Перфорированный лист для сварочного стола
Обновлено: 01.05.2024

Столешница для сварочного стола конструктивно представлена несколькими видами. Все зависит от задач, которые стоят перед сварщиком, рабочего оборудования и финансовой составляющей – бюджета, выделенного на покупку или самостоятельное изготовление стола.
Это может быть сплошной перфорированный лист металла, столешница, изготовленная из профильных труб или швеллеров, простая либо поворотная конструкция. Подробнее о выборе материалов, необходимых инструментах и схемах столешниц читайте в нашем материале.
Выбор конструкции столешницы для сварочного стола
Бытует мнение, что возможна сварка, например, на верстаке или на негорючем полу. Для опытного специалиста не составляет труда выполнить работу в самых непростых условиях, но, когда есть выбор или изделие имеет сложную форму, он отдаст предпочтение специальному столу.
Для выполнения сварки в домашних условиях обычно выбирают такие модели:
Такие столы позволяют одновременно проводить операции по монтажу, сборке и сварке. За счет расширенного функционала их сложно отнести к стандартному сварочному оборудованию. Обычные столики, подставки, держатели заготовок имеют небольшую квадратную столешницу, за счет чего достигается доступ к изделию со всех сторон.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сварочно-сборочные столы по своим размерам и форме напоминают верстаки, применяемые при слесарных работах. В качестве материала для их рабочей поверхности выбирают толстый листовой металл с отверстиями для установки различных инструментов, необходимых для дальнейшей работы. На столешнице для сварочного стола нередко предусмотрены дополнительные устройства, позволяющие зафиксировать изделие, – это очень важно при обработке объемных деталей из тонкого проката. В подобной ситуации на стол крепят ложементы, опорные плиты, штативы, гарантирующие неподвижность элементов изделия до завершения работ.
Напоминает сварочное оборудование, используемое не для домашних нужд, а в промышленных масштабах. Рабочая поверхность – это сплошной металлический диск с термостойким покрытием, находящийся на небольшом расстоянии от поверхности станины стола. Благодаря свободной внешней кромке диска, заготовки можно закрепить в любой части стола.
Обычно на подобной конструкции предусмотрены маяки либо разметка – с их помощью удается совместить оси вращения, избежать биения сварного шва при повороте изделия. Стоит понимать, что речь идет об одном из самых сложных вариантов столешниц для сварочного стола, однако в некоторых случаях он оказывается незаменим. К такой модели прибегают, чтобы сварить кольцевой шов на баллоне, круглом корпусе буржуйки, части трубопроводов из стали.
Для этого сварочный стол оснащается поворотным ременным приводом – вращение столешницы позволяет добиться высокого качества сварки даже при наложении тяжелого шва, так как данная конструкция стола позволяет мастеру сохранять неизменное положение относительно приспособления.
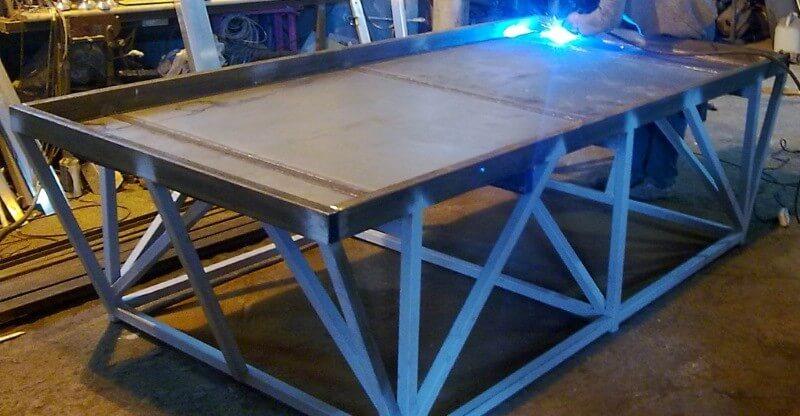
Пример такого стола вы видите на фото. Для его изготовления нужно взять пару отрезков двутавра № 70 и сварить из них основание рамы. Материалом ножек (высотой 60–65 см) может послужить квадратная профильная труба. Для столешницы для сварочного стола требуется десять метров двутавра № 50 или пять метров профильной трубы 40х60 мм.
Трубу делят пополам по короткому ребру при помощи болгарки, обязательно шлифуют, после чего приваривают к заранее подготовленной раме.
Готовый стол очень надежен и удобен, немаловажно, что он позволяет проводить большинство работ, требующих сварки.
Он незаменим, когда осуществляется сварка более сложных изделий. По своей конструкции стол мало отличается от остальных моделей – разница лишь в том, что высоту его опор можно регулировать, а столешница имеет особое устройство.
Рабочую поверхность делают из перфорированных ламелей. За счет использования набора стальных уголков достигается прочное крепление сложных элементов изделия на столешнице для сварочного стола.
Для электросварки подходят столы из конструкционной стали, при изготовлении которых использовалась сварка либо болтовые соединения. Обязательный элемент такого изделия – контактная площадка, которую врезают или вваривают в боковую поверхность столешницы либо в ножку столика. Именно к ней будет подключаться нулевой зажим сварочного аппарата.
Заготовка укладывается на столик, после чего сварку подключают к сети. Работа в таком формате значительно удобнее, чем на полу или на кирпичах, ведь не тратится время на решение проблемы с подсоединением нулевого зажима.
Сварочный стол с раскладной столешницей

Любой желающий может сделать своими руками все представленные выше варианты столов, а раскладную столешницу для сварочного стола способен изготовить только мастер с особыми навыками сварщика, монтажника. Но она гораздо удобнее, чем стандартные приспособления, используемые для сварки.
Основная часть конструкции очень похожа на первый представленный вариант: используются массивные стойки и обвязка из профилированной трубы. Правда, внизу добавлена нижняя обвязка, играющая роль опоры для полки.
Рекомендуем статьи по металлообработке
Сложности начинаются при переходе к боковым элементам. На переднюю и заднюю кромку столешницы при помощи петель устанавливают откидные детали, изготовленные из трубы. Они предполагают гораздо более значительный промежуток между элементами, чем в основной столешнице. В рабочем положении панели удерживаются П-образными подставками, фиксируемыми на стойках стола за счет вращающейся оси.
С правой стороны присутствует усиленная раскосами дополнительная полка с колесиками, рассчитанными на большой вес. Благодаря последним, можно приподнять противоположный край и без больших усилий передвинуть стол.
Инструменты для изготовления столешницы сварочного стола

Чтобы самостоятельно изготовить столешницу для сварочного стола, вам понадобятся:
- электрическая сварка;
- пассатижи;
- столярный и обычный угольники;
- строительная рулетка;
- линейка;
- молоток;
- метчик для резьбы;
- дрель;
- фреза/токарный станок для снятия фаски;
- мел/карандаш;
- три С-образные струбцины;
- вытяжка для сварочного стола;
- пила по металлу/электрическая болгарка.
Можно упростить процесс сборки, для этого стоит заранее подготовить следующие инструменты:
- струбцины – значительно облегчат фиксацию заготовок в процессе точечной сварки;
- зажимы – понадобится для установки изделий под определенным углом;
- магнитное основание – упрощает работу с небольшими деталями, которые не могут быть зафиксированы механическим способом.
Важно полностью подготовить всю оснастку к дальнейшей сборке.
Основными элементами сварочного стола являются опорная рама и столешница. Для изготовления рамы стационарного стола подойдет швеллер либо труба. Если же необходимо сделать передвижную конструкцию, рекомендуется выбрать в качестве основного материала профильную трубу либо стальной уголок.
Раму сварочного стола важно усилить в нижней части Н-образной обвязкой из профильной трубы.
В идеале, для неподвижных сварочных столов столешницу и защитный короб устанавливают на кирпичный каркас. Но также можно встретить необычные складывающиеся модели, либо откидные столики для сварки, которые монтируются на стену гаража, мастерской.
В большинстве случаев для бытовых нужд столешницу для сварочного стола изготавливают из листового металла, тогда она подходит даже для слесарных или ремонтных работ. Поэтому по углам рабочей плоскости располагают слесарные тиски, устройства для нарезки, сверловки металла. Получается, что для использования в домашних условиях лучшим вариантом станет столик, сочетающий в себе функции верстака для слесарных работ и небольшие дополнения, позволяющие подключить сварочный аппарат.
Материалы для изготовления столешницы для сварочного стола

В столешнице почти всегда предусматривают отверстия – они позволяют фиксировать заготовки на поверхности стола струбцинами и другими приспособлениями.
Как вариант может быть выбран способ изготовления столешницы из полос или перфорация. Тогда используется стальная полоса (как на фото) или сплошной лист. Стандартные отверстия имеют диаметр в пределах 10–25 мм.
Чтобы за столом было удобно работать, толщина листа/полосы должна быть минимум 8–10 мм. Таким образом, возрастает вес конструкции, а значит, обеспечивается максимальная устойчивость, наиболее грамотное распределение нагрузки по столешнице для сварочного стола. Правда, с повышением толщины листа приходится увеличивать сечение и толщину стенки профиля, используемого в качестве опорных стоек.
Для обработки компактных изделий, которые не требуется жестко фиксировать на рабочей поверхности, вполне может быть использована столешница из листа металла толщиной 8–20 мм. Полки и дно ящиков для легких предметов чаще всего состоят из металлической сетки либо ее можно заменить тонким сплошным металлическим листом или листом с перфорацией.
Некоторые детали сварочного стола могут изготавливаться из ОСБ или толстой фанеры при условии, что они не будут соприкасаться с горячими предметами и на них не будут попадать искры.
Помните, если вы планируете держать под столешницей для сварочного стола материалы или оборудование, которое боится высоких температур, стоит заранее предусмотреть теплоизоляцию столешницы. Для этой цели подойдут только негорючие материалы, такие как базальтовая, минеральная вата, базальтокартон, асбест, пр.
Чтобы уберечь от искр и окалины полки и ящики, изготовленные из дерева и других воспламеняющихся материалов, на них укладывают металлические листы толщиной 1–5 мм.
Общие рекомендации по работе за сварочным столом
Профессия сварщика считается вредной, так как в процессе работы мастер подвержен влиянию таких факторов, как:
- негативное воздействие повышенной температуры;
- риск получения травмы от разбрызгиваемого раскаленного металла;
- вредное ультрафиолетовое облучение;
- риск поражения электрическим током.
Сократить и полностью исключить отрицательное влияние на здоровье можно, выполняя ряд правил:
- в рабочем помещении обязательно должна быть установлена эффективная приточно-вытяжная вентиляция;
- приступая к работе, необходимо проверить целостность изоляции, надежность крепления и контактов используемого оборудования;
- сварку осуществляют только при условии использования средств защиты: маски, респиратора, спецодежды из огнезащитного материала, обуви, перчаток;
- стол и прилежащее к нему пространство нельзя загромождать посторонними предметами, которые не требуются для проведения запланированных работ;
- запрещается вести работу с неприспособленных опор;
- детали перед сваркой надежно фиксируют струбцинами, зажимами;
- при проведении работ в помещениях с горюче-смазочными материалами минимальное расстояние до последних составляет 5 м.
Сварочный стол комплектуется вспомогательными устройствами, позволяющими добиться наиболее комфортной и качественной работы. Дело в том, что точность сварки во многом зависит и от того, насколько прочно закреплены детали изделия. Поэтому среди инструментов каждого сварщика должны быть струбцины и зажимы. Работу с мелкими заготовками, которые сложно закрепить механическим способом, можно упростить при помощи магнитов – они также способны сохранять необходимое положение элементов на столешнице для сварочного стола.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как сделать стол для сварочных работ

Как сделать стол для сварочных работ? Начнем с того, что изготовить какой-нибудь архисложный суперудобный профессиональный стол «на коленках» у вас вряд ли получится. Для этого необходимы промышленное оборудование, время на проектирование и проработка всех деталей и мелочей.
Однако сделать простой сварочный стол вполне под силу каждому. Но даже в этом случае не стоит пропускать этап создания чертежа. Наличие проекта даже в виде грубого наброска значительно упростит задачу. О том, что понадобится для изготовления такого стола и как лучше это сделать, читайте в нашем материале.
Параметры и требования к изготовлению стола для сварочных работ
Конструкции такого типа должны быть прочными, изготовленными из негорючих и устойчивых к термическому воздействию материалов, – эти базовые требования связаны с характером работы сварщика.

Чтобы соорудить сварочный стол, необходимо учесть такие нюансы, как:
- Высота. Чаще всего сварщики работают стоя, но разный рост исполнителей или привычка выполнять некоторые операции сидя заставляют отклоняться от стандартной высоты, которая составляет 650–800 мм.
- Размеры столешницы. Для одних габаритов деталей будет вполне достаточным столик размером 60х60 см, а для других не подойдет и с габаритами 2х1,5 м.
- Максимально допустимые нагрузки. Это не только относится к стойкам стола (небольшие изделия обычно оснащаются четырьмя ножками, а на крупные устанавливают шесть или восемь), но и вес, распределенный на всю столешницу. Выполнить последнюю из тонкого листа можно только для работы с легкими деталями, но для сварки тяжелых конструкций необходима крепкая и надежная база. Неплохой вариант – сделать стол для сварочных работ из профильной трубы большого сечения.
- Мобильность. При некоторых обстоятельствах возникает потребность в перемещении сварочного стола на другое место участка или за его пределы. В таких случаях очень пригодятся модели на колесиках, обязательно оснащенные стопорным устройством.
- Оснащенность дополнительными элементами. Такими приспособлениями могут быть вытяжки, направленные светильники, подвесы для инструментов, ограждающие щитки, ящики для расходных материалов, полки и т. д.
Мастер самостоятельно определяется с необходимой модификацией сварочного стола, учитывая при этом особенности процесса сварки.
Проектирование стола для сварочных работ
При конструировании сварочного стола порой появляются проблемы, связанные с недостаточной информацией об изделиях подобного типа. Существующие в свободной продаже модели рабочих мест сварщика являются довольно сложными, воспроизвести их в домашних условиях практически невозможно.

Поэтому наилучшим вариантом окажется разработка чертежей сварочного стола с учетом требований к рабочей поверхности.
Дадим несколько важных советов о том, как можно сделать надежный и удобный стол для сварочных работ:
- Применять конструкции на колесиках желательно только при крайней необходимости, так как оснащение подвижными элементами негативно влияет на общую устойчивость рабочего места.
- Глубина продольных прорезей для фиксации струбцин не должна превышать 30 миллиметров.
- Для регулирования площади рабочей поверхности и высоты стола целесообразно конструкцию оснастить подвижным подъемным механизмом (подъемными боковинами).
- Установка наклонного поддона убережет хранящийся в столе рабочий инструмент от окалин и искр, отлетающих во время сварки.
- Для обеспечения хорошей вентиляции воздуха необходимо, чтобы вытяжка над сварочным столом была достаточной мощности.
При конструировании стола для сварочных работ необходимо выдерживать следующие рекомендуемые габариты:
- длина рабочей поверхности – 55 см;
- ширина – 50 см;
- высота – 90 см.
Материалы, необходимые для того, чтобы сделать стол для сварочных работ:
- Уголки или профильные трубы – можно применить для изготовления опорных ножек. Толщина стенок должна быть более 1,5 мм. Рекомендуемые размеры материалов: 30х230х21 см.
- Стальная плита с прорезями – будет использована для создания главной рабочей поверхности. Прорези в пластине необходимы для крепления струбцин.
- Трубы круглого или квадратного сечения – пригодятся для создания дополнительных элементов с целью увеличения рабочей поверхности стола.
- Уголки размерами 25х22,5 и 25х25 см с концами, срезанными под 45°, – для сборки конструкции будет достаточно изготовить по четыре уголка каждого вида.
- Листовая сталь – тонколистовое железо послужит хорошим защитным экраном.
- ДСП или ДВП для изготовления нижней полки – можно применить стальной лист трехмиллиметровой толщины размером 75х44 см.
- Одна или две пары колесиков – как вариант, можно в качестве колесной опоры использовать ролики, которые устанавливают в магазинных тележках.
Кроме этого, не лишним будет запастись краской и грунтовкой. Но лучше всего покрасить поверхность стола порошковой краской.
Необходимые материалы
При изготовлении каркаса стола для сварочных работ практически всегда используют металл.

На этой фотографии изображена мобильная модель с жесткой рамой, изготовленной из профильной трубы с толщиной стенки 2 мм и сечением 60х60 мм при помощи сварки. Для усиления боковых сторон применен пруток из арматуры. Поверхность рабочего стола выполнена из металлических пластин. Вес такой конструкции приблизительно 150–200 кг, что вполне достаточно для того, чтобы конструкция могла выдерживать необходимые нагрузки.
Для каркаса сварочного стола можно использовать горячекатаные стальные трубы прямоугольного или квадратного сечения. Толщина стенки должна быть более 2 мм, так как меньшие значения не обеспечат необходимую прочность при работе с тяжелыми изделиями.
Помимо профиля замкнутого сечения, можно использовать швеллер или другой аналогичный вид проката.
На поверхности рабочего стола почти всегда сверлятся различные отверстия и прорези, которые служат для крепления и удержания изделий в определенном положении при помощи струбцин или других приспособлений во время сварки.
Довольно часто в качестве материала для столешницы применяют перфорационные стальные листы или полосы с диаметрами отверстий от 10 до 25 мм.

Чтобы сделать стол для сварочных работ, достаточно прочным, необходимо использовать толщину полосы или листа не менее 8–10 мм. Желательно применять стальной листовой материал более толстого сечения. Это позволит увеличить массу изделия и будет способствовать лучшему распределению нагрузок по столешнице и повышению его устойчивости. Но для этого необходимо толщину стенок и сечение профиля опорных стоек также увеличить.
В качестве материала для рабочей поверхности сварочного стола в случаях, не предусматривающих закрепление деталей, подойдет листовой металл толщиной от 8 до 20 мм. Для полок и днищ ящиков, на которых будут размещаться не особо тяжелые предметы, можно использовать металлическую сетку или более тонкий сплошной или перфорированный стальной лист.
Для полок, не предназначенных для размещения горячих предметов и защищенных от попадания искр, в некоторых случаях допустимо применение толстой фанеры или ОСБ.
Особо стоит учитывать: если под столешницей сварочного стола предусматривается хранение какого-либо оборудования или материалов, не предназначенных для высоких температур, то необходимо выполнить теплоизоляцию рабочей плиты. С этой целью следует применить негорючие теплоизоляторы – асбест, минеральную или базальтовую вату, базальтокартон и подобные материалы.
Для защиты от окалины и искр на поверхность деревянных или изготовленных из заменителей дерева ящиков и полок накладывают металлические листы толщиной 1–5 мм.
И заключительный момент, касающийся комплектующих и материалов: на колесики мобильных сварочных столов нужно установить стопоры, которые должны быть рассчитаны на массу общей конструкции. Использование передвижных конструкций без стопорящих устройств недопустимо, за исключением случаев редкого выполнения работ небольших изделий.
Простой стол для сварочных работ своими руками

Можно изготовить несколько вариантов сварочных столов в домашних условиях:
- простой;
- поворотный;
- полупрофессиональный.
При редком использовании сварки лучше выбрать простой вариант сварочного стола. Его преимущества:
- простота сборки;
- удобная конструкция;
- минимальное количество инструментов;
- высокая степень надежности.
Каркас простого стола представляет собой жесткую раму, сваренную из металлических уголков и четырех стальных стоек. Сверху прикрепляется столешница с кронштейнами под сварочный привод. Рабочее пространство стола можно оснастить емкостью с водой и полочкой для размещения мелких инструментов.
Самодельные полупрофессиональные модели столов для сварочных работ имеют более надежную конструкцию и высокие эргономические параметры.
К преимуществам более сложных изделий, предназначенных для работы профессиональных сварщиков, можно отнести:
- оснащение вентиляционной системой;
- наличие дополнительных крепежных элементов для установки сверлильного или фрезеровочного оборудования;
- применение поворотного механизма;
- высокие эргономические показатели;
- использование крепления быстросъемных слесарных тисков;
- оснащенность подсветкой рабочей зоны;
- крепление рабочей конструкции к полу при помощи анкерных болтов.
Возможность маневрировать конструкцией столов полупрофессионального типа позволяет сварщику накладывать швы из одной рабочей точки, не перемещаясь по периметру всего стола и не тратя на это время.
Помимо этого, полупрофессиональный тип рабочей зоны дает возможность использовать в работе токсичные материалы и припои, так как встроенная система вентиляции обеспечит безопасность оператора и очистит воздух.
Необходимо помнить! Категорически запрещено изготовление столов для сварки из горючих материалов, выделяющих при высоких температурах опасные вещества.
Пошаговая инструкция по изготовлению стола для сварочных работ
Процесс изготовления сварочного стола состоит всего из нескольких моментов. Сначала рассматривается технология изготовления столешницы, затем – ножек, а далее выполнение защитного короба. В основе действий заложено поэтапное выполнение сварочных работ металлических изделий.
Этап 1. Изготовление рабочей поверхности.

Изготовление столешницы сварочного верстака производится в два приема: сначала делают раму, после этого – саму поверхность. Для изготовления рамы профильную трубу нарезают болгаркой на отрезки такой длины, которая указана на чертеже. Затем производят зачистку торцевых поверхностей от заусенцев. После этого сваривают профиль, выдерживая необходимую геометрическую форму.
Далее из швеллера или профильной трубы нарезают внутренние детали, также ориентируясь на уже готовую раму или размеры на чертеже. Перед тем как начать сварку стола, необходимо расположить заготовки на раму на расстоянии 3–5 см друг от друга. Профиль, в отличие от швеллера, вставляют внутрь рамы, фиксируют сваркой и производят зачистку швов. В завершение с боков конструкции приваривают ручки, изготовленные из закругленной арматуры.
- Профильную трубу нарезают на необходимые для изготовления рамы отрезки.
- Зачищают от заусенцев торцы металлических деталей.
- Нарезают детали внутреннего расположения согласно чертежу или готовой раме.
- Сваривают стол, выкладывают на раму заготовки на расстоянии 3–5 см друг от друга.
- Фиксируют детали при помощи сварки и зачищают швы.
Этап 2. Изготовление ножек.
Из трубы, согласно требуемой высоте стола, отрезают четыре стойки. Затем их приваривают к углам уже изготовленной столешницы. Важно точно выдержать угол в 90°, что является основным требованием для устойчивости конструкции. Для этого используют угольник.
Затем для усиления конструкции на поверхности металлического стола крепят перемычку. Сделав отступ от краев стоек на 20–30 см, проваривают уголки по всему периметру. Их приваривают плоской стороной на внутреннюю часть ножек так, чтобы образовалась подставка для полки. В случае необходимости, в нижней части стоек можно установить колесики, а в верхней – петли для размещения рабочего инструмента.
- Отрезать из профильной трубы четыре стойки заданной длины.
- Приварить их к углам ранее изготовленной столешницы.
- Для усиления конструкции при монтаже сделать поперечную перекладину.
- Низ стоек оснастить колесиками, если это необходимо и конструктивно предусмотрено.
- Дополнительно в комплект будущего стола включить полки для размещения рабочих инструментов.
Этап 3. Создание защитного короба.
На последнем этапе изготовления стола для сварочных работ делают специальный монолитный поддон. Для этого из металлического листа вырезается заготовка, площадь которой больше поверхности крышки верстака. Затем на ней надо загнуть края вверх таким образом, чтобы образовались невысокие буртики. Поддон размещают под столешницу с небольшим уклоном. Такой экран будет выполнять защитную функцию при сварочных работах. В него будет стекать шлак и окалины. Это предотвратит попадание искр и мусора на расположенные под столом предметы.
Для удобства сварочный стол можно укомплектовать объемной тумбочкой с раздельными полками и отсеками для хранения в них оснастки и инструментов.
Чертежи сварочного стола

Чертежи сварочного стола позволят продумать размеры, сделать рабочее место максимально комфортным для сварщика, что положительно скажется на качестве готовых изделий. Основной материал для изготовления стола – металл. Могут использоваться профиль и перфорированные листы.
Кроме размеров стола, чертеж позволяет продумать дополнительные детали – учесть заземление, расположение подсветки, полочки для хранения принадлежностей, поддон для отходов и другие элементы. Более подробно о типах чертежей сварочного стола читайте в нашем материале.
Основные требования к сварочному столу
В первую очередь, сварочный стол должен быть прочным, изготовленным из материалов, неподверженных горению и способных справляться с высокими температурами. Также нужно понимать, что свойства стола во многом зависят от характера операций, которые планируется производить при помощи сварочного оборудования.

При подготовке индивидуального чертежа и дальнейшем изготовлении сварочного стола важно учитывать следующие факторы:
- Высота конструкции. Мастера осуществляют сварку преимущественно стоя, из-за чего при разнице в росте, наличии привычки проводить ряд операции сидя может возникнуть необходимость в изменении высоты стола. По нормам, она должна быть в пределах 650–800 мм.
- Габариты столешницы. Небольшие детали могут свариваться на столе с рабочей поверхностью 60х60 см, тогда как при работе с очень громоздкими предметами окажется мал даже стол 2х1,5 м.
- Нагрузочная способность. Речь идет о распределенной нагрузке на столешницу и максимальной нагрузке на ножки, которых в небольших изделиях четыре, а в крупных их число может доходить до восьми. Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
- Возможность перемещения стола. Бывает, что его приходится двигать по помещению и даже использовать на улице. Тогда в чертеже сварочного стола рекомендуется предусмотреть колесики со стопором.
- Дополнительные элементы. Речь идет о полках, подвесах для инструментов, ящиках под расходники. Также могут устанавливаться щитки, специализированные светильники, вытяжки, пр.
Сварщик сам выбирает определенную модель стола на основании своих потребностей и тонкостей проведения запланированных операций.
Материалы для сварочного стола
Силовую раму обычно изготавливают из металла. Для мобильной модели подойдет жесткая сварная конструкция, состоящая из профильной трубы сечением 60х60 мм со стенкой толщиной 2 мм. Боковые части рамы усиливают арматурным прутком. Столешницу рекомендуется сделать из профиля сечением 60х140 мм. В результате получается изделие весом 150–200 кг – такая масса обеспечивает требуемую нагрузочную способность.

Необходимо подчеркнуть, что для создания конструкции сварочного стола по чертежу могут применяться только трубы с толщиной стенки от 2 мм. Дело в том, что изделие со стенкой 1,5 мм оказывается недостаточно прочным при сварке крупных заготовок.
Может использоваться как замкнутый профиль, так и швеллер и иной подобный вид проката.
Большинство сварочных столов не имеет монолитной столешницы – рабочая поверхность должна быть с просветами. Последние позволяют фиксировать детали струбцинами и прочими механизмами на время работы.
Столешница может как состоять из полос, так и иметь перфорацию. Во втором случае ее изготавливают из стальной полосы либо листа толщиной от 8–10 мм, но лучше, чтобы данный показатель был еще больше. Оптимальным диаметром отверстий считается 10–25 мм. За счет более толстого металла наращивается вес конструкции, что обеспечивает ее устойчивость, лучшее распределение нагрузки по площади рабочей поверхности. Однако с увеличением толщины столешницы необходимо выбирать большее сечение и толщину стенки профиля для ножек, что также важно учитывать при подготовке чертежа сварочного стола.
Небольшие заготовки обычно не закрепляют, поэтому для их сварки рабочая поверхность может изготавливаться из металлических листов толщиной 8–20 мм. Для изготовления полок и дна ящиков под относительно легкие предметы выбирают металлическую сетку либо сплошной или перфорированный лист металла меньшей толщины, чем у столешницы.
Иногда может использоваться ОСБ, толстая фанера для неответственных полок. Стоит пояснить, что под последними понимают полки, на которые не попадают искры и не размещаются горячие предметы.
Если планируется хранить под столом материалы, оборудование, которое может пострадать от избыточного нагрева, рекомендуется обеспечить столешницу теплоизоляцией. Для этих целей подойдут негорючие базальтовая или минеральная вата, базальтовый картон, асбест.
Чтобы полки и ящики из дерева или других горючих материалов не пострадали от искр и окалины, их прикрывают металлическими листами толщиной до 5 мм.
Ножки передвижных столов оснащаются стопором, кроме того, сами опоры должны подбираться в соответствии с массой конструкции. На небольших изделиях, редко используемых в процессе сварки, могут устанавливаться нестопорящиеся колесики.
Чертежи с размерами для сварочных столов
Приведенные далее модели и варианты чертежей сварочных столов с фото имеют разную сложность изготовления, компоновку, материалы.
- Простейший стол для сварочных работ.
Данная конструкция обладает небольшими размерами и нагрузочной способностью, но позволяет обрабатывать некрупные детали, если их необходимо закрепить в тисках либо струбцинами.

Опоры изделия состоят из уголка с параметрами 60х60х670 мм. Для обвязки или царги используют полосу с сечением 20х100 мм. Длина двух фрагментов (по большей стороне) составляет 1 000 мм, двух других (по короткой стороне) – 620 мм. Полосы привариваются к внешней части уголка таким образом, чтобы верхний край полосы оказался на 20 мм над верхним краем уголка.
Внутрь жесткой рамы, которую формируют опоры стола с обвязкой, укладываются и привариваются полосы толщиной 20 мм, длиной 580 мм и шириной 100–150 мм. Последний показатель может варьироваться, поскольку подобный разбег не является критичным. Чтобы усилить конструкцию, иногда добавляют поперечины в 200–300 мм от пола. Их можно изготовить из уголка, чтобы при необходимости разместить поверх них полку.
Столешницу формируют из профильной трубы либо полос металла толщиной 30 мм. Когда чертеж сварочного стола предусматривает для этих целей трубу, ее торцы закрывают при помощи пластин. Также лучше оставить между полосами расстояние в пределах 20–30 мм, ведь за счет него удается закреплять детали на любой части стола.
- Мобильный сварочный столик на колесах.
Перед нами квадратный стол небольших размеров с предусмотренной полкой. Он оказывается наиболее удобен при осуществлении сварки в разных частях помещения или участка. Конструкция выше стандартной, поскольку предполагается, что за таким столом будут работать стоя.

Данная модель обладает даже меньшей нагрузочной способностью, чем предыдущая, так как рабочая поверхность изготовлена из металлического листа толщиной 3 мм. Уголок ножек имеет аналогичные параметры.
Согласно чертежу данного сварочного стола, уголок ножек размещают внутри обвязки из уголка – таким образом удается стабилизировать изделие и придать ему более аккуратный внешний вид.
Столик перемещают при помощи стандартных поворотных колесиков без стопора. Для этой цели вполне подойдут металлические колесики для мебели.
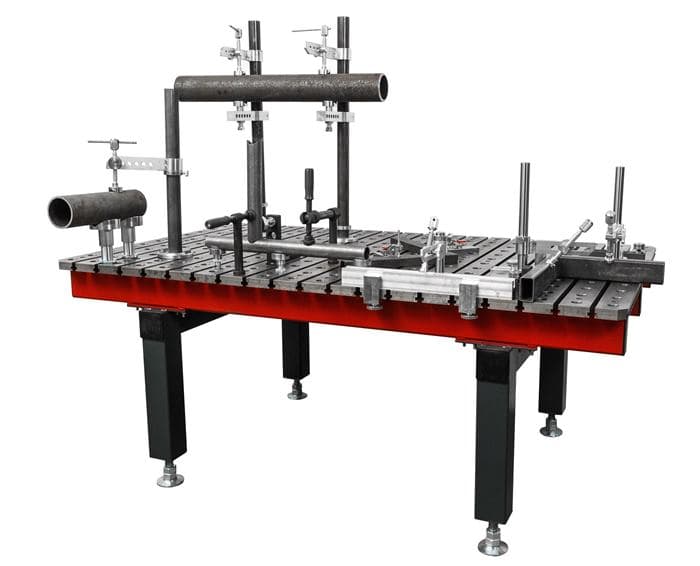
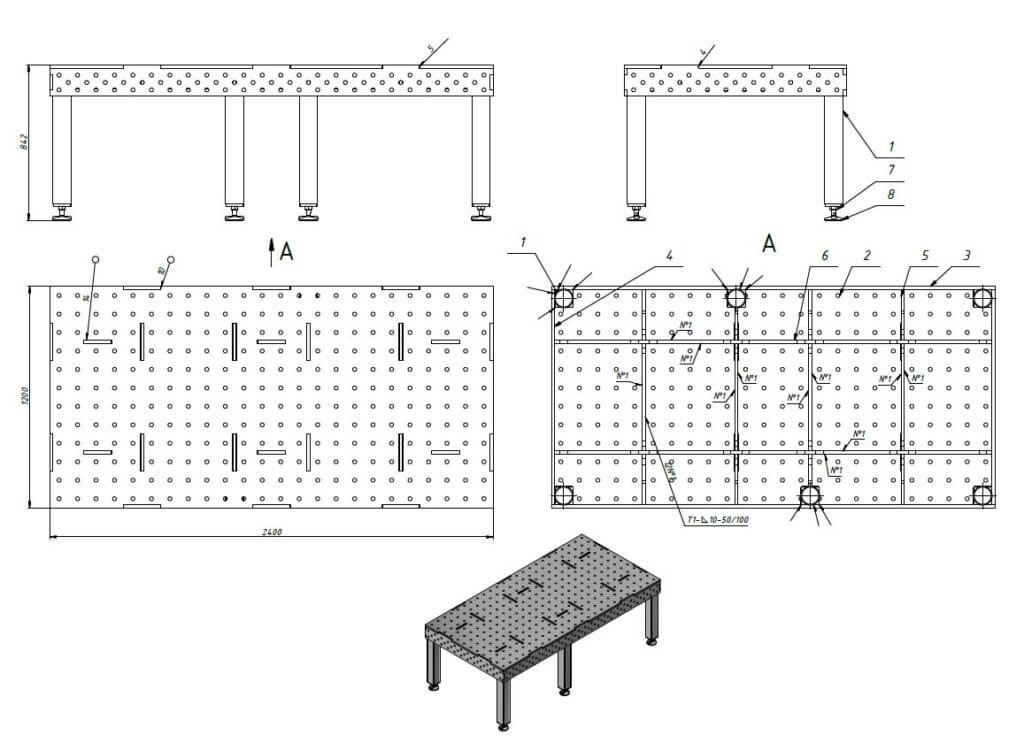
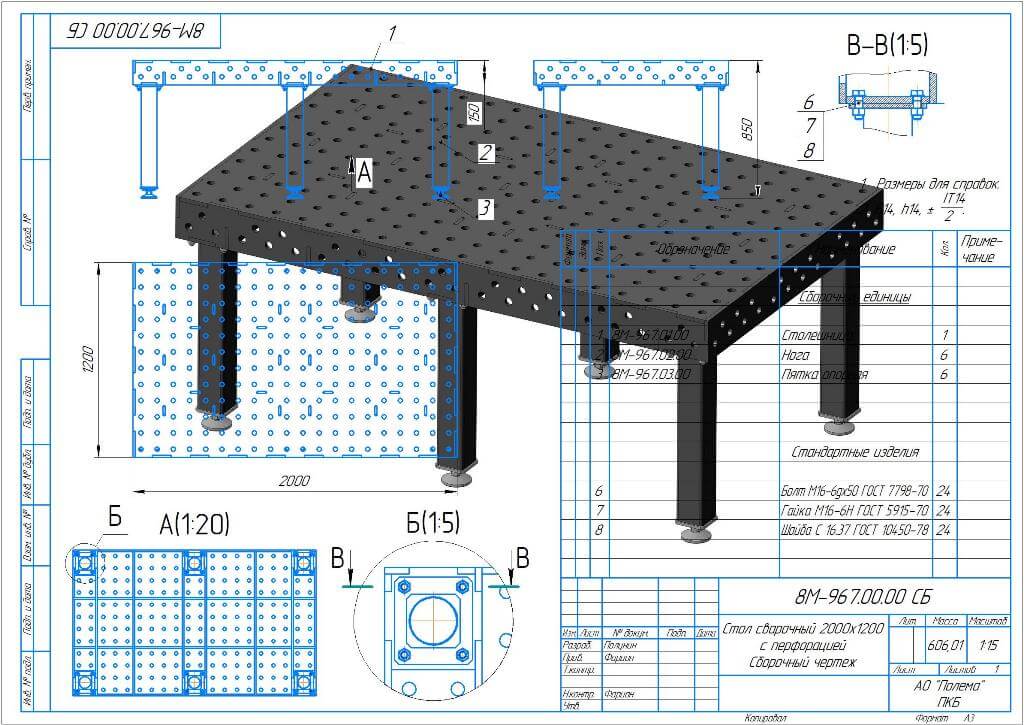
- Сварочный стол на регулируемых опорах с перфорированной столешницей.
Здесь представлен сборочно-сварочный стол, ведь за счет предусмотренной чертежом перфорации на столешнице удается закрепить все необходимые приспособления, призванные упростить монтаж. Данная конструкция может использоваться во время столярных работ, гибки дерева, металла, ремонтных работ, пр.

Металлическая столешница с перфорацией отличается толщиной не менее 3 мм и минимальным шагом отверстий по сетке 100х100 мм. Также важно, чтобы отверстия имели диаметр 10–25 мм, конкретный показатель зависит от метода фиксации заготовок и применяемых мастером струбцин. В листе с перфорацией делают пазы шириной 10 мм, чтобы установить с тыльной стороны усиливающие пластины и прикрепить бортики.
В чертеже такого сварочного стола предусмотрены стандартные регулируемые ножки, которые справляются с необходимым уровнем нагрузки. Чтобы установить регулируемые мебельные ножки, нужно убедиться в их прочности и достаточном шаге резьбы на опоре.
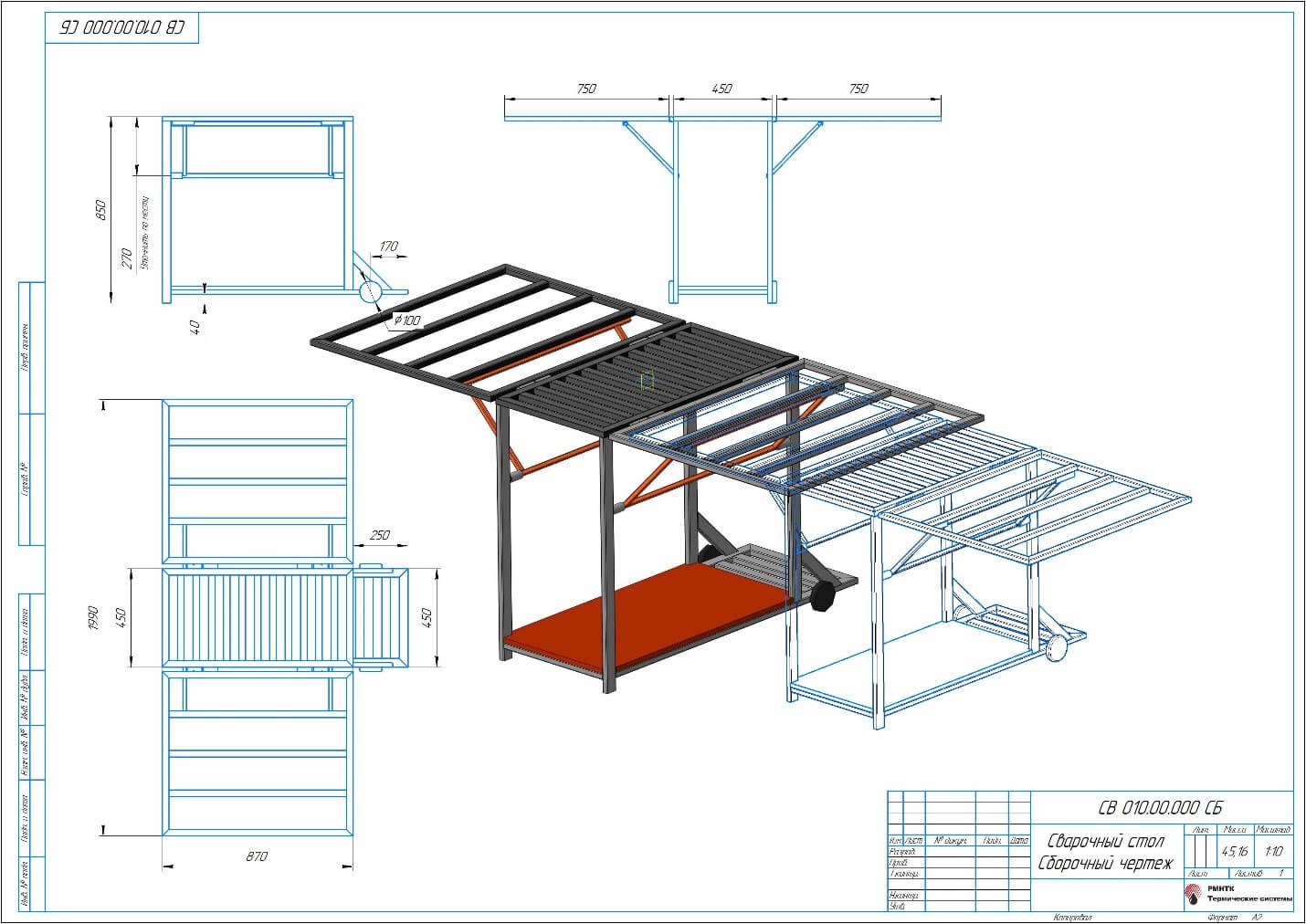
- Раскладной сварочный стол с дополнительными деталями.
Подобная конструкция более удобна в плане работы, чем все остальные, однако ее изготовление требует от сварщика и монтажника достаточного опыта.
Основная часть стола близка к первой из описанных моделей – это массивные опоры и обвязка из металлопрофиля. В нижней части предусмотрена дополнительная обвязка, играющая роль опоры для полки.
Разница заключается в боковых элементах. К переднему и заднему краю столешницы на петли крепятся откидные детали. Они состоят из трубы и предполагают гораздо больший промежуток между элементами, чем на основной рабочей поверхности. Данные панели фиксируются в поднятом положении при помощи П-образных подставок, которые крепятся к стойке стола посредством вращающейся оси.
С правой стороны вынесена еще одна полка, которая усилена раскосами и оснащена колесиками также усиленной конструкции. Колесики упрощают перемещение стола – нужно только приподнять его противоположный край и перекатить на новое место.
Пример изготовления сварочного стола из профильной трубы
Поэтапное описание процесса производства стола позволяет лучше понять особенности конструкции и ее сборки. Далее речь пойдет об относительно простом изделии с предусмотренными полками, столешница которого состоит из отрезков профилированной трубы с прямоугольным сечением.
Изготовление предполагает такие этапы:
- Нарезка трубы для дальнейшей сборки столешницы любым способом, заваривание торцов. Зачистка заусенцев, оставшихся после резки, шлифовка швов.
- Крепление заготовок к царге – сами трубы царги должны быть подрезаны по углам и соединены встык в соответствии с чертежом сварочного стола.
- Полировка металла, что наиболее важно для мест сварных соединений.
- Крепление полок и боковины на саморезы через заранее подготовленные отверстия.
- Размещение листа металла толщиной 1–3 мм на верхнюю полку – он призван уберечь ОСБ-плиту от возгорания, лишней грязи. При загрязнении лист снимают и стряхивают с него сор и частички металла.
- Закрепление ранее подготовленных элементов столешницы на штырях, а не непосредственно к раме. Таким образом удается снизить теплопередачу и обеспечить большее удобство фиксации изделий по краю конструкции.
- Усиление рамы раскосами по углам и по центральной стойке, если планируется обрабатывать тяжелые детали большого размера.
- Крепление к ножкам крюков, необходимых для фиксации оборудования и проводов.
- Усиление углов Г-образными деталями, если кажется, что не достигнут необходимый уровень надежности при креплении колесиков.
- Возможно использование двутавра для изготовления опор-балок наборной столешницы вместо уголка и трубы прямоугольного сечения. В этом случае замкнутую прямоугольную раму можно заменить на две отдельные балки.
- Для изготовления стола, который будет прикреплен к полу, важно заранее подготовить пластины с отверстиями на нижней плоскости ножек – именно таким образом конструкция будет крепиться на анкерные болты.
Готовые чертежи сварочного стола для лазерной резки








Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
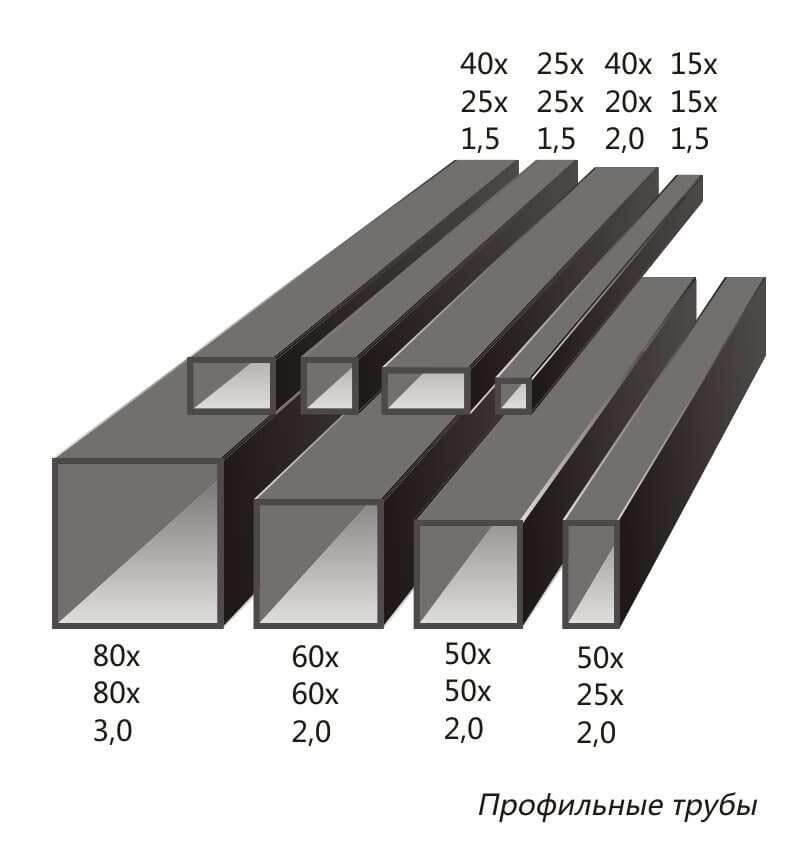
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
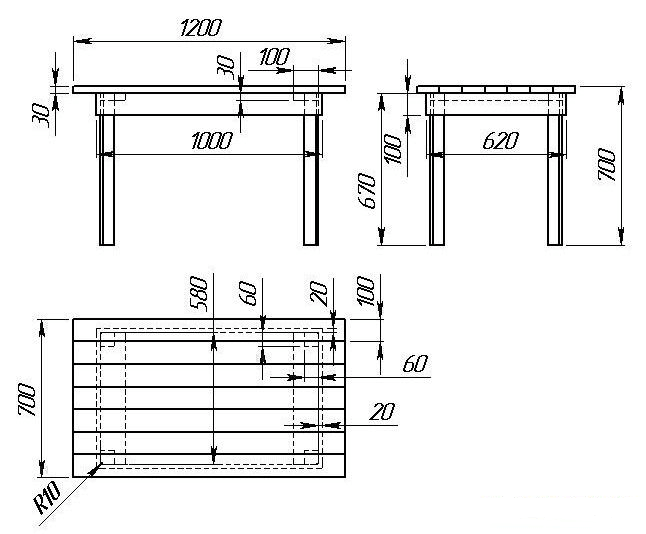
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
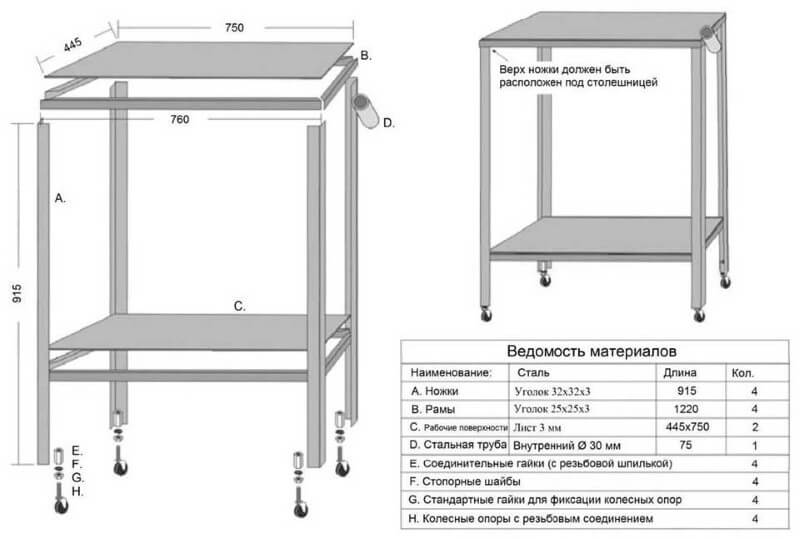
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
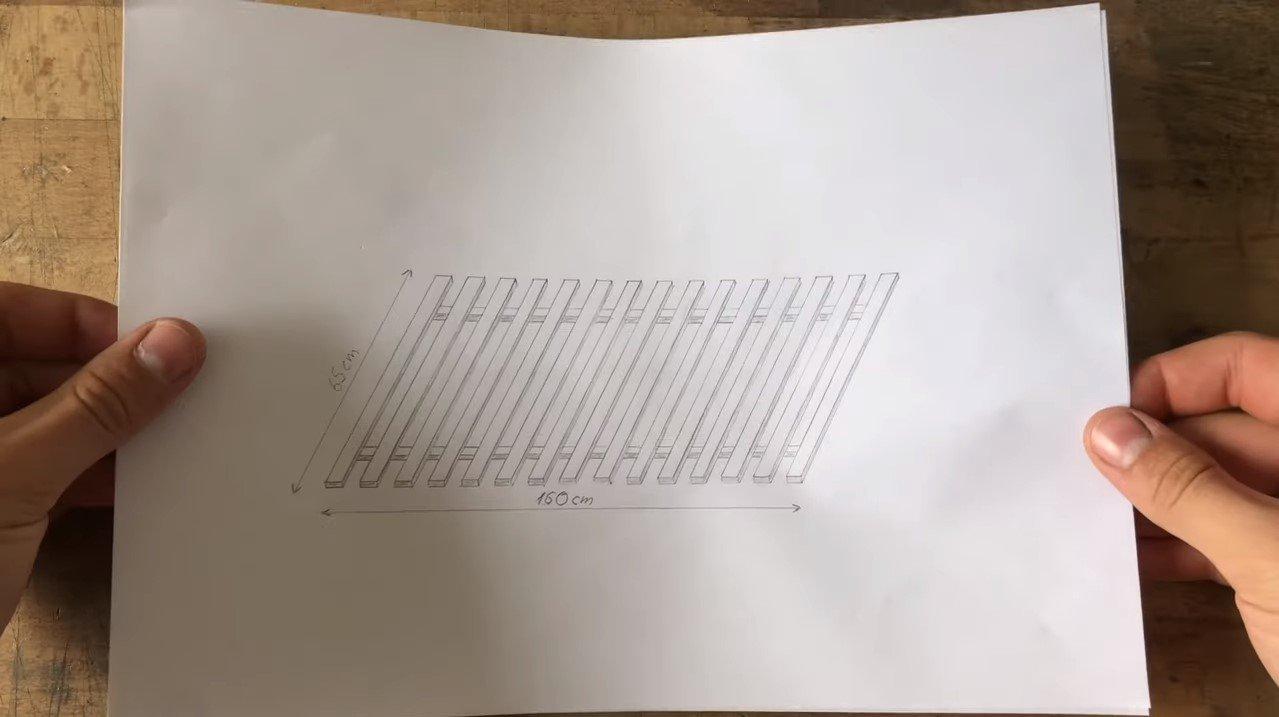

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Читайте также: