Вакуумный стол для карбона
Обновлено: 20.05.2024
Меня зовут Павел.
Я занимаюсь изготовлением углепластика или, как его называют, карбон, и с удовольствием делюсь опытом.
Первые попытки освоить технологию сделал где-то полтора года назад. С тех прошло много времени и тем более приятно вспомнить первые шаги. В этом посте расскажу о своем первом учебном самостоятельном проекте детали из композита эпоксидной смолы и базальтового волокна.
Сама идея заняться карбоном возникла еще раньше, года три назад. Долго ее вынашивал и в какой-то момент решился. Первый месяц самостоятельных попыток и просмотра роликов на ютубе привел к куче израсходованного материала, смолы, тканей, жгутов и т.д. Оказалось, что даже пластину из карбона методом вакуумной инфузии не так-то просто сходу сделать. Немного помучавшись, понял, неплохо бы найти профессионалов для перенятия опыта. Нашел подходящих ребят, познакомились и ушел с головой в процесс обучения.
Такого кайфа от учебы в универе точно не получал. Прошло два месяца, азбука выучена, лекции записаны, лабораторки выполнены и я отправился в самостоятельное плавание. К тому моменту уже нашел первого заказчика. И до этого всё было в розовых тонах. Дальше начался бой и об этом речь пойдет ниже.
Мой первый проект - продолжение учебы, но в полевых условиях. Я договорился сделать из композита деталь, дабы уменьшить её вес. Деталь шла к мобильному лазерному станку. Станок представлял собой чемодан на колесах и предполагал постоянную перевозку между участками работы. К слову, он для лазерной наплавки пресс-форм; износилась кромка стальной матрицы - привезли лазер, выставили, настроились и наплавили специальной проволокой изношенный участок.
Вернемся к процессу.
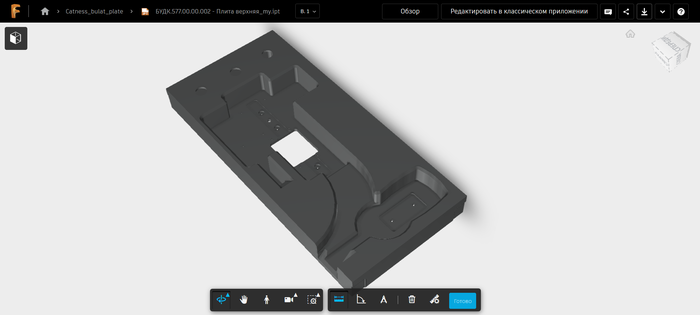
Деталь это плита со сложными пазами и выборками, в которые укладывается оптика лазерного станка.
Чтобы что-то сделать из карбона, нужно сначала сделать матрицу - обратную к исходной поверхности деталь. А уже на матрицу выкладывать углеткань и пропитывать смолой.
Опишу создание матрицы коротко и скажу лишь, что работа шла три этапа: мастер-модель из пенопласта -> черновая матрица -> черновая деталь -> рабочая матрица.
Вот как выглядела рабочая матрица.

Это стеклопластиковая матрица с толщиной фланца 5-6 мм и шлифованным слоем гелькоута с наружной стороны.
Чтобы по этой матрице сделать деталь, нужно сначала подготовить выкройки. Такая сложная форма не позволяет положить углеткань одним куском. Для качественного соответствия геометрии, нужно подготовить большое количество маленьких кусочков ткани - выкройки. Всего я сделал около 300 выкроек - это примерно 60 штук на слой, а слоев было 5. Кстати, для первого раза я использовал не углеткань, а базальтовую ткань. Она попроще, а сама деталь была под покраску, поэтому изящество рисунка карбона было ни к чему.
Так выглядела базальтовая ткань со слоем клеями и размеченными выкройками.

Да, их было много, а работы еще больше.
Когда все 300 выкроек были подготовлены, вырезаны и подогнаны, настало время укладки и приклеивания на матрицу. Но сначала матрицу нужно очистить загрязнений, жирных пятен и прочего.

Затем, очищенная матрица покрывается специальным разделительным составом - воском. Это нужно, чтобы деталь намертво не приклеилась к матрице, а аккуратно без повреждений извлекалась из неё. Я использовал жидкий воск на основе ПВА. Воск наносится слоями от 3 до 5 в зависимости от марки и типа.

Затем приступил к расположению выкроек. Слой за слоем, в определенном порядке приклеивал маленькие кусочки ткани к матрице, пока она вся не обросла базальтовым панцирем.
Кстати, клей тоже специальный аэрозольный для инфузии.

Хотя выкройки делались по шаблону, всё равно каждый слой пришлось проверять и немного подгонять по месту.

На предыдущем фото видно, как отходят выкройки. Сколько клея не нанести, пока уложишь последний слой, обязательно сколько-то выкроек уйдет. А это напрямую влияет на качество получаемой детали. Чтобы этого не произошло, во время пропитки вокруг детали собирается вакуумный мешок - хитрая слоистая конструкция для подачи и распределения эпоксидной смолы, откачки воздуха, создания надежного прижима.
Мешок собирается из нескольких слоев: жертвенная ткань, служащая буфером смолы и регулятором скорости пропитки; перфорированная пленка для быстрого разделения технических слоев от тела детали; проводящая сетка - быстрая доставка смолы по поверхности; магистральные и спиральные трубки для подачи смолы извне и откачки воздуха из мешка. Весь этот пирог накрывается вакуумной пленкой, которая крепится и уплотняется герметизирующим жгутом по фланцу матрицы.

Перед сборкой мешка нужно хорошенько продумать схему подачи и откачки смолы: сколько точек подачи, как провести линии подачи, где сделать быстрый ход смолы, а где нужно ее затормозить для гарантированной пропитки. Процесс до жути увлекательный, как само планирование, так и наблюдение за ходом смолы. Я пустил смолу с верхних точек детали, а магистрали откачки расположил с фланцев матрицы.
Когда мешок собран, его нужно откачать и проверить на герметичность. Собрать с первой попытки герметичный мешок не всегда удается. В этот раз мне пришлось даже переделывать мешок, так как первый мешок прорвался острой стеклопластиковой иголкой с обратной стороны матрицы. Так выглядит собранный и откачанный мешок, готовый к пропитке эпоксидной смолой.

А вот так во время подачи смолы.

Процесс пропитки может идти от десятка минут до нескольких часов. Я пропитывал параллельно две детали и на инфузию ушло чуть больше часа.
За процессом нужно следить - когда ускорить подачу смолы, когда замедлить, а когда и вовсе перекрыть для добавления новой порции смолы в систему.

До последнего держит в тебя напряжении, потому как наперед не знаешь, успеет ли пропитаться вся деталь до момента загустения смолы.

Всё это выглядит как пляски с бубном (маркером). Но вот все светлые участки потемнели, смола показалась в трубках на пути к насосу, а значит, можно выдохнуть и перекрыть подачу смолы. После этого оставляем деталь сохнуть минимум на сутки и уходим с приятным ощущением и предвкушением.
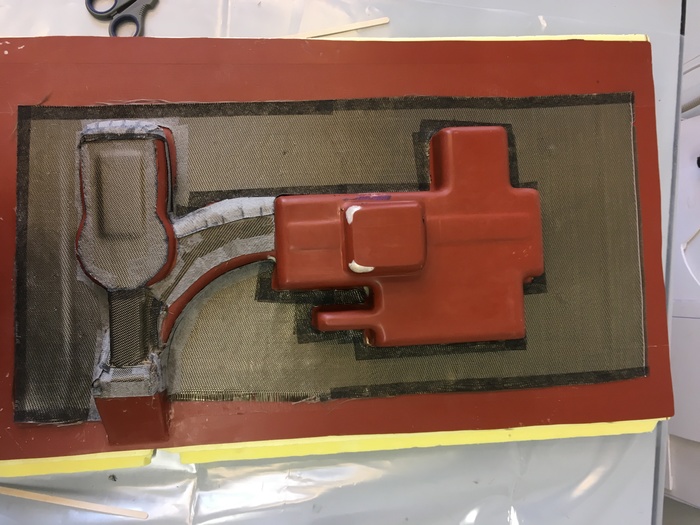
Через пару дней разбираю мешок и достаю деталь. Для первой разборки я потратил огромное количество времени - наверное, целый день отборной ругани и суеты. Деталь такой сложный формы у меня получилось достать с большим трудом, но когда достал, улыбался до ушей.
Так она выглядела после разборки и первой примерки с узлами лазера.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.

Пристрелка по весу:

Окончательно склеенная деталь перед покраской в сборе с лазером выглядела так.

Ну и финальная версия после покраски.

В итоге, учебный проект занял около 8 месяцев, приличное количество денег на материалы, инструменты, оборудование и мою работу. Я сразу относился к нему, как к вложению и не переживал лишнего. Вес удалось сэкономить с 10 кг до 1,2 кг. Очевидно, что делать подобную деталь из композитов методом вакуумной инфузии абсолютно нецелесообразно по трудоемкости и стоимости. Опыт - бесценный. С первого раза сделать деталь такой сложности - большая удача и не менее большая работа. С тех пор за такие масштабные штуки не берусь, но опыт этих месяцев использую каждый день.
Как говорится, если ты готов делать что-то бесплатно и ночами, возможно это то самое.
Технология — вакуумная инфузия

Вакуумная инфузия — надежный способ создания изделий из карбона
Вакуумная инфузия сегодня — это наиболее перспективная технология получения деталей из композитных материалов. Она имеет недлинный, но очень приятный список преимуществ, а также недостатки, которые можно расценивать лишь как нюансы производства, ведь никто из-за них от метода не отказался — скорее, наоборот. Но о преимуществах и недостатках поговорим позже. Сначала — о сути и этапах технологии, чтобы избавить достоинства от налета рекламной помпезности.
В чем суть технологии вакуумной инфузии
Этот способ создания изделий из композитных материалов заключается в их формовке с последующей пропиткой связующим веществом за счет создания разряжения и, соответственно, возникающей разницы давлений с окружающей средой.
В ходе процесса пустόты в материалах заполняются смолой (связующим веществом), которое подается в жидком виде. После отверждения получается монолитный «пирог» — вернее, деталь, в которой намертво соединены слои армирующего материала.
Иными словами, всё просто. Но это — с точки зрения теории. Ведь ключевым моментом является качественное удаление воздуха из всех микроскопических пространств, чтобы его место могла занять смола.
Армирующие ткани и связующие вещества
Наиболее используемыми армирующими материалами являются углеродные ткани и стеклоткани. А связующим веществом могут быть полиэфирные, эпоксидные, эпоксивинилэфирные и другие смолы. Какой именно состав связующего будет использован, зависит от его свойств: вязкости, времени полимеризации и других факторов.
Стадии производства

Сразу хочется заметить, что перед началом процесса формования (особенно если это индивидуальный заказ) инженерами проводится математическое моделирование. Это необходимо, чтобы определить правильную стратегию инфузии, о которой будет сказано ниже, а также сделать оптимальный выбор материалов: связующего, оборудования (трубки, фитинги, зажимы и т.п.), расход ткани и тд.
1. Подготовка матрицы
Это первый и ответственный этап, от качества проведения которого будут зависеть свойства будущего изделия. Матрицу (или форму) производят из материалов, которые химически устойчивы к материалам соприкасающихся компонентов, а также способны выдержать необходимые технологические температуры.
Матрица должна быть целостной, без трещин, выбоин и пустот, которые не только способствуют образованию пузырьков в конечном изделии, но и снижению давления в процессе вакуумизации. А отсутствие целостности скажется на прочности и эстетическом несовершенстве.
На этапе подготовки поверхность матрицы чистят и покрывают разделительным агентом. Далее, если это предусмотрено проектом, наносят гелькоут для формирования внешней поверхности детали. Так получаются изделия с необходимым цветом и гладкой поверхностью, которая способна защитить это изделие от УФ-излучения и воды, а также от влияния химических сред.
Гелькоут чаще используется при производстве продуктов сложных форм, так как позволяет сэкономить на последующей обработке поверхности. И если техническим заданием предусмотрено использование гелькоута, то следующим этапом технологии будет его частичная полимеризация.
2. Укладка армирующих тканей
Предварительно раскроенные части укладывают слоями. Чтобы слои хорошо соприкасались друг с другом и не смещались, применяются клеевые спреи — так слои будут плотно прижаты друг к другу. Выкладка тканей ведется согласно техническому заданию для набора необходимой толщины изделия, также учитывается направления волокна для обеспечения жесткости и прочности деталей.
3. Создание технологического слоя (выкладка вспомогательных материалов)
Данный слой создается за несколько этапов.
Укладка слоя ткани со зловещим названием «жертвенная». Это — слой, разделяющий оснастку и армирующие ткани. Жертвенная ткань имеет устойчивую перед смолой пропитку и используется для разных целей: устранение неровностей на поверхности, подготовка их к окрашиванию или склейке, а также сохранение чистоту поверхности. Как правило, укладывается она в один слой, но должна полностью покрывать поверхность детали, поэтому по размеру должна быть немного больше ее. Жертвенная ткань потому так и называется, поскольку удаляется при завершении технологического процесса.
Укладка дренажной сетки для отвода воздуха и распределения смолы, поступающей по распределительным трубкам. Такая сетка тоже укладывается в один слой, если техническим заданием не предусмотрено иное, и имеет размеры будущей детали с расширением в местах расположения вакуумных соединителей и каналов распределения связующего.
Укладка каналов распределения смолы и вакуумных линий. В качестве каналов распределения смолы используются спиральные или экструдированные трубки. Вакуумные линии необходимы как для отвода воздуха, так и удаления излишков связующего вещества. Расположение этих каналов — задача непростая, зависит от многих начальных параметров, а также опыта и расчетов. Если всё сделано правильно, не возникнет никаких проблем.
4. Герметизация формы
В качестве герметизирующего слоя используется специальная многослойная композитная пленка , которая имеет существенные отличия от схожей с ней обычной полиэтиленовой, которую часто используют в быту. Так, эта пленка, как правило, имеет высокий модуль растяжения (до 400 % и выше) и способна выдерживать высокие температуры (до 100 ⁰С и выше). Выбирается она в зависимости от используемого связующего материала и сложности формы.
Пленки должно хватать, чтобы распределить ее по всему контуру формы с учетом изгибов, поэтому ее площадь должна быть больше площади поверхности формы как минимум на 30 % (40 % — еще лучше). В местах, где вакуумный мешок не будет соприкасаться с формой, будут образовываться так называемые «мостики», где обычно скапливается смола. Как можно догадаться, готовая деталь в таких случаях не будет иметь однородную структуру, от чего пострадает и ее прочность.
Далее, подключив вакуумный насос, необходимо подвергнуть форму герметизации. Она выполняется с использованием герметизирующего жгута и требует внимания при укладке, чтобы не образовывалось участков с натяжением.
Несмотря на то, что вы можете быть уверены в качестве герметизации, не лишним будет в этом убедиться, отключив насос. Чем дольше вы выдержите форму в таком состоянии, тем точнее будут результаты, которые вы можете оценить по показаниям вакуумметра. Время проверки может варьироваться от 15 до 45 минут.
Если вы заметите, что стрелка вакуумметра поднялась на 1-2 деления, ищите место утечки. Это может оказаться трудной задачей, особенно если деталь имеет большие размеры и сложную геометрию. Помочь в этом может специальное ультразвуковое устройство. Хотя иногда, чтобы повысить уровень герметизации, просто используют двойной вакуумный мешок.
Главное правило, которого желательно придерживаться на данном этапе: пока форма не будет загерметизирована полностью, переходить к запуску связующего не рекомендуется, поскольку существует опасность образования пор в армирующем материале, что чревато падением механических характеристик детали. Для сравнения: 1 % пор на ≈ 10 % снижает межслоевую прочность.
5. Пропитка смолой

Благодаря создаваемой вакуумом разнице давлений с окружающей средой, связующее будет буквально всасываться внутрь, заполняя собой все имеющиеся пустоты между пленкой (мембраной) и оснасткой. Армирующий материал, жертвенная ткань и дренажная сетка — всё будет пропитываться смолой, не оставляя пустотам никакого шанса.
По завершении пропитки подача смолы прекращается и запускается процесс отверждения (полимеризация).
Далее снимается вакуумный пакет (мешок) и вообще весь технологический слой. Готовую деталь вынимают и подвергают дальнейшей обработке.
Примечание: учитывая, что практически все виды смол в процессе полимеризации «любят» тепло, для придания изделию максимальных прочностных характеристик, прогревайте их в специальных печах. Постотверждение рекомендуется проводить в заневоленном состоянии.
Еще несколько слов о выборе связующего вещества
Несмотря на то, что состав связующего выбирают, опираясь на задачи заказчика, а также назначения будущего изделия, процесс инфузии диктует свои жесткие требования.
Низкая вязкость. Влияет на скорость пропитки армирующих материалов. Чем меньше вязкость, тем выше скорость пропитки. В некоторых случаях для придания связующему низкой вязкости, его подогревают.
Низкий экзотермический пик. Дело в том, что при отверждении связующего происходит выделение тепла, то есть экзотермическая реакция. Экзотермический пик — это максимальное значение температуры при отверждении. Если это не учитывать, слой одновременно пропитываемых материалов (особенно если он имеет большую толщину), потенциально может разрушить не только матрицу, но также пленку и пластиковые трубки.
Время полимеризации. Этот параметр важен при изготовлении предметов с большими размерами, поскольку процесс инфузии должен быть полностью завершен до момента, когда начнется полимеризация.
Стратегии инфузии
Под стратегией понимается схема размещения точек подачи связующего материала и вакуумных каналов. Этому необходимо уделять особое внимание, чтобы добиться равномерной пропитки армирующих материалов.
Когда речь идет о деталях больших размеров, помимо расположения, учитывается время и последовательность подачи смолы по точкам расположения. Чаще используются параллельная или кольцевая схема.
Параллельная схема ("фронтальная пропитка") подразумевает противоположное позиционирование подающего и вакуумного канала. Другими словами, связующее вещество движется от одной стороны к другой. К недостатку такой схемы относят потенциально возможное скапливание воздуха по периметру формы.
При кольцевой схеме вакуумный канал проходит по периметру формы. При этом места подачи находятся внутри такого кольца. Связующее вещество движется от центральной точки по направлению к периметру. При такой схеме не будет натекания воздуха, так как система замыкается в кольцо (отсюда и название) вакуумным каналом.
Недостатки технологии и ее преимущества

Самым, пожалуй, большим недостатком является сложность разработки стратегии инфузии для изготовления крупногабаритных деталей и большая номенклатура требуемых материалов. Это ведет к удорожанию себестоимости, хотя другие технологии, где используется автоклав, например, тоже пока нельзя назвать дешевыми. Также предъявляются высокие требования к квалификации персонала.
Зато преимущества пока делают ее безальтернативной, поскольку:
она дает возможность получать большие изделия с заданными характеристиками прочности без необходимости делить их на составные части;
она обеспечивает высокое качество и однородность пропитки материалов, снижая требуемые объемы связующего;
получающиеся изделия обладают самым оптимальным соотношением волокно-связующее, что позволяет им иметь меньший вес при повышенной прочности (тонкостенные прочные детали);
появляется возможность поучать идеально гладкие поверхности, независимо от объемов и сложности форм;
безопасность для здоровья человека достигается путем минимального взаимодействия с вредными химическими составами.
Заключение
Технология вакуумной инфузии пока тяжело коррелируется с серийным производством в большом масштабе. Однако сегодня она является единственной для производства крупногабаритных деталей и часто используется для изготовления корпусов летательных аппаратов из карбона или других композитных материалов , а также водного транспорта.
Технологии получения изделий из карбона

Производимые карбоновые изделия идеально подходят по своим характеристикам для эксплуатации в любых (даже экстремальных) условиях. Возможность совмещения производства материала с последующим формованием только повысила рентабельность многих предприятий.
Как получают многослойные изделия из препрегов?
Для справки: слово «препрег» имеет английские корни — pre-impregnated, или prepreg. Это полуфабрикат, из пропитанных смолой (в большинстве случаев эпоксидной) волокон или тканей, используемых в производстве. Вообще препреги могут иметь в основе различные (не только углеродные) волокна с пропиткой. Но в данном случае нас интересуют препреги на основе именно углеродного (или карбонового) волокна.
Далее приведем часто используемые технологии изготовления карбоновых изделий.
Прессование препрегов методом штамповки

В основе технологии лежит процесс выкладки препрега в подогреваемую пресс-форму с дальнейшим прессованием. Это — наиболее старый метод, известный как основной при формовании пластмассовых деталей. Для производства изделий из препрегов технология остается популярной. Ведь тут нет необходимости перераспределять компоненты в объеме материала и не требуется использовать высокое давление, как например при использовании инжекционных методов, что дает возможность применять относительно дешевые формы из металла и оборудование.
При этом технология позволяет получать не только изделия заданной формы, но и с идеально точными размерами. Используемые армирующие материалы значительно усиливают характеристики прочности и жесткости, а нарушение ориентации волокон (как следствие перетекания связующего вещества) вообще отсутствует при правильной укладке материала.
В углепластиках данного типа, как правило, применяются связующие, основу которых составляют эпоксидные смолы. Помимо этого могут применяться полиимиды, ненасыщенные полиэфирные смолы и некоторые другие виды полимеров.
Но у технологии есть главный, хотя и некритичный, недостаток — довольно низкая производительность и большое количество этапов производства:
1) Выбор схемы ориентации волокон с последующим раскроем препрега;
2) Укладка раскроенного материала в пакет. На данном этапе существует также много нюансов, связанных с соблюдением ориентации волокон, что может потребовать дополнительных операций по укладке их в тетроновую ткань;
3) Укладка пакета в металлическую форму и, если применяются в качестве связующих вещества на основе эпоксидных смол, его предварительное прогревание. Только после этого запускают процесс прессования, устанавливая величину давления в зависимости от сложности формы (плоский это будет лист или форма с криволинейными поверхностями). Используемая полимерная система предопределяет температуру и время термической обработки;
4) Извлечение изделия и осуществление его зачистки. В ряде случаев проводят дополнительное отверждение полученного изделия в термокамере.
Метод формования в автоклаве
Суть заключается в процедуре укладки препрега (или пакета) на форму. Всю конструкцию размещают в вакуумном мешке с последующим изменением давления. Поэтому технология отверждения, подразумевающая создание градиента давления относительно атмосферного, носит название формование с применением вакуумного мешка.
Основные этапы формовки:
1) На форму помещают требуемое количество слоев препрега;
2) Используя автоклав, запускают процесс отверждения;
3) Обрезают полученные изделия.

Необходимо заметить, что от типа вакуумного мешка, способа выкладки на форму и других нюансов напрямую зависят и характеристики будущего изделия.
К явным преимуществам и возможностям метода можно отнести следующие:
Формование изделий больших размеров;
Получение равномерного показателя толщины;
Идеальное качество поверхности;
Критически малая пористость.
А вот недостаток технологии заключается в ее дороговизне, поэтому для массового производства ее пока нельзя назвать рентабельной. Хотя в этом направлении постоянно идет работа. Кроме этого, технология считается пожароопасной, что требует повышенного внимания к безопасности, — но, естественно, это касается только производителя, а не заказчика изделий.
Технология изготовления трубчатых изделий
Суть в следующем: между двумя нагреваемыми столами располагается оправка в форме цилиндра, на который происходит намотка однонаправленного препрега. Процесс равномерной и точной намотки достигается смещением столов на заданную величину. Впоследствии препрег проходит процесс отверждения в термошкафу, после чего вынимают оправку и проводят дальнейшую обработку полученной трубки. К недостатку технологии можно отнести только то, что она не позволяет получать трубки больших диаметров.
В остальном же метод имеет ряд преимуществ:
невысокая стоимость оборудования;
возможность получения форм конуса;
сохранение стабильного содержания компонентов при использовании препрегов;
более благоприятные условия труда за счет отсутствия связующего в жидком состоянии.
Технология намотки с использованием нитей

Основные этапы заключаются в выборе и подготовке нити, либо жгута и оправки. Существую два основных метода: "сухая" намотка и "мокрая". Самый распространенный метод - "мокрая намотка". Суть заключается в том, что нить пропитывают связующим в процессе намотки на оправку, затем происходит отверждение, извлечение оправки и финишная обработка изделия. Иногда еще возникает необходимость предварительной обмотки изделия усадочной тетроновой пленкой перед отверждением, которая позволяет более качественно выдавливать из материала связующее вещество. Этот этап позволяет получить монолитное изделие.
Вообще метод популярен тем, что полученные изделия обладают высокими деформационно-прочностными параметрами, стабильными свойствами и оптимальной структурой. А использование современных станков с ЧПУ вообще предоставляет возможность производить изделия, имеющие сложную геометрию и идеально точные размеры.
Технология пултрузии (протяжка)
Данный метод используется, когда необходимо получить однонаправленные профили. И приятен метод не только простотой, но и полной автоматизацией. Это дает отличные перспективы промышленного производства профилированных изделий.
Однако есть у него и недостатки:
Технология позволяет работать только с нитями либо жгутами;
Существуют трудности в обеспечении одинакового сечения на всей длине, если речь идет о простых формах;
Довольно низкая скорость процесса, ориентированная на скорость отверждения связующего вещества и его температуры, особенно когда используются низкотеплостойкие полиэфирные смолы.
Однако разработки последних лет позволили существенно продвинуться в преодолении этих недостатков разными способами. Тема заслуживает отдельного рассмотрения.
Инжекционная технология
Метод не новый, но с большим списком достоинств, хотя для получения углепластика его используют реже, чем для получения изделий из пластиков.
Суть технологии:
1) Подготовка пресс-формы, включая очистку и обработку антиадгезионным веществом;
2) Укладка армирующих материалов в пресс-форму (или закладных элементов);
3) Соединение пресс-формы жесткой фиксацией;
4) Впрыск под высоким давлением связующего вещества внутрь пресс-формы;
5) Процесс отверждения;
6) Раскрытие и извлечение полученного изделия с использованием сжатого воздуха;
7) Финишная обработка.
Стоит заметить, что для производств такая технология привлекательна низкими энергозатратами и невысокой стоимостью оборудования, а также экологической чистотой процесса, поскольку связующее вещество находится практически в изолированном от внешней среды состоянии.
Технология формования листовых материалов
Этот процесс проходит под высоким давлением. Но, с учетом сложности площади проекции изделий, числовое значение давления может различаться. Этот факт влияет и на конструкцию пресс-формы, и даже на выбор оборудования. Однако это не единственное, что влияет на выбор пресса. Немало требований предъявляется также к металлически формам и к последовательности технологических операций, поскольку в конечном итоге всё это влияет на прочность и внешний вид конечного изделия. И несмотря на то, что повысить прочность изделия также можно выбрав материал с большим содержанием армирующего волокна, технология не исключает дефекты.
Надо также отметить, что при увеличении количества армирующих волокон снижаются реологические параметры композиции — а именно, на поверхности можно видеть волокна, не обработанные связующим веществом.
Но, несмотря на большое количество условий и требований, технология позволяет производить изделия сложных форм за непродолжительное время формования. Однако если требуется получить изделия с высокими параметрами жесткости и прочности, данная технология не используется.
Литье под давлением термопластов с углеродным волокном
Также как и экструзионная технология, литье под давлением сегодня является наиболее распространенным методом для работы с полимерами. С его помощью удается получать изделия из углепластиков, имеющих сложные геометрические формы.
Самые основные нюансы производства такие:
Выбирая марку термопласта или вид полимера, следует ориентироваться на назначение получаемых изделий, поскольку их физические свойства будут напрямую зависеть от содержания и направленности волокон. Это влияет на степень усадки;
По причине малого диаметра, небольшого удлинения и высокого значения модуля упругости волокно из углерода при литье часто ломается. Это нужно учитывать при выборе оборудования;

Армированные волокном термопласты крайне плохо поддаются сварке. При этом не имеет значения чем армировать — углеродным волокном или стекловолокном. Сварные швы не выдерживают больших нагрузок.
Штамповка термопластов армированных углеродным волокном
Метод схож с методом прессования листовых формовочных материалов с тем отличием, что течение материала во время переработки листовых наполненных термопластов значительно ниже. Кроме этого, метод похож на метод запрессовки между металлическими плитами. В некоторой степени он имеет много общего и с методом вакуумного формования. Но отличается тем, что требует высокого давления и разъемной формы, которая включает в себя позитивную и негативную металлические матрицы.
Заключение
В данной статье приведен далеко не полный перечень технологических методов изготовления композиционных материалов . Работы по разработке новых технологий и усовершенствованию уже имеющихся не прекращаются и сегодня. Мы хотели показать вам, что методов получения углепластиков (карбона) большое множество, и мы постараемся рассказать более подробно о каждом из них.
Вообще, пожалуй, главным недостатком карбоновых изделий является высокая себестоимость самого углеродного волокна. И, тем не менее, это с лихвой компенсируется результатом, а именно — потрясающими эксплуатационными характеристиками.
Оборудование для производства карбона

Для производства карбона, кевлара и других композитов на основе углепластика, применяется несколько распространенных технологий. требуется . В зависимости от выбранной технологии Вам понадобится то или иное специальное, профессиональное оборудование. На данный момент существует несколько наиболее распространенных технологий переработки (производства) углепластика (карбона), в числе которых можно выделить 3 основных:
I. Технология Вакуумбэгинга (Vacuum bagging) – производство композита с использованием вакуумного мешка.
Суть: В оснастку обработанную разделительным составом наносится гелькоут, после доведения до состояния «на отлип» укладывается армирующий материал (карбон) и пропитывается связующим (эпоксидной смолой) кистью или валиком. После, укладывается жертвенный слой, перфорированный слой, впитывающий (распределяющий вакуум) слой.
Далее делается вакуумный мешок: накрываем вакуумной пленкой оснастку, пленка крепится к оснастке с помощью герметизирующего жгута. Герметизируем форму. Откачиваем воздух вакуумным насосом.
Особенности: при использовании духового шкафа можно получать более качественные компоненты за более короткое время.
Плюс технологии: Используя эту технологию можно делать качественные и достаточно недорогие компоненты малых и средних размеров.

Минус технологии: в том, что процесс пропитки армирующего материала (карбона) является открытым (идут испарения летучих веществ из связующего), а следовательно не безопасным для персонала. Обязательно использование защитной маски и перчаток при работе.
II. Технология Вакуумной инфузии (Vacuum infusion) – технология пропитки армирующего материала с помощью разрежения.

5. вакуумная пленка
Суть: Эта технология позволяет производить качественные и относительно недорогие компоненты средних и больших размеров с отличным качеством внешнего вида.
В оснастку обработанную разделительным составом наносится гелькоут, после доведения до состояния «на отлип» укладывается сухой армирующий материал (карбон, кевлар, базальт) . После, укладывается жертвенный слой, укладывается проводящая сетка и форма закрывается вакуумной пленкой. Пленка крепится к оснастке с помощью герметизирующего жгута. Устанавливаем трубку подачи связующего (эпоксидной смолы низкой вязкости). Герметизируем форму. Откачиваем воздух вакуумным насосом. После проверки на герметичность (отсутствие утечек) производим пуск смолы.
Смола под разряжением входит в форму и занимает доступный объем пропитывая армирующий материал уложенный в оснастку. После окончания пропитки армирующего материала (визуальный контроль) перекрываем трубку подачи смолы.
Особенности: для пропитки используется связующее низкой вязкости.
Плюс технологии: главное положительное качество технологии вакуумной инфузии в том, что при выкладке армирующего материала (карбона, арамида) в форму он остается сухим, а следовательно, это не ограничивает время работы. Кроме того процесс является «чистым». Т.е. не происходит активного испарения летучих компонентов связующего, следовательно более безопасным для рабочего по сравнению с вакуум бэгингом.
Из минусов: можно отметить повышенные требования к квалификации рабочего, его внимательности и аккуратности. Также то, что компоненты могут получаться с большим содержанием связующего по сравнению с вакуум бэгингом.
III. Технология производства композита с использованием препрега.

1. оснастка (стойкая к температуре)
2. препрег (армирующий материал пропитанный «горячим» связующим на специальном оборудовании)
* – специальное профессиональное оборудование (мощный герметичный сосуд) для создания, удержания и контроля повышенного давления воздуха (6-8 атмосфер) и температуры (80-160°C).

Суть: процесс работы с препрегом похож на Технологию вакуумбэгинга. В оснастку обработанную «горячим» разделительным составом (высокотемпературные разделительные составы) укладывается армирующий материал (карбоновый препрег). Хорошенько прожимается пальцами, тефлоновой палочкой. После, укладывается жертвенный слой, перфорированный слой, впитывающий (распределяющий вакуум) слой.
Далее делается вакуумный мешок: накрываем высокотемпературной вакуумной пленкой оснастку, пленка крепится к оснастке с помощью высокотемпературного герметизирующего жгута. Герметизируем форму. Откачиваем воздух вакуумным насосом.
Использование автоклава при переработке препрегов не является обязательным (достаточно вакуумного мешка и печи), но при использовании, позволяет получать изделия высочайшего качества (характеристика прочность-вес).
Используется при производстве высокопрочных композиционных деталей: монококи, детали подвески и кузова Формулы1, суперкаров, детали самолетов, аэрокосмические компоненты, протезы, профессиональное спортивное оборудование.
Стоит отметить, что данная технология является наиболее дорогой при производстве композитов на основе карбона. Это связанно не только со стоимостью самого автоклава но и расходами на электроэнергию.
Плюс технологии: низкая сложность укладки ламината, чистый процесс, высокое качество композита.
Минус технологии: гораздо более дорогой процесс (по сравнению с вакуум бэгингом, вакуумной инфузией). Также необходимо отметить повышенные требования к оснастке (высокая температура полимеризации).
Необходима холодильная камера для хранения препрега. Но даже при правильном хранении (-18С) срок годности материала не превышает 12 месяцев.

Из вышесказанного можно сделать вывод, что именно сложность в технологии изготовления и высокий уровень квалификации рабочих обуславливает достаточно высокую цену компонентов из карбона. Наша компания за 7 лет работы накопила опыт и знания позволяющие решать любые задачи при производстве изделий из композитов. Имеется необходимое оборудование для производства любых изделий из карбона, в том числе, различных сложных, оригинальных конструкций для авиационной и космической отрасли, профессионального спорта, медицины, тюнинга автомобилей и мотоциклов.
Вакуумные столы для станков с ЧПУ

Сотрудники ПТЦ ВЕКТОР поддержали инициативу нашего партнёра Александра Дадонова из компании Гефест по созданию памятной таблички с именами героев-моряков.
Теперь ее можно увидеть на бронекатере экспозиции под открытым небом музея вооруженных сил в Москве.
Вакуумные столы для станков с ЧПУ запись закреплена
Вакуумный стол с воздушной подушкой вызывает особый интерес у авиастроительных предприятий. Вакуумный перфорированный стол 6x2 метра для авиационного заводаСпециалистами производственно-технического центра "ВЕКТОР" спроектирован, изготовлен и установлен на портальный фрезерный станок вакуумный перфорированный стол с размером рабочей площади 6000х2000 мм.
Видео обзор в статье!
ООО «ПТЦ «Вектор» приглашает Вас 23 – 27 мая посетить стенд нашей компании на выставке «Металлообработка – 2022» в ЦВК «Экспоцентр» (г. Москва, павильон 2, 2-й уровень, зал 2, стенд № 22D10 «Сколково»).
Основное направление деятельности ООО «ПТЦ «Вектор»:
Показать полностью.
- Металлообработка (вакуумные столы и системы для станков с ЧПУ в авиационной и приборостроительной отрасли).
- Метрология (оснастка для координатно-измерительных машин).
В настоящее время нашими клиентами являются более шестисот предприятий приборостроения, авиакосмической и автомобильной направленности. Наши оказывают полную техническую поддержку от этапа рассмотрения технического задания Заказчика до пуско-наладочных работ и гарантийного обслуживания.
Мы будем рады видеть Вас на нашем стенде!
Обращение к клиентам и партнерам.
Вечером 3 февраля 2022 г. произошел пожар на мебельной фабрике, находящейся в соседнем помещении производственного участка ПТЦ ВЕКТОР. Огонь перекинулся к нам и уничтожил станки, вспомогательное оборудование, готовые к отгрузке заказы и складские запасы.
Показать полностью.
В последующие три недели была проведена большая работа по переезду в новое производственное помещение. Был закуплен и запущен в работу новый фрезерный обрабатывающий центр DMG. Ведутся работы по запуску 5-осевого фрезерного станка S.F.Y. Восполнен склад комплектующих, сырья, инструмента и оснастки.
В начале марта мы приступили к изготовлению вакуумных столов и оснастки для измерительных машин. К концу апреля планируем полностью восстановить складскую программу выпуска готовой продукции.
Благодарим сотрудников компании за выдержку и тяжелую работу, включая выходные дни, для восстановления производства.
Спасибо нашим клиентам и партнерам за шаги навстречу по изменению сроков поставки продукции по текущим контрактам.
Читайте также: