Лимб от поворотного стола
Обновлено: 04.05.2024
a) Чтобы использовать градусную шкалу на поверхности стола, расцепите червяк, ослабив винт T и повернув рукоятку эксцентриковой гильзы по часовой стрелке. Стол может вращаться вручную и может быть зафиксирован в любом положении зажимами.
2. Используйте маховик (шкала на маховике в градусах и минутах)
a) Чтобы использовать маховик, ослабьте Т-винт и поверните рукоятку эксцентриковой гильзы червяка против часовой стрелки и когда червяк войдет в зацепление, затяните Т-винт. Если эксцентриковая гильза не поворачивается, возможно понадобится вращать маховик, поддерживая давление на рукоятку, пока червяк не войдет в зацепление.
Лимб маховика разделен на градусы и минуты, например: 4 градуса на оборот или отношение 90:1. Минутные деления на лимбе могут быть далее разделены на 20 секунд при помощи нониуса.
3. Используйте метод деления (используйте делительные диски и таблицу деления)
a) Чтобы использовать метод деления, сначала обращаются к таблице деления, чтобы выбрать пластину деления с определенным количеством отверстий на круге. (См. Таблицу деления, расположенную на Стр. 6 этого руководства).
b) Чтобы использовать делительные диски, маховик должен быть удален, путем выкручивания фиксирующего винта и шайбы.
c) Присоедините соответствующий делительный диск с требуемым числом отверстий к муфте с 3 винтами.
d) Затем установите ножки сектора (латунные части) и отрегулируйте ножки сектора для правильного числа отверстий.
Отверстия считаются после рукоятки или первого отверстия. Таким образом, для шести отверстий, ограничители сектора фактически установлены для семи отверстий, то есть: рукоятка + 6 отверстий.
e) Установите удерживающую шайбу в углублении перед ножками сектора.
f ) Установите рукоятку с подпружиненной ручкой, таким образом, чтобы плунжер выставился в линию с необходимым кругом отверстий. Зафиксируйте винтом и шайбой, которая держала маховик.
g) Для деления вращайте ручку требуемое число полных оборотов и затем используйте ножки сектора, чтобы измерить число отверстий. После того, как ручка зафиксирована, поверните ножки, для следующего цикла или деления.
Например: Для 21-зубчатого колеса или деления на 21, используйте диск с 21 отверстием. Установите ножки сектора для 6 отверстий, затем вращают ручку 4 полных оборота плюс 6 отверстий. Если сомневаетесь, попрактикуйтесь.
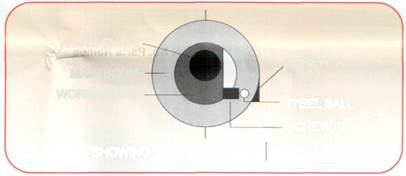 |
| ЧЕРВЯК КОРПУС ЭКСЦ.ГИЛЬЗА |
| ВИНТ A СТАЛ. ШАРИК ВИНТ B |
| ПОКАЗАННОЕ СЕЧЕНИЕ [a] [B] |
1. Регулировка зацепления червячной передачи:Ослабьте стопор эксцентриковой гильзы и поверните гильзу по часовой стрелке до упора. Червячная передача теперь расцеплена. Поверните гильзу против часовой стрелки до упора, червяк и зубчатое колесо войдут в зацепление. Затяните стопор после зацепления. Дополнительная регулировка возможна путем удаления винта [A] и стального шарика и вращением внутреннего винта [B] против часовой стрелки для перемещения червя в более плотное зацепление с зубчатым колесом. Вращение винта по часовой стрелке отводит червя дальше от колеса. После регулировки, вставьте стальной шарик и затяните винт [A]
2. Осевая Регулировка Червячного вала:Когда возникает осевой люфт, регулировку механизма можно выполнить, затягивая внутреннюю гайку червячного вала после снятия ручки, лимба и рукоятки гильзы. После регулировки, зафиксируйте гайку на валу посредством установочного винта. (У ПОВОРОТНОГО СТОЛА есть регулировка - гайка, которая доступна после снятия ручки.)

 |
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Высота может быть различна, при работе с различными центрами делителя, в то время как угол наклона может быть изменен для различных способов механической обработки. Кроме того, вершина центра должна вращаться точно. Фиксация выполняется затяжкой болтов.
 |
Поряд.№ и размеры для Задней Бабкив мм/дюймах.
ДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ
| • Набор делительных дисков • (Диски А,B и C) по 1 • Сектор 1 • Рукоятка 1 • Пружина сектора 1 |
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.


Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Фрезерование с применением круглого поворотного стола
Фасонные поверхности фрезеруют на круглом поворотном столе, являющемся принадлежностью вертикально-фрезерного станка.
Круглые поворотные столы выпускают с ручным приводом, с ручным и механическим приводом от станка, с приводом от индивидуального электродвигателя. Поворотные столы с ручным приводом нормализованы, имеют общую конструкцию. Диаметры стола 160, 200, 250 и 320 мм. На рис. 139 показан общий вид стола.
Каждый стол состоит из основания (плиты) и поворотной части (планшайбы). Плиту поворотного стола крепят к столу станка с помощью болтов, вставляемых в Т-образные пазы стола. При вращении рукоятки 1 через червячную пару (передаточное отношение червячной пары 1:90) поворачивается поворотная часть стола. После поворота планшайбу жестко закрепляют на плите рукояткой 5. Центральное коническое отверстие с конусом Морзе № 3 или 4 на планшайбе служит для центрирования поворотного стола, а Т-образные пазы — для закрепления приспособлений или заготовок. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Винт 2 служит для фиксации рискоуказателя на круговой шкале стола, а винт 8 — для фиксации лимба на рукоятке 1. Эксцентриковая гильза 7 предназначена для регулировки зазора червячной пары, а также для вывода ее из зацепления в случае, когда нужно быстро повернуть стол на требуемый угол. Стопорят гильзу 7 рукояткой 6. Ограничение угла поворота стола производится передвижным регулируемым ограничителем 4 поворота стола, а освобождают ограничитель поворота стола рукояткой 3.
Поворотные столы с ручным и механическим приводом выпускают с диаметрами стола 320, 400, 500 и 630 мм (рис. 140). Эти столы имеют два червяка: один для ручного, другой для механического поворота планшайбы от привода станка. Вручную стол можно вращать маховичком 6.
Для привода круглых столов на фрезерных станках моделей 6Н11, 6М12 и 6М13 в механизме подач стола имеется специальный валик. На других моделях консольно-фрезерных станков передача вращательного движения столу осуществляется от ходового винта продольной подачи стола. В обоих случаях вращение планшайбы производится через вал, расположенный под рабочим столом станка параллельно ходовому винту продольной подачи, зубчатую передачу, заключенную в специальном кронштейне, через шарнир 3 и телескопический вал 4.
Включение вращения от привода производится рукояткой 5. Каждый стол снабжен кулачками 2, ограничивающими участки круговой обработки, передвигаемыми и закрепляемыми в круговом пазу 1, и реверсивным механизмом для изменения направления вращения планшайбы. Эти столы, как и столы с ручным управлением, имеют стопорное устройство, позволяющее жестко закреплять планшайбу в требуемом положении с помощью рукоятки 7.
На поворотном столе обрабатываемые заготовки закрепляют вручную. Для сокращения вспомогательного времени на крепление заготовок применяют поворотные столы со встроенным пневматическим или гидравлическим приводом. На рис. 141 показан общий вид поворотного стола с диафрагменным пневмоприводом для закрепления обрабатываемых заготовок. Крепление заготовок происходит следующим образом. В столе имеется шток с резьбовым отверстием, в которое ввинчивают сменные тяги. С помощью этих тяг производят закрепление обрабатываемых заготовок или освобождениеих поворотом рукоятки распределительного крана 1. Маховиком 2 осуществляется вращение стола.
На рис. 1.42 показаны схемы наладок для закрепления заготовок на столе с диафрагменным пневмоприводом. На таких столах заготовки крепят через сменные тяги различных конструкций, ввинчиваемые в резьбовые
отверстия штока стола.
Столы с индивидуальным электроприводом. Вращение стола от привода станка связано с большой затратой времени на наладку станка (установка кронштейна с зубчатыми колесами, установка промежуточного валика с шарнирами и др.). Поэтому целесообразно применять переносный накладной стол с индивидуальным приводом. Его можно установить на любом вертикально-фрезерном станке. Такие столы имеют необходимый комплект сменных зубчатых колес, позволяющих получить требуемую окружную скорость (круговую подачу) планшайбы.
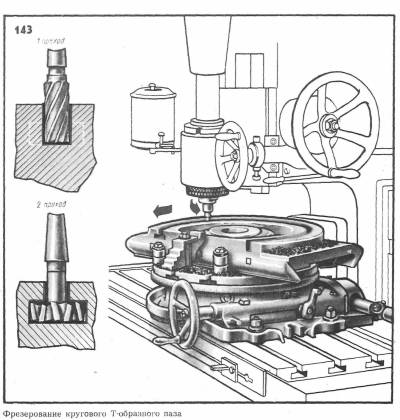
Рассмотрим наладку и настройку стайка на фрезерование кругового Т-образного паза (рис. 143). Материал заготовки — серый чугун (НВ = = 180 кГ/мм2). Размеры Т-образного паза примем такими же, как и в ранее рассмотренном примере обработки прямолинейных Т-образных пазов (см. рис. 128). Как и в предыдущем случае, обработку кругового паза производят за два прохода: сначала фрезеруют прямоугольный паз концевой фрезой, а затем фрезой для Т-образных пазов.
Установка круглого поворотного стола. Перед установкой стола необходимо тщательно протереть основание поворотного стола и поверхность станка, на которой его устанавливают. Ввести в соответствующие пазы стола станка с двух сторон прижимные болты с гайками и шайбами и закрепить поворотный стол. Вставить в центральное коническое отверстие круглого поворотного стола центрирующий штифт. Заготовку устанавливают и закрепляют с помощью центрирующего штифта, прихватов или сменных тяг в случае применения стола с пневмоприводом для закрепления заготовок.
При фрезеровании круговых пазов необходимо совместить центр окружности кругового паза с центром поворотного стола. При вращении кругового поворотного стола вокруг вертикальной оси каждая точка заготовки будет перемещаться по окружности радиусом, равным расстоянию этой точки от центра стола.
Кроме совмещения центра оси стола с центром окружности кругового контура необходимо также совместить ось концевой фрезы с осью симметрии паза, иначе говоря, расстояние между центром поворотного стола и центром концевой фрезы должно быть равно радиусу окружности оси паза.
Таким образом, при обработке круговых пазов очень важно правильно установить заготовку. Правильность установки можно проверить путем легкого касания заготовки вращающейся: фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°.


Лимб для фрезерного станка НГФ 110 в программе Арткам, для поворотной оси сделать очень просто.
Вот как я делаю разметку лимба, открываем чертёжик и видим 80 делений, открываем Арткам с размером 160мм. на 20мм. это что бы сильно не мельчить при расстановке линий, можно и больше размером кратным 80.
Линии в маём случае будут идти через 2мм.

Рисуем первую линию 6мм. выставив линейку для выравнивания по высоте рисок.
Рисуем вторую линию 4мм. так же ставим линейку.

Ставим вертикальную линейку, для контроля положения наших будущих рисок.
Копируем мелкую риску и расставляем через 2мм.
Вот получился блок 5 рисок.

Теперь копируем весь блок и устанавливаем на новое место.
Вот наш блок из 10 рисок.

Теперь копируем весь получившийся блок и получаем 20 рисок.
И так заполняем всю шкалу.

Ставим цифры, тоже контролируя по линейке.
Шрифт лучше выбрать самый простой, желательно в одну линию, а не контурный.
Так Арткам будет работать быстрей и проще, шрифт будет аккуратней на конечном изделии.

Вот мы дошли до составления программки.
Теперь нам нужно загнать все наши вектора в 100мм. файл так как у меня например ось А привязана к 100мм на один оборот.
Можно конечно рассчитывать длину окружности усложняя себе жизнь и пересчитывать количество шагов на один оборот, но для Арткама этого точно не нужно.
Поэтому один раз, привязав один оборот к 100мм. мы можем делать всё что захочем.
Опять открываем Арткам и задаём размер файлу 100мм. на 20мм.
Копируем все вектора и вставляем в этот файл.

Вот что у нас получилось.
Теперь по выделенному вектору щёлкаем правой кнопкой мыши.
Выбираем …Преобразование векторов.
В окне снимаем галочку и ставим 100мм.
Всё у нас на своих местах теперь.

Выбираем вкладку траектории, обработка вдоль векторов, даем любую толщину заготовке, берём гравёр, в маём случае 0,1 за проход 0.15, максимальная глубина 0.3, выделяем весь вектор и жмём кнопку сейчас…

Вот как выглядит наша имитация работы.
Теперь сохраняем полученную нами УП и идем на станок гравировать наш лимб.

Да не забываем поменять в УП программе оси, у меня например нужно заменить в блокноте ось Х на А а ось Y на Х….
Пару фоток, лимб.


Пришлось гравировку сделать второй раз, так как наверно самые внимательные, заметили что цифры написаны ещё и с право на лево, стёр надпись, исправил подключение оси А и повторил, вышло чуть хуже но это другая история.
Координатный стол, возврат в строй…

Всем привет.
Окончена работа по восстановлению очередной боевой единицы в мой гараж.
И так, координатный столик россыпью и еще несколько железяк, достался мне по цене 30 рублей за килограмм на металлоприемке. В момент его приобретения я даже не подозревал что это готовое изделие, просто насобирал деталей для будущего использования в самоделках.






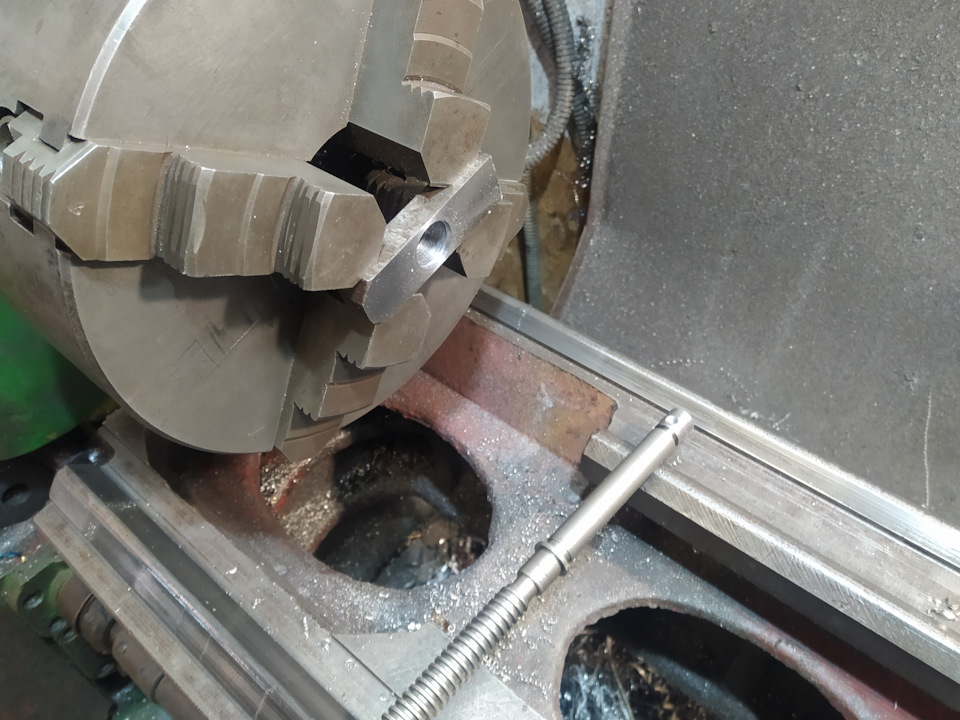
Недостающий винт будет изготовлен из вала электромотора, металл там используется якобы ст45, а ежели нет то всяко лучше кругляка или шестигранника из пластилина с металл базы.

Роторы от моторов мне достаются на халяву, как правило от сгоревших. Заказчику нужны только шкивы. В общем вал аккуратно выталкивается и идет в обработку…



Недостающий лимб решено сделать из алюминиевой втулки сайлентблока задней балки автомобиля киа рио, давно валялась и пригодилась.


Ступица получилась составная из двух частей, делать единую из кругляка, нет никакого желания и потребности

Промежуточный результат, забыл упомянуть что рукоятки для маховиков я использую из шарниров от стоек стабилизаторов автомобиля, очень удобно

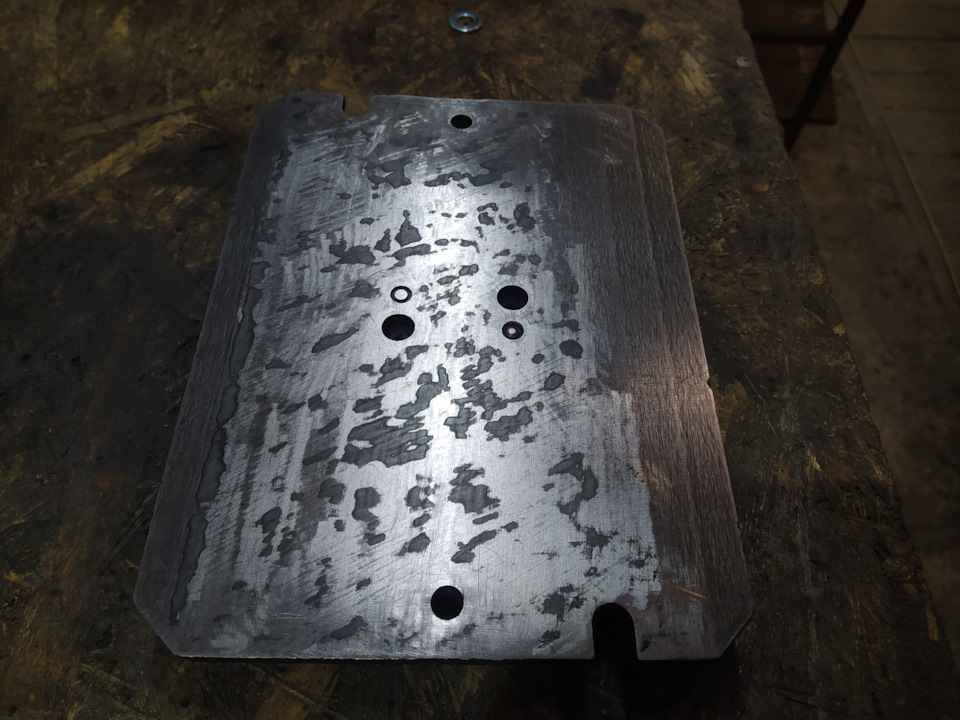
Работа проделанная ранее, просто фигня по сравнению с продолжением. Очистка от ржавчины, краски и последующее шабрение рабочих плоскостей





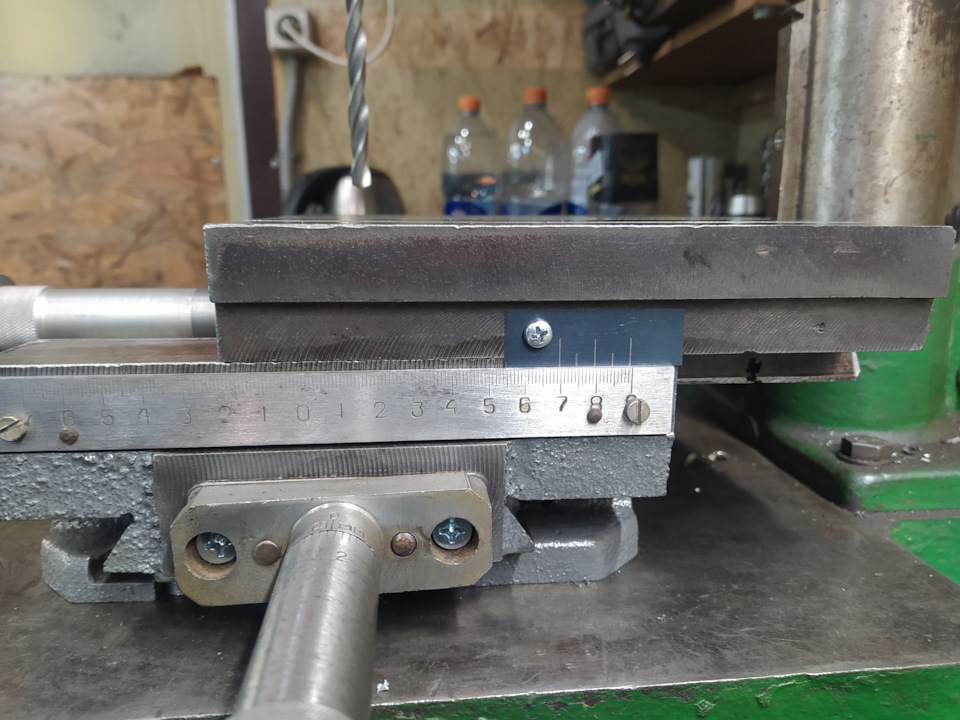

Расстояние от стола до основания КМ, 235 мм. На изготовленном лимбе разметку не делал, поворотным столом или делительным устройством пока не разбогател. В прочем на данном конкретном станке, пока вполне достаточно линеек для позиционирования детали. Тисков пока нет, может подвернутся или сделаю если приспичит

Всем добра, не болейте)
Комментарии 33
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.




Мастер! И только с заглавной буквы!)
Спасибо конечно, не так все сложно)
И тем не менее. Абы кто не возьмётся за такую работу — это надо понимание!)

Класс! У меня такой же сверлильник. Тоже ищу, хотя бы плиту с пазами, чтоб тиски установить. Но, наш Тракторный разобрали и сдали, БУМ по станкам на приемках прошел и если что и попадается, то крайне редко и в убитом состоянии. А так у нас цена на "деловой металл" 40р. Недавно тиски небольшие взял за 500р. На "развалах" и авито такие 1500 в среднем

Я так заехал, спросил магнитную плиту, они мне, есть.Я посмотрел, она электрическая и горантии что она рабочая нет, стою думаю.Подхожу:
почем отдадите,
они а сколько даш,
я им 2 тыщи,
они да нуу, там меди выгон и тележка,
я а за сколько,
они да лучше я себе оставлю
ну ладно, пошел я своей дорогой.
И я потом ещё заезжал к ним и спрашивал, они говарили что нет.А спустя год я узнал, что они их спалили и задали на чермет.Вот сука, жадность что делает, не себе, не людям.
Станок 1а616 продавали, за 50, ессно не в самом лучшем состоянии. В итоге за 25 продали.
А ведь 30 изначально предлагали, нормальную цену, жлобы…
Жабы и видь не предьявиш.Рынок, хочеш бери, хочешь нет
Да гниды, че тут скажешь…


Был у мну такой же НС 12. Хороший сверлилко.

Никуя не понятно, но очень интересно!)

Есть такой же столик, тоже одного винта не хватает. Он есть, но кривой совсем :-(((

Где же такие металлоприемки найти, в моем городе видимо все сдали уже не часто встретишь такую оснастку да и не продаст ее не кто по 30 за кг
Это чистое везение. Приобретая такие вещи на чермете, надо проявлять крайнюю осторожность. А именно не подавать вида)))
Если бы я стал собирать его на месте, в поиске не достающих деталей, он легко мог бы быть переквалифицирован из категории металлолома в изделие, а там сразу ценник улетает за горизонт. Если они умудряются державки от напайных резцов предлагать по 100 рублей, представляете?
Так и покупаю — вот это возьму и вот ту железку кидай на весы пригодится и эта фигня куда нибудь пойдёт и так далее)))
Это да.Иногда получается инструмент в виде ключей, напильников и т.д. купить по 25-30₽, а иногда просто цену ломят, чуть не как с магазина
Чипгуру
У-уфф, наконец-то я созрел до того, чтобы показать сообществу этот столик Долго я его прятал, тихорил, стеснялся того ужаса, который угораздило купить в нагрузку с отличными СССРовскими тисками. В итоге тисками давно уже пользуюсь, а к столику никак не получалось руки приложить. Была проблема, вокруг которой приплясывал почти полгода. Даже тему создавал "Чем и как открутить гайку, похожую на болгарочную?". Да какие полгода? Больше. Столик ко мне приехал в начале мая 2015 года, а гайку я смог открутить только в конце ноября
А впрочем, вот и пациент! Знакомьтесь!







Немножко побитый, немножко некомплект. Нет рукоятки вращения червяка. Нет родного лимба, но продавец подогнал какой-то другой лимб, по диаметру вполне подходящий. Также нет ручки, опускающей вертикальный ограничитель поворота стола. Ну и, наверно, ещё чего-то нет, чего я просто не знаю. Шильдик весь потёртый. Хорошо видно только надпись "БССР" в правом верхнем углу и то, что выбито:
- номер 648
- диаметр 160
- тип 7204-0001

Продавец сразу честно предупредил, что столик лет 15, а то и все 20 валялся в гараже. Так-что вскрытие должно быть интересным
To be continued.
Поворотный стол 7204-0001 ф160мм
7мм не принцыпиально, хотя для НГФ иногда этого может и не хватить.
Использую его редко, в основном китайский наклонный, но он помоему выше двухсотого.
Кстати, забыл о состоянии стола написать. Из всего, что должно вращаться, не вращалась только планшайба. Эксцентрик хоть и туго, но проворачивался, выводя червяк из зацепления с шестернёй. Сам червяк тоже крутился. Ручки фиксаторов работали как надо и вертикальный упор-ограничитель тоже утапливался и всплывал
Приступаю к разборке.
1. Из бокового Т-паза планшайбы извлекаю упор-ограничитель. Этих упоров, я так понимаю, должно быть два, чтобы фрезеровать сектор от упора до упора. Но у меня только один.

2. Затем открутил ответный упор, закреплённый на основании стола тремя винтами.



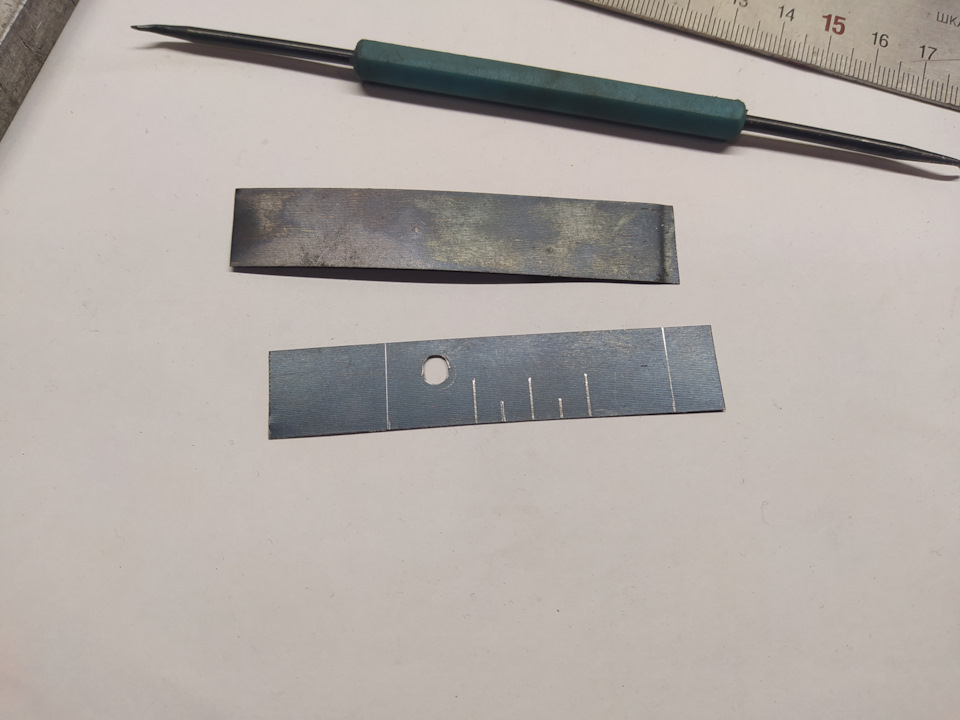
3. Указатель или визир вообщем, планка с риской Болтик крепления оказался раскривущим.



4. Фиксатор-зажим эксцентрика червяка. Штифт не утерян, он был и я его выбил выколоткой.




5. Фиксатор-зажим планшайбы. Тут никаких премудростей. Просто выкручивается гайка и все внутренности вытаскиваются наружу.



6. Задняя крышка вала-червяка. Крепилась на 4 винта. Под ней выкрутил и снял всё, что снималось и выкручивалось: гайка, шайбы, упорный подшипник и ещё одна гайка.







7. Крепление планшайбы. 4 болта с внутренним 6-ти гранником.


И вот после этого началась моя эпопея с гайкой
Гайку я осилил и остыл к столику А тут на днях чё-та он мне понадобился. Я повздыхал, что он у меня до сих пор не перебратый лежит и обошёлся без него. Потом опять понадобился. Ну думаю, всё! Надо браться! И взялся

Пробую выдавить шпиндель. Немного пошёл, а дальше нэ идэ.

Пробую выколоткой, столик на боку и никак не зафиксирован.


Оказалось не удобно. От лёгкого удара молотком столик падает, а поддержать его нечем. Решил положить на деревяные брусочки. Вот тут шпиндель-то и стронулся






Шпиндель выбил, а планшайба как сидела, так и сидит Стал внимательно всё разглядывать и снизу увидел, что вроде как там ещё одна втулка.

Решил тюкнуть по ней слегонца. Ага! Тюкнул! Планшайба-то и выпала


Осматриваю внутренности. Там пластилиновая кака ржавого цвета вместо смазки.
Читайте также: