Вытяжка от стола сварщика
Обновлено: 03.05.2024
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха

Сварочный цех с системой точечной вентиляции
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
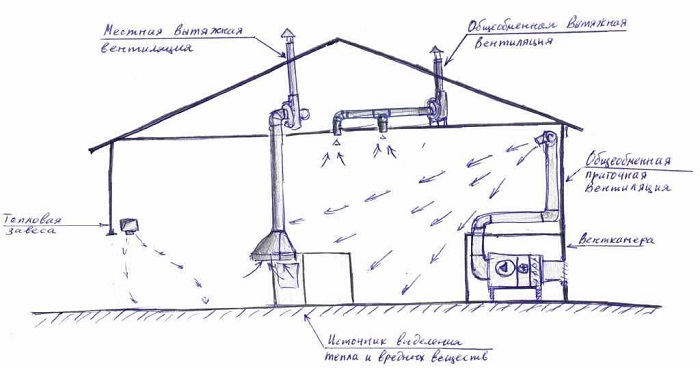
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
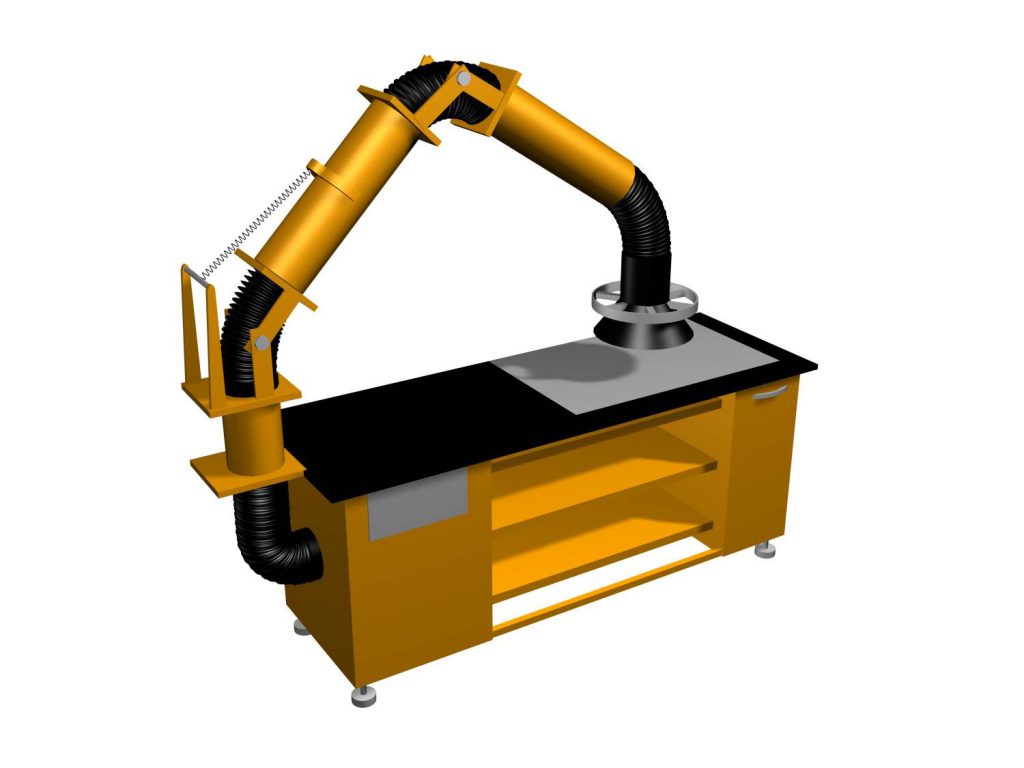
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции

Периодически необходимо вентиляторы и фильтры очищать от скопившейся грязи
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
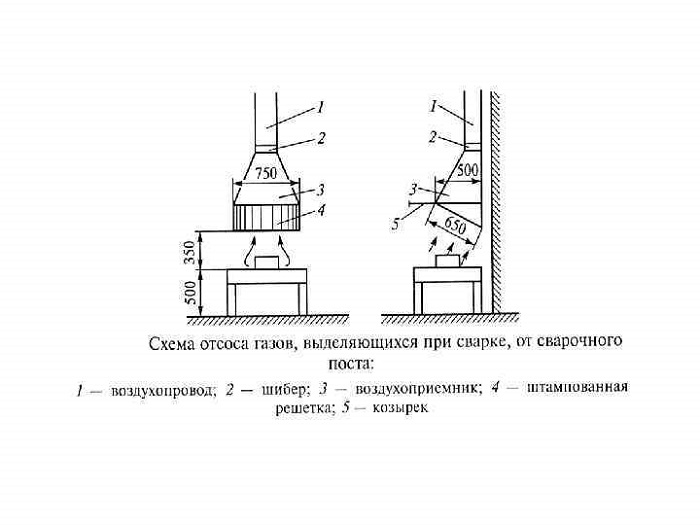
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха

Общеместная вентиляция включает вытяжные вентиляторы
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха

Отсосы на сварочном посту
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Как оборудовать вытяжку над сварочным столом

ОБОРУДОВАНИЕ
При создании неразъемных соединений электрической дугой в воздух выбрасываются пары металла и дым от сгоревшего флюса. Эти вещества негативно влияют на органы дыхания сварщика. Принудительная вытяжка для сварочного поста обеспечивает отвод посторонних примесей из рабочей зоны. Для обеспечения корректной вентиляции необходим предварительный расчет производительности. Мастер может собрать конструкцию своими руками с использованием подручных материалов.

Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении. В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Требования к оборудованию вытяжки
Вентиляция в сварочном цехе обустраивается в соответствии с требованиями санитарных правил 1009-73 и СНиП II-33-75. В документации указаны допустимые концентрации вредных веществ, габариты и производительность оборудования (зависят от количества работников, площади помещения, типа аппаратуры для сварки и объемов производства). Отдельные разделы правил регламентируют сечение и положение каналов отвода газов (расстояние от зоны воздействия дуги на поверхности до вентиляционного патрубка не должно превышать 50 мм).
- Установка локальных отсосов на каждом посту (вне зависимости от категории). В случае соединения малогабаритных деталей необходима организация рабочего стола в вытяжном шкафу.
- В случае использования ручной технологии необходимо предусмотреть поворотные или подъемные вентиляционные панели. Расстояние от рабочей зоны до воздушного канала не должно быть меньше 350 мм.
- Скорость циркуляции воздушного потока при выполнении работ электродами с защитным покрытием не ниже 0,5 м/сек. При подаче среды защитных газов параметр снижается до 0,3 м/сек (для предотвращения разрыва атмосферы вокруг дуги и ванны с расплавом).
- При выполнении работ в вытяжном шкафу из воздуха должно отделяться не менее 90% примесей. Прочие локальные вентиляционные установки убирают до 75% посторонних частиц. Оставшиеся газы и пары выводятся из помещения общей системой вентиляции.
- Оборудование должно поддерживать концентрацию вредных примесей в соответствии с требованиями ГОСТ 12.1.005-88. Содержание посторонних элементов в атмосфере на расстоянии 4 м от места проведения работ не должно превышать предельные допустимые концентрации.

Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.

При соединении деталей сложной геометрической конфигурации используют установки с поворотными или подъемными воздухозаборниками. На потолке крепят консоль с барабаном, на который намотан гибкий рукав диаметром до 200 мм.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Если оборудование используется зимой, то вентиляционная система должна поддерживать температуру воздуха в цехах не ниже +18°С. Для подогрева используют тепловые пушки или радиаторы, установленные в каналах вентиляции.
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.

Примеры самостоятельного расчета
Важно учитывать следующее:
- Для обеспечения защиты органов дыхания необходимо откачивание загрязненной атмосферы из рабочей зоны со скоростью потока не менее 1,5 м/сек. Требование описано в стандарте ГОСТ 12.3.003-86, который допускает применение подвижных насадок, соединенных с насосной станцией эластичным рукавом.
- Если предполагается сварка полуавтоматом, то необходимо предусмотреть щелевую насадку с длиной прорези 350 мм, расположенную на расстоянии 50 мм от рабочей зоны. Если конструкция оснастки или оборудование не рассчитано на установку щелевого раструба, то необходимо предусмотреть несколько стандартных отводов.
Для определения необходимого объема воздуха используют уравнение вида L=K*a, где:
- K – коэффициент, равный кубическому корню 12 или 16 (для одиночного щелевого элемента и нескольких патрубков соответственно);
- a – сила тока в цепи (в А).
При уточненном расчете необходимо ориентироваться на технологию ведения работ.
Например, при использовании электродов с защитным покрытием необходимо обеспечить подачу 4500 м³/час на каждый килограмм сгоревших стержней. Коэффициенты и методики подсчета производительности вентиляционной системы приведены в нормативной документации ГОСТ и СНиП. Следует помнить, что использовать для очистки воздуха в помещениях методику свободной рециркуляции потоков категорически запрещено.
Вентиляционные устройства
В промышленных условиях используется несколько типов устройств:
- Для местной вентиляции применяют оборудование бренда “Совплим”, оснащенное эластичным рукавом и электростатическим фильтрующим блоком. Дальность действия составляет 6 м, что позволяет удалять загрязнения из зоны сварки.
- Распределители воздуха типа БВВ, предназначенные для настенного монтажа на высоте до 2000 мм от пола.
- Компоненты FilterBox, рассчитанные на местное удаление дыма и паров металла. В магистрали предусмотрен фильтр, снижающий количество вредных выбросов в атмосферу.
- Электрические вентиляторы марки ВРП, оборудованные защитными манжетами для предотвращения попадания пыли в подшипниковые опоры.
Обустройство вытяжки для сварочного поста своими руками
Самодельное оборудование для вентиляции применяют для сварочных постов, организованных в гаражах. Из-за уменьшенного объема выбросов газов конструкция вытяжки отличается от промышленной системы. Над верстаком предусматривают перфорированную панель вентиляционного колпака. Электрический насос выбрасывает продукты сгорания в атмосферу через отверстие на крыше или в боковой стене. Канал отвода газов выполняют из гофрированной трубы, соединенной винтовыми хомутами.
Поскольку при закрытии ворот нарушается приток свежего воздуха, то необходимо предусмотреть дополнительный канал. Для привода вентилятора применяют электрический двигатель от старого станка, рассчитанный на подключение к сети переменного тока напряжением 220 В. Фильтр не предусматривают, но некоторые мастера устанавливают в зонт металлический наполнитель для гашения искр. После сборки конструкции проводят испытания и корректируют найденные недоработки (например, повышают мощность привода вентилятора или увеличивают диаметр труб).
Вытяжка для вентиляции сварочного поста своими руками
Во время работы со сваркой в воздух попадают пары металлов и другие ядовитые соединения. Поэтому в помещениях, где предполагается сварка, делают вытяжку для сварочного поста. Здесь мы расскажем, как она работает, что входит в ее состав и можно ли сделать такую вентиляцию самостоятельно.

Назначение вентиляции на сварочном посту
При плазменной и дуговой сварке в воздух попадают ядовитые соединения:
- выгорающее на электродах покрытие;
- испарения металла;
- газ, использующийся при сварке.
Из-за всех этих выбросов сварщик всегда экипируется, защищая органы дыхания. Но ведь нужно, чтобы эти газы не накапливались в помещении, поэтому нужна вытяжка, позволяющая:
- удалять из воздуха оксиды, соединения и другие вещества с помощью специальных отсосов, вытяжных зонтов;
- отводить газы и мелкодисперсные частицы в вентиляцию;
- подавать чистый воздух.
Все это можно сделать, правильно организовав вентиляцию сварочного поста.

Требования, предъявляемые к вытяжкам
Безопасную сварку в замкнутых пространствах может обеспечить только качественная вытяжка, поэтому перед ее созданием необходимо узнать технические требования.
Сварочная вытяжка должна быть автономной и не использовать одни и те же воздушные массы. Если автономной вытяжку сделать не получается, то потребуются подъемные и вентиляционные панели.
Так как чистый воздух для обмена будет браться с улицы, перед подачей его нужно нагревать или охлаждать.
Значительного выделения тепла, достаточного для циркуляции, при сварке не происходит, поэтому нужно, чтобы вентиляция сварочного поста сама прогоняла потоки с нужной скоростью.
Вытяжные зонты устанавливаются около каждого рабочего места, но сбоку от сварщика, а не прямо над его головой, чтобы тяга воздуха не заставляла его вдыхать вредные частицы и те не создавали нагрузку на защиту. Зонты будут удалять до 75% вредных частиц. Для малогабаритных задач устанавливают вытяжной шкаф, который должен удалять 90% вредных примесей. Остальные пары выводятся общей вентиляцией сварочного цеха.
Важно, что эту сварочную вытяжку нельзя совмещать с вентиляцией других помещений, чтобы отравленный воздух не попадал никуда, кроме улицы.
Чтобы соблюсти все санитарные правила для сварочной вытяжки, опираются на СНиП II-33–75 и СП 1009-73. Здесь указаны:
- Допустимые концентрации ядовитых веществ. В радиусе 4 метров от места проведения работ она не должна превышать максимальную.
- Габариты оборудования, в зависимости от площади помещения, количества человек, занятых в сварке, а также инструментов, которыми они пользуются.
- Сечения и положения каналов для вывода вредных веществ и т. д.
Чтобы поддерживать допустимую концентрацию примесей, сварочное оборудование также должно соответствовать ГОСТ 12.1.005–88.
Виды системы вентиляции
Зная требования к сварочным вытяжкам и особенности рабочего пространства, где она будет установлена, можно перейти к изучению видов вентиляций и выбору подходящей.
Для начала, они могут быть местными и общеобменными. Местная предполагает, что сварщик будет работать в небольшом пространстве, например, вытяжном шкафу, и поэтому вентиляция будет только в этой зоне. Общеобменная сварочная вытяжка охватывает все пространство мастерской. Эти виды вентиляции можно использовать и вместе.
Общеобменная вентиляция может быть вертикальной и горизонтальной. Это указывает на разное направление потоков:
- Горизонтальная вентиляция имеет оборудование одинаковой мощности на подаче воздуха и его откачке. Здесь важно расстояние между стенами.
- Вертикальная вентиляция позволяет снизить мощность приточных вентиляторов, так как устройства откачки воздуха помещаются на высоте до 6 м. Если установить выше, то циркуляция ухудшится.
Говоря подробнее, организуя горизонтальную сварочную вытяжку, нужно использовать оборудование, которое равномерно распределяет чистый воздушный поток по помещению, без застоев. Желательно иметь электрические вентиляторы и систему дефлекторов. Для типового цеха 30х20 м, горизонтальной вентиляции будет вполне достаточно.
Вертикальная система сварочной вытяжки предполагает нагнетание потока воздуха через шахты, поэтому вентиляторы иногда устанавливаются в подвалах или, наоборот, на крышах. Каналы располагаются по полам и закрываются металлическими решетками, с ячейками хотя бы 5х5 см.
Скорость вентиляции на входе здесь должна быть не ниже 0,1 м/сек. Производительность вентиляторов вытяжки на крыше в 2 раза выше, чем у приточных, поэтому так можно организовать ускоренную вентиляцию в сварочном цеху.
Расчет вентиляционной системы сварочного поста
Выбрав вытяжку, потребуется сделать расчеты для ее грамотной установки и использования.
Так, в расчет производительности вентиляционной системы входит определение:
- Скорости воздушного потока для вытяжки. Обычно она оказывается не менее 1,5 м/сек., но рассчитать, используя ГОСТ 12.3.003–86, все равно нужно. В этом же документе говорится, как вентиляцию настроить на идеальную скорость потока.
- Необходимости установки щелевой насадки на вытяжку, если предполагается варка полуавтоматом. Ее длина прорези составляет 3,5 см, а находиться она должна на расстоянии не менее 5 см от рабочей зоны. Если такую насадку установить не получится, ее можно заменить на несколько обычных отводов.
Далее нужно определить правильный объем воздуха, что делается по формуле L=K * X, где:
- K — это коэффициент, составляющий корень кубический из 12 или 16, в зависимости от того, есть ли щелевой элемент или просто несколько отводов соответственно.
- X — это сила тока (в А).
Также здесь нужно учитывать технологию сварки, так как для каждой есть свои средние значения.
Вентиляционные каналы должны формироваться металлическими трубами, с мощными вентиляторами, фильтрами и защитными решетками.
Устройство вытяжки для сварочного поста своими руками
В больших пространствах сварочную вытяжку лучше собирать профессионалам, особенно если оборудования много, но если сварочный цех небольшой, то можно организовать качественную вытяжку сварочного поста и своими руками. Тем более, все ее составляющие уже закуплены, вид определен, а расчеты сделаны. Нужно только правильно все собрать.
Вся работа делится на два этапа. Первый будет заключаться в установке общей вентиляции:
- Рядом со стеной, ведущей на улицу, делается вентиляционная камера. Далее ставят уличный вентилятор со специальной системой фильтрации, а также дополнениями для охлаждения и подогрева потока. Через полость в стене вентилятор будет всасывать чистый уличный воздух.
- Канал для движения воздушного потока устанавливают от камеры вентиляции к потолку.
- Еще один вентилятор с фильтрами должен появиться на чердаке, к нему подводится труба, по которой будет уходить отработанный воздух.
- В потолке делаются отверстия, которые соединяют с чердачным вентилятором с помощью вентиляционных каналов.
Так получается вентиляционная система смешанного типа, и вертикальная, и горизонтальная одновременно. Приточное оборудование будет подавать воздух по-разному, из-за чего он не будет застаиваться и будет возможность избежать «слепых зон» в углах мастерской.
Далее начинается второй этап, где собирается локальная вентиляционная линия, с вытяжкой для сварки у рабочих мест. Такая вытяжка не позволит большей части вредных веществ распространятся по всему цеху. Тут все проще, сбоку над верстаком рабочего места устанавливается колпак с вентилятором. К нему подсоединяется труба для вывода вредных газов, которая выводится на улицу через крышу или боковую стену.
Вентиляция сварочного производства
Работы в сварочном цехе относятся к сложному и вредному роду занятий. Связано это с тем, что в процессе сварочных работ в воздушные массы выделяются химические вещества и водород. Именно поэтому к созданию вентиляционной системы в сварочном цеху выдвигаются повышенные требования.
Воздухообмен при выполнении сварочных работ в цеху
Эффективная система вентиляции сварочного цеха являет собой сбалансированную приточно-вытяжную систему, которая должна демонстрировать высокие результаты очищения воздуха при сравнительно низких энергетических затратах.
Согласно со СНиПам II-33—75:
Система вентиляции цеха должна:
- устранять вредные вещества по средствам местной вентиляции;
- обеспечивать микроклимат в помещении согласно санитарным нормам N 1009-73;
- устранять химические компоненты с помощью общеобменной вентиляции.
В сварочном цехе используют общеобменную и местную приточно-вытяжную вентиляционную систему.
Вентиляция сварочного цеха: особенности подачи воздуха
При обустройстве вентиляционной системы воздухообмен в цеху может подаваться как вертикальными потоками, так и горизонтальными.

Горизонтальный воздухообмен
При подаче воздушного потока в горизонтальном направлении система вентиляции должна быть смонтирована таким образом, чтобы захватывать воздушное пространство всего помещения. Образование застоя воздуха недопустимо. Скорость воздухообмена должна обеспечиваться более 0,1 м/с. Эта схема отлично подходит для малогабаритных помещений. К примеру, в цехе с параметрами 30х20 м устанавливается 7 вентиляторов, общей производительностью 7000м3/час, которые и создают горизонтальные воздушные потоки. Вентиляторы устанавливаются на одну стену на высоте до 4 м и обеспечивают стабильное поступление свежих воздушных масс. Вентиляторы, производительностью 7000 м3/ час устанавливаются на той же высоте на стене напротив притока воздушных масс. Они и устраняют загрязненный воздух.
Донная схема может быть использована для цехов, расстояние между притоком и вытяжкой которых не составляет более 100 м. В том случае, когда расстояние больше воздушные массы «зависают», а вредные вещества скапливаются. Эффективности системы существенно снижается. При такой проблеме необходимо установить дополнительные вентиляторы или струйные аппараты, которые будут ускорять поток свежих воздушных масс.

Для обустройства вертикального воздухообмена потребуется установить несколько вентиляторов в подвальном помещении, которые будут поставлять свежий воздух в цех посредствам вентиляционных шахт. Отверстия при таком монтаже монтируются в полу и закрываются специальными решетками с ячейками, диаметр которых не превышает 50 мм. Скорость воздушных масс должна составлять 4,5 м/с при выходе от вентиляторов и соответственно 0,1 м/с при входе в помещение. Производительность приточных вентиляторов для помещения 30х20 м составляет 3400 м3/час. Вытяжные вентиляторы устанавливаются на высоте до 6 м, как правило, на крыше. Их производительность составляет 6800 м3/час. Такая вентиляционная система способна в кратчайшие сроки очистить воздух в цеху и снизить концентрацию вредных веществ в воздухе до приемлемы 2 мг/м3.
Важно! Механическая система вентиляции должна соответствовать требованиям СНиП 2-33-75.
Вентиляция рабочей зоны
В соответствии с ГОСТ 12.3.003-86 сварочный цех должен быть обустроен местной вентиляцией со скоростью отсоса отработанного воздуха более 1,5 м/с. Местная вентиляция может быть смонтирована с использованием подвижной всасывающей насадки, соединенной с гибким вентиляционным шлангом.
При использовании автоматического типа сварки скопление газов и химических веществ происходит по средствам щелевидных отсосов длиной не более 350 мм, расположенных на высоте 50 мм от непосредственного места сварки. Если сварочный аппарат не позволяет установить щелевой отсос необходимой длины, тогда рационально применять нескольких местных отсосов.
Количество воздуха, удаляемого с помощью местных отсосов необходимо определять по формуле:
L = K (кубический корень) * a,
где К=12 для одинарных щелевых отсосов и К=16 для нескольких щелевых отсосов, a – сила тока, поставляемого сварочным аппаратом.
Важно! Для местных отсосов используются вентиляторы высокого давления.
Местные отсосы присоединяются к общеобменному каналу с помощью гибкого шланга в том случае, когда сварочный аппарат передвигается не более чем на 2 м. При ходе аппарата свыше 2 м используются подвижные вентиляционные устройства.
Аргонные и углекислотные сварочные аппараты оборудуются местной вентиляционной системой с нижним отсосом 2000 м3/час. Также следует установить регулирующий клапан.
Местная вентиляционная система должна устранять более 75% вредных компонентов с воздушных масс. Остальные 25% вытягиваются общеобменной вентиляционной системой.
Вентиляция сварочных цехов справочник проектирования

В учебном пособии «Проектирование вентиляции сборочно-сварочных цехов» О. Я. Логунова предоставлена подробная информация монтажа вентиляционной системы сварочного цеха с указанием всех расчетов и схем. Согласно инструкции:
- вентиляционная система сварочного цеха должна быть автономной;
- использование методики рециркуляции воздушных масс категорически запрещено;
- приточный воздух должен подогреваться или охлаждаться (в зависимости от температурных показателей) перед подачей в цех;
- объем воздуха при ручной сварке должен составлять до 4500м3/час, при использовании автоматического аппарата – 2000м3/час, при использовании порошковой проволоки – 5400 м3/час.
Вентиляция в сварочном цеху: примеры оборудования
К выбору оборудования для создания системы вентиляции стоит подходить с полной ответственностью, ведь оно должно обеспечивать постоянное очищение воздуха и нормального микроклимата в помещении:
- Вентиляционная система «Совплим» местного назначения оборудована электростатическим фильтром и гибким вытяжным устройством. С ее помощью вредные вещества удаляются непосредственно с рабочего места, а не распространяются по всему помещению. Радиус действия системы составляет 6 м, что позволяет эффективно очистить рабочую зону.
- Система воздухораспределителя БВВ, позволяющая создать зону чистого воздуха непосредственно в месте выполнения сварочных работ. Система устанавливается на высоте более 2 м и обеспечивает качественное вытеснение воздушных масс с рабочей зоны.
- Системы FilterBox местного назначения позволяют очистить сварочное место от пыли и вредных компонентов, попавших в воздушные массы.
- Вентиляторы марки ВРП, оборудованные электрическим двигателем.
Важно! Выбор производительности оборудования для создания вентиляционной системы сварочного цеха зависит от площади помещения, количества людей и типа используемого сварочного аппарата.
Вентиляция в сварочном цеху должна быть бесперебойной. В обязательном порядке предусмотрен монтаж аварийной системы вентиляции, которая должна быть такой же эффективной, как и основная.
Выбор схемы вентиляции производственного сварочного помещения
На протяжении выбора оптимальной общеобменной схемы вентиляции цеха для выполнения соединительных работ берутся во внимание все важные моменты, включая выход конвективных потоков вверх помещения. Данные потоки могут быть усилены посредством направленных струй приточного воздуха. Также есть возможность направлять конвективные потоки струями к воздухозаборным панелям.
Необходимо обращать внимание на то, что нестойкие конвективные потоки нередко нарушаются вследствие движения масс аэрационного воздуха, либо не без участия охлажденного притока, возвращающегося вместе с вредоносными веществами по направлению вниз. Все эти и многие другие процессы могут с большой вероятностью вызывать определенные трудности в борьбе с ними.
В том случае, если воздух внутри помещения цеха искусственным путем перемешивается путем направленных струй, сосредоточенного притока, концентрация вредных веществ внутри помещения практически выравнивается. Как правило, работы по соединению металлов производятся с большим выделением пыли, и поэтому общеобменная система должна быть выполнена механической приточно-вытяжной, при этом должен иметь место подогрев воздуха зимой.
Соответственно указаниям СНиПа, в процессе сварки приток должны подаваться непосредственно в участок работы. Допускается подача воздуха из воздухораспределителей, которые располагаются на уровне 6 метров от поверхности пола помещения, при воздушных струях, направленных вниз вертикально, при горизонтальных, а также наклонных струях воздуха на уровне 4 метров и выше, как подачу воздуха в участок сварки.
Любопытна система подачи воздуха посредством параллельных струй, выполняемой в трех вариантах:
- Подача вертикальными струями по направлению вверх;
- Подача горизонтальными струями;
- Вертикальными струями по направлению вниз.
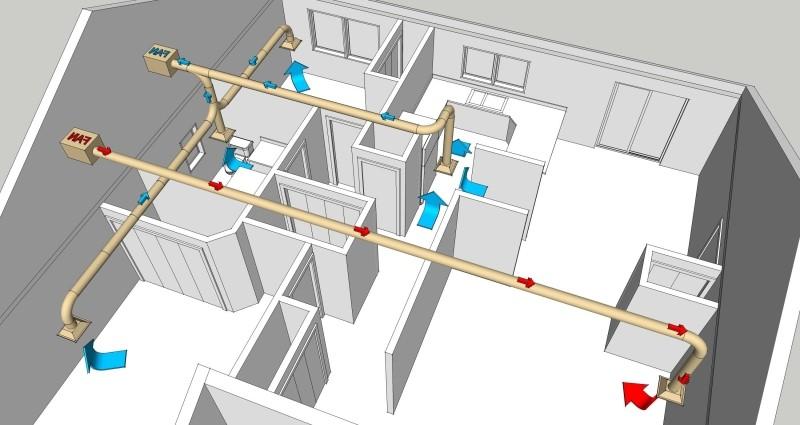
Схема подачи воздуха параллельными потоками горизонтальными потоками в длинном цехе
- Основная система воздуховода подачи;
- Дополнительные вентиляторы;
- Раздаточные решетки;
- Вентиляторы вытяжки.
Схема подачи воздуха в виде притока параллельными потоками снизу вверх

- Короб воздухозаборный;
- Установка вытяжки;
- Установка притока;
- Воздухораспределительный короб с решетками в полу.
В любом случае участок для производства сварочных работ нуждается в качественной вентиляционной системе, а поэтому экономия в данном случае нецелесообразна.
Требования к вентиляции сварочного поста, варианты обустройства
При проведении сварочных работ в атмосферу помещения выбрасывается большое количество аэрозолей и газов, образующихся при горении электрода. Находясь в непосредственной близости со свариваемыми деталями, рабочие вдыхают не только загазованный воздух, но и постоянно подвергаются термическому воздействию раскалённого металла. Для создания нормального микроклимата на рабочем месте оборудуется эффективная вентиляция сварочного цеха, главной задачей которой является снижение концентрации вредных примесей до допустимых норм и поддержание температурного режима.

Требования, предъявляемые к вентиляции в помещениях для сварки
Вредные вещества, образующиеся при сварке, имеют температуру выше окружающего воздуха и поднимаются, постепенно загазовывая помещение. Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
- Создание и поддержание микроклимата в помещении согласно требованиям СП 1009-73 «Санитарных правил при сварке, наплавке и резке металлов».
- Устранение химических компонентов и выбросов, вышедших за границу рабочей зоны.
- Организация постоянного воздухообмена в сварочном цехе путём подачи свежего воздуха для снижения предельно допустимого содержания сварочных аэрозолей и газов.
Вентиляция сварочного помещения должна быть автономной и работать по разомкнутому циклу. Свежий воздух обязан подаваться в зону сварки, при этом скорость его может быть не более 0,9 м/сек.
При ручной дуговой сварке крупногабаритных деталей сварочный пост должен оборудоваться поворотно-подъемными вытяжными устройствами, располагающимися не выше 35 см от места сварки. Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Цеховая система вентиляции должна работать таким образом, чтобы в помещении не оставалось застойных зон.
Местная вытяжка сварочного поста может обеспечить удаление 75% сварочных аэрозолей. Остальные 25% отводятся общеобменной вентсистемой.

Расчёт ПДК (предельно допустимая концентрация) вредных примесей и замер параметров микроклимата проводятся в соответствии с ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Виды систем вентиляции
Правильно обустроенная вентиляция в сварочном цехе уменьшает концентрацию вредных веществ в атмосфере помещения и минимизирует нанесение вреда окружающей среде. В зависимости от количества рабочих мест и их расположения, выбирается тип и мощность вентиляторов и трассировка воздуховодов. Вытяжные вентагрегаты могут располагаться как на крыше цеха, так и возле него. Забор воздуха приточными агрегатами не должен находиться в зоне выброса загазованной среды.
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т. к. вредные вещества будут проходить через зону его дыхания.
В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.

Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Общеобменная система
Такая система состоит из нагнетающего и вытяжного вентилятора и системы воздуховодов с фильтрами и регулируемыми приточными устройствами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей. Обустройство её обязательно если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.

Устройство общеобменной системы вентилирования предполагает наличие фильтров для очистки загазованной среды перед выбросом наружу. Производительность вентагрегатов подбирается таким образом, чтобы обеспечивался 10-кратный воздухообмен.
Количество удаляемого воздуха должно быть несколько большим, чем приточного, для недопущения загазованности смежных помещений.
Вертикальная скорость передвижения воздушных масс должна составлять более 0,1 м/с. Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Обустройство вытяжки своими руками
В быту чаще всего сварочные работы проводят в гараже. Поэтому гаражная система немного отличается от вентиляции в сварочном цехе. В её состав входит зонт с вытяжным вентилятором, который устанавливается над сварочным столом. Вытяжное отверстие оборудуют в противоположной от ворот стене, а при невозможности — выводят на крышу. Воздуховод изготавливают из гофротрубы.

При обустройстве самодельной вытяжки следует предусматривать приточный канал, для того чтобы проводить сварку при закрытых гаражных воротах. Эффективность работы системы проверяется опытным путём. В качестве побудителя используют маломощные двигатели на 220 Вольт. Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.
Читайте также: