Делаем стол для чпу
Обновлено: 04.05.2024
Фото обложки. Коллаж выполнен мной, фото фона взято из открытого источника. (Не удивляйтесь подписям под фото. Тупой алгоритм Дзена может сработать на блокировку с репликой что фото заимствованно, по этому приходится теперь перестраховываться :))
И так что такое чпу и с чем его едят я постараюсь коротенько описать своими словами. ЧПУ расшифровывается как числовое программное управление, это станок который работает по заданной программе, то есть мы создаем определенную управляющую программу в которой как бы говорим какие действия мы хотим что бы произвел станок, грузим в станок и идем курить, пить, спать и т.д. а станок в это время будет работать по программе без нашего участия, на выходе мы получаем то что ему на запрограммировали. Есть станки по металлу, по дереву и т.д., Лично у меня стоит любительский фрезерный станок по дереву, с рабочим полем 1000х500. Пока мне его хватает за глаза. Изготавливаю на нем фасады для мебели, часики, иконы, кронштейны и т.д. список можно продолжать очень очень долго, в общем все то на чем можно заработать. Деньги не большие но на хлеб с маслом хватает. На данный момент, когда я строю и ремонтирую свой дом, мне нужны фасады для мебели. Вот об этом я и хочу рассказать в этой статье, как я создаю управляющие программы именно под фасады, но смысл создание их одинаковый что для фасада, что для иконы, панно и т.д., есть конечно свои нюансы для каждой работы но основа для всех одинаковая. Я не гуру и мой стаж в чпу очень маленький и когда я начинал этим увлекаться было очень тяжело найти учебный материал, где можно было бы научиться работе на ЧПУ, а уж про модели в общее молчу, по этому потихоньку, набивая кучу шишек, ломая фрезы, доходил до всего сам. Возможно я что то делаю не правильно, не по феньшую и не по учебнику но. мой метод работает. Возможно мастера и гуру меня закидают шапками :) Но мне на это глубоко . Эта статья не для них, а для тех кто только купил или собирается начать заниматься фрезеровкой на ЧПУ и не знает с какой стороны к нему подойти. И так начнем.
Как создавать модель для ЧПУ я буду рассказывать в последующих статьях, затронем такие гиганты-программы как 3D MAX, Illustrator, Corel и т.д. В этой же статье мы рассмотрим пошаговое создание самой управляющей программы в ArtCAM 2012. Нам потребуется сама модель в формате STL (качаем из инета) и компьютер с установленным ArtCAM. Я же буду использовать для примера фасад для шкафчика в постирочную комнату. Смотрим фото:
Запускаем ArtCAM Жмем клавишу "Новая модель" в появившемся диалоговом окне выставляем размеры нашей модели. Фасад у меня размером 450мм в ширину и 700 мм в высоту, в окне я выставляю всегда на 10 мм больше, то есть 460х710мм, если комп тянет хорошо то разрешение выставляйте по максимуму, лично у меня так и сделано. Единицы измерения мм. Так же задайте начало координат, щелкнув мышью по "белому прямоугольнику" в диалоговом окне, лично я всегда выставляю начало координат от центра. Жмем ок.
Скриншот сделан с моего личного компьютера!! из моей лицензионной программы. Так что алгоритм Дзена отвали :) Чур тебя чур!
Переходим на вкладку 3D Вид.
В верхнем меню выбираем "Рельефы - Импорт 3D Модели.." в открывшемся окне выбираем путь к файлу модели в формате STL
Скриншот сделан с моего личного компьютера!! из моей лицензионной программы. Так что алгоритм Дзена уйди отсюда.
Появится окно "Вставка 3D Модели" тут все просто. Кнопочка "по центру" отцентрирует модель по центру задав все координаты по нулям. Графа "Вращать модель вокруг оси" пояснять не надо :))))) Графа "Задать размеры" тут вы можете задать произвольные размеры модели предварительно сняв галочки, модель будет трансформироваться по тем значениям которые вы зададите. Как видно из скриншота ниже, моя модель не легла в плоскость, что бы ее положить я выставляю значения в графе "вращать модель вокруг оси" в окошке координаты Х значение 90. нажимаю кнопку "по центру" модель повернулась и легла в плоскость но по ширине, а нужно по длине. Для этого, там же в окошке координаты Z выставляем значение 90. Опять жмем клавишу "По центру".
Выставляем размер самой модели. Так как модель я делал под толщину мебельного щита 18 мм соответственно в графе "задать размеры" в окошке координаты Z выставляю значение 18 мм. Если все галочки связей стоят на месте то все остальные размеры автоматически выставятся сами собой, если нет то можно снять галочку с координаты Z, выставив там толщину 18 мм и далее в окошках Х или Y выставить нужный вам размер. Опять жмем кнопку "по центру" все изменения будут применены. Проверяем что модель лежит в нулевых точках плоскости, в верхней графе "Положение" три окошка координат XYZ должны быть нулевые. После этого жмем клавишу "Вставить" и когда модель вставится, клавишу "Закрыть". Смотрите скриншот ниже.
Переходим на вкладку 2D Вид - Растровый слой, жмем кнопку "Вкл/Выкл просмотр рельефа"
Жмем кнопку "Создать границу вокруг рельефа", появится диалоговое окно, в нем ставим галочку "комбинированный рельеф". По умолчанию должна стоять галочка "Создать плавные границы", если она у вас не стоит то обязательно поставьте. Жмем кнопку, в этом окне, "создать границу". Вокруг нашего фасада образуется рамочка, красного света. Рамка эта нужна для того что бы станок работал только внутри выделенной области, то есть обрабатывал не весь кусок древесины, а только выделенную область.
Закрываем окно "векторной границы". Теперь приступаем не посредственно к созданию траекторий (управляющих программ). Переходим опять на вкладку "3D Вид" в палитре с правой стороны щелкаем по графе "Траектории"
Находим вкладку "3D траектории" и жмем в ней кнопку "Создать траекторию черновой по Z"
Как своими руками сделать вакуумный стол для ЧПУ
Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома.
- Необходимые материалы и инструменты
- Этапы изготовления
- Изготовление рабочей поверхности и короба
- Коробка
- Нагревательный элемент
- Вакуумный насос
- Блок управления
- Отличие заводского оборудования от индивидуального
Для работы на фрезеровочном станке с ЧПУ с деталями больших размеров необходим большой вакуумный стол. Такое оборудование очень дорогое в связи со сложностью транспортировки и не всегда подходит для определенных задач, но можно сконструировать стол самостоятельно, под индивидуальный размер и потребности.
Вакуумные столы для ЧПУ предназначены для станков фрезерной работы с крупными листами дерева или металла. Большинство станков с ЧПУ используют криволинейную обработку. Для работы на фрезерных станках нужна поверхность, которая надежно фиксирует обрабатываемые детали. Вакуумный стол прижимает изделия к поверхности, не давая им перемещаться, делая работу на фрезерном станке более точной, комфортной. Кроме того, полноценное оборудование обеспечивает нагрев до нужной температуры. Он более универсальный, чем магнитный стол, подходящий только для обработки металлических изделий.
Довольно часто фрезерные станки с ЧПУ идут в комплекте с вакуумным столом, однако при его отсутствии или недостаточно большом размере требуется другой прибор. В этом случае можно купить подержанное устройство сомнительного качества или изготовить его самостоятельно.
Необходимые материалы и инструменты
Чтобы изготовить вакуумный стол для фрезерного станка, необходимо найти все комплектующие. Для создания функционального оборудования понадобится:
- деревянный или металлический лист соответственного размера;
- металлопрофиль;
- вакуумный насос;
- нагревательный элемент;
- блок управления.
Из инструмента потребуется: дрель, отвертка, гаечные ключи, паяльник. Остальные инструменты используются опциально, при наличии.

Этапы изготовления
После приобретения всех необходимых материалов и инструментов, можно перейти к самостоятельной сборке стола.
Изготовление рабочей поверхности и короба
В начале изготовления вакуумного стола для ЧПУ своими руками нужно создать рабочую поверхность. Для этого берется заранее заготовленный лист материала. В нем аккуратно, в шахматном порядке при помощи дрели или шуруповерта высверливаются дырки. Позже с тыльной части поверхность будет примыкать к вакуумному насосу, служащему для надежного закрепления изделий. Для повышения надежности конструкции устанавливаются перегородки. Они не дают столу деформироваться в процессе эксплуатации.
Коробка
Наиболее значимой здесь является высота, так как стол конструируется под станок с числовым программным управлением. Из металлических и деревянных частей собирается устойчивая конструкция для закрепления рабочей поверхности. Поверхность над рабочей зоной будет исполнять роль держателя для нагревательного элемента. Желательно, чтобы короб был разборным: это облегчит, дальнейшую работу, наладку оборудования или транспортировку стола в дальнейшем.
Рабочий стол должен быть максимально устойчивым и надежным. Поэтому в конструкции желательно избегать недолговечных или подвижных соединений. Для облегчения перестановок инструмента можно использовать ножки регулируемой высоты. Это позволит работать на неровной поверхности, обеспечивая устойчивость.
Нагревательный элемент
Вакуумная формовка пластика также требует наличия специального стола. При работе на изделие действует вакуумное поле и нагревательный элемент, разогревающий пластик до необходимой температуры. Для этого над столом устанавливается нагревательная панель. В качестве нагревательного элемента лучше всего зарекомендовала себя нихромовая нить. Однако из-за дороговизны материала, а также сложности с поиском его в свободной продаже при самостоятельном изготовлении обычно используются галогеновые лампы.
Среди преимуществ использования следует отметить равномерный нагрев, а также качественное освещение рабочей области.
В качестве заготовки берется лист металла. В нем также высверливаются отверстия для ламп, после чего следует закрепление нагревательных элементов и монтаж электрической части. Все лампы требуется соединить параллельно. При более сложной конструкции электрическая часть выводится на контроллер или отдельные выключатели для нагрева определенных частей рабочей зоны. Соединение происходит при помощи пайки и медных проводов. Для сокращения проводки, более приятного вида, удобства работы и большей надежности проводки рекомендуется использовать печатную плату или несколько небольших плат. Конструкция световой панели также должна быть разборной для обслуживания.

Вакуумный насос
Самый важный элемент оборудования. Служит для создания вакуума и надежной фиксации детали. Лучше всего использовать специализированный генератор вакуума с манометром. При отсутствии специализированного вакуумного насоса подойдут несколько вакуумных вентиляторов. Возможна замена промышленными вакуумными пылесосами, однако на практике их эффективность ниже.
При подключении важно максимально снизить приток воздуха, то есть произвести изоляцию от входа до рабочей поверхности. Манометр нужен для измерения результатов: слишком сильный вакуум может повредить деталь, рабочую поверхность или оборудование. При более сложной конструкции столов регуляторы нагревательной части и манометр устанавливается в блок управления.
Блок управления
Электронная часть вакуумного стола нужна для эффективной регулировки нагрева рабочей зоны и создания более стабильной фиксации деталей. Вариантов реализации блока управления много, самую большую роль здесь играет фрезерный станок и числовое программное управление, установленное в рабочее оборудование. Наиболее оптимальный выбирается исходя из задач, бюджета, доступности конкретных элементов. Для оптимальной работы требуется микроконтроллер с дисплеем и по одному реле на каждый блок управления.
Для комфортной работы используются датчики температуры и давления. При минимальной комплектации требуется по одному датчику и 2 реле: одно для включения/выключения насоса, другое – для контроля нагревательной панели. Для разграничения рабочей области, использования зажима и нагрева только для части стола необходимо использовать большее количество реле и соответственно более производительный контроллер. Установка надежного блока управления сделает работу более комфортной, позволит не отвлекаться на показатели манометра.

Отличие заводского оборудования от индивидуального
Создание рабочего оборудования позволяет адаптировать инструмент под индивидуальные нужды. Самостоятельно сконструированные вакуумные столы можно подогнать под необходимые размеры и включить в него все функции начиная от фрезерной обработки заканчивая формовочными работами. Основными преимуществами такого стола являются:
- экономия средств;
- индивидуальные размеры и функциональные особенности;
- простота в обслуживании ввиду доступности запчастей.
Основными недостатками являются большая затрата времени и сил, менее высокая надежность по сравнению с заводскими аналогами и отсутствие гарантийного обслуживания.
Как сделать стол для фрезера своими руками, пошаговая инструкция и чертежи
Изготовление фрезерного стола своими руками - пошаговая инструкция. Конструкция и главные детали. Какие материалы и инструменты использовать. Схемы и советы.
- Конструкция фрезерного стола
- Главные детали фрезерного стола
- Тип стола
- Материал крышки
- Паз для упора
- Фиксация фрезера
- Продольный упор
- Подготовка к работе
- Какие материалы использовать?
- Необходимые комплектующие
- Инструменты для работы
- Этапы изготовления стола
- Изготовление станины и столешницы
- Как сделать монтажную пластину
- Сборка фрезерного стола
- Изготовление верхнего прижима
- Привод для самодельного фрезерного станка
- Тонкости сборки
- Безопасность при работе на самодельном фрезерном столе
- Итоги
Наличие самодельного или покупного фрезерного стола для домашних работ, стройки – самый нужный агрегат в гараже. Это универсальный станок для обработки современного стройматериала, если есть широкий набор фрез разных диаметров.
Важно знать, что при наличии ручного фрезера любой марки, не нужно тратить средства на фирменный станок. Не трудно собрать фрезерный стол своими руками.
Конструкция фрезерного стола
Именно за основу конструкции принято брать крепкий листовой материал. Это может быть:
- МДФ-плита;
- толстая фанера;
- щит из доски любой толщины.

К каждому типу стола подбирают материал, удобный для обработки. Но логично предположить, что сама рабочая часть (крышка) или же плоскость получает больше всего нагрузки. Поэтому она должна быть из металла. Нержавейка – это идеальный вариант.
Важно! Рабочие плоскости конструкции не должны впитывать влагу, смолу сырой древесины.
Под установку ручного фрезера используют классический верстак или же собирают отдельную конструкцию. Последняя обязана быть максимально устойчивой, поскольку вибрация в процессе работы гарантирована.
Сам инструмент устанавливается снизу стола или верстака, поэтому предусматривают такое положение, чтобы снять, поставить обратно ручной фрезер было просто. Ведь именно стационарные фрезеры все чаще применяют для деревообработки не в промышленном масштабе. В теории ничего сложного: собирают стойку, монтируют электроинструмент (дрель, далеко не новый фрезер). Если постараться, то такая установка не уступит коммерческой версии, ведь мастер готовит приспособление для себя.

Главные детали фрезерного стола
Подразумеваем тот набор элементов, из которых не трудно собрать установку своими силами:
- Алюминиевые направляющие.
- Стальная пластина для рабочей площади. Она же монтажная пластина. Ей крепят фрезер.
- Лист фанеры.
- Для основы МДФ-панель.
На такого рода столах желательно ставить кнопки, необходимые для включения и быстрой остановки (аварийку). Верхние прижимные устройства включают в план сборки на случай работы с крупными деталями.

Тип стола
Их всего три. Фрезерные столы бывают:
- Агрегатными. Есть возможность для расширения пильной плоскости.
- Портативными. Небольшие размеры, удобный для переноски вес.
- Стационарными. Весомая конструкция, переместить своими силами очень тяжело.
Материал крышки
- Основа, крышка или рабочая плоскость обязательно обклеивается пластиком (если речь идет об МДФ-панели). Но такой столик может пропитаться влагой, от этого пострадает качество обработки фрезером, плюс пазы в разбухшей панели теряют нормальную подвижность.
- Фенольный пластик. Оптимально для станка, но дороже МДФ-панели.
- Сталь. Алюминиевый, нержавеющий или прокатный лист. Иногда ставят и чугунное литье. Но вопрос коррозии решают при помощи краски.
Паз для упора
Это как раз выемка для подвижного продольного упора или встраиваемой каретки. Паз – это идеальный элемент конструкции стола, за счет него используют дополнительные приспособления. Аналог паза – это подвижные салазки. Они перпендикулярны продольному упору, плюс еще и подвижны.

Фиксация фрезера
Ручной инструмент устанавливается на жесткой пластине из стали, нержавейки, алюминия, текстолита и т.д. Сама пластина монтируется с выборкой, чтобы ее можно было утопить в уровень с крышкой.
Чтобы прикрепить подошву ручного фрезера, нужно подготовить винтовые соединения потайного формата.
Продольный упор
Закрепляется на столе. Его назначение в правильной подаче заготовки. Продольные упоры бывают неподвижными. Это удобно для обработки однотипного материала.
Раздвижные упоры идеальны для фрезерования разных элементов по габаритам. Именно от продольного упора, его устойчивости и гладкости зависит качество работы всего станка.
Подготовка к работе
До сборки изучаем конструкцию по частям. Если не из чего выбрать, то докупаем необходимые материалы для поочередной сборки.
Какие материалы использовать?
Не запрещено своими руками собирать конструкцию из имеющихся материалов. В дело идет все:
- Фанера любой толщины.
- Доски или щиты из них. Бруски любые.
- ДСП, ДВП.
- Стальной прокат и алюминий.
- Трубный прокат.

Необходимые комплектующие
Именно докупать комплектующие нужно в том случае, если задуман фрезерный стол с ЧПУ. Но классический стационарный станок не трудно сделать из:
Инструменты для работы
Для работы готовим:
- Столярный клей.
- Гайки, саморезы и болты нужного размера.
- Материал для крышки (МДФ или фанера).
- Электроинструмент (лобзик, торцовую пилу и т.д.).
- Наждачную бумагу.
- Инструмент для разметки.

Этапы изготовления стола
Перед началом покупки материала, определяются с местом в мастерской для будущей установки. Когда будущая конструкция будет использоваться изредка, то выбирают именно портативные столы. Но если в столярной мастерской много места, то широкий фрезерный стол, удобный для обработки досок или панелей в 2 метра – это производительно.

Изготовление станины и столешницы
Под станиной подразумевают каркас с опорой, но который и ставится сама столешница. Станину принято собирать из того, что не жалко. Особых предпочтений нет. Нужно добиться жесткости и устойчивости.
Перед сборкой каркаса желательно позаботиться об удобстве оператора. Обычно нижняя часть станины углубляется на 10-20 см от самой крышки. Так комфортнее, а поэтому безопаснее.
Если изучить чертежи и особенности конструкции, то не трудно под старый фрезер подогнать удобный столярный верстак. Помним, что от работы станка идет вибрация, поэтому рассматриваем такой вариант в том случае, если верстак стоит крепко.
Принято же именно для самоделок применять надежный, устойчивый, неподвижный каркас, и именно его желательно варить из профиля, так как вся нагрузка передается в основание. Подходит:
- Стальная труба.
- Уголок (обрезки).
- Швеллер.

Уже потом деревянный брус и ДСП.
Недорого собрать фрезерный стол для периодического использования из профильной трубы 25х25 или 40х20. При помощи УШМ разрезают профиль на 4 ножки, прямоугольник (раму) и нижние связующие части. Все это строго по размерам.
Затем профиль сваривают в каркас, дополняя конструкцию трубой. Последняя необходима для параллельного упора. 4-6 ножек обязательно нужно обрамить профилем, либо уголком. Но это после установки самой крышки стола. Плюс металлический каркас дает возможность заранее приварить ограничитель для электрооборудования.
Как сделать монтажную пластину
Монтажная пластина обязательно шире диаметра фрезы, если предвидится работа с несколькими режущими насадками. Выгоднее или же бюджетнее сформировать этот элемент из березовой фанеры на 20 мм.
Но практичнее работать на самодельном станке с литым поликарбонатом в качестве монтажной пластины. Суть работы такая:
- Снимают с электроинструмента подошву, предварительно положив пластину для монтажа «лицом» вверх.
- Временно соединяют пластину и подошву при помощи двухстороннего скотча.
- Подбирают сверла под диаметр заводских креплений, засверливают на пластине правильные для крепления отверстия.
- Дальше соединяют самодельную пластину с фрезером, устанавливают на стол для подгонки.
- В цангу ставят сверло на 8 мм, опускают двигатель. Нужно сверлом коснуться пластины, отметить центр.
- Далее по отметке делают отверстие нужного диаметра.

Сборка фрезерного стола
Начинают со столешницы или крышки:
- Для обработки материала удобно размещается само полотно.
- Фанеру, МДФ-панель с пластиком пилим на рабочую поверхность, основу упора и стенку, косынку (4 шт), боковую планку, соединительные планки (4 шт).
- Собираем сам стол на удобный в работе крепеж. В ход идут саморезы, болты.
Имея конструкцию в сборе, можно применять лакокрасочные составы, если нужно.
Дальше идет монтаж и врезка элементов:
- Отмеряем от края 20-30 см, ставим направляющую из алюминия или оставляем паз под каретку. Выборка на всю длину.
- На столешнице готовится выемка для подошвы. Последнюю обводим, вырезаем лобзиком и помним по необходимый паз, чтобы стол и установленный инструмент имели одну плоскость. Выемку под подошву располагаем так, чтобы удобно было работать оператору.
- Теперь ручным фрезером делаем полукруглый паз под саму подошву, заранее выставив нужный размер. Еще в пазу нужны отверстия, чтобы зафиксировать инструмент.
- Крепеж желательно скрыть или утопить в столе, для этого делают углубления под зажимные шестигранные болты.
- Имеем крепления, которые поддаются регулировке плоскости фрезерной платформы.
- Берем фанеру, организуем в ней паз. Так же для крепления параллельного упора нужны 3-4 полосы одинакового размера, плюс ребро жесткости для каждой.
- Проще всего параллельный упор зафиксировать струбцинами.
Если стол на металлическом каркасе, то в нем предусмотрена труба, она необходима как раз для монтажа параллельного упора.
Изготовление верхнего прижима
Своими руками проще всего изготовить одну или несколько прижимных гребенок. Тут используют сухую крепкую древесину. Для большого стационарного стола подойдет гребенка 450х50 мм.
Для ее изготовления понадобится пильный станок, лобзик или ленточная пила. Этим инструментом проходят скосы, достаточно угла в 30 градусов, пропилов в 50 мм. Желательно выполнить скосы с двух сторон прижима.
Затем эти элементы нужно закрепить, высверлив отверстия для монтажа. Готовую «расческу» обязательно шлифуют. Прижимы удобнее всего оснастить резьбовыми фиксаторами. Так, вспомогательный инструмент поддастся быстрой перенастройке. Лучше это сделать на упоре, где заранее будет выточен паз для движения самих гребенок.
Привод для самодельного фрезерного станка
Для привода важнейшим параметром является мощность. Ручная сборка подразумевает мотор от советской или российской техники, с минимальным параметром в 500 Ватт.
Если удается на самодельный станок выставить привод мощнее, на 1-2 киловатта, то работать просто с любым типом фрезы. Важно, чтобы электродвигатель имел усиленные подшипники. Тогда гарантировано длительное сопротивление большой нагрузке, возникающей на поперечной или продольной оси вращения.

Тонкости сборки
Любой тип такого рода самоделки будет удобнее, если есть металлическая линейка. Она поможет в настройке параллельного упора, соблюсти размер и угол.
С обратной стороны очень пригодится выемка для монтажа кожуха пылесоса или циклона. Это дополнительное оборудование желательно подводить после изучения чертежей.
Безопасность при работе на самодельном фрезерном столе
Ручной фрезер или же стационарный – это класс электроинструмента повышенной опасности. Правила работы следующие:
- В процессе работы на станке нельзя терять концентрации, обрабатываемая деталь должна подаваться при помощи вспомогательного инструмента, как на циркулярной пиле.
- Обязательны защитные перчатки и очки.
- Присутствие посторонних в помещении, детей или же помощников не правильно. При работающем приборе необходимо всех удалить.
- Если фреза или сам электроинструмент дает сбои, меняет темп работы или же бракует изделия, то его нужно как можно скорее выключить из сети. По возможности произвести ремонт, уже потом продолжать работу.

Итоги
Сборка фрезерного стола подразумевает наличие вспомогательного инструмента, хорошего крепежа и нужного по количеству материала. Такой станок – мечта частного мастера. Относиться к сборке нужно максимально внимательно еще на стадии чертежа, определяясь с характером будущего станка, его основного рабочего элемента.
Резьба по дереву. ЧПУ. Делаем жертвенный стол для станка.
Для создания стола нам понадобятся крыльчатые гайки (Мебельные, забивные) М6 и кусок фанеры толщиной 18 мм. Размер фанеры делаем под свой станок, я же буду использовать свои размеры. Размер обрезной у меня 1000х500 мм, размер столешницы 1200х600 мм. И так начнем.
Размеры крыльчатой гайки М6 (наружный диаметр 19 мм, наружный диаметр втулки 7,5 мм, высота гайки 12 мм) Это главные размеры которые нам нужны.
Для работы с вектором я пользуюсь программой Illustrator, но можно все сделать и сразу в АртКаме. Я же, все таки предпочту для статьи сделать в иллюстраторе, познакомив вас с этой замечательной программой. Открываем программу Illustrator, создаем новый документ. я задал значения формата обрезного 500 мм ширина и 1000 высота.
Если у вас не отображаются с краев линейки то нажмите клавиатурное сокращение Сtrl+R (это же клавиатурное сокращение работает и в программе Photoshop). Щелкните по появившемся линейкам правой кнопкой мыши и выберите единицы измерения мм.
Отступаем от края верхнего и бокового по 30 мм, из линейки вытягиваем направляющие и ставим перекрестье. На палитре инструментов выбираем "Эллипс" и рисуем круг, на верхней палитре выставляем точные значения круга диаметр 20 мм (Наша гайка М6 имеет диаметр 19 мм, она должна входить в углубление). Что бы видеть края круга установите обводку в 0,5 pt. (все действия показаны на скрине ниже)
Далее делаем отверстие для втулки, которое имеет диаметр 7,5 мм. Мы же сделаем 8 мм. Опять инструментом "Эллипс" рисуем круг и выставляем точные значения в 8 мм. Размещаем малый круг по средине большого и центруем их. Для центрирования кругов выделите рамкой оба круга и нажмите, на верхней панели кнопку "Горизонтальное выравнивание по центру", а затем "Вертикальное выравнивание по центру"
Далее нам надо размножить наши круги по всей поверхности заготовки с определенным шагом, а именно через каждые 60 мм по вертикали и горизонтали. Для этого выделяем два круга и жмем сочетание клавиш Ctrl+G, этим мы сгрупировали наши круги, затем на верхней вкладке выбираем "Эффект - Исказить и трансформировать - Трансформировать"
В появившемся окне выставляем галочку Просмотр, копий ставим 7, Перемещение по горизонтали выставляем 60 мм. Жмем ОК.
Опять выделяем наш первый, сгруппированный круг и так же выбираем "Эффект - Исказить и трансформировать - Трансформировать". Выскочит предупреждение:
Жмем "Применить новый эффект". Откроется опять окно трансформации, опять ставим галочку Просмотр, копий ставим 15, Перемещение по вертикали выставляем 60 мм. Жмем ОК.
Все. Сохраняем сцену: Файл-Сохранить Как - называем файл и сохраняем в расширении АI.
Открываем АртКам. Создаем новую модель, размеры каждый ставит свои (мои же размеры 500х1000 мм). В верхнем меню выбираем "Векторы - Импорт" и указываем на наш сохраненный файл формата АI.
Выбираем инструмент "Преобразовать", с правой стороны откроется панель преобразования, находим раздел "Поворот" в нем выставляем что поворачивать нам надо по часовой стрелке на 90 градусов" жмем кнопку "Применить", после этого в верхнем меню жмем клавишу "По центру модели" или клавиатурное сокращение (F9).
Снимаем выделение с изображения. Далее выделяем только наружную окантовку и удаляем ее.
Рамкой выделяем все круги, щелкаем правой кнопкой мыши, выбираем "Сгруппировать векторы" либо используем клавиатурное сокращение Ctrl+G.
Выделяем сгруппированные круги и опять в верхнем меню жмем клавишу "По центру модели" или клавиатурное сокращение (F9).
Все, теперь мы можем приступать к написанию управляющих программ. Разгруппировываем наши круги и выделяем круги диаметром 20 мм.
Для надежности после выделения всех кругов сгруппируйте их (Ctrl+G). Переходим на вкладку 3D Вид. В окне с правой стороны щелкаем по строке "Траектории" снизу отобразятся вкладки, опускаемся до вкладки 2D Траектории и выбираем "Создать траекторию выборки"
Настраиваем окно 2D выборки. На вкладке "Векторная связь" выбираем "Выбранные векторы" конечную глубину ставим в 5 мм, этого достаточно для толщины нижней опоры гайки. На вкладке "Плоскость безопасности" в графе Безопасная Z: выставляем 5 мм. Вкладка "Список инструментов" щелкаем по кнопке добавить и выбираем фрезу, я остановился на концевой фрезе 6/6/13/57 настройки фрезы смотрите на скрине. Вкладка "Стратегия обработки" устанавливаем Растр. Обязательно устанавливаем галочку на против функции "Наклонное врезание". Вкладка "Материал" определяем материал, у меня он 18 мм, ноль выставил по верхней поверхности.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.

Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
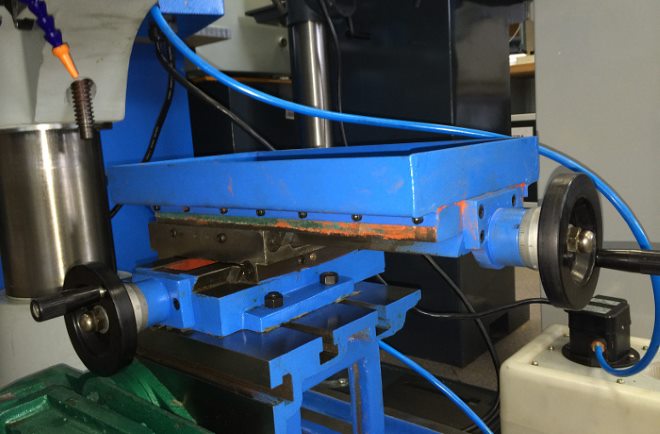
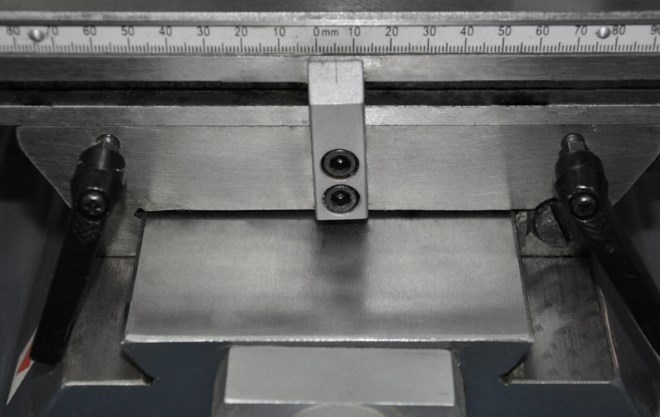
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
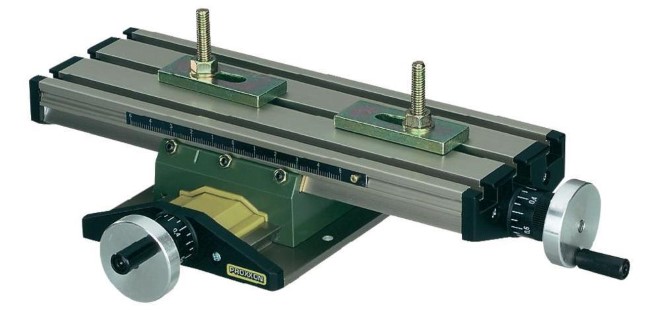
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
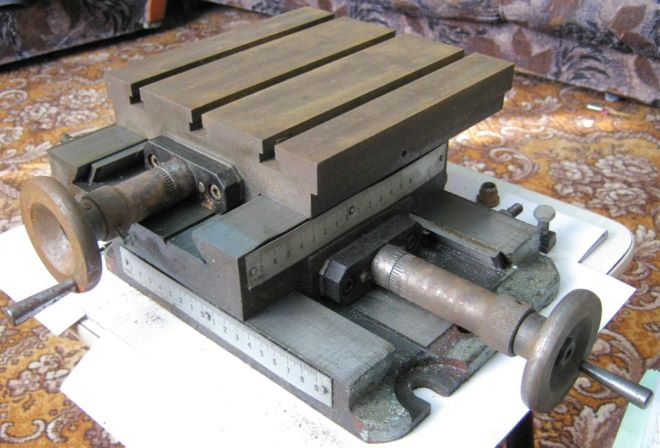
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Направляющие
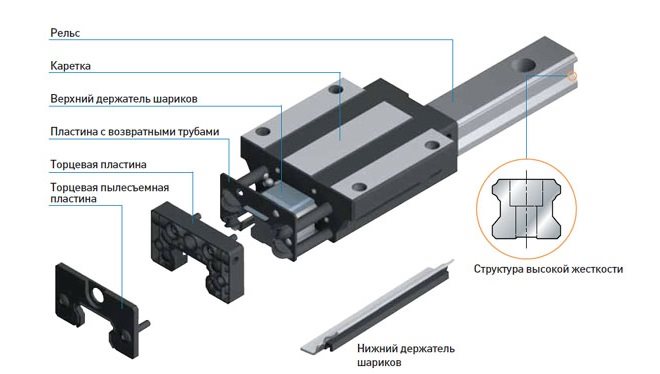
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
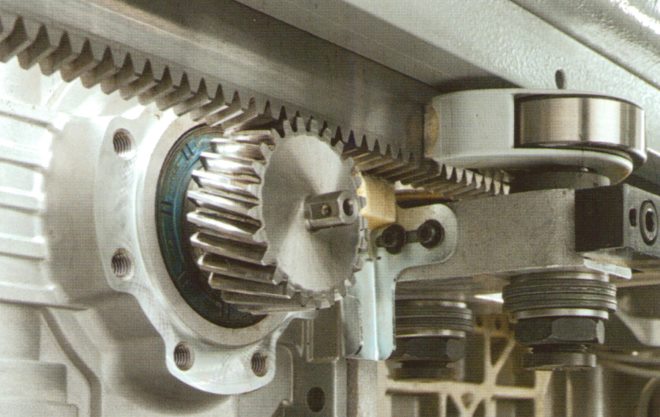
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
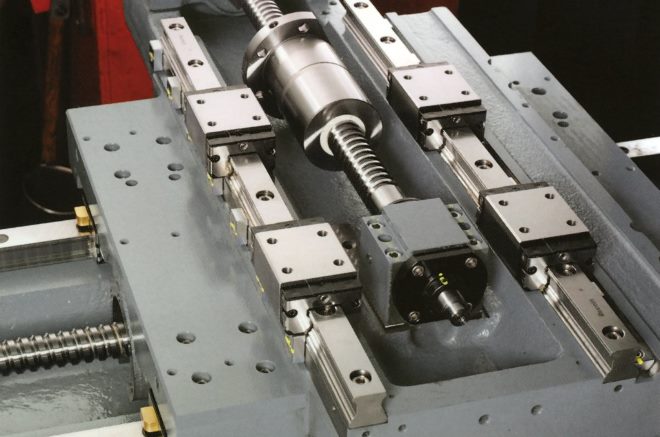
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Читайте также: