Температура стола для нейлона
Обновлено: 14.05.2024
Нейлон это прочный и универсальный материал. В этой статье рассмотрим 3D-печать нейлоном и о том, как создаются детали с помощью FDM, SLS и MJF из этого материала. Нейлон — это синтетический полимер из семейства полиамидов, для 3D печати он используется либо в виде порошка, либо пластиковой нити. В 3D-печати нейлон считается инженерным материалом, поскольку для печати требуются определенные навыки и специализированное оборудование.
Физические свойства нейлона
Нейлон — популярен в промышленной 3D-печати, поскольку он прочный, долговечный и устойчивый к механическим воздействиям в частности истиранию. Тонкие стенки из нейлона, обеспечивает приличную гибкость при сохранении прочности.
Полимер обладает следующими физическими характеристиками: низкий коэффициент трения, водоотталкивающие свойства, высокая механическая прочность, износостойкость, хорошие антифрикционные и диэлектрические свойства, он может использоваться для звуковой и вибрационной изоляции. ПА 66 по сравнению с Полиамидом 6 имеет меньшую плотность, при этом он более жесткий, прочный и твердый.
Низкий коэффициент трения нейлона также означает, что он хорошо подходит для изготовления функциональных движущихся частей механизмов. Учитывая это, нейлон часто используется для изготовления функциональных прототипов, живых петель, шестерен и аналогичных деталей для конечного использования.
Химические свойства нейлона
Нейлон, Полиамид 66, ПА 66 (полигексаметиленадипамид ) относится к алифатическим полиамидам, термопластам инженерно-технического назначения и представляет собой конструкционный кристаллизирующийся материал. За рубежом полимер обозначается как Polyamide 66, PA 66, PA 6.6, Nylon, Nylon 66 и пр. Полимер является продуктом поликонденсации адипиновой кислоты и гексаметилендиамина (соль АГ).
Нейлон отличается химической и климатической стойкостью, устойчив к смазочным материалам и нефтепродуктам, автомобильному топливу, а также к растворителям органического происхождения. По сравнению с ПА 6 нейлон имеет меньшую степень водопоглощения, обладает лучшими электроизоляционными характеристиками и более высокой теплостойкостью. Температура плавления нейлона составляет около 260°C. Полимер способен постоянно сохранять форму при температуре до 180°C и временно при 200°C.
Нейлон (полиамид 66) соответствует химической формуле ( [-NH- (CH2 )6-NH-CO- (CH2 )4-CO-]n). Две шестерки соответствуют количеству атомов углерода в исходном мономере: 6 атомов в адипиновой кислоте и 6 — в гексаметилендиамине.
Технологии 3D печати нейлоном
Нелон может использоваться в 3D-печати моделированием послойным наплавлением (FDM ) с использованием нейлоновой нити или с помощью селективного лазерного спекания (SLS ) или Multi Jet Fusion (MJF ) с использованием нейлонового порошка. Ниже мы объясним различия между этими технологиями и то, как они используются для создания нейлоновых деталей, а также плюсы и минусы каждой из них.
3D печать нейлоном на FDM 3D принтерах

В 3D-принтерах FDM используются нити, которые плавятся, а затем экструдируются через сопло на платформу сборки слой за слоем. Хотя 3D-печать нейлоном на FDM 3D принтерах намного доступнее, чем SLS или MJF, качество нейлоновой детали, напечатанной FDM, не так впечатляет.
Во-первых, не все принтеры FDM могут легко работать с нейлоновой нитью. Важно иметь качественный (цельнометаллический ) хотэнд, способный выдерживать температуры выше 250 ° C. Кроме того, нейлон также склонен к усадке, поэтому адгезия к столу 3D принтера является как никогда актуальной проблемой.
Нейлоновая нить выпускается в различных вариантах, наиболее распространенными из которых являются PA 6 и PA 66. Оба они обладают стандартными свойствами нейлона прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток: высокое влагопоглощение.
Скорость 3D печати нейлоном на FDM 3D принтерах
Оптимальная скорость 3D печати нейлоном от 30 до 60 мм/с. Более высокие скорости, такие как 70 мм / с, также будут уместными, если вы одновременно увеличите температуру сопла. Большинство пользователей печатают со скоростью 40 мм/с, детали будут отличного качества и высокой детализации.
Хранение нейлоновой нити для 3D печати
Высокое влагопоглощение может отрицательно сказаться на качестве 3D печати. Чтобы предотвратить такой сценарий, решающее значение имеет правильное хранение.
Простой пластиковый герметичный контейнер — хорошее решение, когда нить не используется, но что делать во время 3D печати? Идеальное решение — это блок для хранения с контролем влажности, который также позволяет нити попасть в экструдер. Если уже слишком поздно и ваша катушка уже впитала слишком много влаги, ее можно спасти, если вы правильно высушите нить.
Настройки 3D печати нейлоном
- Температура сопла: 240-290 ° C
- Температура стола 3D принтера: до 65 ° C
- Адгезив: клей-карандаш ПВА, ПВП, 3D лак
- Скорость печати: 25-50 мм/с
- Скорость вентилятора: 0-50%
- Термокамера: рекомендуется, но не обязательна
SLS 3D печать нейлоном

SLS использует лазер для спекания порошка слой за слоем, пока деталь не будет готова. Существуют разные типы технологий лазерного спекания — есть приспособления для металла и стекла, — но большинство 3D-принтеров SLS ориентированы на полимеры.
Материалы используемые в SLS 3D печати
Одним из основных материалов, используемых с SLS, является нейлон, в частности нейлоновые порошки PA 11 и PA 12. Порошки PA 11 используются для деталей, требующих устойчивости к ультрафиолетовому излучению и ударам, в то время как PA 12 предпочтительнее из-за повышенной прочности и жесткости деталей. Существуют также порошки армированного полиамида, также известные как порошки из нейлоновых композиционных материалов, которые, помимо нейлона, обычно содержат частицы стекла, алюминия или углеродного волокна.
Преимущества SLS 3D печати нейлоном
После завершения детали полностью окружены неспеченным порошком, который также служит поддержками для готовых деталей. К счастью, с SLS можно повторно использовать до 50-70% этого неспеченного порошка для будущих отпечатков. С точки зрения рентабельности это большое преимущество перед FDM, поскольку любой материал, выдавленный в качестве опор в FDM печати, обычно не будет использоваться повторно.
Нейлон отлично подходит для изготовления функциональных деталей, а SLS может производить сложные функциональные детали и приобретает отличную прочность и детализацию за счет использования порошка, а не нити.
Недостатки SLS 3D печати нейлоном
Обратной стороной SLS является стоимость. Промышленные 3D-принтеры SLS часто продаются по цене выше 100000 долларов. Хорошая новость заключается в том, что в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 000 долларов и цене порошка около 60 долларов за кг.
MJF 3D печать нейлоном
MJF — это уникальная технология спекания порошка, разработанная Hewlett Packard и запущенная в 2016 году. MJF похожа на SLS, но также имеет кое-что общее со струйным нанесением связующего .
И MJF, и SLS запускают процесс печати одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако, в то время как в SLS лазер затем начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде химических агентов.
Поверх каждого свежего слоя порошка, именно там, где будут спекаться будущие слои, распыляется химический компонент. Он помогает порошку поглощать энергию от источника тепла принтера. В то время как SLS использует мощный лазер, MJF полагается на мощное инфракрасное излучение в качестве источника тепла. Инфракрасный свет в паре с термозакрепителем ускоряет процесс спекания, благодаря чему MJF в целом быстрее, чем SLS.
Преимущества MJF 3D печать
Хотя обе технологии позволяют создавать детализованные 3D модели, MJF опережает SLS.
После завершения печати вы сможете утилизировать неспеченный порошок, как и в случае с SLS. Однако MJF позволяет повторно использовать еще больше порошка, даже до 80%. Хотя это во многом зависит от конкретных машин, которые вы сравниваете, машины MJF сопоставимы по цене с промышленными машинами SLS, но имеют более быстрое время печати с потенциально большей детализацией.
Печатаем Neylon-ом
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
По просьбам благодарных читателей ;), хочу сегодня рассказать, о том, как же все-таки я печатаю Нейлоном.
Зачем вообще нужна печать нейлоном? Это износостойкий, довольно термостойкий пластик. На этом его преимущества, наверное, и заканчиваются. Если они оказываются приоритетны в конкретном изделии, то есть смысл использовать. В остальных случаях недостатки могут перевешивать эти плюсы. Что вместе с относительно высокой (обычно), по сравнению с другими пластиками ценой приводить к низкому распространению данного филамента.
Какие же это недостатки?
Первый, терпимый – нейлон на сколько я знаю не чем не клеится. То есть его не спаяешь ацетоном или сольвентом. Не устроишь ему «баню». Родственный недостаток – краски на нем тоже не держаться нормально.
Второй – большая усадка. Больше чем у АБС. Но тут есть плюс – спаивание слоев довольно таки прочное и трещины на нем не появляются. Но меры по повышению адгезии должны быть приняты. В идеале подогреваемый стол. Если стол без подогрева, то обязательно 3D-лак, Brim на детали и «пятаки» по углам. Но даже это может не помочь. Поэтому печать на холодном столе требует «танцев с бубном». У меня получалось, но мучений было много. Кроме возможного отрыва от стола все это ведет к деформации детали.
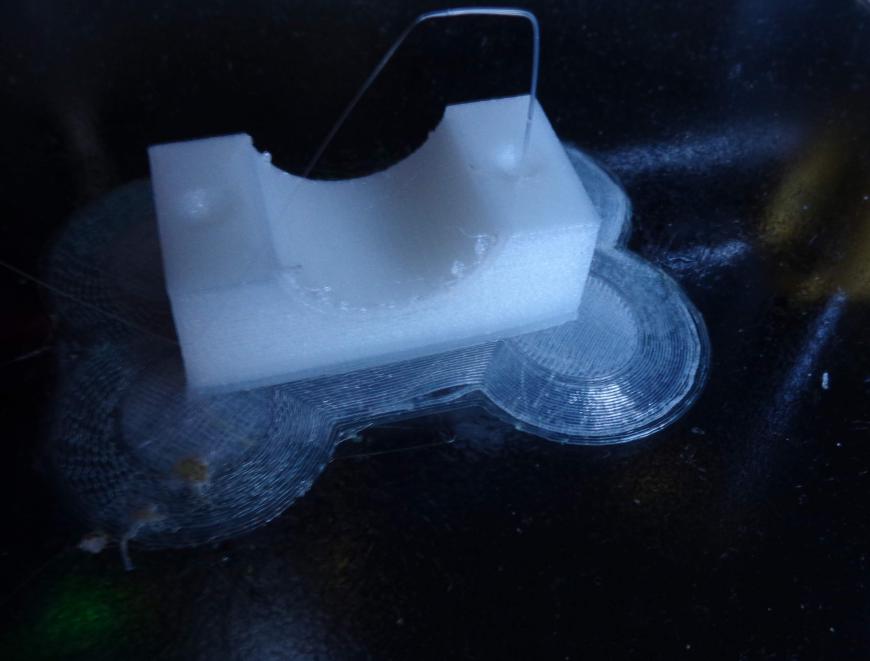
Третий недостаток. Огромная гигроскопичность. Воду нейлон набирает в себе, как погонщик каравана, который увидел оазис после трех дней без воды. К чему это приводит? «Мокрый» пластик при печати производит микровзрывы пара. Сами по себе они теоретически не должны повредить металл (хотя эффект сходный с кавитацией)) , но все это приводит к тому, что поверхность изделия получается рыхлой. Ни о какой прочности ( а это одна из причин, по которой и используется нейлон) уже не идет. Пористую деталь можно после приложения некоторых усилий разорвать по слоям.
Поэтому перед печатью однозначно сушка в духовке или другим способом. Проблема состоит в том, что это надо делать постоянно. То есть, полежав пару недель в пакете с зиплоком и силикогелем внутри, нейлон все равно набирает влагу.
Четвертый недостаток. Повышенная температура печати. В зависимости от производителя 240-260С. Не все принтеры могут стабильно выдать такую температуру. У меня на Гефестосе я догонял до 250 ( больше не выставляется) только с отключенным обдувом.
Пятый. Так как пластик мягкий, то и скорость печати он не любит. У меня получалось печатать им, только на скорости 20-30ммсек. Ставишь выше – засор сопла, согнутый пластик в экструдере. Проблема в общем.

1. Высушить пластик.
2. Рекомендуется не использовать автоматическую загрузку филамента, если есть возможность . Пластик мягкий – может «зажевать».
3. Обеспечить хорошую адгезию – подогреваемый стол , 3d-Лак, Brim и тд
4. Отключаем ретракт! (пластик мягкий)
5. Температура 240-260С ( у меня работал на 250С)
6. Скорость 20-30ммсек. Не больше!
7. Выключить обдув – уменьшает коробление.
Выводы? Причины малой распространенности я уже описал выше. Рекомендуется использовать если только очень надо термостойкость и износостойкость. В остальных случая гораздо проще обойтись стандартными PLA и ABS. Проблемы при печати создают значительные проблемы, чтобы печатать им все подряд взамен «классических» ABS/PLA. Зачем люди пробуют печатать леской от триммера вообще непонятно. Кроме неиллюзорных шансов засорить сопло ( в леске используется не чистый нейлон, с различными добавками) еще и печатать им ОЧЕНЬ неудобно. Попытка сэкономить копейки, получив танцы с бубном и медленную печать из не очень технологического материала как-то малопонятна.
Надеюсь, каждый сделает свои выводы из данного материала.
Пишите вопросы в комментах – отвечу по возможности.
Подпишитесь на автора
Подборка пластика для 3D-печати: 3D-экзотика с Алиэкспресс
Сохраните себе эту подборку, она пригодится, если вам интересно разнообразие в материалах. Естественно, ABS/PLA проще купить по месту, хотя иногда на Али попадаются отличные варианты. В первую очередь, это экзотика и малораспостраненные виды пластика, которые мало кто делает. Например, с наполнением стекло- или углеволокном, PVA — водорастворимый пластик для поддержек, или Nylon — прочный филамент для печати шестеренок и крепежных элементов. Да и просто необычные пластики с наполнением в виде металлической или карбоновой крошки интересны, так как могут иметь не только отличный внешний вид (под металлы или под камень), но и полезные свойства: электропроводность, изменчивость от температуры, эластичность и так далее. Для примера на заглавной картинке новинки — пластик «под мрамор» для печати барельефов, стату'ток и моделей зданий, а также пластики с фактурой «шелка», дающие особый блеск напечатанным моделям.
P.s. промокоды в конце статьи.
Итак, начну с интересного лота — большая подборка качественного пластика от Creozone. На выбор пластики с шелковой фактурой (ищем «Like SILK» в названии), PLA, ABS, TPU (эластичный), PETG, CARBON (прочный пластик с углеволокном), NYLON (один из самых дешевых вариантов с Али), светящиеся пластики (Glow) наполненные пластики (WOOD, Cooper, Bronse). В том числе в лоте есть PLA CLear — кристально прозрачный пластик, дающий эффект хрусталя при печати. Основное отличие пластика от Creozone — высокое и стабильное качество, на уровне топовых REC и Bestfilament (которые, на минуточку, дороже!), а самое главное — доставляют курьерами в любую точку России БЕСПЛАТНО! Это явно удобнее, чем доплачивать за отдельную доставку транспортным компаниям. Более подробно про сам пластик можно посмотреть здесь. С купонами можно взять за $15-18 на распродаже, и дороже, в зависимости от типа. Например, один из самых дешевых WOOD, NYLON и т.п.
Катушка от NOULEI — это килограмм специальный MarbleTexture 3D материала на основе PLA с наполнениями, которые придают распечатанным моделям особый мраморный цвет. Этот пластик дает реалистичный эффект мраморной и каменной крошки и отлично подходит для печати зданий и сооружений «под камень», различных барельефов, статуэток и бюстов. Есть в наличии в России.

Кстати, в этом же магазине NOULEI есть и килограммовые катушки с шелковым пластиком. На выбор приличный ассортимент цветов — 25 оттенков пластика на выбор. Отзывы положительные, есть в наличии в России. Чуть дороже, чем аналогичный от Creozone, но цену можно сбить купонами (в конце статьи) $3/30 или другими. Этот пластик также сделан на основе PLA, так что не будет проблем с совместимостью, так и с температурными режимами.

Раз уж смотрим ассортимент в магазине NOULEI, заодно можно закинуть в корзину на пробу катушку PLA CRYSTAL с фактурой сверкающего стекла. Выбор цветов не большой (черный/серый/белый/голубой), но тем не менее, есть что выбрать. Я себе прикупил голубой, так как по отзывам этот пластик имеет самый выраженный «кристальный» эффект. Обратите внимание, что данный пластик смотрится необычайно при соответствующей подсветки модели — можно предусмотреть светодиодную подставку или лампочку внутри модели. Попробуйте))))
Два прочных технических пластика для печати деталей и нагруженных элементов конструкций. Карбон — PLA пластик с углеволоконными наполнителями, нейлон — износостойкий пластик. Перед покупкой обратите внимание на требования к печати — 200 °C-230 °C для карбона и 240 °C-260 °C для нейлона (плюс подогрев стола). Нейлон очень критичен к влажности и сквознякам, зато результат печати превзойдет ваши ожидания.

Достаточно новый и годный вид прочного пластика ePA-GF с добавлениями стекловолокна от ESUN. Внимание, необходимо использовать цельнометаллический hotend, так как наполненные стекловолокном материалы крайне абразивные и быстро разбивают дешевые сопла. Лучше прикупить запасные или взять стальные сопла. Печать тонким соплом (0,1. 0,3 мм) в данном случае проблематична, лучше взять что-то побольше (0,6. 0,8 мм). Режим печати 220-250 °C с подогревом стола, и не забывайте просушивать пластик перед печатью.

Огромный лот качественного пластика YOUSU с доставкой из РФ. Магазин называется MOCKBA Store и весь ассортимент находится в наличии на складе в Москве. На выбор все типы пластиков, в том числе и экзотические типа Flex, а также есть наборы 100 или 200 метров ассорти прутка для 3D-ручки. При оформлении используйте купоны — сейчас доступен $1/29.

Хороший лот водорастворимого pva пластика (поливиниловый спирт) для печати двухэкструдерными принтерами сложных моделей с поддержками. Для печати нужно отдельное сопло с отдельным нагревателем. Хотэнды типа циклоп и Y-хотэнды не подходят, так как температура печати сильно отличается (190 градусов). По ссылке катушка белого PVA пластика на 0,5 кг.

Для того, чтобы содержать пластик в чистоте и соблюдать нормы по влажности, а заодно подсушивать старый пластик, энтузиасты из ESUN придумали отличный, недорогой и удобный бокс для хранения и подачи филамента: ESUN eBOX. Несмотря на смешное название это одно из самых дельных приспособлений для сушки пластика. Внутри стоит нагреватель и венлитятор, поддерживающие равномерную температуру в боксе, а для учета расхода пластика установлен тензодатчик и дисплей. Годная штука.
На распродажу 11-11 планируются дикие скидки и купоны, так что не зевайте — это шанс попробовать хороший пластик, а не отходы нашего производства.
Следующие промокоды будут действовать с 11 ноября 11:00 (МСК) по 13 ноября 10:59 (МСК):
Обзор оборудования для печати на 3D-принтере нейлоном
Полиамидная продукция находит широкое применение в разных областях человеческой деятельности. В этом направлении особо выделяется печать нейлоном на 3D-принтере, позволяющая создавать различные высокопрочные полимерные изделия. При ее использовании необходимо учитывать ряд особенностей.
Что такое нейлон для печати на 3D-принтере?

Нейлон (nylon) — это коммерческое наименование синтетических полиамидов, хорошо подходящих для 3D-печати на принтере. Для 3D-печати может использоваться нейлон в виде порошка (SLS-технология) или филамента (FDM-технология). Наибольшее распространение находит 2-й вариант.
Рекомендуемые марки материала

От используемого филамента зависит конечное качество продукции. Наилучшие материалы поставляют следующие производители:
- Taulman. Эта американская компания изготавливает несколько видов нейлона для 3D-принтеров. Один из лучших — Taulman3D 645 Nylon. Он выпускается в виде филамента диаметром 1,75 и 2,85 мм натурального и черного цвета. Температура при печати достигает 230–265 градусов. Полимер имеет предел прочности на разрыв более 114 МПа и относительное удлинение на разрыв до 120 %.
- Stratasys. Компания выпускает полиамид Stratasys FDM Nylon 12 в виде филамента диаметром 1,75 мм. Он предназначен для наложения слоя толщиной 175–330 мкм. Материал отличается очень высокими прочностными характеристиками, позволяющими применять его даже в аэрокосмической отрасли. Еще одна перспективная марка — Stratasys FDM Nylon 12CF, представляющая собой смесь смолы Nylon 12 и измельченного углеродного волокна (содержание более 35 %). Этот полимер имеет самую высокую прочность на изгиб. Предлагается также Stratasys FDM Nylon 6, который предназначен для суровых эксплуатационных условий.
- U3print. Этот производитель предлагает Nylon Reinforced U3print в форме филамента диаметром 1,75 мм. Материал очень стоек к износу и деформациям. Отличается глянцевой поверхностью. Недостаток — наличие усадки. К универсальным инженерным пластикам относится марка Nylon Super U3print 1,75 мм 0,45 кг Natural, изготавливаемая из высоковязкой смолы РА12. Ее отличает очень низкая усадка. Компания также выпускает Nylon Super Carbon M7 U3print 1,75 черного цвета, в который добавляется углеволокно (не менее 25 %). У него практически нет усадки, и отличается он повышенной жесткостью.
- Intamsys. Данная американская компания выпускает филамент для 3D-принтера Nylon6 Intamsys 1.75mm. Отличительная черта — повышенное тепловое сопротивление материала и высокая ударопрочность.
- Print Product. Популярностью пользуется марка NYLON пластик 1,75 Print Product. Натурального и черного цвета. Этот материал близок к классическому полиамиду — высокие прочностные характеристики, но и повышенная усадка. Филамент NYLON STRONG пластик 1,75 Print Product отличается пониженной гигроскопичностью. Он хорошо подходит для деталей, работающих под активной нагрузкой.
- SolidFilament . Компания выпускает Nylon SolidFilament 1,75 натурального, белого и черного цвета. Важная особенность материала – наличие самосмазывающего свойства, что важно при изготовлении шестерней и других изнашиваемых деталей. Обладает повышенной прочностью, но и значительной усадкой.
- Bestfilament . Предлагается филамент BFNylon 1,75 мм. Перед наложением стол необходимо нагреть до 90–100 градусов. Обладает высокой жесткостью и износостойкостью.
3D-принтеры для печати нейлоном
Для печати нейлоном надо подбирать принтер, в инструкции которого указывается на возможность использования такого материала. Аппарат должен быть обязательно закрытого типа и иметь подогреваемый рабочий стол.
Wanhao Duplicator 6 Plus (D6 Plus) в корпусе
Одним из лучших миниатюрных принтеров, работающих с нейлоном, является модель Wanhao Duplicator 6 Plus (D6 Plus). Это аппарат закрытого типа, основанный на FDM-технологии. Принтер имеет устройство автоматической калибровки рабочего стола. При отключении электричества он продолжит работать на встроенном источнике. Помимо нейлона можно использовать все основные пластики, применяемые для 3D-печати.

- Гарантия 1 месяц
- Страна производитель Китай
- Печать FDM
- Практическая толщина слоя 20 мкм
- Температура печатного стола 120°С
- Температура экструдера 160-300°С
- Область рабочей камеры 200 х 200 х 200 мм
- Скорость 30-150 мм/с
- Используемые материалы ABS, PLA, HIPS, PVA
- Толщина слоя от 20
- Диаметр нити 1,75
- Диаметр сопла, мм 0,4
- Дисплей LCD
- Интерфейсы USB, SD
- высокая скорость печатания;
- высокопрочный корпус;
- миниатюрность;
- пониженная стоимость.
В данной модели прекрасно сочетаются цена, качество и функциональные возможности.
Picaso Designer X
Популярностью пользуется 3D-принтер Picaso Designer X компании PICASO 3D. Это аппарат профессионального типа с закрытым корпусом, способный использовать все важнейшие полимерные материалы. Контроль работы осуществляется системой Flow Control, обеспечивающей высокое качество печати. Температурный режим регулируется в широких пределах.

- Количество экструдеров 1
- Печать FDM
- Подогреваемая платформа да
- Температура печатного стола 150 °С
- Температура экструдера 410 °С
- Область рабочей камеры 200 х 200 х 210 мм
- Скорость до 100 см3/ч
- Толщина слоя от 10
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3 (0,2-0,8)
- высокое качество печати;
- повышенная производительность;
- надежный контроль параметров экструдера и филамента;
- стабильность работы.
- небольшое рабочее пространство;
- повышенная цена.
Аппарат относится к профессиональному оборудованию, пригодному для организации выгодного бизнеса.
3D-принтер Zenit
Высокое качество послойной печати по технологии FDM демонстрирует 3D-принтер Zenit. Он имеет закрытый корпус и способен накладывать нейлон, АBS, PLA, PVA. Для стола предусмотрен регулируемый предварительный подогрев. В рабочую камеру интегрирован эффективный обдув.

- Программное обеспечение RepetierHost, Slic3r
- Страна производитель Россия
- Количество экструдеров 1
- Печать FDM
- Разрешение по оси Z 0,01 мм (10 микрон)
- Скорость перемещения 300 мм/с
- Точность по осям X, Y, мм 0,04 мм (40 микрон)
- Область рабочей камеры 240 х 215 х 230 мм
- Скорость 35 см3/час
- Толщина слоя от 50 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3
- Интерфейсы USB 2.0, SD-карта
- небольшие габариты и малый вес;
- полная адаптация к российским условиям;
- универсальность;
- надежный протяжной механизм для филамента.
- недостаточный зазор до сопла;
- претензии к качеству разогрева стола.
В целом принтер обеспечивает высокое качество печати и высоко оценивается российскими пользователями.
Anycubic i3 Mega Pro
В топ лучших моделей входит 3D-принтер Anycubic i3 Mega Pro. Он является лидером по цене в своем классе. В аппарате предусмотрена возможность лазерной гравировки. Рама выполнена из стального профиля. Сопло позволяет использовать филамент разных цветов. Можно печатать тонкие гибкие изделия.

- Количество экструдеров 1
- Максимальная температура экструдера 260 ° C
- Скорость печати по оси z 20 ~ 100 мм / с (рекомендуется 60 мм / с)
- Скорость, точность позиционирования до 100 мм / с; X / Y - 0,0125 мм; Z - 0,002 мм.
- Электропитание нагревателя 110-220 В, 50/60 Гц
- Область рабочей камеры 210х210х205 мм
- Толщина слоя от 50 мкм
- Диаметр сопла, мм 0,4 мм
- Интерфейсы SD-карта; USB-кабель
- Технология печати FDM (моделирование наплавленного осаждения)
- низкая цена;
- в комплекте имеется лазерный гравер;
- бесшумность;
- повышенная прочность.
Принтер признается одним из лучших в бюджетной категории 3D-оборудования.
Raise3D E2
Среди лучших принтеров для 3D-печати особо выделяется модель Raise3D E2. Она имеет 2 печатающие головки, что повышает возможности аппарата. Корпус выполнен из алюминия. Рабочий стол имеет специальное покрытие Buildtak. Предусмотрена система автокалибровки рабочего стола. Печатать можно на 3 режимах.

- Рабочая температура 5-35 ºC
- Размеры, мм 607х596х465
- Материал корпуса Алюминий
- Программное обеспечение IdeaMaker
- Калибровка столешницы авто
- Печать FDM
- Поддерживаемые форматы файлов STL, OBJ, GCODE
- Подогреваемая платформа да
- Температура печатного стола до 110 ℃
- Область рабочей камеры 330х240х240 мм
- Количество печатающих головок 2
- Толщина слоя от 10 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0.4 мм (0.2/ 0.6/ 0.8/ 1.0 мм опционально)
- Дисплей 7" сенсорный, 1024х600
- Интерфейсы Wi-Fi, LAN, USB
- Максимальная точность позиционирования XY: 0.78125 мкм, Z: 0.078125 мкм
- Скорость перемещения 30 - 150 мм/с
- увеличенная рабочая зона;
- высокая производительность;
- энергосберегающий режим;
- высокая точность печати.
Данную модель высоко оценили не только любители, но и профессионалы, использующие ее в коммерческих целях.
Особенности печати нейлоном

При использовании нейлона в 3D-печати необходимо учитывать следующие нюансы:
- Обеспечение хранения материала. Гигроскопичность нейлона может привести к браку в производстве. Хранить филамент необходимо в герметичной упаковке с силикагелем. Перед использованием желательно произвести сушку.
- Предварительный нагрев рабочего стола. Для обеспечения адгезии первого слоя необходимо разогреть стол до 70–90 градусов. Некоторые марки материала требуют нагрева до 110–120 градусов. Рекомендуется использовать стеклянный стол с покрытием из гаролита или PEI.
- Скорость печати. Ее не следует завышать при работе с нейлоном, т. к. он имеет повышенную температуру плавления. При сложных формах изделия скорость не следует устанавливать выше 35–40 мм/с. При формировании простых фигур ее можно поднять до 67–75 мм/с.
- Охлаждение. Быстрое охлаждение камеры может привести к короблению материала. Лучшими считаются принтеры с регулируемым подогревом рабочей камеры.
Рекомендуются такие усредненные настройки принтера для нейлона:
- Температура экструзии — 235–260 °С. Она корректируется с учетом применяемой марки материала.
- Температура нагрева стола — 75–80 °С. Кроме того, используется клей ПВА.
- Скорость печатания — 30–50 мм/с;
- Толщина одного слоя — 20–50 мкм.
Важно! При покупке филамента следует тщательно изучить рекомендации производителя. Каждая марка может иметь свои особенности использования при 3D-печати.
Преимущества и недостатки нейлона
Нейлон обладает такими важными преимуществами:
- повышенная механическая прочность на разрыв и устойчивость к истиранию;
- высокая температура плавления, повышенная рабочая температура (выше 160 °С), стойкость к температурным колебаниям;
- устойчивость к ультрафиолету;
- стойкость к маслам, щелочам и многим растворителям;
- отсутствие неприятного запаха при наложении;
- пониженная стоимость материала.
Гибкость нейлона зависит от толщины изделий. Тонкие элементы обладают высокой гибкостью, а массивные детали становятся жесткими. Материал легко поддается окрашиванию при добавлении красителя в филамент или путем покраски готового изделия.
К недостаткам нейлона можно отнести повышенную гигроскопичность и некоторую сложность наложения на 3D-принтере. Для обеспечения адгезии к столу его надо предварительно разогреть и покрыть клеевым составом. Кроме того, сушке подвергается и сам полимер.
Нейлон является популярным материалом для 3D-печати. Из него можно изготовить высокопрочные, износостойкие, нагревостойкие изделия. В то же время материал предполагает определенные сложности в использовании, которые необходимо учитывать. Использовать нейлоновые принты можно в самых разных областях человеческой деятельности.
Читайте также: