Вакуумный стол из мдф
Обновлено: 18.05.2024
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Глянул на фото - чуть ли НЕ одноконткрная ветродуйка, судя по максимальному перепаду давления, в свое время отказались от 11кВт двухконтурных ветродуек, которые давали вакуум до 0.6, но этого было до обидного мало, но хоть НЕ выходили из строя от высасывания масла из подшипников. Надо вакуумник, который на максимальном перепаде имеет приличную производительность и может долговременно работать без повреждения себя. Таким условиям удовлетворяют пластинчато-роторые насосы - своего рода стандарт для таких целей, и есть роторно-кулачковые насосы, у которых из-за интересной конструкции долговременная стабильность глубины вакуума при учете износа насоса выше, но ЦЕННИК. хотя в долговременном смысле они интереснее.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Этого насоса для вашего стола будет достаточно. Вот только зачем вам такое дорогое решение? За эти деньги можно купить в Москве 2 водокольцевых по 5.5 кВт. Ими обычно комплектуют столы 2х3 метра. И этого при отсутствии значительных утечек вполне хватает, стобы держать не только ламинат, но и обычную, даже нешлифованную фанеру.
Если станок покупали не очень давно, стучитесь в Росфрезер. Они за доплату комплектуют свои станки водокольцевыми насосами.
А в качестве жертвенного стола на своих станках использую шлифованную мдф эггер или кроношпан, толщиной от 6 до 16 мм, торцы не обрабатываю.
И, как правильно заметили, если после обработки плоскости остались волны от фрезы, лист можно выбрасывать, держать не будет.
Becker KVT 3.140 пойдет, как и его более дешевый китайский аналог ZBW160E (незначительно меньший перепад при чкть большей производительности), а вот с водно-кольцевыми лучше НЕ связываться ибо и влажность в помещении будет гулять и большее удельное потребление
Если станок покупали не очень давно, стучитесь в Росфрезер. Они за доплату комплектуют свои станки водокольцевыми насосами.
На сколько знаю, никогда у них не было водников. Аналог беккера - ZBW160E есть, точно знаю.
Я сейчас подбираю станок 2х3 по просьбе бывшего начальника. Поэтому общался с росфрезером совсем недавно (в 20-х числах декабря). Как раз эта воздуходувка в штатной комплектации и смутила. Было озвучено, сто за доплату могут укомплектовать водокольцевым. Буду еще с ними общаться на днях, уточню.
а вот с водно-кольцевыми лучше НЕ связываться ибо и влажность в помещении будет гулять и большее удельное потребление
Влажность-не беда. Ее-на улицу)) А вот с потреблением и не только электричества. К ним еще водопровод желательно. Бывало и по 40 литров выпивали за смену..
Тут, от бюджета плясать нужно, мне кажется. Водокольцевой стоит 50-70 рублей, китайца роторного можно купить за эти деньги?
Тут, от бюджета плясать нужно, мне кажется. Водокольцевой стоит 50-70 рублей, китайца роторного можно купить за эти деньги?
Кажется? Тогда пляшите:

А для тех, кто НЕ пляшет, скажу, что 160 кубовый аналог беккера стоит почти в два-три раза дороже (порядка 160т.р.), но он обеспечивает лучшее удержание, включать/ выключать можно по питанию, т.к. очень хорошие стартовые характеристики, не проблемы в содержании и удобны в работе и обслуживании. Ибо , обычно, те, кто пляшет от дешевизны, только закупает эту дешевизну, а работают, на этом гумусе другие, и мечтают размять руки об тех, кто это закупает.
Кстати, в свое время, когда занимался квиками, поставили с десяток станков с водно-кольцевыми - в первой половине гарантийного срока у двух насосов порвало импеллер от кавитации, потом поставлял только пластинчато-роторные катайцы порядка 50 шт - за время гарантии НИ одного отказа, а при обслуживании по документации отрабатывали гораздо дольше.
Универсальный вакуумный стол из МДФ своими руками

В этой статье вы узнаете как сделать вакуумный стол из МДФ для фрезерного ЧПУ станка своими руками. А так же о том какие необходимы для этого материалы и инструменты, какой выбрать насос, и зачем делить рабочую область на зоны.

Вакуумный стол из МДФ
Необходимые материалы
Те из вас, у кого есть фрезерные станки с ЧПУ, знакомы с разочарованием при работе с зажимами или винтами для фиксации заготовки, а также с последующей обработкой, необходимой для вырезания и шлифования выступов. Универсальная вакуумная прижимная система может устранить многие из этих проблем. Вы просто кладете заготовку на рабочий стол, включаете вакуумный двигатель — и готово! Теперь у вас есть прижимная сила в несколько килограммов на квадратный сантиметр, удерживающая вашу заготовку.

Обычные вакуумные прижимные системы требуют, чтобы вы вырезали специальный вакуумный шаблон, чтобы надежно удерживать заготовку. Универсальные вакуумные столы позволяют захватывать заготовку в любом месте. Им нужен больший поток воздуха, так как они сравнительно негерметичны, но их намного проще использовать.
Однако есть некоторые ограничения для универсальных настроек. Небольшие детали и компоновки с множеством разрезов могут не иметь достаточной площади поверхности для поддержания сильного вакуума, что делает универсальный вакуумный стол идеальным вариантом для большинства применений, но не для всех.
Поверхность стола: основание, камера статического давления и выпускной патрубок

Устройство вакуумного стола
Поверхность универсального вакуумного стола состоит из трех склеенных между собой слоев. Во-первых, это основная плита , которая прикручивается к раме вашего ЧПУ и прикрепляется к трубопроводу вакуумной системы. Далее идет пленум . Он содержит решетку каналов воздушного потока, которые распределяют вакуум по всему столу. Последний слой — это прокачиваемая доска , пористая спойлерная доска, которая позволяет воздуху проходить через нее.

Нанесение дополнительных слоев герметика на обрезанные кромки МДФ.

Герметизация МДФ шпателем для дерева
Плинтус и камера статического давления обычно изготавливаются из древесноволокнистой плиты средней плотности (МДФ), так как это дешево и доступно в большом количестве. (Вы также можете сделать их из пластика высокой плотности, такого как АБС или ПВХ.) Эти слои МДФ пористые, и их необходимо герметизировать, чтобы обеспечить сильный вакуум. Вы можете использовать любой готовый герметик для дерева, такой как полиуретан на водной или масляной основе, герметики на основе эпоксидной смолы или даже клей для дерева, разбавленный водой. На обрезанные кромки МДФ следует нанести дополнительные слои герметика, так как они подвержены протеканию больше, чем верхняя и нижняя поверхности.

Добавление плиты прокачки
Доска для прокачки другая. Она должна быть достаточно твердой, чтобы поддерживать вашу заготовку, но достаточно пористой, чтобы воздух мог проходить через нее относительно легко. Рекомендуемый материал — МДФ Ultralite; он на 40% легче и пористее, чем обычный МДФ, за счет меньшего количества эпоксидных связующих. Перед тем, как приклеить прокладочную пластину к камере статического давления, вам необходимо снять более плотные верхний и нижний слои, поскольку они могут ограничивать поток воздуха, уменьшая вакуум.
Вакуум
Вакуумные системы варьируются от простых домашних установок с использованием Shop-Vacs(строительный пылесос) до коммерческих устройств, которые могут стоить больше, чем сам ЧПУ. Для большинства любителей и небольших производственных цехов Shop-Vac или базовый вакуумный двигатель более чем достаточно для систем вакуумных столов.

Вакуумный мотор
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.

Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
Вакуумные столы для фрезерных станков с ЧПУ

Вакуумные столы зачастую являются наилучшим решением для работы с плоскими листами, часто выполняемой на фрезерных станках с ЧПУ. Вы можете положить лист из МДФ непосредственно на вакуумный стол, и этого достаточно для обработки. В вакуумных столах могут быть предусмотрены зоны, которые вдобавок можно включать и выключать с помощью клапанов.
Принцип работы вакуумного стола
Вакуумные столы создают прижимную силу благодаря разности давлений под деталью, и атмосферным давлением, давящим сверху вниз. Каждый квадратный миллиметр площади, подверженной данной разнице, может иметь силу, достигающую 1-1.2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
Сила прижима пропорциональна разнице давлений и площади поверхности, Большая площадь на большой области может иметь внушительную силу. Квадратный участок 25 x 25 потенциально имеет 625 квадратных сантиметров, умноженных на 1,2 кг на квадратный дюйм, или около 750 килограмм удерживающей силы!
Однако, небольшие детали обладают значительно меньшей силой, удерживающей их. Необходимо понимать эту разницу.
Другой способ ограничения силы заключается в том, что вы не сумеете приложить вакуум ко всей нижней поверхности детали. Рассмотрим вакуумную систему из алюминия с незначительными вакуумными камерами под ней. Это выглядит приблизительно так:

Алюминиевый вакуумный стол
Теперь, чтобы деталь оставалась плоской и не искривленной, мы хотим, чтобы она располагалась на вакуумном столе. У нас возможно не будет большого вакуума нигде, помимо камер. В таком случае прижимная сила определяется площадью поверхности камер, а не площадью поверхности детали, а она заметно меньше площади поверхности детали.
Большинство вакуумных столов для фрезерных станков с ЧПУ позволяют избежать данной трудности посредством использования плиты МДФ поверх вакуумного стола для распределения вакуума. МДФ пористый, поэтому вакуум везде. Это работает хорошо, однако для этого требуется вакуумный насос, который сможет втягивать больший объем воздуха, потому что МДФ будет протекать везде, где на нем что-то не лежит.
Точно так же, как МДФ, для распространения вакуума, может использоваться ваша деталь, если она сделана из чего-либо проницаемого (пенопласт, МДФ и тому подобное) или если вы сделаете в ней слишком много сквозных отверстий во время обработки.
Последнее, что необходимо знать, это то, что две силы стараются сместить деталь на вакуумном столе. Одна — направлена в бок, другая — вверх. Боковое усилие — это сила трения между деталью и тем, на чем она лежит. Убедитесь, что поверхность вакуумного стола не очень скользкая, дабы выдержать эту силу. В большинстве случаев показатель трения будет таким, что для перемещения детали в сторону должно быть как минимум вдвое большее усилие, нежели для ее подъема.
Поднимающая сила, необходимая для преодоления удерживающей силы вакуумного стола, является просто параметром веса детали плюс прижимной силы вакуума. Если деталь приподнята даже немного, возможно, даже вы можете не видеть этого, вакуум протечет, и, если ваш вакуумный насос не будет обладать достаточной производительностью, деталь просто выскочит, когда давление упадет. Если подъемной силы достаточно, деталь может даже запустить через стол.
Вакуумные столы для фрезерных станков с ЧПУ своими руками
Создать вакуумный стол для вашего фрезерного станка с ЧПУ довольно просто. В этой статье мы рассмотрим множество идей, советов и ссылок на ресурсы, которые помогут вам в короткие сроки создать свой собственный проект вакуумного стола.
Необходимо ли мне покупать или я могу взять и собрать вакуумный стол на свой фрезерный станок с ЧПУ?
Нет времени собрать вакуумный стол с нуля? Не беспокойтесь, многие из них можно просто купить. Вот лишь несколько примеров на пробу:


Проектирование вакуумного стола своими руками
Если вы собираетесь установить вакуумный стол поверх существующего стола фрезерного станка с ЧПУ, то в первую очередь следует учитывать зазор по оси Z. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Еще одно важное замечание заключается в том, собираетесь ли вы создать какую-то конструкцию камеры статического давления или планируете фактически обрабатывать свой вакуумный стол. Обработанные столы могут быть более точными — более плоскими и квадратными. Они, безусловно, более прочные. Но стол типа пленума может быть дешевле в производстве и менее ограничен в отношении вакуумных проходов.
Имеется ключевой нюанс, который следует учитывать. Это способность стола удерживать вашу деталь в зависимости от площади ее поверхности, доступной для вакуума. Если деталь лежит на поверхности, непроницаемой для воздуха, то ее держат только проходы, создающие вакуум. На механически обработанном дюралевом вакуумном столе вы получаете низкий вакуум только на поверхности решетки, но не на всей площади поверхности, на которую опирается деталь. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Привлекательность того, что ваша верхняя поверхность сделана из чего то вроде МДФ, заключается в том, что она проницаема, и вакуум может проникать на всю поверхность нижней части детали. Впрочем МДФ, является менее точной опорой, нежели алюминий, и ему понадобится источник вакуума, который может откачивать больше воздуха в минуту, потому что существует значительно большая область, которая пропускает воздух.
Предполагая, что у вас нет гигантского вакуумного насоса с неограниченной производительностью, Существует способ, который действительно помогает. Это возможность зонировать области вакуума, дабы области, которые протекают (возможно, потому что деталь не находится на этих областях), могли быть отключены. от вакуума. Вот вакуумный стол с системой зонирования, которую очень удобно менять, элементарно открывая или закрывая отдельные клапаны:

Вакуумный стол с областью зонирования
Идеи по созданию вакуумных столов своими руками
Вот список фотографий и ссылок на различные проекты вакуумных столов своими руками. Это поможет вам в разработке собственного проекта вакуумного стола.

Типичный вакуумный стол из МДФ имеет монтажную панель с канавками и дренажную панель, которая позволяет вакууму просачиваться через его пористую структуру.
Вакуумный стол из МДФ
Вакуумный стол позволяет значительно упростить и ускорить установку на стол фрезерного станка с ЧПУ листовых материалов. Это могут быть и листы МДФ, и акрила. При этом, если лист выгнут, то вакуумное крепление позволяет его выровнять на время работы.
Если на станке регулярно обрабатывается МДФ, то наверняка станок оснащен мощной вытяжкой (пылесосом для сбора стружки и древесной пыли - см. фото ниже). Такая вытяжка, мощностью 2,2 кВт способна не только удалять опилки из зоны резания, но и обеспечивать работу вакуумного стола.

Пылесос для сбора стружки и древесной пыли Корвет 65

Шильдик с указанием параметров пылесоса
ВНИМАНИЕ! Безопасность работы гарантирована только при определенных условиях: размер фрез должен быть не более допустимого усилием прижима заготовки, режим резания - только опробированный с имеющимся вакуумным столом. Иначе возможен отрыв заготовки в процессе обработки, что чревато травмами с тяжестью вплоть до фатального исхода.
Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм. Верхний слой - лицевой - нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту.

Вакуумный стол после монтажа на станке
Ячейка вакуумного стола
Нижний слой вакуумного стола служит для подвода разрежения поотдельности к каждой зоне верхнего слоя стола.
В каналах верхнего слоя выполнены вертикальные отверстия для перепуска разрежения из каналов нижнего слоя в каналы верхнего. Таких отверстий по 4 шт. на каждую зону. Впрочем чем больше их количество - тем лучше.
Подключить вакуумный стол к пылесосу проще всего с помощью повсеместно распространенного трубопровода, например канализационного (см. фото ниже). Это и дешевле, и технологично. На фото видно, что для подвода разрежения к станку использована труба канализационная диаметром 110 мм. Непосредственно к станку разрежение подводится шестью гофрошлангами диаметром 50 мм. Каждый гофрошланг пристыкован к вакуумному столу посредством вкрученного в стол штуцера.
Все соединения герметично уплотнены либо стандартными уплотнениями, либо хомутами (желательно с применением герметика).

Нижний слой вакуумного стола

Подключение вакуумного стола к пылесосу
Перед сборкой стола все его каналы следует обработать клеем ПВА или грунтовкой, чтобы обеспечить непроницаемость МДФ для воздуха (МДФ действительно обладает неплохой воздухопрницаемостью).
Верхний слой вакуумного стола прикручен к нижнему саморезами. Чтобы шляпки саморезов не мешали работе со столом, в его поверхности выполнены отверстия, в которые шляпки утапливаются.
После сборки стола его поверхность следует обработать фрезой, чтобы обеспечить плоскостность поверхности.
Резюме
Как видно из фото, в данной конструкции применен пылесос мощностью 2200 Вт. Такой пылесос имеет на входе тройник для подключения трех воздуховодов диаметром 100 мм. В процессе всех работ одно отверстие тройника было занято вакуумным столом, второе - вытяжной системой с отверстием на входе 50 мм. Третье отверстие было наполовину приоткрыто во избежание перегрева пылесоса из-за малого расхода воздуха, т.к. вакуумный стол не дает расхода воздуха вообще, вытяжка имеет входное отверстие всего 50 мм, т.е. сечение входного отверстия было бы всего 50мм вместо 3-х отверстий диаметром 100 мм. При таком подключении мощности пылесоса оказалось достаточно для работы вакуумного стола и системы отсоса стружки из зоны резания.
Сила прижима заготовки на столе сильно заисит от площади прижима. Заготовка из МДФ размером 600х900 мм может быть обработана фрезой диаметром 6мм всем диаметром на глубину 6мм за один проход при скорости подач 2000 мм/мин. При данном режиме такой вакуумный стол способен удержать заготовку.
Для большей надежности можно рекомендовать применение упоров по краям заготовки, чтобы при обработке нельзя было сдвинуть заготовку. Такое решение будет полезным например и на случай отказа вакуумного стола в процессе работы или на случай несанкционированного превышения усилия резания. При этом сложность установки заготовки на стол станка не изменится, а возможно и уменьшится (упоры позволят ставить заготовки в одно и то же место).
Кроме того, следует иметь ввиду, что заготовка на вакуумном столе может легко отрываться вертикальным усилием. При планировании обработки это следует учитывать и не применять фрезы, создающие при работе подъемное усилие.
Делаем большой стол для вакуумной формовки
Доброго дня мозгоремесленники! Понадобился как-то нашей команде стол вакуумной формовки для создания разнообразных самоделок, но в продаже крупногабаритного стола не оказалось. Недолго думая мы сделали его сами своими руками!

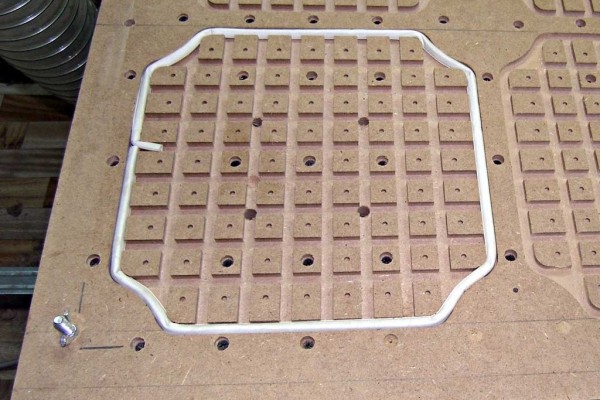
Шаг 1: Коробка стола





Вакуумный стол это, по сути, полая коробка с множеством небольших отверстий, через которые откачивается воздух из рабочего пространства. Для создания этой коробки мы выбрали МДФ, но подойдет любой прочный листовой материал. Итак, из МДФ создаем короб стола и в лицевой панели сверлим маленькие отверстия, можно на станке, а можно как мы обычной мозгодрелью.
К коробу крепим ножки, и устанавливаем перегородки с большими отверстиями, около 7.5см. Эти перегородки будут держать плоскость стола, и не будут позволять ей прогибаться.
Шаг 2: Источник тепла

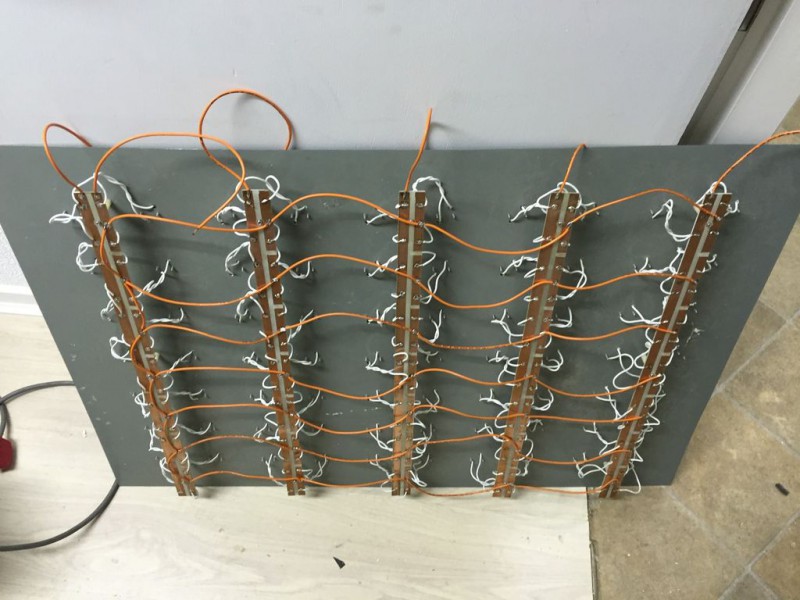

Изначально мы планировали использовать нихромовую проволоку в качестве нагревателя, но это достаточно дорого, да и труднодоступно. Поэтому мы остановились на галогеновых лампах GU10, которые дают мало света, но вот тепла дают достаточно.
В металлическом листе высверливаем отверстия под керамические патроны ламп и устанавливаем эти патроны. Далее для простоты монтажа цепи, чтобы уменьшить количество пайки, создаем из печатных плат токопроводящие дорожки, монтируем их, а уже дорожки спаиваем в цепь. Для этой панели с лампами из МДФ делаем короб со съемной мозгокрышкой для обслуживания, и соответственно помещаем световую панель в этот короб.
Шаг 3: Управление

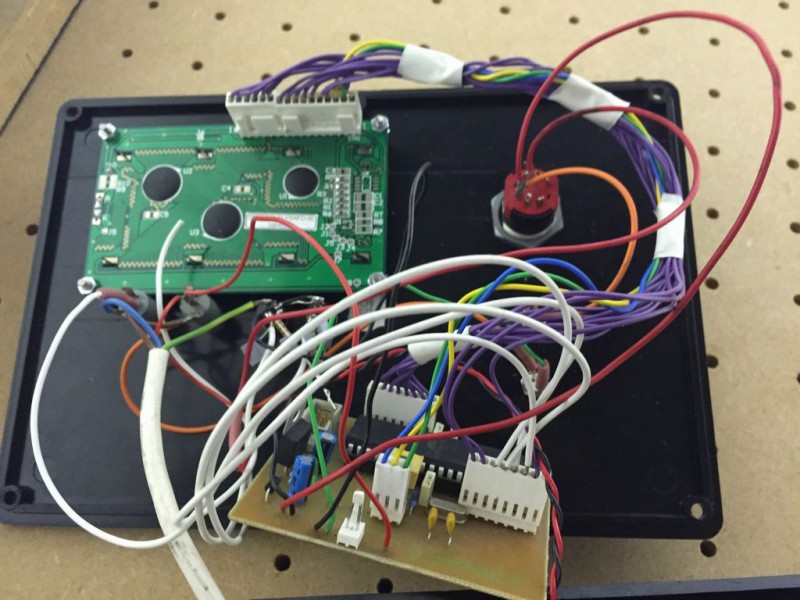

Выбранный нами вариант источника тепла позволяет нагревать не только весь стол, но и если нужно, только некоторые его участки при формовании небольших поделок. Конечно подключение ламп при этом становиться более сложным.
Блок управления столом состоит из нескольких элементов:
- Передняя панель на которой установлены буквенно-цифровой ЖК-дисплей, светодиодная индикация каждого нагревательного ряда, ключ включения стола, кнопка аварийной остановки работы стола, и включатели режимов работы стола.
- Плата микроконтроллера ATmega644, который работает с прошивкой, написанной на С. К этой плате подключаются датчик температуры в столе, датчик давления, ЖК-дисплей, включатели режимов с передней панели, а также реле управления мощностью нагревателей (линиями лампочек).
- Плата контроллера переменного тока, которая синхронизирует сигнал от микроконтроллера, симистор и линию переменного тока.
- Плата с реле, которая состоит из 6-ти электромеханических реле, управляемых микроконтроллером. Одна из реле включает вентилятор, а остальные линии нагревателей.
- Плата реле нейтрали, которая состоит из 7 реле, управляемых микроконтроллером и подключающие линии нагревателей к нейтральному проводу, а также датчик температуры в пространстве стола.
- Симистор, состящий из двух оптоизолированных тиристорных твердотельных реле, рассчитанный на 20А, 240В, который регулирует вентилятор и нагрев пространства стола.
Шаг 4: Установка опор
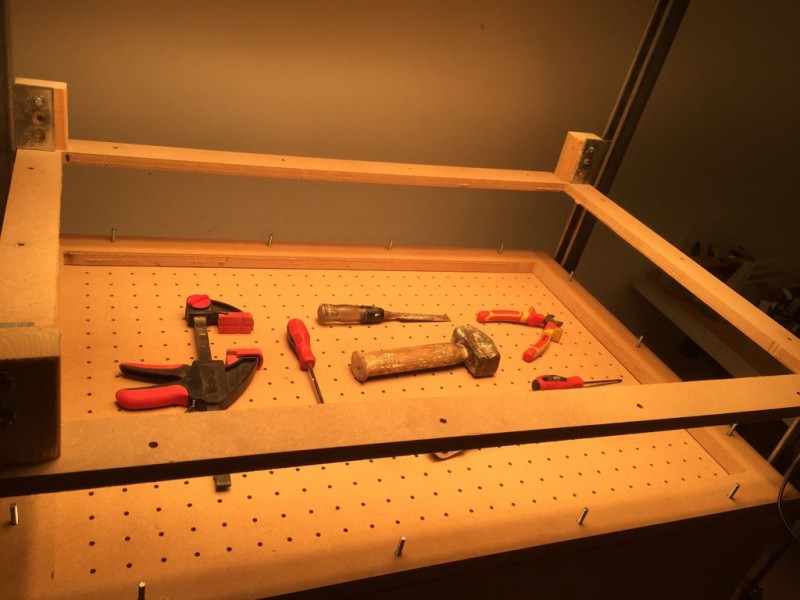


На наш короб стола поделки, а он, кстати, размером 600х900мм, монтируем опоры для панели нагревателей и устанавливаем саму панель с лампами. Так же делаем рамку для пластика и вставляем ее в опоры на подшипники, места соединения короба стола и рамки уплотняем изоляционной пористой лентой.
Шаг 5: Вакуумный вентилятор


К нижней стороне короба мозгостола крепим источник вакуума, попросту вентилятор. Для своего вакуумного вентилятора мы сделали дополнительную пластину из МДФ и с ее помощью, а так же с помощью неопреновых прокладок, установили его.
Шаг 6: Окончательная сборка и тестирование
На заключительном этапе подсоединяем все элементы, проверяем все ли правильно установлено и переходим к тестированию. В рамку вставляем лист пластика для формования, включаем стол и формуем!


А вот как функционирует наш стол:
Удачных самоделок и надеюсь, наше руководство поможет вам в этом!
Читайте также: