и денег и времени много не съест, а юстировка точнее будет (Фото 18).

Прямо в фанеру вкручиваем штифты пока заподлицо с верхней поверхностью опорной полки. Вставляем пластину с инструментом и за счет этих штифтов выводим ее с плоскостью столешки, крепим пластину и после этого обязательно снова проверяем плоскость и донастраиваем. Собственно поздравляю – столешка собрана, инструмент в ней.
Дальше опишу те процессы, с которыми я еще столкнулся.
Выставление транспортира перпендикулярно диску или фрезе и столешнице. Если вы проверяете по угольнику перпендикулярность, и она у вас не бьется, не надо говорить, что вам дали бракованный транспортир, не надо в транспортире ничего подтачивать-пересверливать и уж тем более насиловать какими-либо манипуляциями ползун, дело скорее всего не в них.
Тут может быть много очень разных причин: все-таки фанера не на сто процентов стабильный материал, и постели хоть и точные, но имеют определенную слабину, и когда профиль вы вставляли, он встал прямо, но не идеально, и когда циркулярку или фрезер (но это в меньшей степени) подвешивали, то не факт, что абсолютно идеально подвесили. Причин может быть достаточно много, все возможности уже заложены в транспортир.
Этот транспортир лично по моему мнению отлично работает в связке с фордовским сдвоенным профилем TR051. В ту сторону, на которой один паз, вставляем 2 болта и крепим к транспортиру, перед этим его хорошо разглядываем и находим там 6 отверстий. Они там не случайно, а для нарезания в них резьбы и вкручивания юстировочных болтиков, которыми вы, немного ослабив основные крепежные болты М8, выводите этот профиль в точную перпендикулярность пильному диску и столу. При этом в моем случае это не понадобилось, резьбу я нарезал но отюстировал путем просто подкладки кусочка пластика от бутылки. Кому данный вопрос очень интересен, рекомендую посмотреть видео Андрея Ярмолкевича на ютьюбе о настройке инкровского упора.
Из того чтоб я еще посоветовал, это не сверлите в ползуне дырки сами, а лучше при покупке немного переплатить и заказать это у ЮМ.
Объясню почему: во-первых, сам ЮМ не рекомендует сверлить их насквозь, т.к. ослабляется их прочность, во-вторых, просверлить 3 точки на одной прямой и четко по центру ползуна (в данном случае это тоже очень важно) с той точностью, которая желательна, – это тоже не самая простая задача, не имея на худой конец двухкоординатных сверлильных тисков. У ЮМ есть кондуктор, ему это сделать и быстрее и проще, более того, чтоб нарезать в них резьбу, надо не то чтобы загубить, но «немного» отрехтовать мечик для резьбы, практически убрав с него заходную часть, а без нее нарезка резьбы в мягком алюминии под строгим перпендикуляром тоже приключение, соответственно на данном этапе загубить ползун как раз плюнуть.
Ну на этом с транспортиром должно быть все.
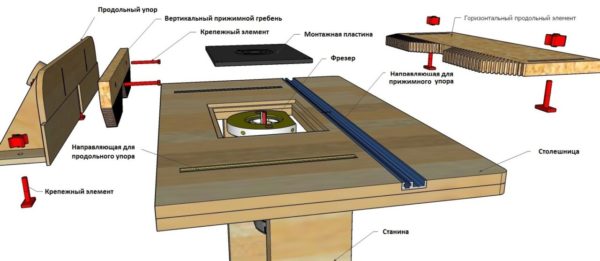
Едем дальше – Параллельный упор.
В моем случае это профиль шина TR100 от Форда плюс два равных куска 16 ДСП, обрезать до 80 я его пока не стал, я вообще обрезать ничего не люблю, всегда успеется, а вот отрезанное потом не прилепишь.
Так, монтировать его лучше на прямоугольный ползун, чтоб облегчить постановку и съем его со стола, не знаю есть ли он у ЮМ на сайте, но если спросить, то наверняка найдется. Я изначально взял т-образный, но имея 2 столешки и один упор с прямоугольным ползуном, перекидывать его значительно проще.
Ползун стоит только с одной стороны только в одном профиле, это связано с тем, что, как бы мы не стремились, параллельность двух направляющех для параллельного упора не абсолютна, и не исключена возможность их подклинивания, если их будет два. Опять-таки ползун лучше попросите подготовить ЮМ.
Дальше на него накидываем крепежные уголки для профиля от ЮМ и крепим к параллельному упору болтами М8. Если вы заметите, на уголке есть два ряда отверстий: один ряд для ползуна, а второй для фиксации. Вот во втором ряду, где всего два отверстия, дальнее от упора отверстие мы рассверливаем сверлом на 8, берем у ЮМ две квадратных гайки спецом для этого профиля, чтобы максимально избежать возможности травмирования краев профиля, т.к. здесь отворачиваться и заворачиваться все будет довольно часто, и еще две барашковых гайки и два каленых штифта м8, штифты и гайки на фиксатор резьбы, и вот такими винтами и фиксируется параллельный упор. Фото по данной главе моего словоблудия (Фото 19,20).


Как рекомендация: если вы не уверены, что вы сможете что-то сделать точно и корректно, то лучше закажите этот процесс у ЮМ, т.к. загубленную заготовку никто обратно не возьмет, и это правильно, а точность все-таки там нужна.
Ну вот вроде как все описал, если будут вопросы, пишите, что смогу отвечу и расскажу.
А то и так опус какой-то получился, аж на 4 страницы, если б не клятвенное обещание Нине Ивановне описать процесс, ни за что не взялся бы за данное сочинение .
С уважением ко всем участникам «Мастерового»
Владимир.
Читайте также: