Температура стола для pla
Обновлено: 17.05.2024
Несмотря на то, что почти все материалы для 3D печати являются термопластиками, у каждого из них свои требования к температуре. Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Химический состав термопласта напрямую влияет на его температуру стеклования - температуру, при которой материал превращается из хрупкой нити в эластичное вещество, которое можно экструдировать. Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Кроме определенной температуры экструзии для некоторых материалов требуется определенная температура нагретого слоя. Когда некоторые волокна остывают, они сжимаются и деформируются. Подогреваемый слой позволяет этим пластмассам охлаждаться медленнее при экструзии, так что изгибы сводятся к минимуму.
Подогреваемый слой также обеспечивает дополнительную адгезию, гарантируя, что первый слой хорошо приклеивается, и деталь не отделяется от основания во время 3D печати.
Так что температура 3D печати - это очень важный параметр, который отличается в зависимости от материала, который используется.

Рекомендуемая температура 3D печати PLA пластиком
PLA является сегодня самым популярным пластиком популярной. Одна из причин - нетребовательность к условиям 3D печати.
PLA лучше всего печатает при температуре около 210° C, хотя он очень универсален и может работать при температуре от 180 до 230° C. Причем для печати не требуется стол с подогревом, но если в вашем 3D принтере она есть, установите температуру стола где-то между 20 и 60° C.
При печати PLA пластиком убедитесь, что охлаждающие вентиляторы включены. PLA дает наилучшие результаты при правильном охлаждении.
В целом, PLA очень прост в использовании и не требует особых танцев с бубном, чтобы добиться успеха.
Рекомендуемая температура 3D печати ABS пластиком
До недавнего времени наиболее широко используемым материалом для 3D печати был именно ABS. Затем в битве за лидерство ABS уступил PLA. Основная причина - большие сложности во время 3D печати.
Для успешной печати ABS требуется немного более высокая температура. Рекомендуемая температура сопла от 210 до 250° C. Необходим стол с подогревом с установленной температурой от 80 до 110° C.
В дополнение к этому, ABS желательно печатать на закрытом 3D-принтере, чтобы пластик медленнее остывал. Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Рекомендуемая температура 3D печати PETG пластиком
PETG - относительный новичок на рынке материалов для 3D печати, сочетающий в себе многие аспекты PLA и ABS.
Он требует очень высоких температур сопла - от 220 до 250° C. Однако, в отличие от ABS, PETG не требует стола с подогревом.
PETG лучше всего печатает с синей малярной лентой на столе. Без него стол следует нагреть до 50–75° C, чтобы экструдированный материал хорошо схватился со столом на первом слое. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
Хотя PETG не так прост в использовании, как PLA, он гораздо менее требователен, чем ABS, и на сегодняшний день выходит в топ по популярности.
Рекомендуемая температура 3D печати Nylon пластиком
Nylon - еще один популярный и интересный материал, хотя работать с ним сложнее.
Он требует более высоких температура, чем любые другие материалы из текущего списка: рекомендуется от 240 до 260° C. Необходимая температура стола - от 70 до 100° C. При этом слой клея-карандаша очень важен, поскольку Nylon страдает проблемами качества адгезии первого слоя.
Не следует печатать нейлоном с охлаждающими вентиляторами, так ка возникнут проблемы с адгезией слоев.
Этот материал также очень гигроскопичен, то есть он очень активно впитывает влагу из воздуха. Это значительно снижает качество 3D печати, поэтому перед печатью нейлон необходимо просушить или использовать качественный термобокс.
Поначалу использование нейлона может вызвать проблемы, но после того, как вы научитесь правильно печатать этим материалом, он закроет многие ваши вопросы и нужды.
Рекомендуемая температура 3D печати TPU пластиком
Гибкие материалы, известные как TPU - необычный и порой очень полезный материал, но с ним работать очень сложно.
TPU используют при таких же температурах, что и PLA. Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Поскольку этот материал очень гибкий, он может сгибаться и растягиваться по пути от шестерни экструдера к самому соплу. Поэтому важно, чтобы материал выдавливался медленно и без ретракта.
Если эти проблемы становятся заметными, небольшое увеличение температуры экструдера может помочь уменьшить любую деформацию материала, которая может вызвать ее изгиб.
PLA Пластик FD Пласт (Настройки печати)
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Ну вот и настало время написать что-то полезное. В результате проб и ошибок появился опыт в 3д печати :D.
Речь сегодня пойдет о небезызвестном пластике от фд пласта. Много было про него разговоров, и как я заметил, единого мнения о настройках печати нет, каждый печатает по-своему. В связи с чем, у многих новичков сразу возникает тысяча вопросов, так давайте разберемся раз и навсегда с этим пластиком)

Для тех, кому лень читать: Рекомендуемая температура сопла 210-215, стол 35-50 (холодный! , настройки печати стандартные (Для cura текучесть 95%).
1. Температура печати
Вообще, рекомендуемая температура для PLA-пластика составляет 140-200 градусов (в зависимости от состава).
Когда я купил принтер, предыдущий владелец печатал пластиком Print Product при температуре 215 градусов (стол 85)
Вообще любой пластик начинает плавиться при меньшей температуре чем та, которая требуется для качественной печати. Почему я упомянул слово 'качественной'? А все просто, вы можете печатать PLA и при 150-170 градусах, и при этом деталь с виду будет казаться нормальной, но при такой низкой температуре слои не будут достаточно хорошо склеиваться между собой, в связи с этим, деталь легко может расслоиться.
Вернемся к FD пласту. Поначалу, купив первую катушку, я печатал при 185 градусах, и получались хорошие результаты:


Нефертити после обработки дихлорметаном.
Затем, были приобретены другие цвета (белый и натуральный) для создания прототипов.
И тут начались 'пляски'. Детали совсем не хотели получаться, :cry: .
Основная проблема была в том, что слои 'мазались' т.е. верхний слой вместе с нижним размазывались, как зубная паста по стеклу)
В чем проблема? По порядку.
1. Температура печати у меня стояла 215, стол 85.
При 215 градусах слои слипаются как нужно. 85 градусов на столе для адгезии, липнет на ура (у меня на столе был каптон), при меньших температурах получалась каша.
Вот с температурой стола как раз и была проблема, то, что адгезия хорошая это ладно, но из-за такой высокой температуры нижние слои не успевали охлаждаться, перед тем, как наносился следующий слой, в результате деталь сильно 'коробит' и выходит каша. (иногда хотелось выкинуть принтер, балконная дверь была за спиной, :D).
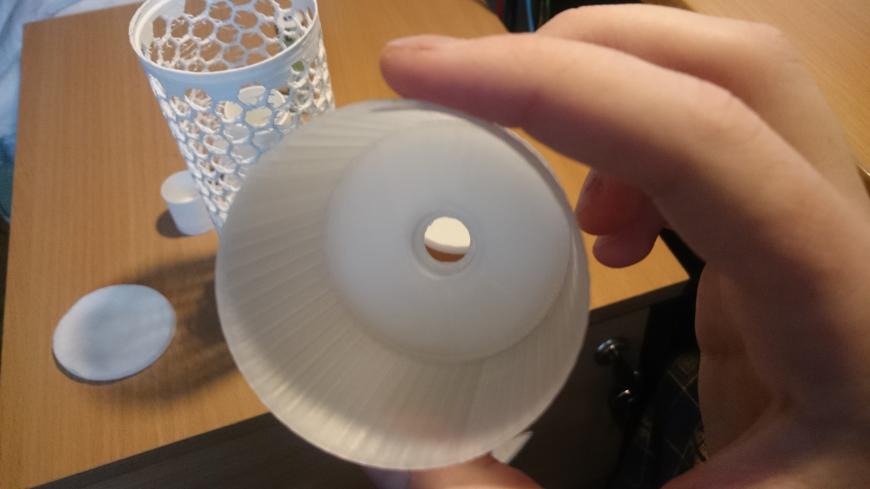
Вот результат, если стол не достаточно горячий.
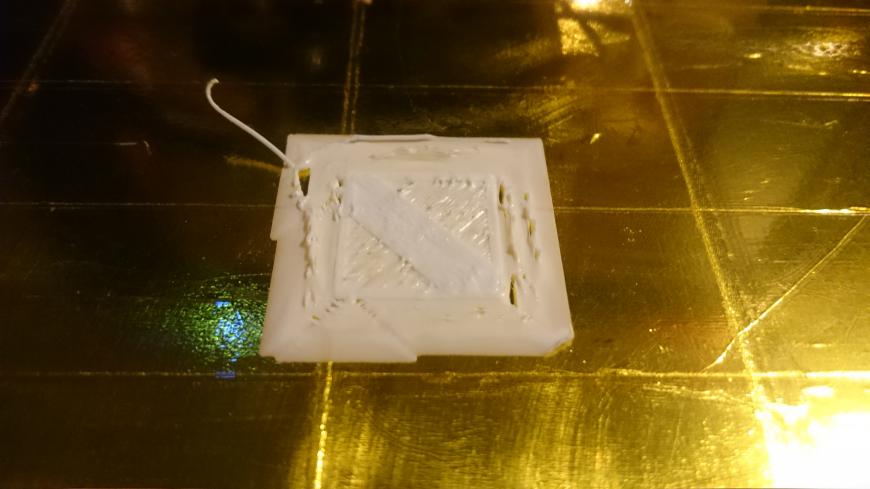
Красивый цвет стола, не правда ли?) Весь секрет в том, что по верх стекла наклеена алюминиевая фольга, сверху каптон. Ибо автоуровень стола стоит)
Тут есть несколько вариантов:
1. Оставляем ту же температуру стола (75-85), и делаем хорошее охлаждение (чтобы дуло прямо на сопло и желательно по кругу)
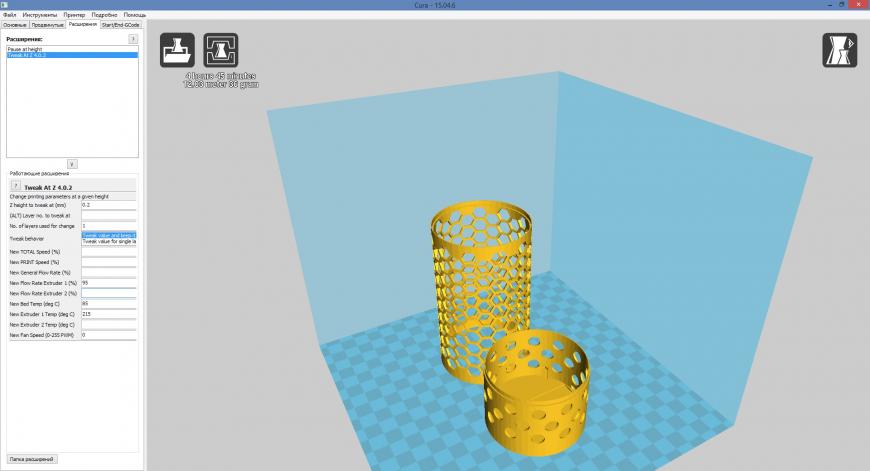
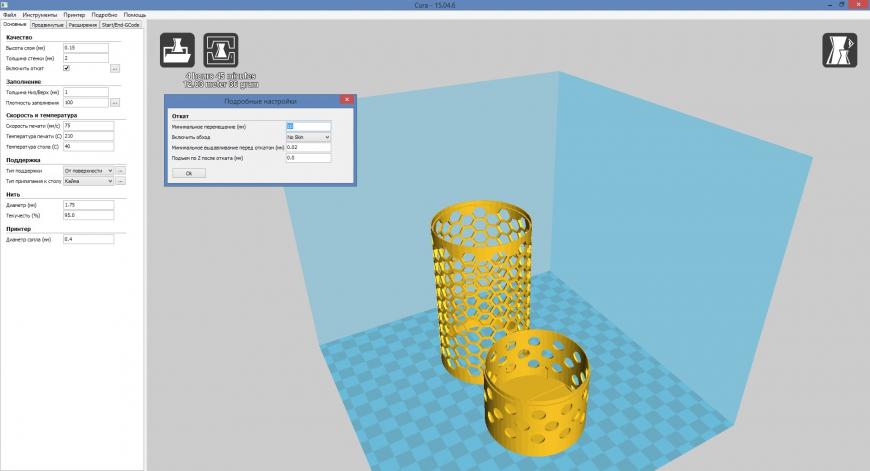
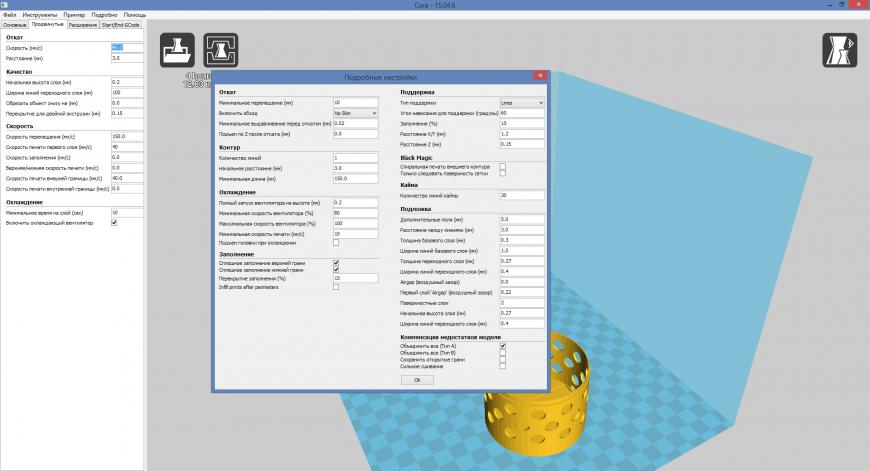
2. Тоже самое, только после 1 слоя охлаждаем слой. Например, в CURA есть вкладка расширения, где вы подробно можете настроить паузы печати, температуры слоев и.т.д.
3. Печатать на холодном столе, но для адгезии использовать другие средства (Я выбрал именно этот вариант)
Раньше думал, что клей-карандаш, лак и.т.д все это колхоз, я и сейчас также думаю, но клей-карандаш это прикольная штука.
Я использовал клей-карандаш фирмы Комус, липнет достаточно хорошо.
И небольшой лайфхак как выбрать нужный нам клей-карандаш.

Нам нужно, чтобы наш клей был максимально липким, и не высыхал, поэтому при покупке откройте клей и пощупайте его пальцем, он должен быть достаточно липким и ваш палец должен прилипать очень хорошо.
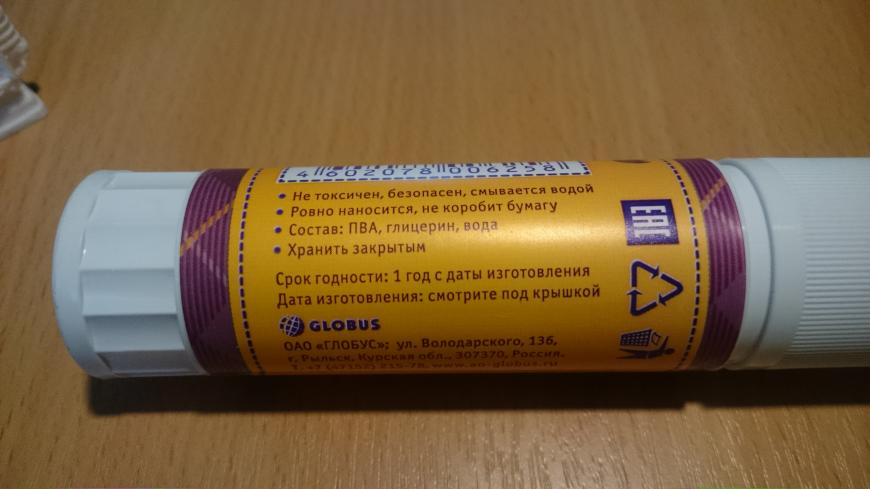
Теперь смотрим на состав, у 1 образца он идентичен жидкому клею ПВА, но воды меньше и добавлен глицерин. не пойдет. (вода быстро высыхает и клей становится сухим)
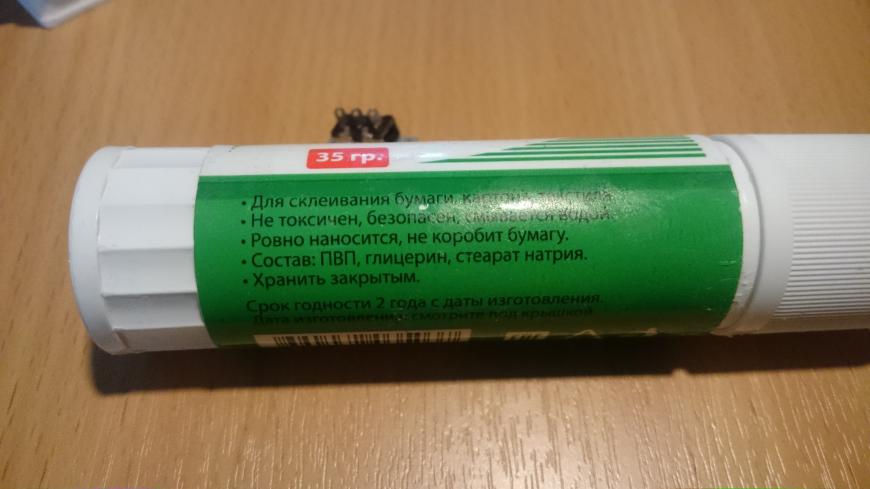
Второй намного лучше, не содержит воды, а самое главное содержит стеарат натрия, который не будет давать высыхать нашему клею (поэтому он такой липкий на ощупь), ну и естественно глицерин, как связующее вещество.. =)
Так как у меня автоуровень стола, я решил нафиг снять стекло, так как мне не нравилось, как он меряет по углам.
В итоге оставил голый стол. На него клею обычный скотч, а поверх размазываю клей-карандаш. Выходит чудно, и скотч не жалко если что. Но, как правило, после печати клей отходит от стола в виде пленки, и её легко удалить.
Тоже немаловажная характеристика. Как правило, из-за избытка пластика появляются излишки пластика, из-за которых фактура детали становится неровной.
Путем проб и ошибок, выяснил, что наиболее удачная в пределах 93-95-98. Советую самим поэкспериментировать.
Вот какие характеристики у меня стоят:





Радости естественно не было предела, чего и всем желаю)))
Пару фоток процесса печати:


Подпишитесь на автора
Как печатать пластиком PLA [2020]

Здравствуйте! С вами Top 3D Shop и в очередном обзоре мы рассказываем о 3D-печати пластиком PLA, настройках печати для популярных 3D-принтеров, возникающих при печати проблемах и примерах использования. Узнайте больше об особенностях этого материала из нашей статьи.
Содержание
О пластике PLA
История
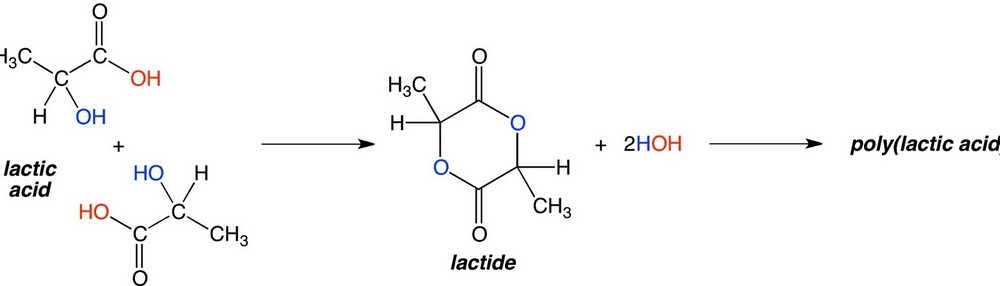
Полимолочная кислота или полилактид (PLA) – биоразлагаемый и биологически активный полиэфир, состоящий из молекул молочной кислоты. Впервые был открыт в 1932 году Уоллесом Каротерсом при нагревании молочной кислоты в вакууме с удалением конденсирующейся воды. При производстве молочной кислоты в промышленных масштабах источником углеводов служит кукурузный крахмал, сахарный тростник и другое органическое сырье, что делает процесс производства дешевым и возобновляемым. Поскольку углекислый газ потребляется во время выращивания растительного сырья, чистая эмиссия парниковых газов в общем процессе производства PLA считается отрицательной.

В прошлом применение PLA ограничивалось областью биомедицинских исследований, из-за его биосовместимости и способности безопасно разлагаться. За последние десятилетия развитие экономичных методов производства и растущее экологическое сознание потребителей привели к широкому использованию PLA в качестве упаковочного материала для товаров а также филамента для 3D-печати. PLA производится из возобновляемых источников и может утилизироваться компостированием, что решает проблему безопасной ликвидации твердых отходов и уменьшает зависимость человечества от сырья на основе нефти. PLA — один из самых распространенных и самый известный биопластик в мире.
Характеристики

PLA – термопласт, то есть материал, который может неоднократно подвергаться плавлению и отвердеванию без потери свойств. Производится три разновидности PLA, отличающиеся друг от друга строением молекул молочной кислоты и некоторыми свойствами: поли-L-лактид (PLLA), поли-D-лактид (PLDA) и поли-DL-лактид (PDLLA).
К основным характеристикам пластика PLA относятся:
Плотность 1.21-1.43 г/см³;
Прочность и гибкость;
Долговечность в обычных условиях;
Температура плавления 160-190 °C;
Температура стеклования 60-65 °C;
Модуль упругости при растяжении 2,7–16 ГПа;
Сжатие под воздействием высоких температур;
Горение без остатка и без выделения токсичных веществ;
Деградация под воздействием УФ-излучения;
Стойкость к температуре до 110 °C.
PLA растворим в горячем бензоле, тетрагидрофуране и диоксане.
Достоинства и недостатки
Главные достоинства PLA – экологичность и производство из возобновляемого сырья. Помимо этого, детали из PLA стабильны при нормальных условиях, безопасны для пищевых продуктов, и аналогичны по характеристикам полиэтилену (PE), полипропилену (PP) или полистиролу (PS).
К недостаткам можно отнести высокую гигроскопичность и низкую термостойкость материала. Изделия из чистого PLA достаточно хрупки, поэтому производители филаментов используют различные добавки для повышения ударопрочности и химической стойкости.
Меры предосторожности при работе
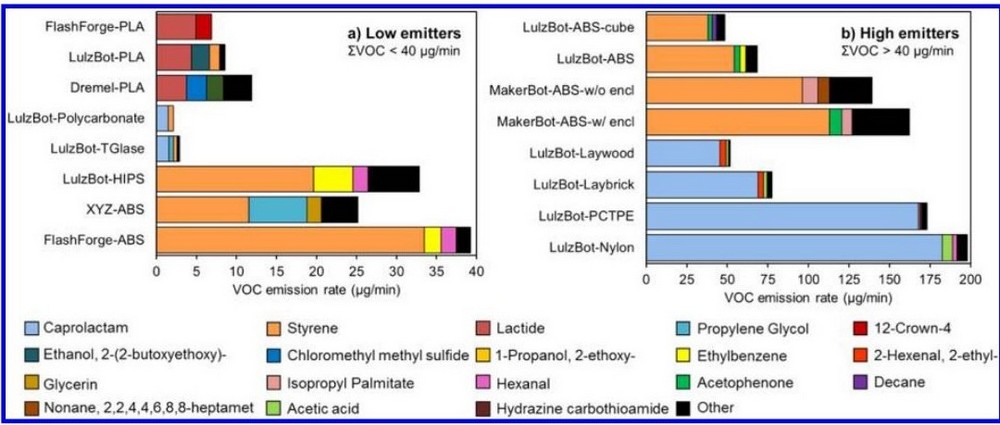
В отчете ACS «Эмиссия ультрадисперсных частиц и летучих органических соединений при работе настольных 3D-принтеров с разными филаментами» указывается, что филаменты на базе PLA имеют низкое выделение каких-либо веществ – 1/20 от нейлона, при этом большая часть выделяющихся газов – лактид, считается практически безвредным. Тем не менее, при печати PLA могут выделяться другие вещества, содержащиеся в филаменте – красители или добавки в компаунд, которые могут быть не столь безопасны. Поэтому необходимо, чтобы 3D-принтер эксплуатировался в хорошо проветриваемом помещении, с соблюдением норм электрической и пожарной безопасности.
Использование PLA в 3D-печати
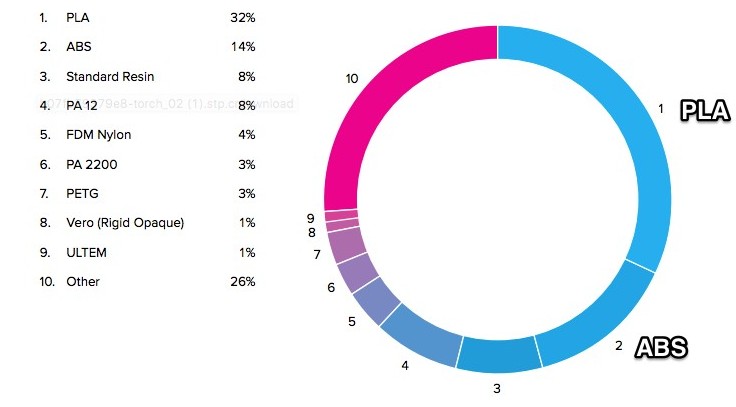
По оценке 3DHubs Trend Report Q4/2017, PLA — самый популярный материал для 3D-печати с использованием технологии FDM/FFF..
Особенности 3D-печати пластиком PLA

PLA требует для печати меньшую температуру нагрева, чем другие пластики: от 180 °C, ABS – от 250 °C. PLA легко склеивается, шлифуется, полируется и красится. Детали из PLA можно сверлить и фрезеровать, но надо быть осторожным, чтобы их не расплавить: все манипуляции нужно проводить так, чтобы режущий инструмент не нагревался.
Сушка филамента

Филаменты на базе пластика PLA гигроскопичны, поэтому их необходимо хранить в герметично закрытой упаковке, а перед использованием рекомендуется просушить в специальных устройствах, таких как Wanhao Box 2.
Нагрев платформы печати
Для 3D-печати PLA не требуется наличия в принтере платформы с подогревом и нагреваемой камеры, этот материал не подвержен деформации и расслоению от перепада температур.в нормальных условиях.
Печать PLA на холодном столе
Для 3D-печати на платформе без подогрева используются различные средства, обеспечивающие хорошее прилипание первого слоя к материалу платформы — от фирменных покрытий типа Kapton или BuildTak до лака для волос или клеящего карандаша. При печати первых слоев необходимо настроить принтер на минимальную скорость печати и увеличить площадь первого слоя за счет рафта.
Параметры печати

Температура экструдера: 180-230 °C
Толщина слоя: на 20% меньше диаметра сопла
Коэффициент подачи: 0,97
Скорость печати: 30-80 мм/с
Температура платформы: 60-80 °C (не обязательно)
Охлаждение: отключить для первых слоев
Приведенные настройки достаточно условны и сильно зависят от производителя принтера, окружающих условий, марки филамента и его состояния, поэтому лучший способ подобрать настройки — проведение тестовой печати.
Охлаждение при печати PLA
При печати следует охлаждать экструдер, за исключением печати первых слоев: во время их печати кулер экструдера необходимо выключить, для лучшей адгезии слоя к платформе.
Обработка пластика PLA после 3D-печати

Удаление поддержки
Несмотря на жесткость и прочность пластика PLA, позволяющие печатать модели с углами наклона до 70°, для устойчивости конструкции необходимо предусмотреть опоры из того же материала, или использовать специальный материал поддержки, если 3D-принтер оснащен двойным экструдером. Для печати с пла PLA используются водорастворимые материалы на основе PVA — HydroFill, Scaffold и тому подобные.
Шлифование и шпаклевка
Сглаживание и окраска
PLA растворим в изопропиловом спирте, что позволяет использовать специальные устройства для сглаживания изделий, создающие туман из растворителя внутри герметичной камеры, например Polymaker Polysher.
Для сглаживания также можно использовать специальные полирующие составы с глубоким заполнением, или просто покрасить изготовленную деталь акриловой краской или эмалью.
Склеивание
Детали из PLA можно склеивать при помощи дихлорэтана, дихлорметана или изопропилового спирта, растворяющего слой пластика и создающего клейкие поверхности. Кроме этого, можно использовать любой клей, обладающий хорошей адгезией с PLA — суперклей, эпоксидную смолу или полиуретановые составы.
Проблемы, возникающие при 3D-печати пластиком PLA
Плохое прилипание первого слоя
Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев от платформы печати и смещение печатаемой детали. В этом случае рекомендуется или увеличить температуру платформы (для платформ с подогревом), или покрыть платформу адгезивным составом (лаком для волос, клеевым карандашом, нанести суспензию из PLA и растворителя, или использовать специальные покрытия Kapton или BuildTak). При разработке модели также желательно увеличить площадь контакта детали с поверхностью платформы, включив проект рафт — расширенный первый слой.
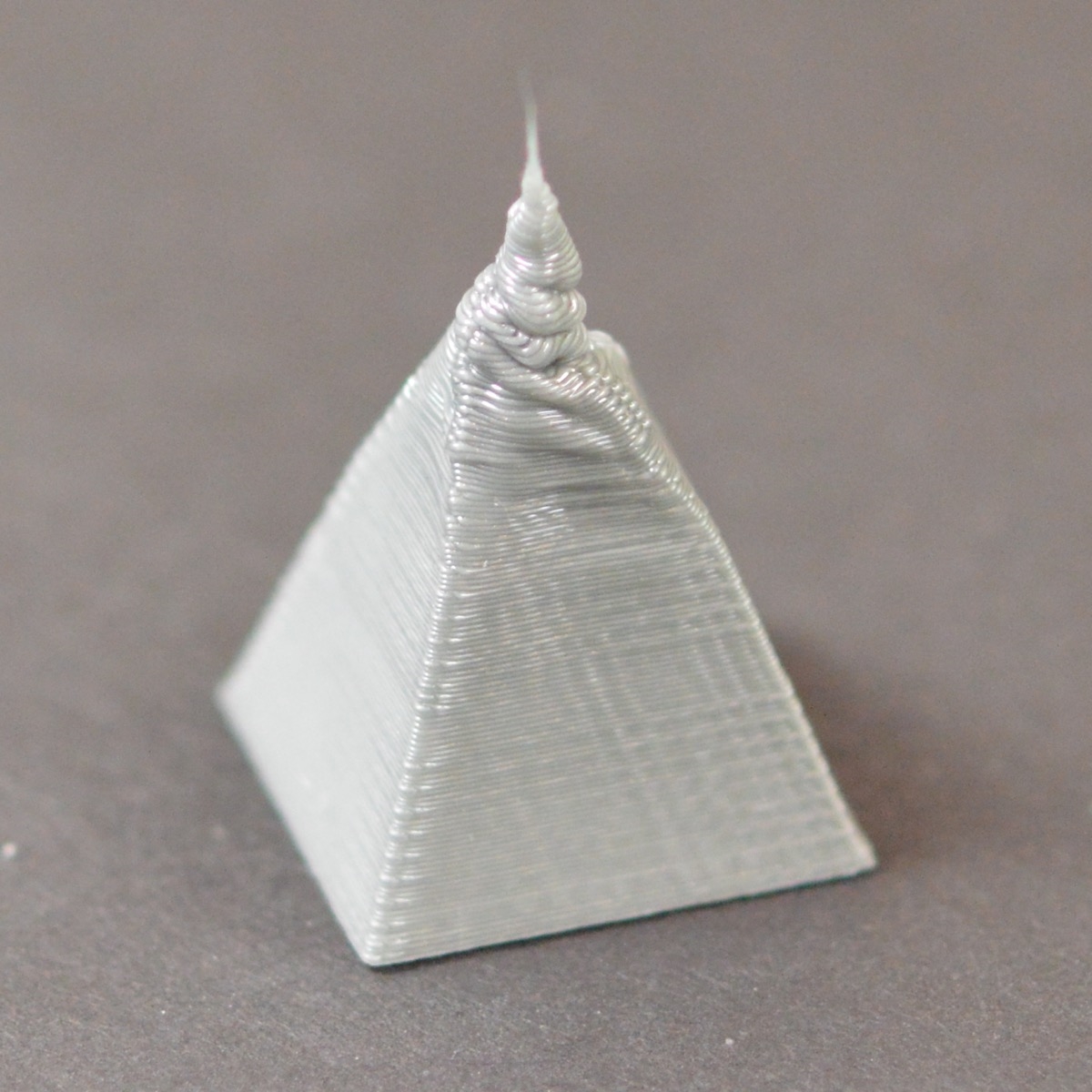
PLA лохматится при печати («спагетти», «паутина» или «стрингинг»)
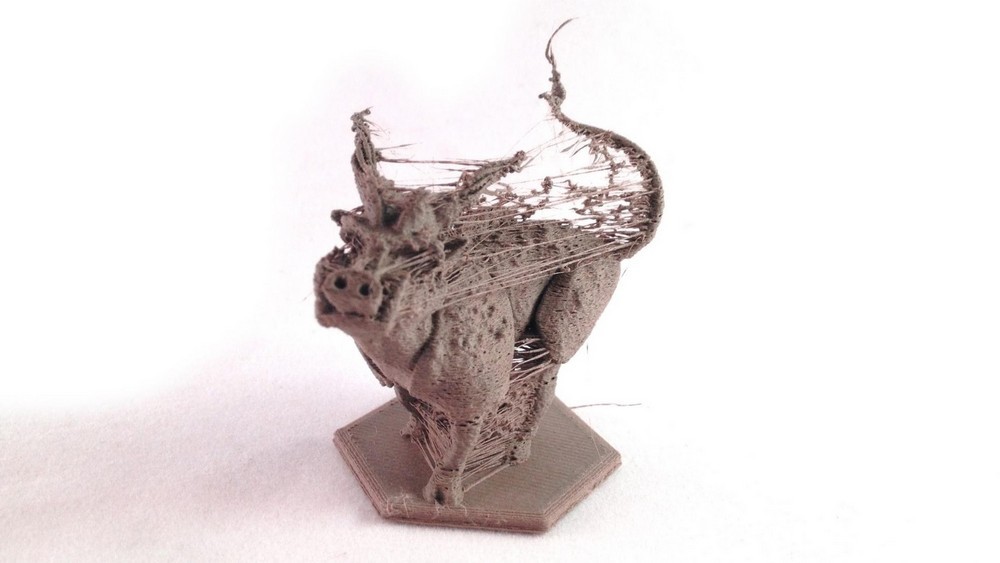
Эффект появляется при слишком высокой температуре экструдера, делающего пластик более текучим и способным под действием силы тяжести вытекать из сопла в местах, где принтер не должен был печатать. Для устранения проблемы необходимо снизить температуру печати и использовать в настройках функцию ретракции – втягивания нити в обратном направлении в те моменты, когда головка перемещается не печатая.
Не спекаются стенки (расслоение)
В этом случае необходимо ступенчато повышать температуру экструдера до тех пор, пока эффект полностью не исчезнет. Также может помочь уменьшение скорости печати.
Деформированные детали

Так как PLA обладает относительно низкой температурой плавления, при небольшом объеме печати детали из PLA не успевают остыть и затвердеть. Кроме того, они нагреваются от работающей рядом головки печати. Из-за этого происходит деформация всей детали. Чтобы избежать этого эффекта, необходимо уменьшить скорость и температуру печати, а также обеспечить охлаждение печатаемой детали таким образом, чтобы поток воздуха не попадал на экструдер.
Примеры напечатанных изделий




Заключение

PLA – нетребовательный и недорогой материал для 3D-печати, прощающий многие ошибки начинающих пользователей и предоставляющий широкие возможности для профессионалов. Экологичность материала позволяет надеяться на скорую замену пластиков на нефтяной основе на PLA. Безопасность использования термопласта PLA позволяет использовать его дома и в школе, в медицинской и пищевой промышленности.
Печать PLA пластиком: температура, параметры, настройки
В этом кратком руководстве будет описано, как подобрать оптимальные параметры 3D печати PLA пластиком .
PLA пластик довольно неприхотлив, когда дело касается температуры, более того, PLA — отличный способ поэкспериментировать, поскольку его проще использовать, чем например ABS или PETG пластики. Важно отметить, что определенные цвета и марки PLA могут печататься при разных температурах.
В этой статье мы рассмотрим идеальный диапазон температур как для хотэнда, так и для стола 3d принтера, а также признаки того, что температуру необходимо отрегулировать.
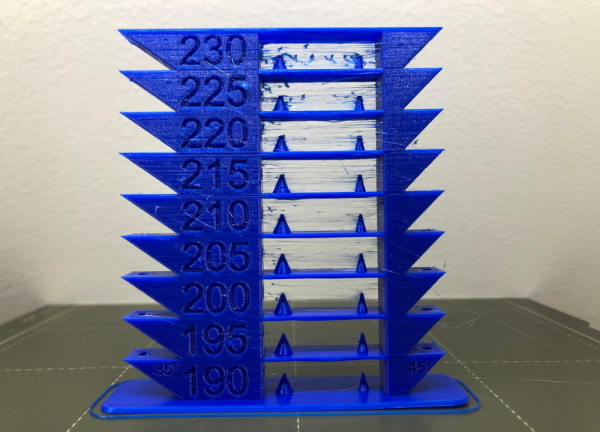
Температура сопла для PLA
Диапазон температур, при которых вы можете печатать, в зависимости от ваших потребностей, составляет от 190 до 220 ° C.
Возможные дефекты
Возможно, вам придется поднять температуру сопла, если ваши отпечатки не прилипают к столу 3d принтера. Недостаточно нагретый хотэнд, также может затруднить прорисовку углов на ваших отпечатках.
Один из лучших способов достичь идеальной температуры сопла — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы найдете золотую середину для конкретной нити и вашего 3d принтера.
Как мы упоминали выше, идеальная температура печати может отличаться для разных марок, типов и цветов пластика. Например, катушка с черным PLA лучше всего печатает при температуре около 215 °C, а катушка с синей нитью лучше печатает при 210 °C.
Температура стола 3d принтера
Столы с подогревом имеют большое значение для качественной 3D-печати. В настоящее время они есть у большинства 3D-принтеров. Несмотря на то, что рекомендуемая температура печати PLA составляет 70 °C, это не всегда работает, диапазон составляет от 55 до 70 °C.

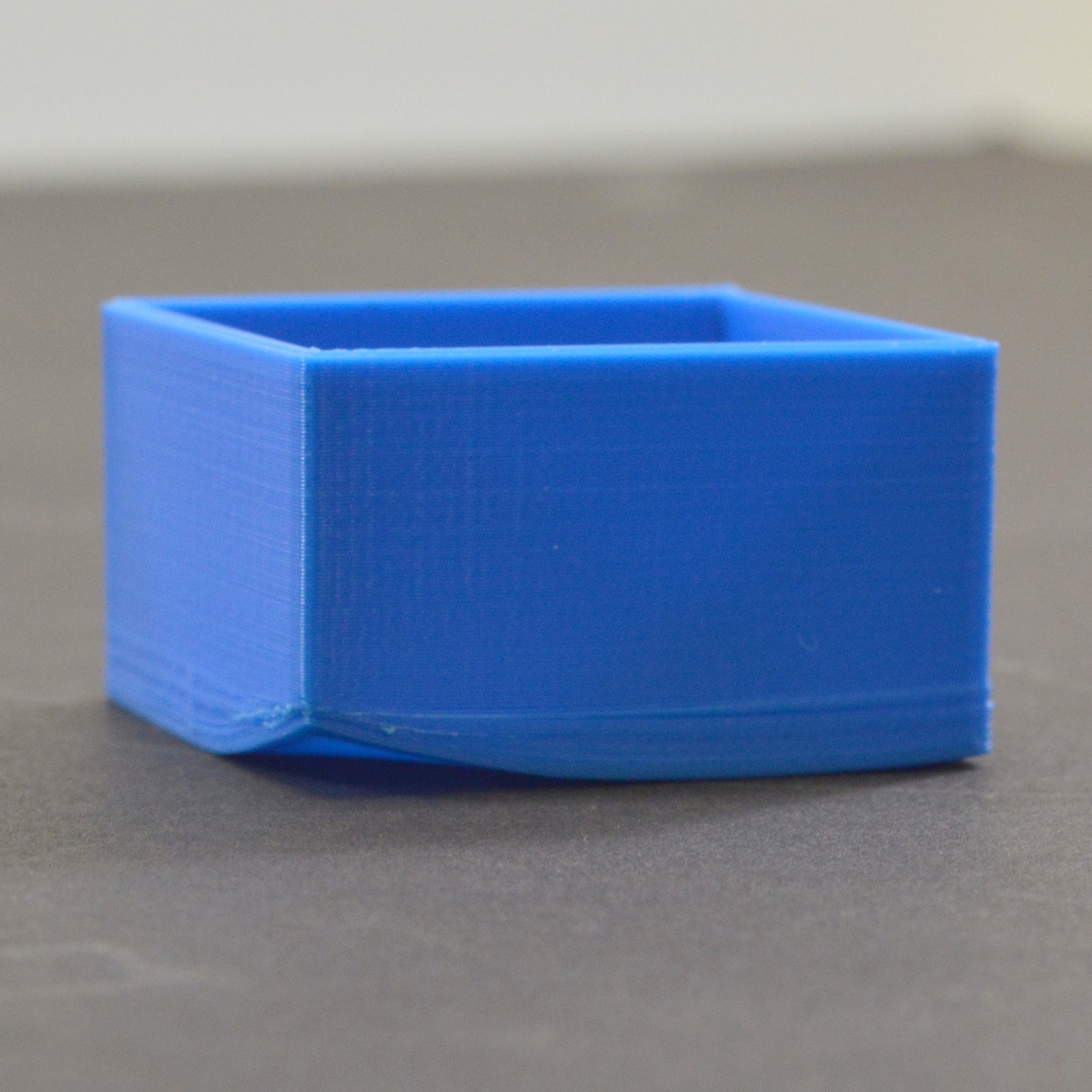
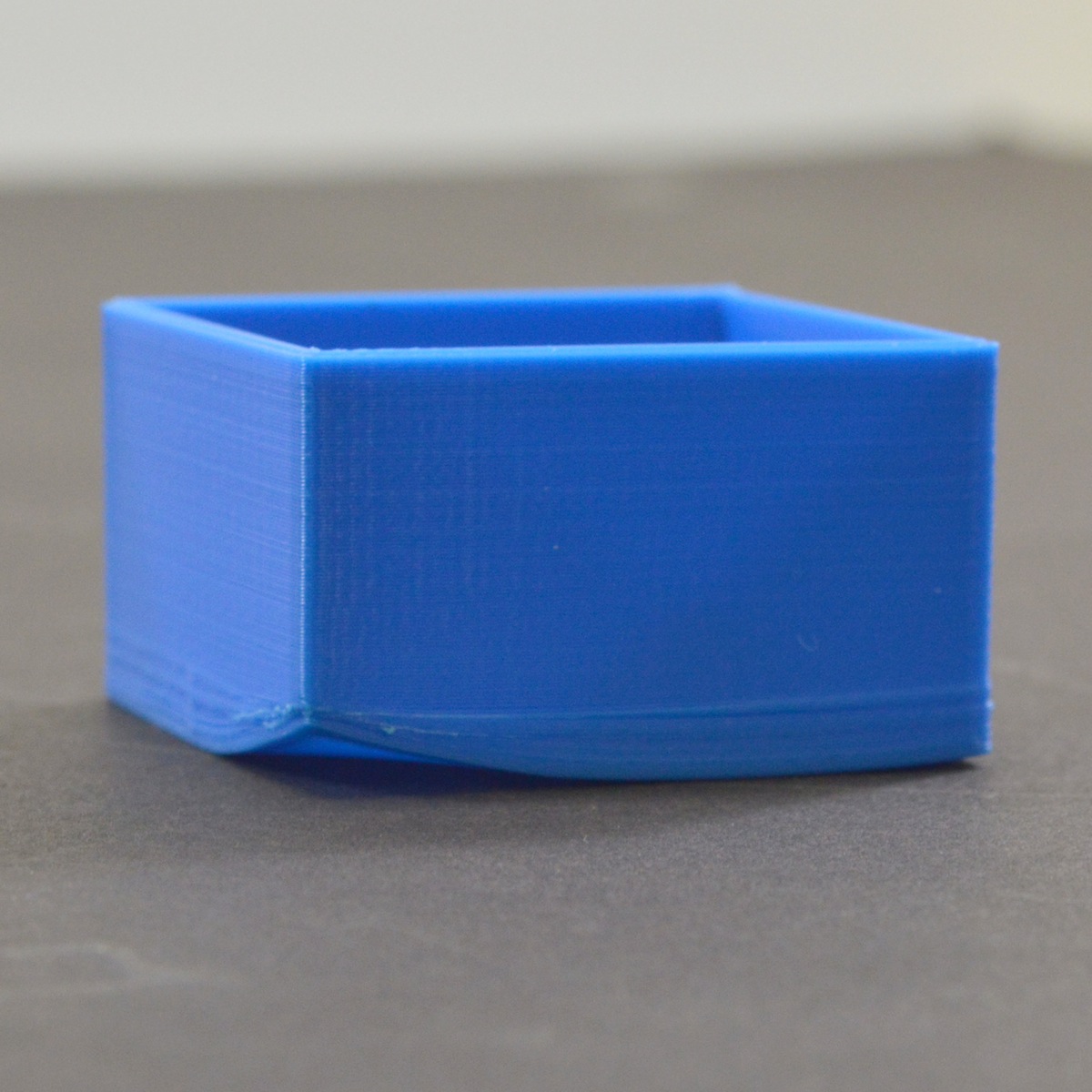
Наиболее часто встречающийся дефект, если температура вашего стола слишком низкая — это то, что ваши отпечатки не прилипают к столу 3d принтера.
Только будьте осторожны, не подымайте температуру слишком сильно, иначе на отпечатках может получиться «слоновья нога». Этот дефект часто возникает, особенно часто когда отпечаток очень тяжелый.
На температуру печати могут влиять внешние факторы. Например, если есть сквозняк из окна, вы можете увеличить температуру сопла и стола на пару градусов. Кондиционирование воздуха, также может снижать температуру печати.
Одно из лучших решений - это сделать корпус для вашего принтера. Что касается температуры, корпус решает две проблемы: они не позволяют внешней температуре сильно влиять на ваши отпечатки и сохраняет постоянный микроклимат внутри. Популярная 3D модель корпуса для 3D принтера из столиков IKEA
Какова хорошая скорость печати для PLA?
Хорошая скорость печати для PLA обычно находится в диапазоне 40-60 мм / с, что обеспечивает хороший баланс качества печати и скорости. В зависимости от типа, стабильности и настройки вашего 3D-принтера вы можете легко достичь скорости выше 100 мм / с. 3D-принтеры Delta обеспечат более высокие скорости по сравнению с декартовыми.
Для большинства пользователей я бы рекомендовал придерживаться диапазона, но есть случаи, когда люди использовали более высокую скорость печати и получали отличные результаты.
Вы также можете попробовать увеличить скорость, но снова постепенно. Низкие эксплуатационные расходы PLA позволяют увеличить скорость и получить отпечатки хорошего качества. Однако будьте осторожны, не переусердствуйте.



Читайте также: