Вакуумный стол для шпонирования своими руками
Обновлено: 13.05.2024
Вакуумный пресс – это устройство, с помощью которого из такого материала как МДФ можно заниматься изготовлением мебельных фасадов с пленкой ПВХ и декоративных накладок для дверей. Такой агрегат продается в магазинах, но вы достаточно легко можете сделать его своими руками.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как:
• широкий спектр цветов;
• различные формы;
• невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола;
• термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол;
• процесс герметизации;
• пленки разогреваются;
• откачивается воздух;
• процесс охлаждения;
• вырезаются заготовки, излишки пленки с фасада удаляются.
Как сделать вакуумный стол
Вакуумная ванна
В качестве дна в вакуумной ванне используется 2-миллиметровый стальной лист. Чтобы максимально уменьшить прогибы листа, на который будет воздействовать отрицательное внутреннее давление, и сделать поверхность стола как можно более ровной, приступаем к изготовлению каркаса жесткости. Эту конструкцию делаем из той же профильной трубы 60х40х2.
Предварительно нарезанная труба, как указано в проекте, укладывается на стапель, жестко закрепляется при помощи струбцин, все примыкания провариваются. Когда каркас жесткости готов, поверх него приваривается лист стали. На этом наиболее ответственном этапе сварочных работ следует обеспечить непрерывный герметичный сварной шов. Его рекомендуется делать с двойным проваром.
Чтобы лист не коробило из-за продолжительного воздействия высокой температуры, можно использовать нижеследующий альтернативный способ, как приварить лист к каркасу. Прежде, чем уложить стальной лист на каркас жесткости, по периметру листа наносим состав для герметизации, который рассчитан на действие высоких температур. Здесь можно воспользоваться, к примеру, силиконовым высокотемпературным герметиком. Сварка же проводится не в виде сплошного шва, тут мы делаем регулярные фиксирующие прихватки – шаг примерно 50 мм.
Этот способ предусматривает то, что из-за кратковременных локальных воздействий сварки весь герметик не будет поврежден, выжжен, а только небольшая часть непосредственно у прихваток. В большей своей части герметик, после того как отвердеет, будет выполнять свою функцию.
Как делаем каркас жесткости и собираем вакуумную ванну:
• варим каркас жесткости;
• к нему привариваем лист стали;
• по периметру листа герметично привариваем стационарную нижнюю раму, которая включает часть шарнирного соединения, что фиксирует подъемную верхнюю раму.
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Подъем прижимной рамы будет осуществляться за счет регулируемых шарнирных соединений. Шарниры можно регулировать, когда будет наклеен уплотнитель в виде полос листовой резины со средней жесткостью – толщина примерно 2 мм.
Приваренные шайбы требуются, чтобы увеличить площадь трения. Шкворень шарнирного соединения в виде стального прута D12, на концах которого имеется резьба.
Чтобы удерживать прижимную раму поднятой, можем воспользоваться газовыми лифтами.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.
Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм;
• прут: 2 м, диаметр 10 мм;
• профильная труба: 2 м, 20х20х2 мм.
Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Вот и готов термовакуумный пресс. Теперь просто добавляем вакуумную систему, термомодуль, и блок электроуправления.
Мембранно-вакуумный пресс: виды, принцип действия, изготовление своими руками
Мебельная промышленность сегодня развивается очень активными темпами, что связано с повышением благосостояния людей и, соответственно, с увеличением спроса на предметы мебели, повышающие качество жизни и делающие ее более комфортной. Это, а также то, что современные потребители стали более требовательными не только к качеству изготовления мебели, но и к ее декоративным характеристикам, привело к тому, что предприятия, работающие в данной отрасли, стали все более активно использовать в своем производстве инновационные методики и высокотехнологичное оборудование, одним из видов которого является вакуумный пресс.

Вакуумный пресс используется при производстве мебельных фасадов, столешниц, дверей и для изготовления декоративных элементов из акрила или АБС-пластика
Применение вакуумного станка и соответствующих расходных материалов позволяет наделить мебель совершенно уникальными декоративными характеристиками, что значительно повышает конкурентные преимущества предприятия, которое использует в своем производстве данное оборудование.
Принцип действия
Основной сферой применения вакуумных прессов является мебельная промышленность, где такое оборудование используется при производстве элементов корпусной и мягкой мебели – для оклейки элементов мебельных конструкций ПВХ-пленкой и шпоном, которые выполняют преимущественно декоративные функции. В задачи пресса вакуумного в данном случае входят осаживание пленки или шпона и обеспечение их плотного прилегания к поверхности элемента мебельной конструкции.

Технология вакуумного прессования обеспечивает быструю и качественную отделку МДФ
Принцип, по которому работает вакуумный пресс для шпонирования и покрытия мебельных заготовок пленкой ПВХ, достаточно прост. Нагретая и ставшая более пластичной пленка под воздействием вакуума, создаваемого под ее поверхностью, плотно обтягивает мебельную заготовку, точно повторяя ее конфигурацию.
Пленка, нанесенная по вакуумной технологии на поверхность мебельной заготовки, изготовленной из МДФ или ДСП, держится очень долго и не содержит под собой даже мельчайших пузырьков воздуха.
Процесс оклейки пленкой ПВХ мебельного элемента с использованием вакуумного пресса включает в себя такие технологические операции, как:
- укладка мебельных заготовок на стол оборудования;
- покрытие заготовок пленкой и установка прижимной рамки;
- герметизация вакуумной камеры;
- разогрев камеры и откачивание из нее воздуха;
- охлаждение заготовок, уже обтянутых пленкой;
- обрезка пленки по контуру заготовок.
Конструктивные особенности
Вакуумный пресс для фасадов мебели и других элементов ее конструкции составляют следующие элементы:
- вакуумный стол, на поверхность которого укладываются мебельные заготовки (поверхность такого стола должна обладать высокой жесткостью, поэтому она обшивается листовым металлом или толстой жестью);
- вакуумный насос, в задачу которого входит откачивание воздуха из-под поверхности пленки для мебельных заготовок;
- прижимная рама, которая также изготавливается из прочного металла (в функции такой рамки, оснащенной надежными зажимными элементами, входит обеспечение герметичности воздушной полости под пленкой, которой покрывают мебельные заготовки);
- нагревательная установка, которая может быть выполнена на основе рабочих элементов различного типа;
- крышка вакуумного пресса, которая может быть откидного или накатного типа.

Основные элементы вакуумного пресса
Большая часть моделей вакуумных прессов дополнительно оснащается одним или несколькими валами, устанавливаемыми с торцевой стороны оборудования. Такие валы, которые делают работу на вакуумном прессе более удобной и сокращают время выполнения технологических операций, используются для установки рулонов с используемой для покрытия пленкой.
Многие современные модели вакуумных прессов для МДФ и ДСП могут работать в автоматическом режиме, что обеспечивают устанавливаемые на такое оборудование системы ЧПУ. Особенно актуальным использование вакуумных прессов с ЧПУ является для предприятий, выпускающих мебель сериями, когда на подобном оборудовании приходится выполнять покрытие пленкой или шпоном множества однотипных деталей. В таких случаях системы ЧПУ, устанавливаемые на такое оборудование, позволяют повысить его производительность и, соответственно, снизить себестоимость выпускаемой продукции.

Промышленный мембранно-вакуумный пресс с ЧПУ с подогревом верхней и нижней плиты
Основные разновидности
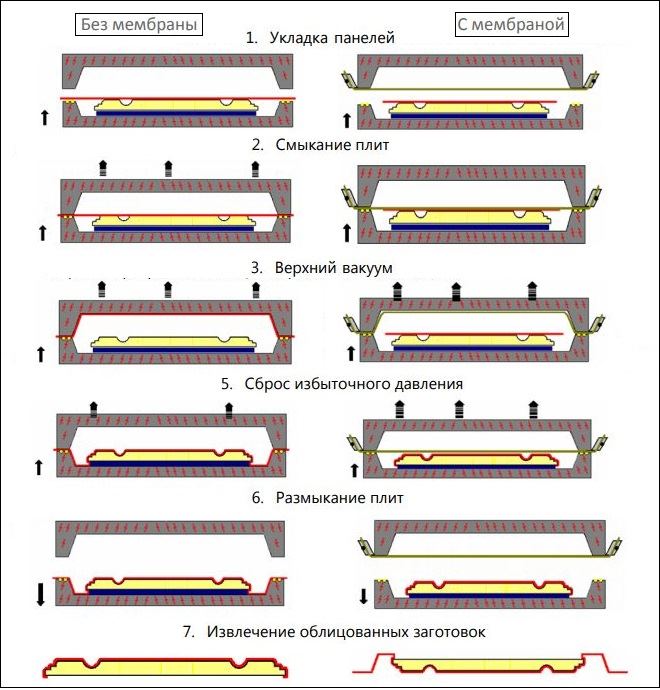
На сегодняшний день выпускаются два типа прессов вакуумного типа:
- оборудование обычного типа (такие прессы используются в тех случаях, когда на заготовку необходимо оказать максимально щадящее воздействие, и способны создавать давление, значение которого не превышает 0,95 кг/см 2 );
- вакуумные прессы повышенного давления (оборудование данного типа способно обеспечить давление, значение которого доходит до 8,5 кг/см 2 ).

В обычном прессе облицовочный материал прижимается к детали атмосферным давлением, а в прессе с избыточным давлением в полость над заготовкой дополнительно нагнетается сжатый воздух
Оборудование первого типа применяется в тех случаях, когда пленкой ПВХ или шпоном требуется покрыть изделия несложной конфигурации. Вакуумные прессы, способные создавать высокое давление, применяются для шпонирования или покрытия пленкой ПВХ деталей сложной формы. Кроме того, такое оборудование часто используется как вакуумный формовщик, при помощи которого из листового пластика изготавливают объемные изделия различной конфигурации.

Наиболее распространены два варианта компоновки вакуумных прессов
Назначение мембраны в конструкции вакуумного пресса
Оба типа устройств комплектуются специальной мембраной, поэтому более правильное их название – прессы мембранно-вакуумные. Используется такой элемент вакуумного пресса как при шпонировании элементов мебельных конструкций, так и при их покрытии пленкой ПВХ. В первом случае мембрана необходима для того, чтобы увеличить давление, оказываемое на поверхность заготовки и покрывной материал в процессе их соединения. Кроме того, при создании шпонированного слоя на поверхности заготовки из МДФ или ДСП мембрана предотвращает сдвиг покрывного материала по отношению к поверхности заготовки в процессе их соединения. При покрытии мебельных заготовок слишком тонкими пленками ПВХ мембрана защищает их от негативного воздействия высоких температур, создаваемых в вакуумной камере.
Принцип работы вакуумного пресса с мембраной или без
Мембраны, которыми оснащаются вакуумные прессы, могут быть двух типов: каучуковые и изготовленные из силикона. Более предпочтительным вариантом являются мембраны из силикона, так как они более износостойкие и позволяют выполнять покрытие пленкой ПВХ деталей даже очень небольшого размера.
Другие области применения
Кроме оклейки поверхности элементов мебельных конструкций шпоном и пленкой ПВХ, мембранно-вакуумный пресс (МВП) может быть успешно использован для решения других задач, к которым, в частности, относятся:
- перенос на любые поверхности надписей и изображений методом сублимации;
- формирование из пластиковых листов объемных деталей различного назначения.
Для переноса изображений со специальной бумаги практически на любые (в том числе и рельефные) поверхности методом сублимации применяется такое оборудование, как термовакуумный пресс. Используя термовакуумный мембранный пресс, можно наносить надписи и изображения на изделия, изготовленные из керамики, пластика, текстиля и других материалов.

Настольный мембранно-вакуумный пресс
Принцип, по которому работает мембранный вакуумный термопресс, заключается в следующем.
- Изделие с закрепленным на нем листом бумаги, с которого необходимо перенести надпись или изображение, помещается на стол вакуумного пресса.
- Плотный прижим листа бумаги с изображением или надписью к изделию обеспечивает мембрана пресса, под которой создается вакуум.
- Под крышкой пресса после ее закрытия создается температура, под воздействием которой изображение или надпись с бумаги и переносится на поверхность изделия.
Вакуумные термопрессы, представленные на современном рынке большим разнообразием моделей, активно используются как крупными полиграфическими предприятиями, так и небольшими компаниями, занимающимися производством сувенирной продукции.

Вакуумный пресс для формовки пластиков
Для изготовления из листового пластика изделий рельефной формы применяется формовочно-вакуумный пресс. Используя такой формовочный станок, работающий по принципу мембранно-вакуумного пресса, из плоских пластиковых листов можно изготавливать объемные изделия, глубина впадин или выпуклостей на поверхности которых доходит до 500 мм. Корпуса вакуумных прессов данного типа, как правило, рассчитаны под достаточно габаритные изделия, что позволяет производить на таком оборудовании продукцию широкого ассортимента.
Современные модели формовочных вакуумных прессов, оснащенные системами ЧПУ, обладают опцией, позволяющей одновременно нагревать разные участки обрабатываемой заготовки до различной температуры. Это позволяет изготавливать из листового пластика объемные изделия с достаточно сложным рельефом. Весь процесс обработки на таком оборудовании управляется и контролируется системой ЧПУ. Таким образом, вакуумная формовка своими руками при использовании данного оборудования не выполняется, оператор станка только задает программу, все остальное делает машина.
Как правильно выбрать оборудование
Выбирая мембранно-вакуумный пресс для решения определенных задач, следует ориентироваться на его наиболее важные параметры.
Марка и страна-производитель насоса
На вакуумных прессах могут быть установлены насосы от зарубежных (как правило, итальянских) или отечественных производителей. В первом случае вакуумный пресс мембранный будет стоить дороже, но и насос, который на нем установлен, будет надежнее. Между тем отечественные вакуумные насосы тоже достаточно надежны, но самое главное – проблем с их ремонтом возникать не должно, так как найти запасные части для отечественного насосного оборудования не представляет особых сложностей.
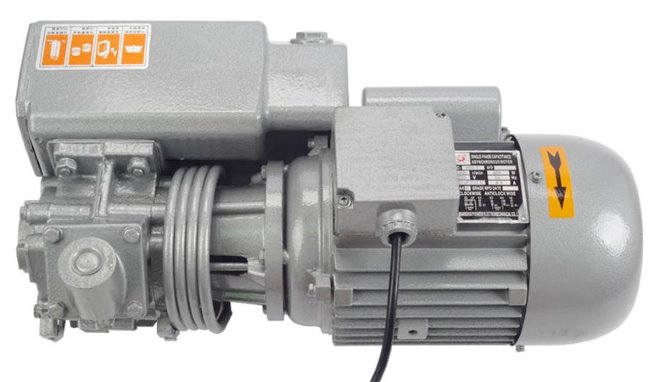
Надежность и производительность пресса зависит в первую очередь от вакуумного насоса
Материал облицовки вакуумного стола
Очень важно, чтобы это был именно металл, а не листы ДСП, которые для таких целей используют некоторые производители. После непродолжительного использования столы, изготовленные из ДСП, просто придут в негодность.
Размеры
Это одна из важнейших характеристик, на которую следует обращать особое внимание, когда вы будете выбирать мембранно-вакуумный пресс. От габаритов вакуумного пресса в первую очередь зависит количество заготовок, которые на нем можно обрабатывать одновременно. Естественно, чем большим будет такое количество, тем более производительным будет вакуумный пресс. Между тем следует учитывать и то, что размеры оборудования напрямую влияют и на его стоимость, поэтому выбирать в данном случае следует оптимальный вариант.

Вакуумные прессы изготавливаются типовых размеров, например, для облицовки шпоном чаще всего используются размеры 2500х1500, 3000х1500, 2500х1200 или 3000х1200 мм
Вид нагревательных устройств
Преимущественное большинство специалистов советует выбирать вакуумные прессы, оснащенные КГТ-лампами, при использовании которых пленка, наклеиваемая на верхнюю часть гнутых деталей, не плавится и не прогорает. В том же случае, если будет выбрано оборудование, оснащенное ТЭНами, то придется постоянно контролировать, чтобы расстояние от таких нагревательных элементов до самой верхней части поверхности заготовки было не менее 150 мм.
Торговая марка пресса
Поскольку вакуумные прессы являются достаточно дорогостоящим оборудованием, выбирать устройство от неизвестных производителей, которое затем придется постоянно ремонтировать, не стоит.
Самостоятельное изготовление вакуумного пресса
Многие частные мастера по изготовлению мебели и владельцы небольших мебельных компаний, руководствуясь естественным желанием минимизировать расходы, задаются вопросом о том, как изготовить вакуумный пресс своими руками. Сделать такой станок своими руками можно, в интернете легко найти чертежи данного оборудования, да и с приобретением комплектующих для него особых проблем не возникает. Немаловажным стимулом при реализации такого желания является и то, что себестоимость самодельного вакуумного пресса, если подойти к вопросам его изготовления правильно, будет значительно ниже стоимости серийного оборудования.
При желании и наличии хороших навыков работы с техникой можно изготовить и станок для вакуумной формовки своими руками, если есть потребность в оборудовании, позволяющем делать объемные изделия из плоских пластиковых листов.
Прежде чем начать изготавливать вакуумный пресс своими руками, следует хорошо изучить конструкцию такого оборудования, определиться с техническими параметрами устройства, которое необходимо именно вам, и закупить расходные материалы и комплектующие. Кроме того, можно воспользоваться советами и выложенными в интернете видео тех, кто уже изготовил вакуумный пресс своими руками и делится своим опытом.
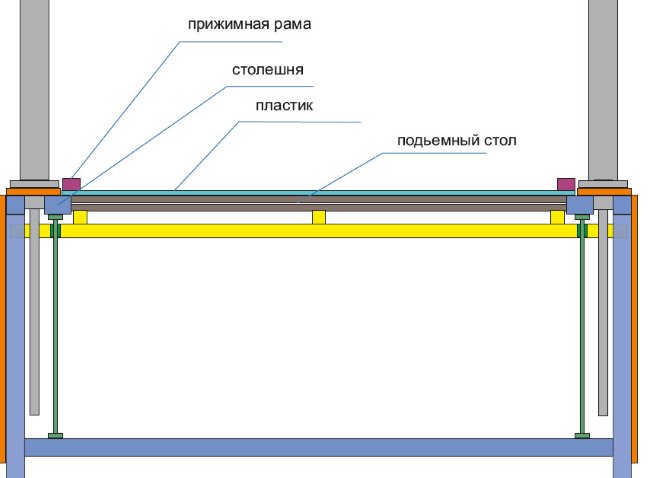
Схема самодельного вакуумного пресса

Устройство столешницы станка
Для того чтобы изготовить вакуумный пресс своими руками, потребуются следующие расходные материалы и комплектующие:
- стальные профильные трубы, швеллеры и уголки;
- листовая сталь;
- зажимы для фиксации прижимной рамки;
- четыре газовых лифта – для подъема и опускания прижимной рамки;
- рельсы для термомодуля;
- резиновые уплотнительные элементы;
- водокольцевой вакуумный насос, оснащенный баком для воды;
- стальные трубы;
- кварцевые галогенные тепловые лампы для термомодуля.
Для того чтобы изготовить вакуумный пресс своими руками, потребуется набор слесарных инструментов, сварочный аппарат, электродрель и угловая шлифовальная машинка.
Фото узлов самодельного вакуумно-формовочного станка
Общий вид станка Вакуумный насос для станка Вакуумный стол
Нагревательные элементы Электромонтажные соединения Ступенчатый отражатель
После того как все комплектующие и расходные материалы для изготовления вакуумного пресса будут подготовлены, следует, ориентируясь на чертежи того устройства, которое вас устраивает по своим техническим параметрам, нарезать трубы, профильный и листовой металлопрокат по требуемым размерам и приступать к сборке оборудования.
Столярная мастерская своими руками. часть 16. Вакуумное фанерование 2
Насос был выбран из серии Value iPump по той причине, что эта серия уже оснащена электромагнитным (соленоидным) отсечным клапаном, что делает дальнейшую автоматизацию чуть более простой. Для других насосов нужно будет приобретать и установить отсечной клапан дополнительно, что , в принципе, особой сложности не добавит.
Маломощный? Отчасти. Скорости откачивания вполне хватает для работы с плоскостным фанерованием в мешках размером до 140х200 см.
Одноступенчатый? Да! А зачем для вакуумного фанерования остаточное давление не 20Па, а 2Па? Разница в прижиме пленки будет аж целых 0,00018 кг/см2!
Ресивер . Из гидроаккумулятора на 24 литра Джилекс была извлечена резиновая мембрана, вырезана фланцевая часть, которая вернулась на место, для уплотнения фланца. Ниппель для подкачки воздуха был заглушен и прикручен через дополнительные прокладки и шайбы.
Обвязку можно собирать из водопроводных фитингов, что наиболее доступно по цене, но шаровые краны лучше брать все же газовые, там другое уплотнение штока, более подходящее для вакуума, нежели чем в водопроводных.
А можно собирать на специальных фитингах с резьбой SAE, которые используются для вакуумирования и заправки кондиционерных и холодильных систем. Но цена…
Шланги можно брать пневматические (говорят, лучше кислородные), в таком случае присоединять их к фитингам нужно будет с помощью хомутов. Часто встречал утверждение, что быстросъемные соединения для пневматики не походят для вакуума. Утверждение не проверял, поверил на слово.
А можно использовать специальные шланги с резьбой SAE, которые так же используются в пусконаладке и ремонте кондиционерных и холодильных систем.
В данном случае использовал смешанную систему: обвязку из водопроводных фитингов, газовых шаровых кранов, переходники с дюймовой резьбы на резьбу SAE, шланги с накидными гайками SAE.
Почему так? Не люблю хомуты :)
Кстати, вот такой адаптер с дюймовой резьбы на резьбу SAE
нашел только в одном месте в Москве и совершенно по неразумной цене в 900 рублей!
На заказ у токаря на Москворецком рынке обошелся в 500, что так же не дешево, и нужен образец.
Все водопроводные соединения собирал на нить Тангит и промазывал специальной силиконовой вакуумной смазкой. Фланцевое соединение ресивера так же промазал этой смазкой, как и шарики шаровых кранов.
Остальные соединения прекрасно держат вакуум без дополнительного уплотнения.
Блок автоматики.
Сердце блока - электроконтактный вакуумметр Росма ТВ-510.05 в стандартном исполнении 05, что означает, что прибор имеет два контакта, правый разомкнутый, левый замкнутый. Для автоматики нужен один контакт, левый.
Не обошлось без косяка у отечественного товаропроизводителя (если это тоже не китайское производство с нашим шильдиком), на шильдике ЛРПЗ (левый контакт разомкнут, правый замкнут), а на самом деле он ПРЛЗ.
На вакуумметре не очень удобная шкала, каждое деление нужно бы умножить на 10, но можно привыкнуть.
Электрическая часть состоит из двухполюсного автомата, реле задержки включения, контактора, запускающего насос, все это помещено на DIN рейку в бокс на 4 модуля IP-65. Рядом розетка для подключения насоса.
Мешок .
Склеил из пленки ПВХ толщиной 400 мкм. По результатам клеевых экспериментов для склейки был выбран клей “Момент кристалл”, который не утолщает место склейки, не уменьшает эластичность и держит намертво.
Штуцер был собран из сантехнических фитингов и одного “золотого” адаптера, врезан в мешок. Место врезки дополнительно усилено двумя слоями той же пленки ПВХ.
Для пробития отверстия идеально подошел пыжеруб 12 калибра :)
Для закрытия мешка использую два бруска и три зажима.
И все же не обошлось без хомутов :) для врезки топливного фильтра в роли воздушного в магистраль откачки воздуха из мешка. Но тут я уже сдался, не стал искать подходящий фильтр с нужной резьбой. Но сдался не совсем! Вдруг подвернется что-то похожее, тогда и приспособлю :) Кстати, при вакуумировании фильтр слегка плющит, не уверен, что долго проживет.
Ну и пришлось сделать седло для насоса, ибо на купленном ГА не оказалось площадки, а просто кронштейн для крепления к стене.
Заодно добавил место для установки бокса и розетки.
Как все это работает:
Вакуум в ресивере можно (и нужно) подготавливать заранее, до подключения мешка.
А вот дальше ресивер можно использовать по одному из алгоритмов:
- -присоединяется мешок, открываются оба крана, давление в объединенной системе уменьшается, насос довыкачивает воздух из объединенной системы “станция + мешок” и далее служит для нивелирования возможных протечек;
- присоединяется мешок, открываются оба крана, давление в объединенной системе уменьшается, ресиверный кран перекрывается, отсекая ресивер от системы и далее насос работает только с объемом мешка;
- закрывается ресиверный кран, присоединяется мешок, открывается мешочный кран, откачивается воздух из мешка, открывается ресиверный кран, далее ресивер работает на нивелирование возможных протечек;
- или попросту закрыть ресивер и работать только с мешком, с протечками справится автоматика.
Вот тут можно поразвлечься расчетами объемов мешка и ресивера и результирующим давлением после присоединения мешка к ресиверу.
Если в процессе прессования где-то будет подтекать и разрежение повысится выше установленного уровня, то контакт вакуумметра разомкнется, насос через контактор включится, проработает до достижения установленного уровня и немного дольше. "Немного дольше" регулируется реле задержки включения.
Ресивер откачивается до вакуума -0.96 за 145 секунд, дальше по одному из алгоритмов.
По результатам экспериментов, система держит вакуум крепко :)
За сутки давление поднялось с -0.96 до -0.92.
С мешком герметичность не столь шоколадная, вот тут автоматика и пригодилась! :)
Вакуумный стол для шпонирования своими руками

В этом видео мы изготовим вакуумный пресс для шпонирования за 6000 тысяч рублей. Мы подробно разберём основы работы вакуумных прессов, что просто необходимо в них, а без чего можно обойтись. Мы подробнейшим образом изучим из чего изготовить вакуумный стол, сравним несколько вакуумных насосов и посмотрим на их основные характеристики, на что следует обращать внимание при их покупке. Также мы поговорим о силиконовой мембране и чем её можно заменить. Вакуумный пресс состоит из 3 основных частей: вакуумный стол и мембрана образуют вместе замкнутый объём, а с помощью вакуумного насоса удаляются газы из образовавшейся полости. Начнем с базовой поверхности, с вакуумного стола. Основная плита, рабочая поверхность пресса, мы назвали ее вакуумным столом, должна быть прежде всего прямой и воздухонепроницаемой. Для большого пресса я использовал ламинированную фанеру для монолитных работ 3*1.5 толщиной 18 мм. Материал показал себя только с лучшей стороны: ПВА и полиуретановый клеи легко счищаются с ламината, поверхность сохраняет ровность, она почти не пропускает воздух через себя, в ней легко было сделать аккуратные канавки. Вот план работы с бюджетным вакуумным столом. Мы возьмём кромленную со всех сторон деталь ЛДСП размером 1700*500 мм. Снизу сделаем цоколь для жескости и чтоб можно было пропустить шланг. В плите мы сделаем отверстие под штуцер по центру, сеть канавок по поверхности. Приклеим уплотнитель и изготовим подобие рамы для прижима мембраны к уплотнителю. К отверстию мы прикрутим штуцер, просверлим пару отверстий в цокольных планках и пропустим шланг для вакуумного насоса. На примере большого пресса я покажу минимальный набор элементов для вакуумной системы. На выходе стоит тройник, к нему два шаровых крана. Один для быстрого впуска воздуха под мембрану после отключения насоса. Хотя чаще я просто оставляю деталь минут на 5 после отключения насоса и давление выравнивается само. Второй кран в качестве обратного клапана я перекрываю перед отключением насоса, иначе весь объём воздуха будет проходить через насос, что может его повредить. После него идёт фильтр; для длительного использования насоса абсолютно необходимая вещь. В моём случае он быстро засоряется мелкими осколками шпона, опилками и прочим. Но, главное, нельзя допускать попадания в насос песка, лопасти насоса может заклинить и насос потребует капитального ремонта. Фильтр предназначен для воды, но сюда он прескрасно подошёл. После фильтра к насосу идёт специальный вакуумный шланг, который я приобретал по 500 рублей за метр вместе с насосом. На самом деле обычный воздушный шланг справляется. Специальный вакуумный, возможно, нужен чтобы исключить перегибы если его постоянно перемещают, но для стационарного пресса в нём нет такой необходимости. Сам вакуумный насос находится в нише под насосом, в конце этой нише находится канальный вентилятор, который отводит пары масла наружу, одновременно охлаждая насос проточным воздухом. Я хочу обратить ваше внимание ещё на одну деталь. У промышленных насосов есть отдельный выход для отводящихся газов, я присоединил к нему шланг, который на другом конце свободно входит в жестяную канистру из-под масла. Таким образом, пары масла, выходящие вместе с отработанным воздухом, конденсируются на стенках канистры и я повторно могу использовать вакуумное масло. Каждый раз примерно 70% масла оседает здесь и используется повторно. Обычно для вакуумного пресса используется силиконовая или каучуковая мембраны от 1.5 до 3мм толщиной. Они эластичные, хорошо растягиваются. На моём большом прессе используется силиконовая мембрана 2мм толщины. Закреплена она на раму через алюминиевые порожки и двусторонний скотч на вспененной основе в качестве защитной прокладки. По раме, как и по периметру стола, наклеен мягкий уплотнитель. Рама на петлях, в закрытом состоянии они приживают мембрану к столу, а с другой стороны она прижимается за счёт двух крупных щеколд. Давайте посмотрим как она сработает с высокой матрицей для гнутого ящичного фасада. Как .
Универсальный вакуумный стол из МДФ своими руками

В этой статье вы узнаете как сделать вакуумный стол из МДФ для фрезерного ЧПУ станка своими руками. А так же о том какие необходимы для этого материалы и инструменты, какой выбрать насос, и зачем делить рабочую область на зоны.

Вакуумный стол из МДФ
Необходимые материалы
Те из вас, у кого есть фрезерные станки с ЧПУ, знакомы с разочарованием при работе с зажимами или винтами для фиксации заготовки, а также с последующей обработкой, необходимой для вырезания и шлифования выступов. Универсальная вакуумная прижимная система может устранить многие из этих проблем. Вы просто кладете заготовку на рабочий стол, включаете вакуумный двигатель — и готово! Теперь у вас есть прижимная сила в несколько килограммов на квадратный сантиметр, удерживающая вашу заготовку.

Обычные вакуумные прижимные системы требуют, чтобы вы вырезали специальный вакуумный шаблон, чтобы надежно удерживать заготовку. Универсальные вакуумные столы позволяют захватывать заготовку в любом месте. Им нужен больший поток воздуха, так как они сравнительно негерметичны, но их намного проще использовать.
Однако есть некоторые ограничения для универсальных настроек. Небольшие детали и компоновки с множеством разрезов могут не иметь достаточной площади поверхности для поддержания сильного вакуума, что делает универсальный вакуумный стол идеальным вариантом для большинства применений, но не для всех.
Поверхность стола: основание, камера статического давления и выпускной патрубок

Устройство вакуумного стола
Поверхность универсального вакуумного стола состоит из трех склеенных между собой слоев. Во-первых, это основная плита , которая прикручивается к раме вашего ЧПУ и прикрепляется к трубопроводу вакуумной системы. Далее идет пленум . Он содержит решетку каналов воздушного потока, которые распределяют вакуум по всему столу. Последний слой — это прокачиваемая доска , пористая спойлерная доска, которая позволяет воздуху проходить через нее.

Нанесение дополнительных слоев герметика на обрезанные кромки МДФ.

Герметизация МДФ шпателем для дерева
Плинтус и камера статического давления обычно изготавливаются из древесноволокнистой плиты средней плотности (МДФ), так как это дешево и доступно в большом количестве. (Вы также можете сделать их из пластика высокой плотности, такого как АБС или ПВХ.) Эти слои МДФ пористые, и их необходимо герметизировать, чтобы обеспечить сильный вакуум. Вы можете использовать любой готовый герметик для дерева, такой как полиуретан на водной или масляной основе, герметики на основе эпоксидной смолы или даже клей для дерева, разбавленный водой. На обрезанные кромки МДФ следует нанести дополнительные слои герметика, так как они подвержены протеканию больше, чем верхняя и нижняя поверхности.

Добавление плиты прокачки
Доска для прокачки другая. Она должна быть достаточно твердой, чтобы поддерживать вашу заготовку, но достаточно пористой, чтобы воздух мог проходить через нее относительно легко. Рекомендуемый материал — МДФ Ultralite; он на 40% легче и пористее, чем обычный МДФ, за счет меньшего количества эпоксидных связующих. Перед тем, как приклеить прокладочную пластину к камере статического давления, вам необходимо снять более плотные верхний и нижний слои, поскольку они могут ограничивать поток воздуха, уменьшая вакуум.
Вакуум
Вакуумные системы варьируются от простых домашних установок с использованием Shop-Vacs(строительный пылесос) до коммерческих устройств, которые могут стоить больше, чем сам ЧПУ. Для большинства любителей и небольших производственных цехов Shop-Vac или базовый вакуумный двигатель более чем достаточно для систем вакуумных столов.

Вакуумный мотор
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.

Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
Читайте также: