Фрезерный координатный стол своими руками
Обновлено: 18.05.2024
Самодельный
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.

Крепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Электрический
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Рельсовые направляющие и каретка
Цилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
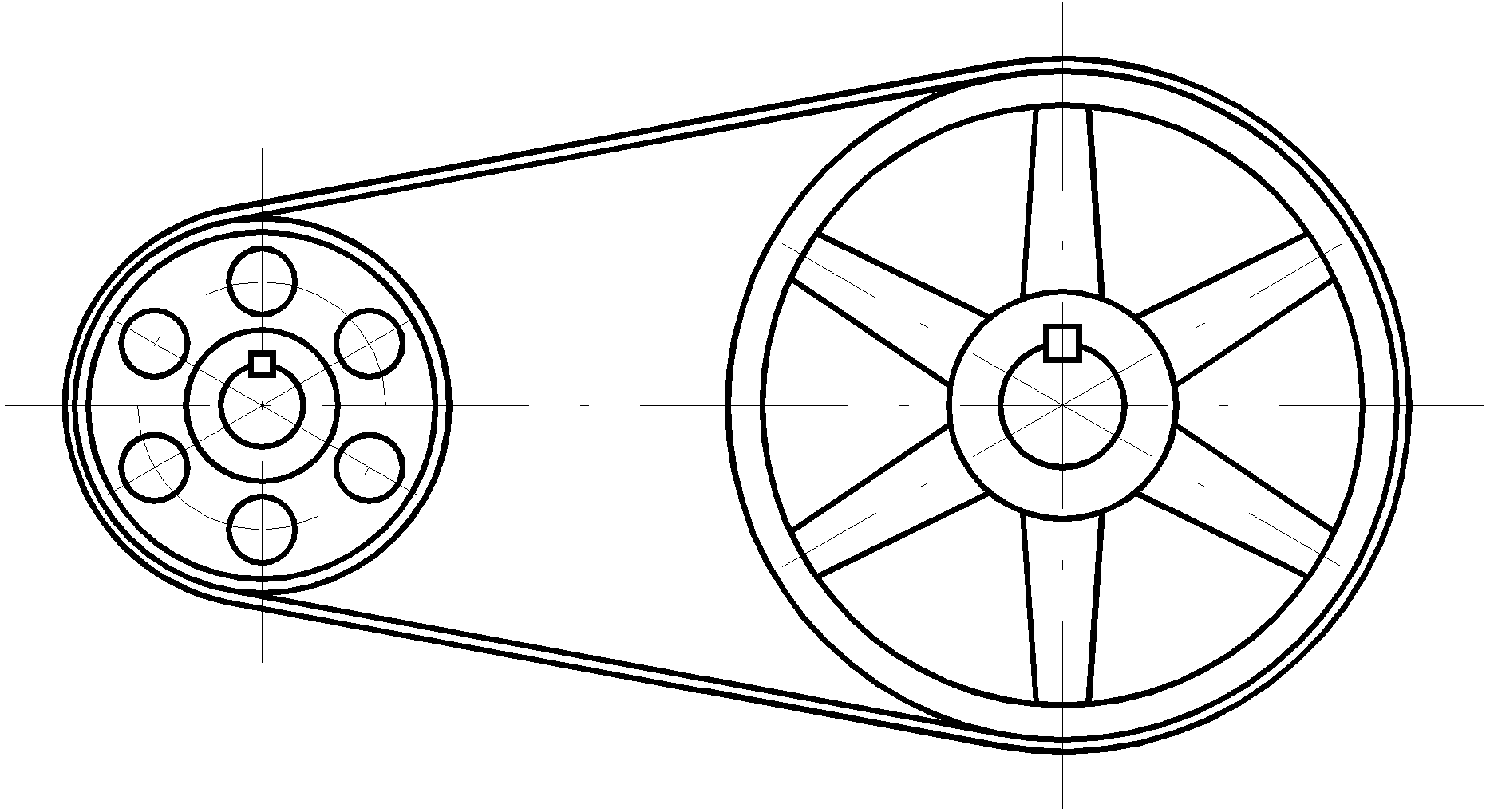
Ременная передача
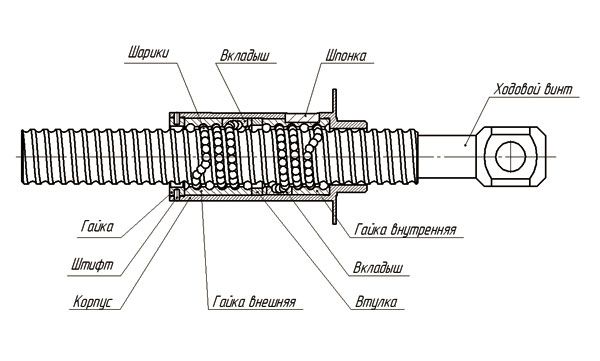
Шарико-винтовая
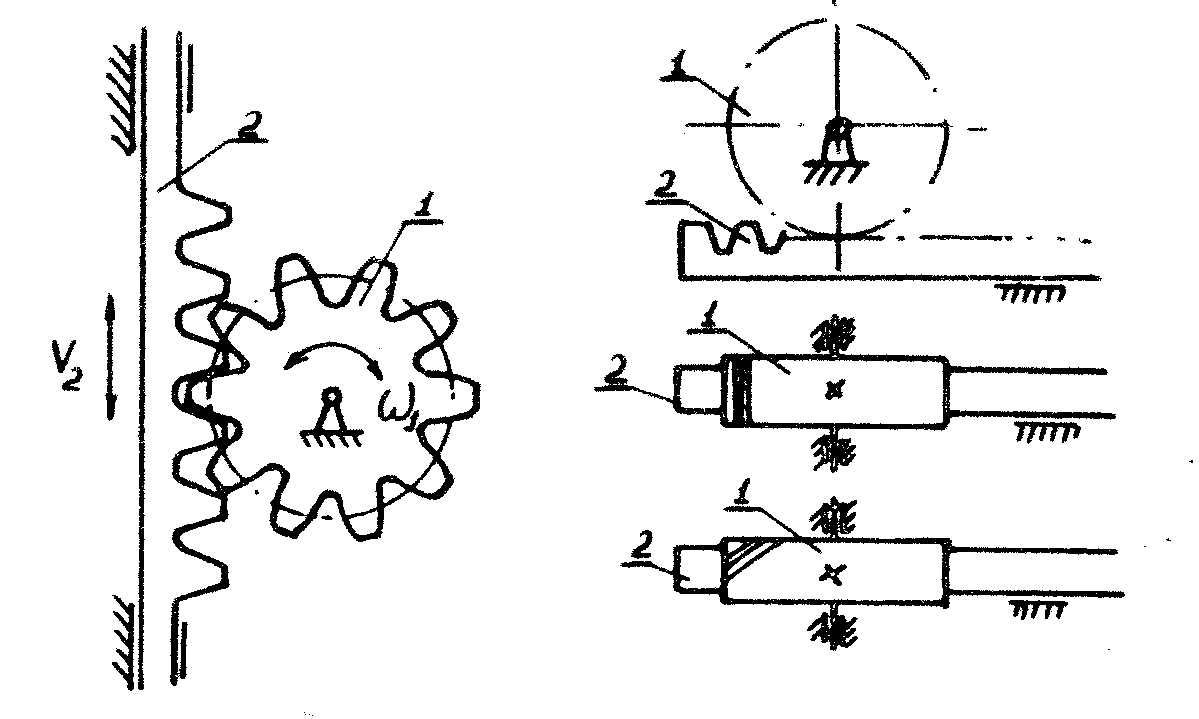
Зубчато-реечная
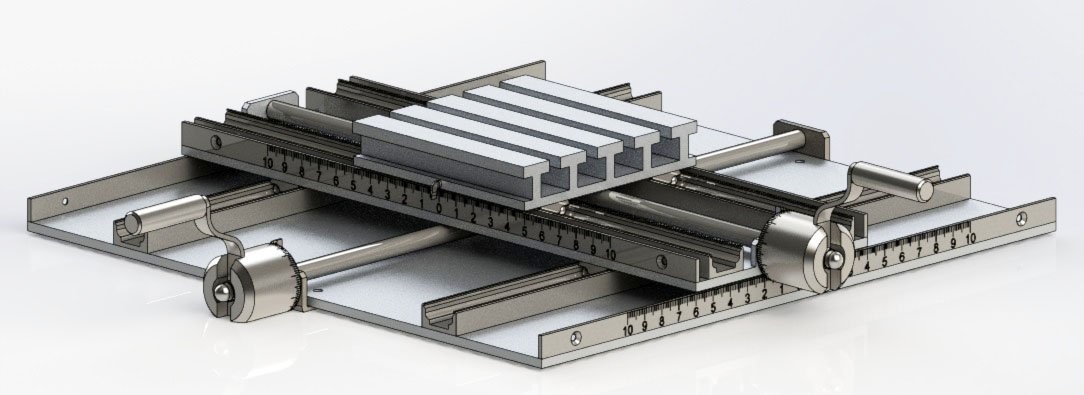
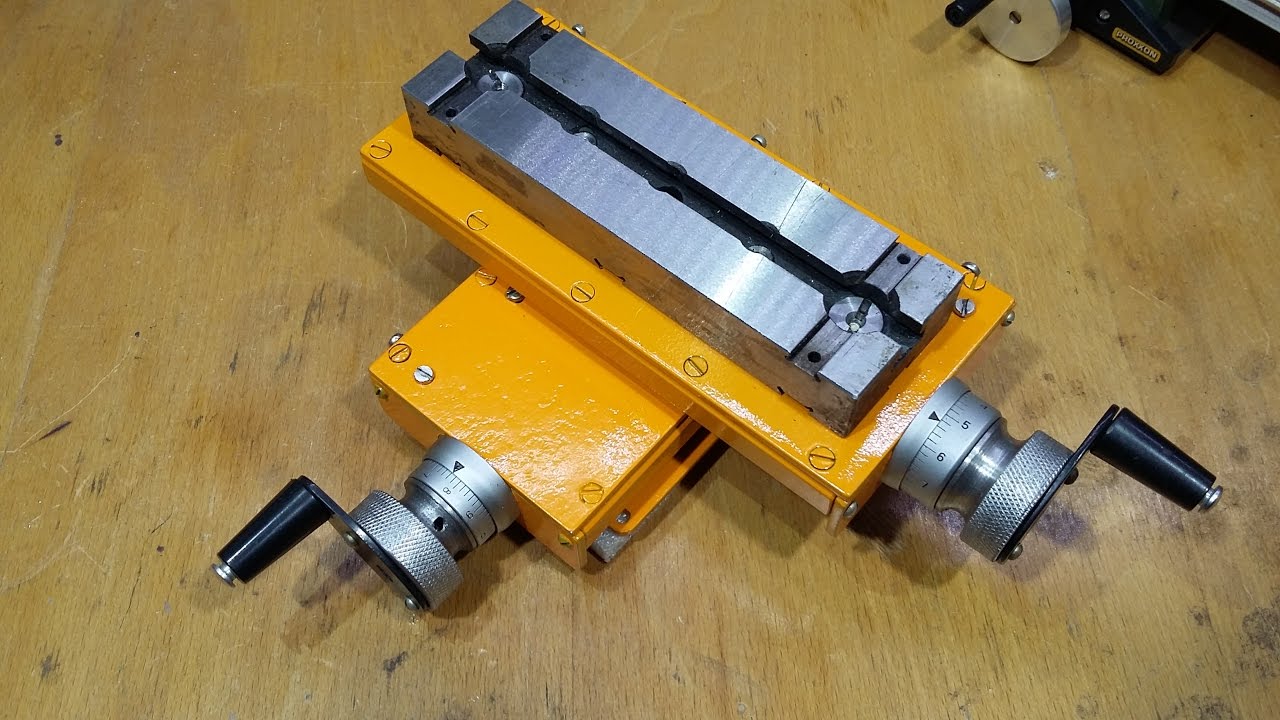
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
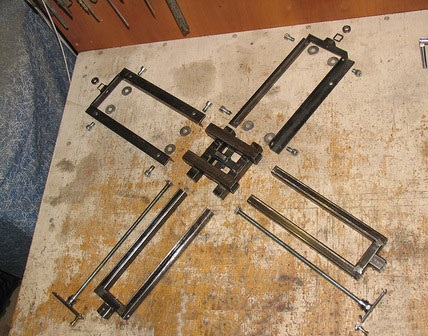
Изготовить центральный узел стола в виде крестовины
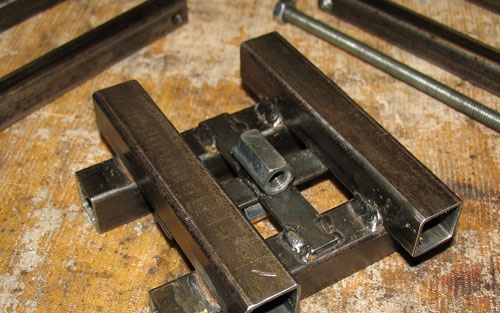
На поверхности готовой крестовины собрать каретки

Профили обработать напильником, вставить гайки

На шпильках произвести сборку рукояток с подшипниковым узлом

Сварить два П-образных основания из уголка

Собрать всю конструкцию

Все узлы, подвижные части протереть смазочным материалом

Прикрепить к станине сверлильного станка
Видео
Фрезерный станок по металлу своими руками: чертежи, видео, фото
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.

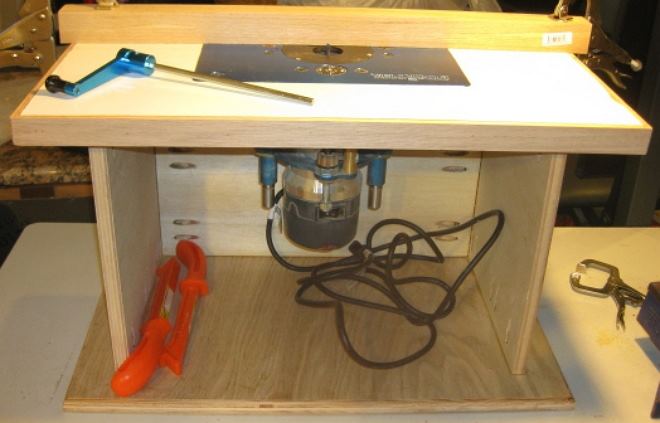
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.

Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.
Самодельный фрезерный станок: вариант №1

Самодельный станок и этапы его изготовления на фото ниже
Основание Детали стойки и держатель шпинделя Вертикальная направляющая (салазки резцедержателя токарного станка) Вертикальная направляющая (вид сзади)
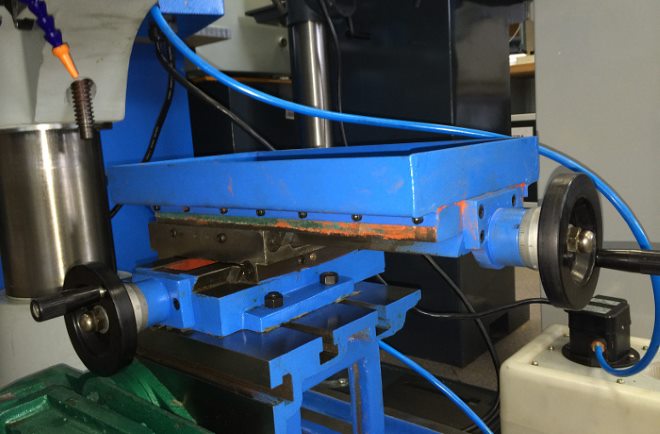
Соединение основания со стойкой Соединение основания со стойкой (вид сзади) Крепим вертикальную направляющую к стойке Координатный стол G5757 «Прома» установлен на основании
Ходовой винт координатного стола Площадка для крепления шпинделя (выбрана фрезером) Основание со стойкой, направляющей и столиком Пара гирь от рычажных весов обеспечила вылет шпинделя
Тиски Крепление двигателя Крепление двигателя (вид сбоку) Приводной ремень
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.

Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком.
Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента.
Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.

Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.

Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.

Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
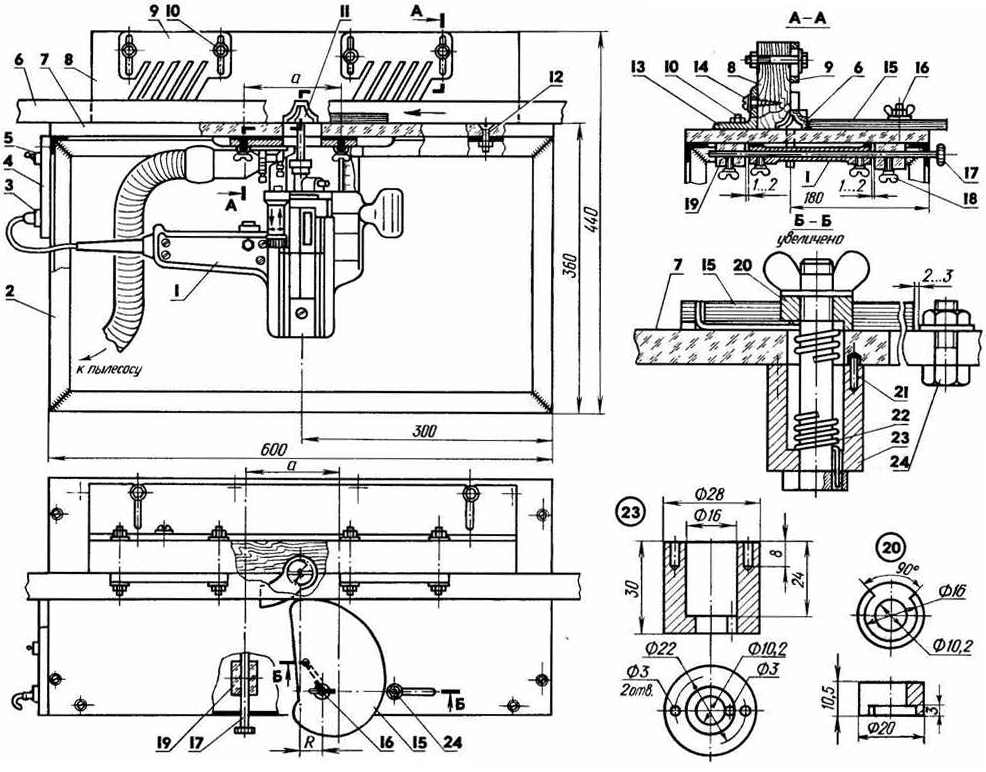
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
- Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
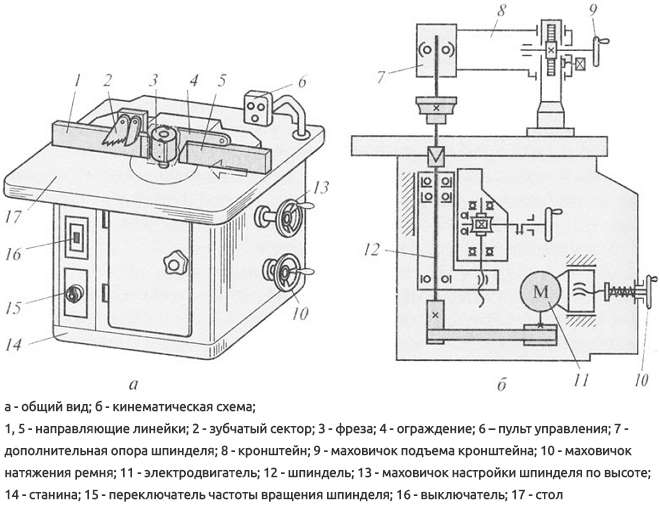
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
- Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
- Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
- Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
При изготовлении домашнего фрезерного станка надо действовать в строгом соответствии с чертежом и с алгоритмом сборки. При выполнении этих условий, а также при соблюдении аккуратности и точности сборочных работ можно рассчитывать на то, что ваше мини-оборудование будет долго радовать вас своей функциональностью, производительностью, точностью и надежностью.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.

Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
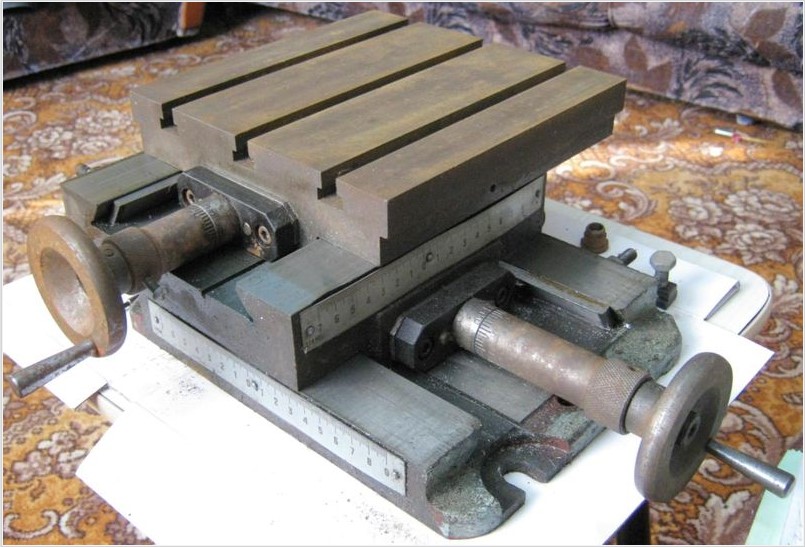
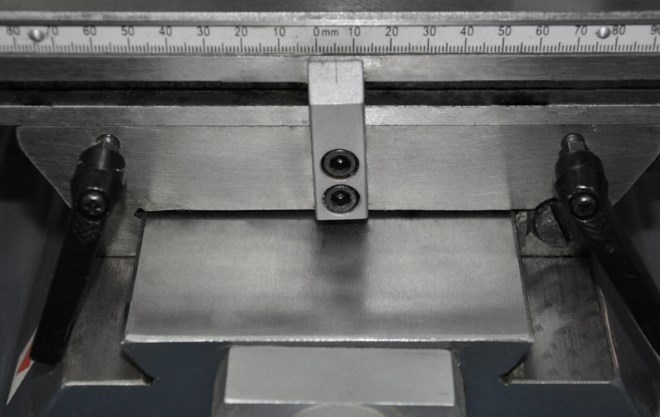
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

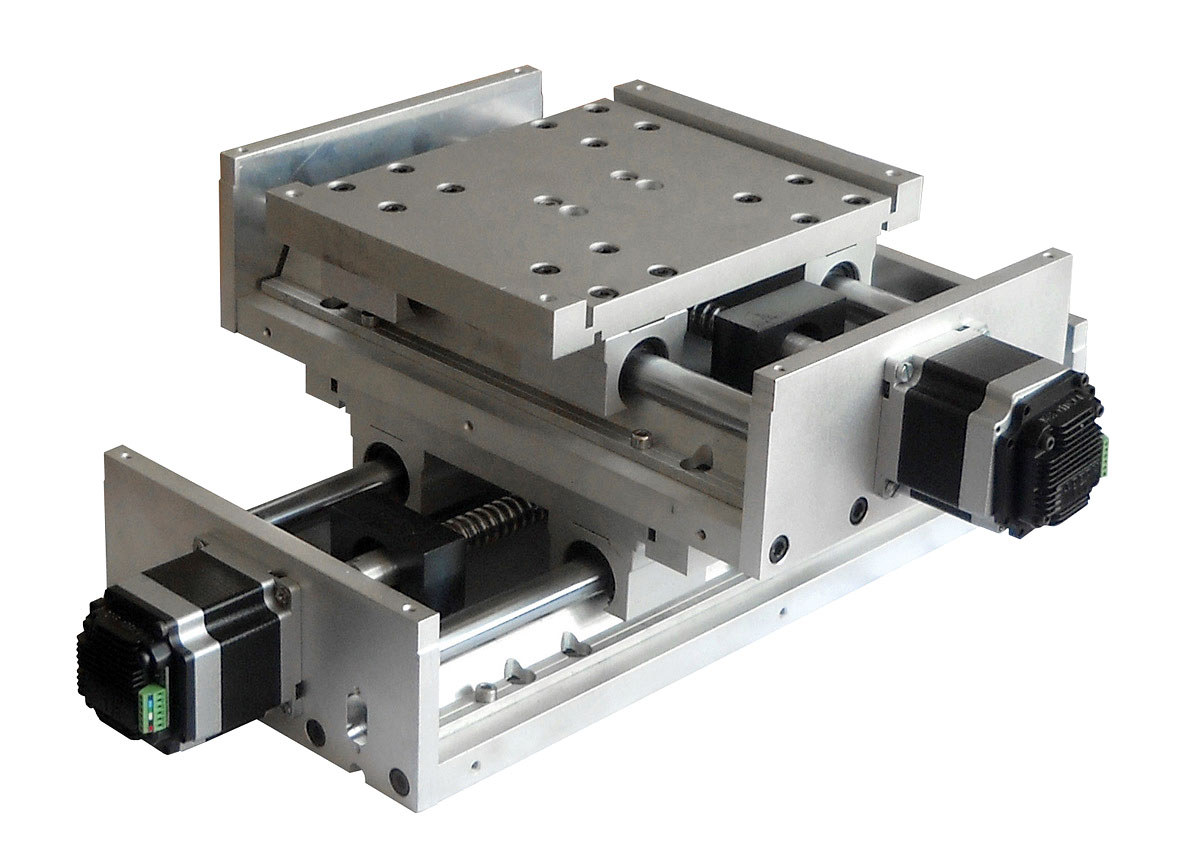
Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
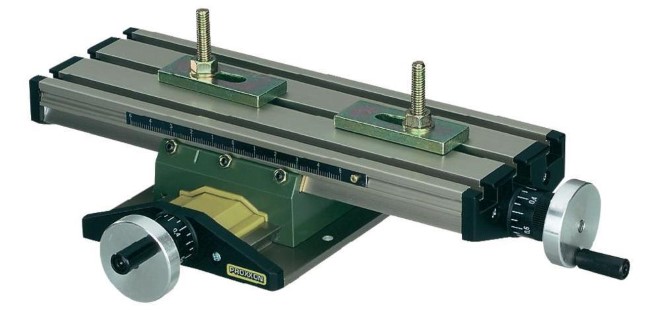
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
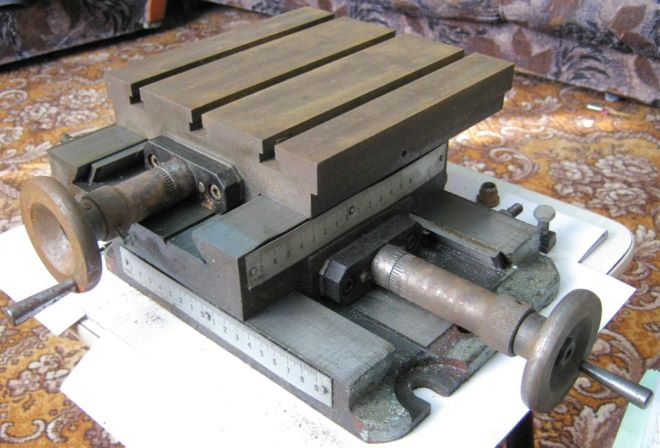
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
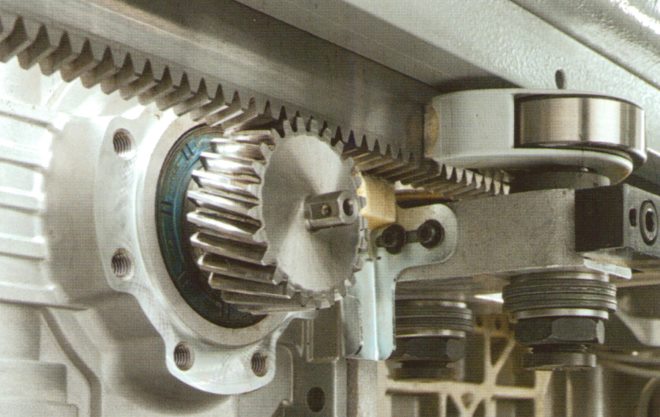
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
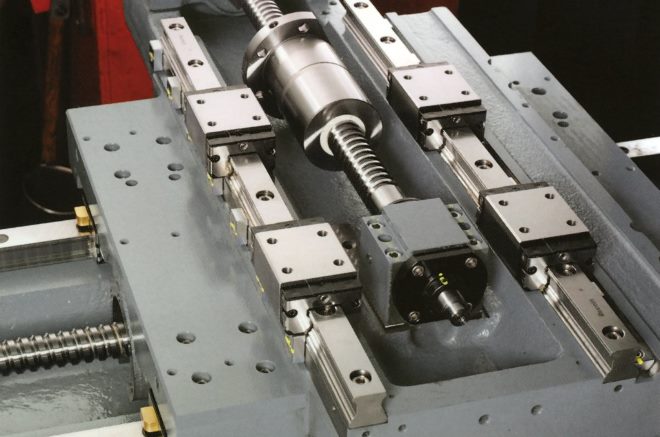
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

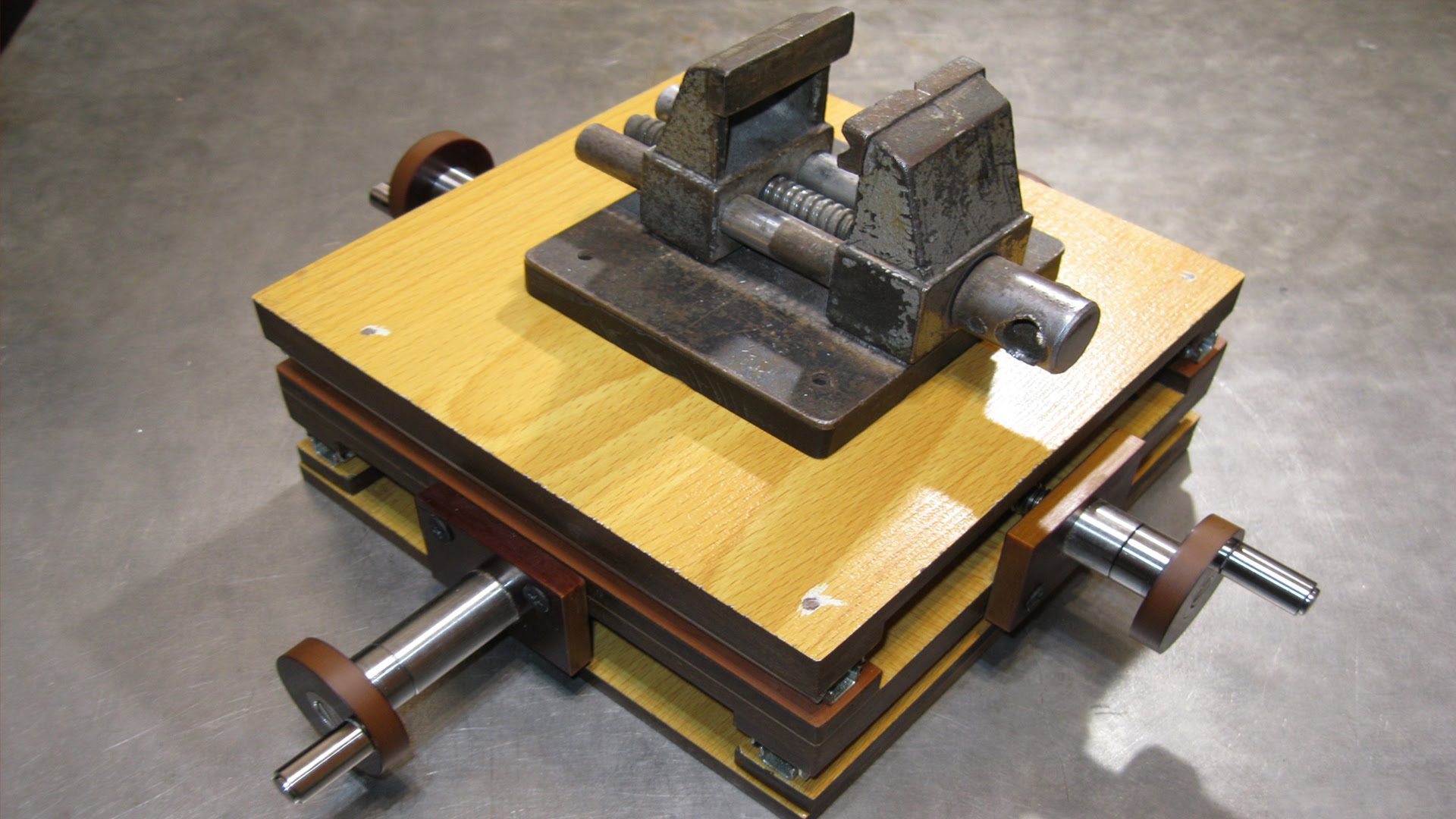
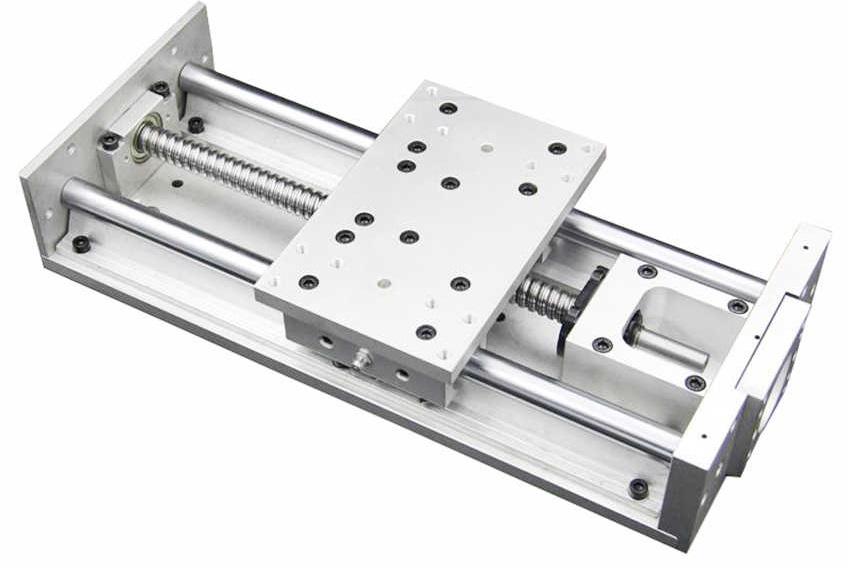
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Поворотный стол для фрезерных, расточных, сверлильных станков
Наличие поворотного стола на фрезерных станках, а также строгальных, сверлильных и расточных существенно расширяет диапазон их применения. Конструкция данного узла определяет жёсткость агрегата, а, следовательно, и точность производимых на нём операций. Если станок оборудован системой ЧПУ, то поворотный стол обеспечивает возможность производства металлорежущих операций на нескольких заготовках одновременно, что увеличивает производительность фрезерования.

Классификация
Рассматриваемый узел представляет собой тщательно отшлифованную поверхность, где имеются так называемые Т-образные пазы, предназначенные для позиционирования обрабатываемой детали. Пазы размещаются либо по дуге окружности, либо в продольном направлении (реже – в поперечном). Соответственно этому различают круглые и прямоугольные поворотные столы.
С наличием такого узла снятие металла (при фрезеровании, строгании и иным подобным операциям) может производиться сразу по трём координатам X, Y, Z, причём с одновременным поворотом заготовки на любой требуемый угол. Функциональность особенно повышается, если горизонтальный поворотный стол установлен на станке, оснащённом системой ЧПУ. В этом случае допустимо высокоточное оформление таких сложных переходов, как получение спиральных канавок, круглых радиусных переходов и других элементов контура повышенной сложности.
Поворотный стол может быть спроектирован и изготовлен в следующих вариантах:
- Круглый: здесь возможна обработка заготовок по дуге окружности или получение винтовых поверхностей. При размещении Т-образных пазов по дуге можно устанавливать несколько исходных заготовок одновременно .
- Вертикально наклоняемый поворотный стол: он допускает фрезерные операции на составных конструкциях, в том числе и располагающихся перпендикулярно друг другу.
- Вертикально наклоняемый с поворотными дисками: при их наличии на станке можно производить фрезерные операции с несколькими заготовками без их переустановки.
- Горизонтальный поворотный стол, который обеспечивает возможность для фрезерных работ с заготовками увеличенных габаритных размеров; такой вариант конструкции подходит для малогабаритного оборудования.
- Поворотный стол, снабжённый вакуумным захватом. При такой конструкции фиксация фрезеруемой заготовки может быть произведена по любой плоскости, в горизонтальном/вертикальном положениях, и под любым углом. Применяется на агрегатах с ЧПУ.
Конструкция
Для выполнения вышеперечисленных функций ручной поворотный стол металлорежущего станка должен состоять из:
- Массивного призматического корпуса.
- Механизма перемещения (чаще — червячной передачи, конструкция которой обеспечивает точную установку заготовки относительно фрезерной головки станка).
- Планшайбы – детали с Т-образными пазами и устройством для точной установки обрабатываемого изделия.
В зависимости от технологического назначения данные узлы могут комплектоваться и иными приспособлениями.
Поворотный стол для металлорежущих станков с ЧПУ дополнительно оснащают сельсинными электродвигателями (иногда – шаговыми), что даёт возможность отрабатывать все перемещения в соответствии с поступающими управляющими командами. Наиболее часто встречаются такие конструкции для выполнения синхронного поворота стола станка с последующим перемещением по одной или нескольким координатам.
Точность отработки управляющих команд, при минимальных потерях мощности сельсинного привода возможна тогда, когда необходимые перемещения выполняются при помощи радиально-аксиальных подшипников. Они нечувствительны к изгибающим моментам и поперечным силам, возникающим во время обработки массивных деталей.
Следует отметить, что отечественная станкоинструментальная промышленность производит гамму рассматриваемых приспособлений разных размеров, но с импортными приводами (японскими или германскими).
Наклонные узлы имеют подобное строение, но дополнительно оснащаются устройствами ручного либо автоматического поворота планшайбы на фиксированный или плавающий угол (в последнем случае станок должен быть оснащён системой ЧПУ).
Поворотный наклоняемый стол фрезерного станка: параметры для оптимального выбора
Главной характеристикой таких систем является амплитуда перемещения. В зависимости от этого показателя приспособления могут устанавливаться даже на сверлильные станки. При этом появляется возможность получения отверстий, ось которых размещена вертикально, под углом 90° к основной плоскости детали. Фиксация при повороте производится с помощью кривошипного механизма, оборудованного фиксирующими защёлками. При наличии делительного диска возможно производство металлорежущих операций одновременно с несколькими заготовками. Планшайба подобных узлов фиксируется в определённом положении при помощи задней бабки.

Технологические характеристики приспособлений, которые следует принимать во внимание при выборе их подходящего исполнения:
- Угол поворота, град – до 360°.
- Точность наклона, град – не более 0,08.
- Форма посадочного отверстия для соединения с основным столом станка – конус Морзе.
- Размеры и количество Т-образных пазов (устанавливаются согласно индивидуальному заказу, но обычно составляют 12 мм по ширине, и 6 шт. – по количеству).
- Диаметр (для круглых исполнений) выбирается из размерного ряда 160, 250, 400, 630, 1000, 1250, 1600 и 2500 мм. Более крупные узлы изготавливаются по спецзаказам, и под станки определённых моделей, в том числе – и с ЧПУ.
Относительно вариантов с ручным управлением дополнительно устанавливаются требования к червячному механизму – передаточное отношение, точность градуировки лимба и делительной окружности, а также модуль червяка и расстояние между геометрическим центром опорной плоскости и механизмом управления.
Для вертикальных и универсальных поворотных столов станков с ЧПУ предел вертикальной регулировки их относительного положения должен быть 0…90±5°.
Для обеспечения точности поворота используются специальные ограничивающие винты, которые устанавливаются на вертикальных торцах планшайбы. Перемещение производится включением микромуфты, которая при работающей фрезерной головке блокируется.

Поворотные столы обычно имеют механическую систему отсчёта, с применением измерительных лимбов, однако в современных конструкциях применяется цифровая система контроля, с индикацией координат на дисплейном устройстве (применяется на станках, оснащённых ЧПУ).
Поворотный горизонтально-вертикальный стол для станков фрезерной или строгальной группы: параметры для оптимального выбора
Такие узлы предназначены для обработки изделий, которые не нуждаются в частых переустановках. Конструктивно этот вариант является наиболее бюджетным и доступен для установки на любом фрезерном оборудовании, включая и малогабаритное.
На нем возможно производство следующих переходов:
- кругового фрезерования;
- обработки уступов и площадок с горизонтальными участками;
- угловых элементов.
Особенно эффективна установка подобного типа приспособлений для станков, которые не оснащены устройством продольно-поперечного перемещения фрезеруемых изделий, и не оснащены ЧПУ. Перемещение производится шарико-винтовыми парами или реечными передачами (для более массивных исполнений применяются именно реечные приводы).
Параметрами выбора являются:
- габаритные размеры конструкции в плане (длина×ширина), мм;
- количество Т-образных пазов;
- толщина планшайбы;
- способ присоединения поворотного стола к опорной поверхности станка (конусами Морзе).
При выборе типа привода учитываются плавность его функционирования, точность фиксации при обработке заготовки, возникающие дополнительные нагрузки на привод, требуемый угол наклона, а также скорость фрезерования/строгания.
Самодельные поворотные столы для фрезерных станков дают возможность повысить точность обработки в условиях домашней мастерской. Они небольшие по размеру (диаметр 100 мм), доступны в сборке и просты в эксплуатации. Для самостоятельной сборки понадобятся:
- токарный патрон;
- угловой лимб и два диска для его фиксации;
- круглая шайба с приваренными «ушами» для основания;
- болты.

На столешнице фрезерного станка он крепится с помощью прижимов. Такое устройство поворотного стола упрощает процесс обработки на фрезере небольших деталей.
Имея навыки работы по дереву можно сделать фрезерный стол своими руками. Последовательность действий следующая:
- На основе габаритов обрабатываемых заготовок и наличия свободного места в мастерской определить параметры стола.
- Сделать столешницу (из МДФ или фанеры толщиной 19…25 мм). Высверлить в поверхности необходимые отверстия и вырезы.
- Изготовить основание, достаточное, чтобы разместить фрезер.
- Врезать монтажную пластину.
- Доработать упоры.
Важно предварительно продумать его конструкцию с учетом индивидуальных потребностей, составить чертеж, точно выполнять разметку и вырезать заготовки.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Стоимость поворотного стола
Магазины предлагают большой ассортимент поворотных столов для фрезерных станков. В таблице приведены ориентировочные цены на некоторые типовые поворотные столы, не бывшие в употреблении.
| Тип конструкции | Ориентировочная цена, руб. |
| Круглый фрезерный | 40 000 |
| Синусный | 48 000 |
| Поворотный круглый (привод ручной или механизированный) | 80 000 |
| Вертикальный с механизированным приводом | 75 000 |
| Горизонтально-вертикальный (Польша) | 113 000 |
| С механической системой отсчета (Россия) | 200 000 |
| Глобусный | 313 000 |
Стоимость поворотного стола зависит от его типа, конструкции, наличия дополнительных элементов, необходимости выполнения пуско-наладочных работ и фирмы–изготовителя.
Сертифицированные модели
Наличие сертификата соответствия является гарантией надежности и точности оборудования. Наиболее распространенные сертифицированные модели описаны в таблице.
· возможность оснащения добавочной панелью;
· угол поворота 360 град . ;
· отверстие «Конус Мк II»;
· интервал наклона 0…90 град.;
· габариты 630 х 630 мм;
· локальная обработка деталей;
· использование горизонтально и вертикально;
· конусность отверстия «КМ3»;
· угол наклона 0…90 град;
· наличие специальных уникальных крепежных элементов;
· отверстие типа «Конус МТ2»;
· фрезерование пазов, шлицов, шпоночных канавок;
· угол наклона 110 град., поворота- 360 град.;
· фиксация заготовок в Т-пазах;



Для автоматизированных производств предназначены станки MIKRON HPM. Они обладают таким характеристиками:
- компактность;
- производство высококачественных изделий;
- наличие водоохлаждаемого поворотно-наклоняемого стола с индивидуальным приводом;
- герметичная кабина;
- простота обслуживания благодаря наличию легко открывающихся боковых панелей;
- простое программное обеспечение.
Дополнительным преимуществом, подтверждающим стабильно высокое качество модели, является наличие сертификата соответствия системы управления качеством ИСО 9000.
Таким образом, поворотные столы позволяют облегчить обработку деталей и заготовок различным оборудованием, повысить производительность и точность выполняемых работ.
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.

Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.

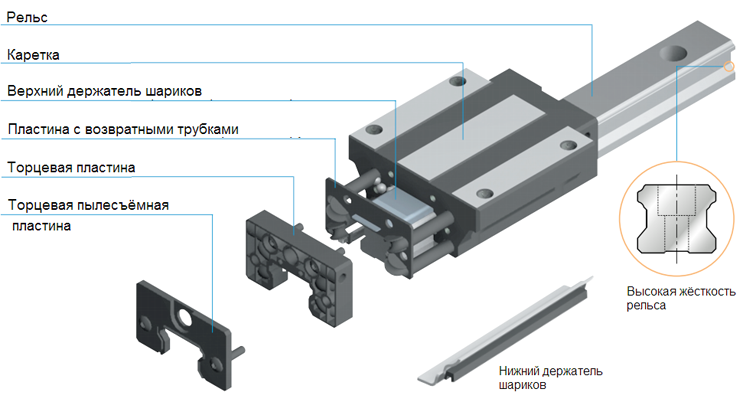
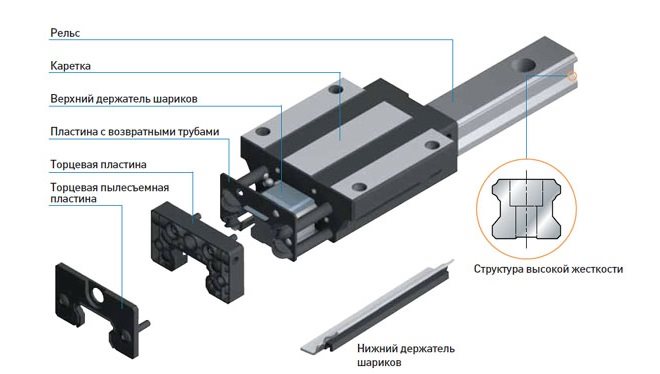
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.

В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Читайте также: