Температура стола 3d принтера
Обновлено: 19.05.2024
Несмотря на то, что почти все материалы для 3D печати являются термопластиками, у каждого из них свои требования к температуре. Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Химический состав термопласта напрямую влияет на его температуру стеклования - температуру, при которой материал превращается из хрупкой нити в эластичное вещество, которое можно экструдировать. Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Кроме определенной температуры экструзии для некоторых материалов требуется определенная температура нагретого слоя. Когда некоторые волокна остывают, они сжимаются и деформируются. Подогреваемый слой позволяет этим пластмассам охлаждаться медленнее при экструзии, так что изгибы сводятся к минимуму.
Подогреваемый слой также обеспечивает дополнительную адгезию, гарантируя, что первый слой хорошо приклеивается, и деталь не отделяется от основания во время 3D печати.
Так что температура 3D печати - это очень важный параметр, который отличается в зависимости от материала, который используется.

Рекомендуемая температура 3D печати PLA пластиком
PLA является сегодня самым популярным пластиком популярной. Одна из причин - нетребовательность к условиям 3D печати.
PLA лучше всего печатает при температуре около 210° C, хотя он очень универсален и может работать при температуре от 180 до 230° C. Причем для печати не требуется стол с подогревом, но если в вашем 3D принтере она есть, установите температуру стола где-то между 20 и 60° C.
При печати PLA пластиком убедитесь, что охлаждающие вентиляторы включены. PLA дает наилучшие результаты при правильном охлаждении.
В целом, PLA очень прост в использовании и не требует особых танцев с бубном, чтобы добиться успеха.
Рекомендуемая температура 3D печати ABS пластиком
До недавнего времени наиболее широко используемым материалом для 3D печати был именно ABS. Затем в битве за лидерство ABS уступил PLA. Основная причина - большие сложности во время 3D печати.
Для успешной печати ABS требуется немного более высокая температура. Рекомендуемая температура сопла от 210 до 250° C. Необходим стол с подогревом с установленной температурой от 80 до 110° C.
В дополнение к этому, ABS желательно печатать на закрытом 3D-принтере, чтобы пластик медленнее остывал. Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Рекомендуемая температура 3D печати PETG пластиком
PETG - относительный новичок на рынке материалов для 3D печати, сочетающий в себе многие аспекты PLA и ABS.
Он требует очень высоких температур сопла - от 220 до 250° C. Однако, в отличие от ABS, PETG не требует стола с подогревом.
PETG лучше всего печатает с синей малярной лентой на столе. Без него стол следует нагреть до 50–75° C, чтобы экструдированный материал хорошо схватился со столом на первом слое. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
Хотя PETG не так прост в использовании, как PLA, он гораздо менее требователен, чем ABS, и на сегодняшний день выходит в топ по популярности.
Рекомендуемая температура 3D печати Nylon пластиком
Nylon - еще один популярный и интересный материал, хотя работать с ним сложнее.
Он требует более высоких температура, чем любые другие материалы из текущего списка: рекомендуется от 240 до 260° C. Необходимая температура стола - от 70 до 100° C. При этом слой клея-карандаша очень важен, поскольку Nylon страдает проблемами качества адгезии первого слоя.
Не следует печатать нейлоном с охлаждающими вентиляторами, так ка возникнут проблемы с адгезией слоев.
Этот материал также очень гигроскопичен, то есть он очень активно впитывает влагу из воздуха. Это значительно снижает качество 3D печати, поэтому перед печатью нейлон необходимо просушить или использовать качественный термобокс.
Поначалу использование нейлона может вызвать проблемы, но после того, как вы научитесь правильно печатать этим материалом, он закроет многие ваши вопросы и нужды.
Рекомендуемая температура 3D печати TPU пластиком
Гибкие материалы, известные как TPU - необычный и порой очень полезный материал, но с ним работать очень сложно.
TPU используют при таких же температурах, что и PLA. Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Поскольку этот материал очень гибкий, он может сгибаться и растягиваться по пути от шестерни экструдера к самому соплу. Поэтому важно, чтобы материал выдавливался медленно и без ретракта.
Если эти проблемы становятся заметными, небольшое увеличение температуры экструдера может помочь уменьшить любую деформацию материала, которая может вызвать ее изгиб.
Оптимальные температуры стола и хот энда для 3D печати PLA
В идеальном мире существовала бы идеальная температура, при которой вы могли бы один раз настроить свой 3D принтер и просто нажать кнопку начала 3D печати. Но в реальности идеальной температуры для PLA пластиков не существует. И для того, чтобы получить хороший результат 3D печати, надо потратить некоторое время и приложить усилия.
PLA довольно снисходителен, когда дело касается температуры, и если вы не слишком отклоняетесь от рекомендованных температур 3D печати, то результат будет хорошим. Более того, PLA - отличный вариант для старта в мире 3D печати и экспериментов, поскольку его легче использовать, чем, например, ABS или PETG.
При проверке диапазонов подходящих температур следует помнить одну важную вещь: разные марки и даже цвета PLA пластиков могут отличаться оптимальными температурами 3D печати.
Оптимальный диапазон температур для хот энда

Как уже упоминалось выше, было бы классно знать одну температуру для печати PLA материалами, но по факту ее нет. Есть рекомендованный диапазон, в пределах которого вам надо подстроить температуру сопла вашего 3D принтера. Для PLA пластиков рекомендованный диапазон температур хот энда составляет от 190° C до 220° C.
Если во время 3D печати вы замечаете, что слои не прилегают друг к другу, можете повысить температуру в пределах указанного выше рекомендованного диапазона. С другой стороны, охлаждение хотэнда может улучшить качество 3D печати. Если экструдер слишком горячий, нить PLA может стать очень мягкой и хрупкой. Это приводит к тому, что модель печатается с визуальными дефектами.
Признаки неправильной температуры хот энда 3D принтера

Еще один индикатор того, что хот энд слишком горячий - если ваш 3D принтер плохо печатает мосты. Это может означать, что пластик настолько горячий, что не успевает достаточно остыть. Если хот энд слишком горячий, ваши 3D модели будут визуально "грязными" и "потускневшими". Понижение температуры может помочь в этом.
Между тем, если 3D модель недостаточно хорошо схватывается со столом, то это может быть признаком недостаточной температуры хот энда. Холодный хот энд также может затруднить формирование качественных углов на ваших 3D моделях.
Один из лучших способов достичь идеальной температуры хот энда - это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы постепенно найдете оптимальную именно для вашего 3D принтера и пластика температуру.
Пластики от разных производителей и разных цветов также влияют на оптимальную температуру хот энда. Например, катушка с черным PLA, может отлично печатать при температуре около 215° C, а аналогичная катушка синего цвета от того же производителя покажет себя хорошо при 210° C. Даже небольшие различия температур могут значительно повлиять на качество ваших 3D моделей.
Лучшие диапазоны температур стола для 3D печати
Столы с подогревом очень сильно влияют на качество 3D-печати. Хотя они есть не на всех 3D принтерах, для тех, где они установлены, температуру тоже надо настраивать корректно. Несмотря на то, что рекомендуемая температура стола для 3D печати PLA составляет 70° C, это не всегда работает идеально. Есть рекомендации по диапазону температур стола с подогревом от от 55° C до 70° C для PLA пластиком. Так что температуру стола также как и хот энда стоит настроить под собственные реалии.
Признаки неправильной температуры стола 3D принтера

Самый очевидный признак того, что температура вашего стола слишком низкая - это то, что ваши 3D модели к нему не прилипают. Если они плохо прилипают, вы можете немного поднять температуру. Более теплый стол 3D принтера может помочь смягчить пластик, позволяя ему лучше схватиться в основании модели. Только будьте осторожны, чтобы не перегреть стол, иначе вы столкнетесь проблемой "слоновья лапа". Если вкратце, то этот эффект проявляется в том, что первые несколько слоев расплавляются под весом 3D модели.
Внешние воздействия

Внешние эффекты также могут повлиять на температуру печати PLA пластиком. Если, например, из окна дует прохладный ветерок, можно повысить температуру хот энда и стола для 3D печати на пару градусов. Вентиляционные отверстия для кондиционирования воздуха также могут понижать температуру 3D печати.
Для минимизации воздействия внешних факторов настоятельно рекомендуем сделать корпус для вашего 3D принтера. Что касается температуры, то корпус выполняет две функции: не позволяет внешней температуре влиять на ваши 3D модели и удерживают тепло внутри.
Вариантов проектов корпусов для 3D принтеров в открытом доступе довольно много, так что не стесняйтесь, погуглите либо сделайте собственный. В качестве материалов для корпуса часто используют фанеру, оргстекло и крепежные детали, которые печатают на том же 3D принтере.
Как найти оптимальные настройки температуры 3D принтера?
Выше уже уже не раз упоминалось, но повторимся еще раз: лучший способ определить температуру стола и хот энда - это метод проб и ошибок в ваших конкретных условиях, с вашим 3D принтером, вашим пластиком и месте, где 3D принтер стоит во время печати. Если вы обнаружите, что ваши изделия неровные, немного уменьшите температуру хот энда. Если ваши модели не прилипают к столу, возможно, вам нужно снизить температуру хот энда и повысить температуру стола. "Слоновья лапа" также может быть ключевым индикатором того, что ваш стол слишком горячий.
Так что экспериментируйте в рекомендованных диапазонах и у вас получится отличная 3D печать PLA пластиком!
PETG пластик - оптимальные настройки 3D принтера
Одна из позитивных особенностей 3D печати по технологии FDM - это огромное разнообразие материалов, с которыми вы можете работать. Существуют гибкие материалы, те, которые имитируют отделку дерева, а некоторые даже обладают некоторой степенью электропроводности.
Обратной стороной медали наличия всех этих вариантов филаментов является то, что каждый из них требует некоторой специфики в использовании. В этой статье мы рассмотрим, как получать хорошее качество 3D печати, используя PETG пластик, который, судя по трендам, скоро станет одним из самых популярных. Какие настройки 3D принтера лучше всего подходят для PETG? С какими проблемами вы можете столкнуться, печатая PETG пластиком?
Что такое PETG?

ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква "G" в аббревиатуре PETG означает "с повышенным содержанием гликоля". Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.
Настройте стол 3D принтера

Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные - он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя. Это метод, используемый для "прижатия" первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Температура 3D печати, скорость и ретракт

Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати - это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к "проскакиванию" в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Боремся с остатками пластика между стенками модели

Одна из наиболее частых проблем при использовании высокотемпературных материалов - это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.
Другой вариант - включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера "втягивать" небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Уменьшаем скорость вентилятора охлаждения

PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором - это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Ключ к успеху - эксперименты

С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую "золотую середину", вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции "большой двойки". В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, - это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.
PLA Пластик FD Пласт (Настройки печати)
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Ну вот и настало время написать что-то полезное. В результате проб и ошибок появился опыт в 3д печати :D.
Речь сегодня пойдет о небезызвестном пластике от фд пласта. Много было про него разговоров, и как я заметил, единого мнения о настройках печати нет, каждый печатает по-своему. В связи с чем, у многих новичков сразу возникает тысяча вопросов, так давайте разберемся раз и навсегда с этим пластиком)

Для тех, кому лень читать: Рекомендуемая температура сопла 210-215, стол 35-50 (холодный! , настройки печати стандартные (Для cura текучесть 95%).
1. Температура печати
Вообще, рекомендуемая температура для PLA-пластика составляет 140-200 градусов (в зависимости от состава).
Когда я купил принтер, предыдущий владелец печатал пластиком Print Product при температуре 215 градусов (стол 85)
Вообще любой пластик начинает плавиться при меньшей температуре чем та, которая требуется для качественной печати. Почему я упомянул слово 'качественной'? А все просто, вы можете печатать PLA и при 150-170 градусах, и при этом деталь с виду будет казаться нормальной, но при такой низкой температуре слои не будут достаточно хорошо склеиваться между собой, в связи с этим, деталь легко может расслоиться.
Вернемся к FD пласту. Поначалу, купив первую катушку, я печатал при 185 градусах, и получались хорошие результаты:


Нефертити после обработки дихлорметаном.
Затем, были приобретены другие цвета (белый и натуральный) для создания прототипов.
И тут начались 'пляски'. Детали совсем не хотели получаться, :cry: .
Основная проблема была в том, что слои 'мазались' т.е. верхний слой вместе с нижним размазывались, как зубная паста по стеклу)
В чем проблема? По порядку.
1. Температура печати у меня стояла 215, стол 85.
При 215 градусах слои слипаются как нужно. 85 градусов на столе для адгезии, липнет на ура (у меня на столе был каптон), при меньших температурах получалась каша.
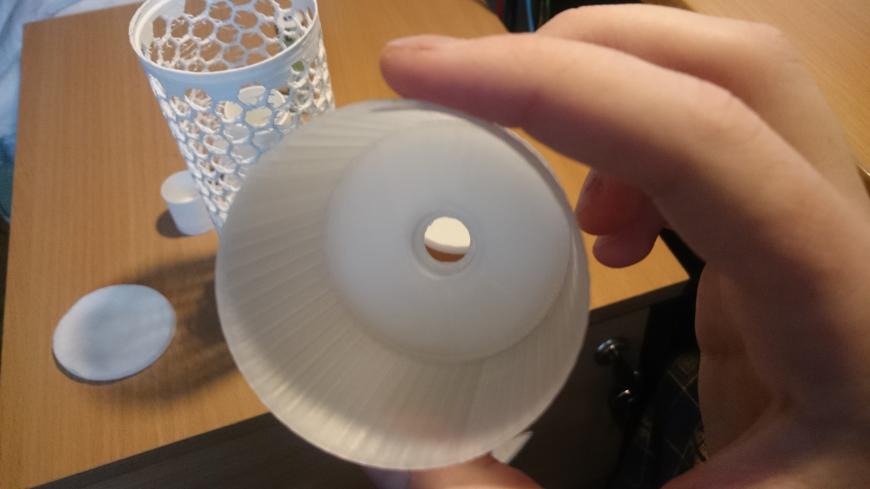
Вот с температурой стола как раз и была проблема, то, что адгезия хорошая это ладно, но из-за такой высокой температуры нижние слои не успевали охлаждаться, перед тем, как наносился следующий слой, в результате деталь сильно 'коробит' и выходит каша. (иногда хотелось выкинуть принтер, балконная дверь была за спиной, :D).
Вот результат, если стол не достаточно горячий.
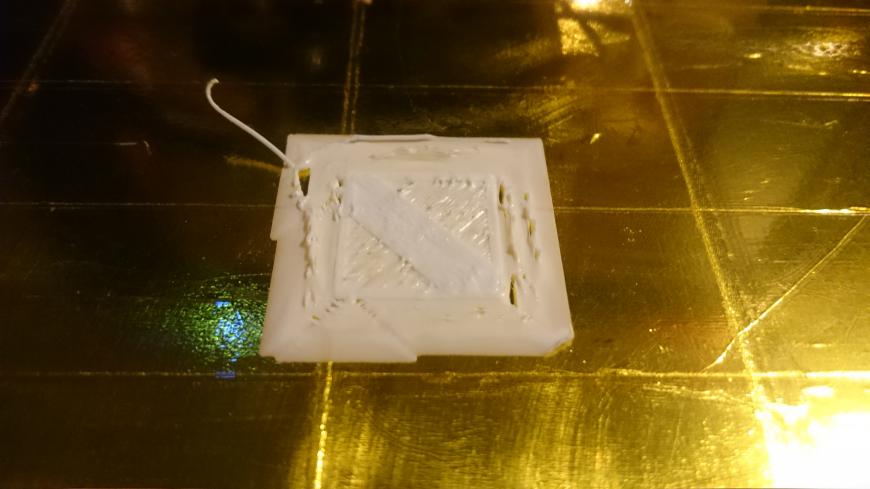
Красивый цвет стола, не правда ли?) Весь секрет в том, что по верх стекла наклеена алюминиевая фольга, сверху каптон. Ибо автоуровень стола стоит)
Тут есть несколько вариантов:
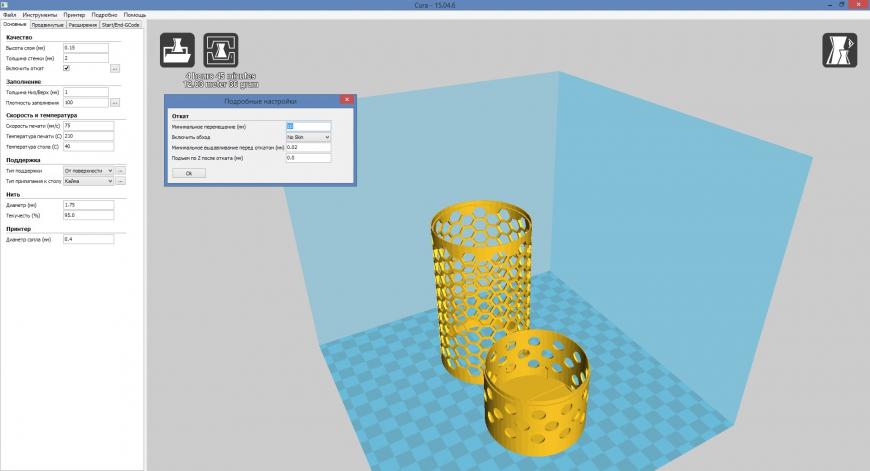
1. Оставляем ту же температуру стола (75-85), и делаем хорошее охлаждение (чтобы дуло прямо на сопло и желательно по кругу)
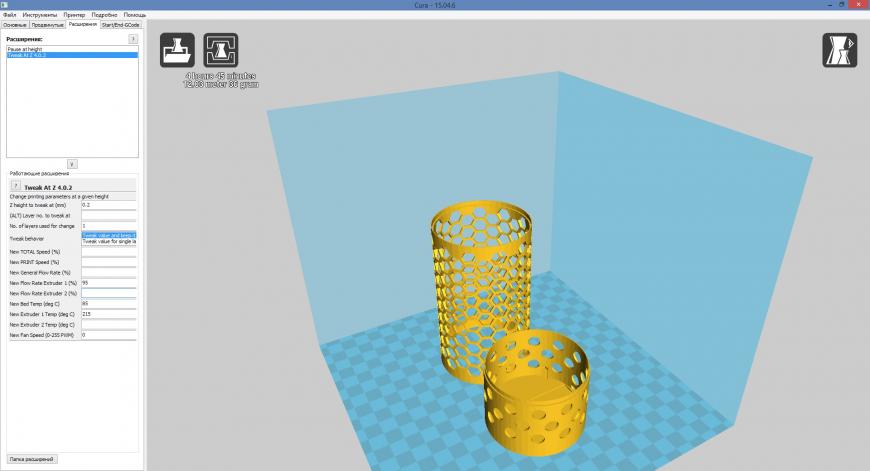
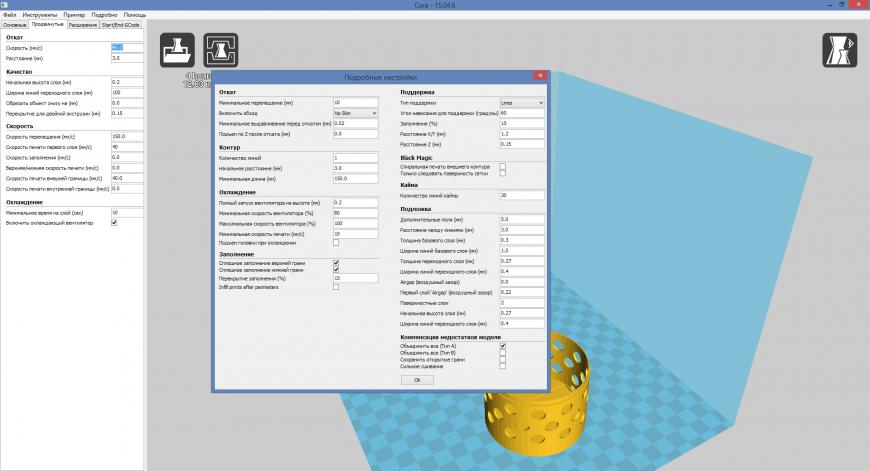
2. Тоже самое, только после 1 слоя охлаждаем слой. Например, в CURA есть вкладка расширения, где вы подробно можете настроить паузы печати, температуры слоев и.т.д.
3. Печатать на холодном столе, но для адгезии использовать другие средства (Я выбрал именно этот вариант)
Раньше думал, что клей-карандаш, лак и.т.д все это колхоз, я и сейчас также думаю, но клей-карандаш это прикольная штука.
Я использовал клей-карандаш фирмы Комус, липнет достаточно хорошо.
И небольшой лайфхак как выбрать нужный нам клей-карандаш.

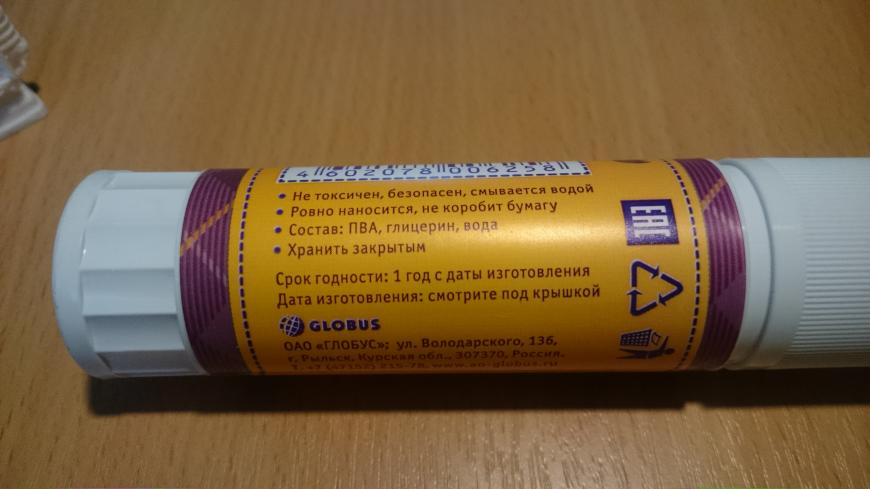
Нам нужно, чтобы наш клей был максимально липким, и не высыхал, поэтому при покупке откройте клей и пощупайте его пальцем, он должен быть достаточно липким и ваш палец должен прилипать очень хорошо.
Теперь смотрим на состав, у 1 образца он идентичен жидкому клею ПВА, но воды меньше и добавлен глицерин. не пойдет. (вода быстро высыхает и клей становится сухим)
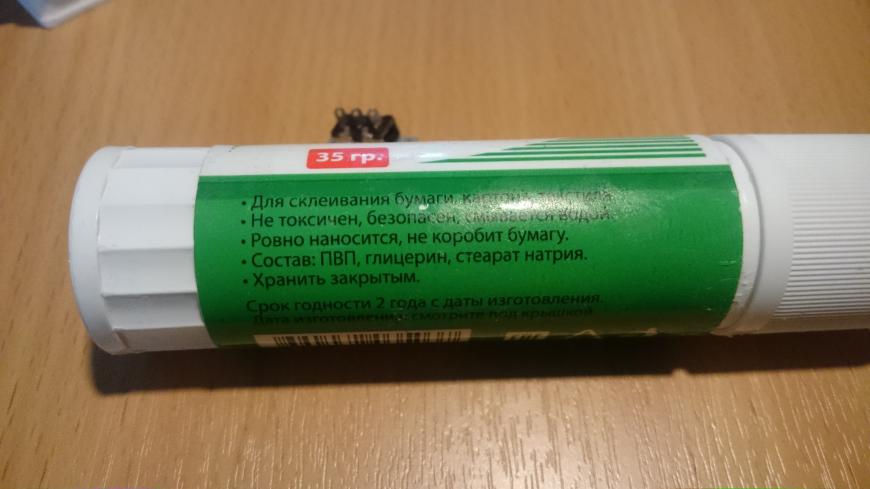
Второй намного лучше, не содержит воды, а самое главное содержит стеарат натрия, который не будет давать высыхать нашему клею (поэтому он такой липкий на ощупь), ну и естественно глицерин, как связующее вещество.. =)
Так как у меня автоуровень стола, я решил нафиг снять стекло, так как мне не нравилось, как он меряет по углам.
В итоге оставил голый стол. На него клею обычный скотч, а поверх размазываю клей-карандаш. Выходит чудно, и скотч не жалко если что. Но, как правило, после печати клей отходит от стола в виде пленки, и её легко удалить.
Тоже немаловажная характеристика. Как правило, из-за избытка пластика появляются излишки пластика, из-за которых фактура детали становится неровной.
Путем проб и ошибок, выяснил, что наиболее удачная в пределах 93-95-98. Советую самим поэкспериментировать.
Вот какие характеристики у меня стоят:





Радости естественно не было предела, чего и всем желаю)))
Пару фоток процесса печати:


Подпишитесь на автора
Точная настройка термистора в Marlin.
Точная настройка термистора в Marlin.
Какие строки кода нужно поменять?
Если Вы используете прошивку marlin, то тип термистора выбирается во вкладке configuration.h
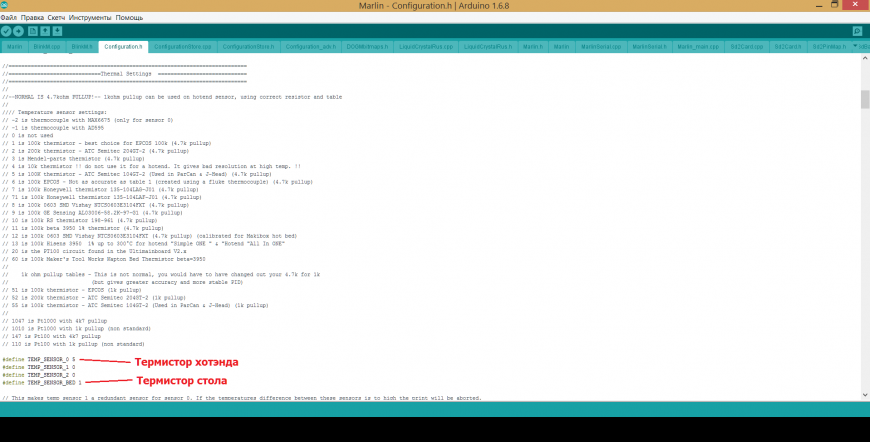
Как видно, в прошивку уже включен ряд термисторов, которые можно активировать, выбрав соответствующую цифру. Если у Вас термистор “100k thermistor - best choice for EPCOS 100k (4.7k pullup)” то в строке, которая отвечает за термистор хотэнда, нужно поставить цифру “1”. Если у вас другой термистор, то выбираем необходимый.
Как узнать какой у Вас термистор?
Что бы узнать, какой именно у Вас термистор, нужно посмотреть его технические характеристики и сопоставить с тем списком, который указан в прошивке и выбрать необходимый. Что делать если у вас нет таких данных? И вы точно не знаете какой у вас термистор?
В таком случае Вам понадобится дополнительное устройство, которое будет показывать температуру хотэнда, например, мультиметр с возможностью измерения температуры (в комплект должна входить термопара). Как вы уже поняли, термопара будет показывать “реальное” значение температуры хотэнда, и это значение необходимо сравнивать с показаниями Вашего термистора.
Процедура подбора будет заключаться в следующем:
1. Выставить в прошивке значение первого термистора, залить на плату;.
2. Термопару мультиметра приложить как можно ближе к термистору хотэнда (для чистоты эксперимента);
3. Включить прогрев хотэнда (например, до 200 градусов) и подождать пока температура «устаканится».
4. Сравнить значение температуры, которую выдает термопара и термистор;
5. Если температура на термопаре и на термисторе совпадает (в идеале температура не должна отличаться более 5 градусов), то вы выбрали правильный термистор;
6. Если температуры будут сильно отличаться, значит в прошивке Вы выбрали не тот термистор. В прошивке выбираем следующую цифру, заливаем на плату и делаем пункты 1-6 до тех пор, когда температуры на термопаре и на термисторе не будет одинаковая (в пределах погрешности).
Пример подбора термистора.
Теперь давайте рассмотрим конкретный пример, мы взяли новый термистор SEMITEC NTC 100 кОм (Япония). Нам нужно выставить правильный тип в прошивке. Для начала выставим значение “1” и зальем на плату.
Далее соберем импровизированный «испытательный стенд» (испытательный нагревательный блок).
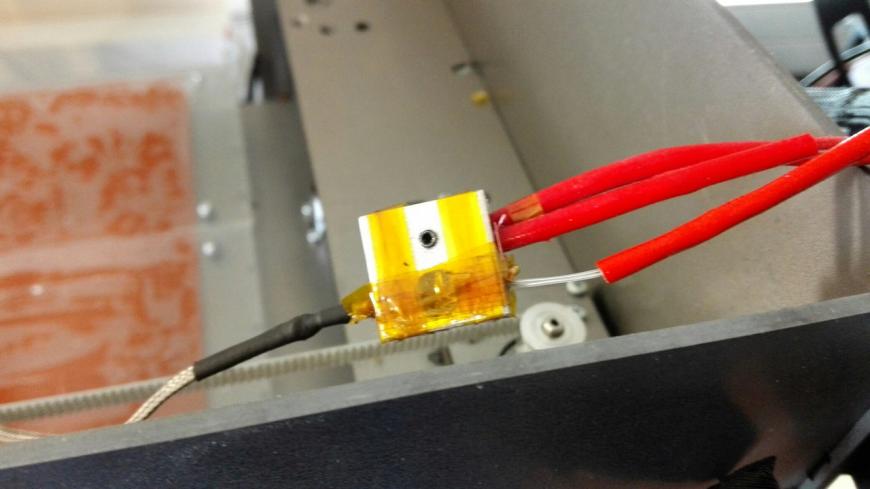
Мы просверлили нагревательный блок сверлом 3.2мм насквозь, с одной стороны (на фото левая) закрепили терпомапару (наш “эталонный” измеритель), а с другой стороны приложили термистор. Вам не обязательно в точности повторять такую варварскую процедуру со своим нагревательным блоком, но постарайтесь разместить термопару, как можно ближе к термистору.
После того как все собрали, включаем прогрев экструдера и ждем пока температура «устаканиться» и смотрим на показания прибора.
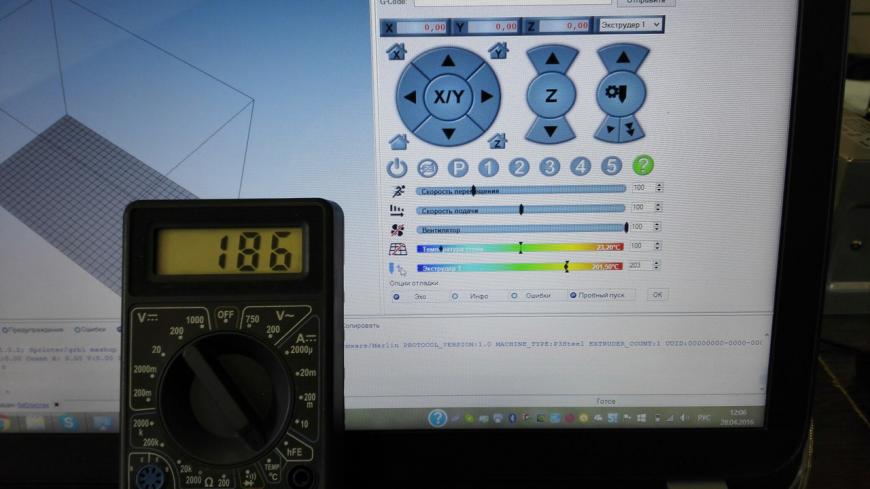
Как видим, действительная температура 186 градусов, а термистор показывает 201 градус, то есть разброс на 15 градусов, значит тип термистора в прошивке мы указали не верный.
В прошивке нужно выбрать другой тип термистора, и проделать все тоже самое. Мы покажем Вам уже верный тип термистора, который соответствует значению “5” - is 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup). После изменения и заливки прошивки получаем следующее:
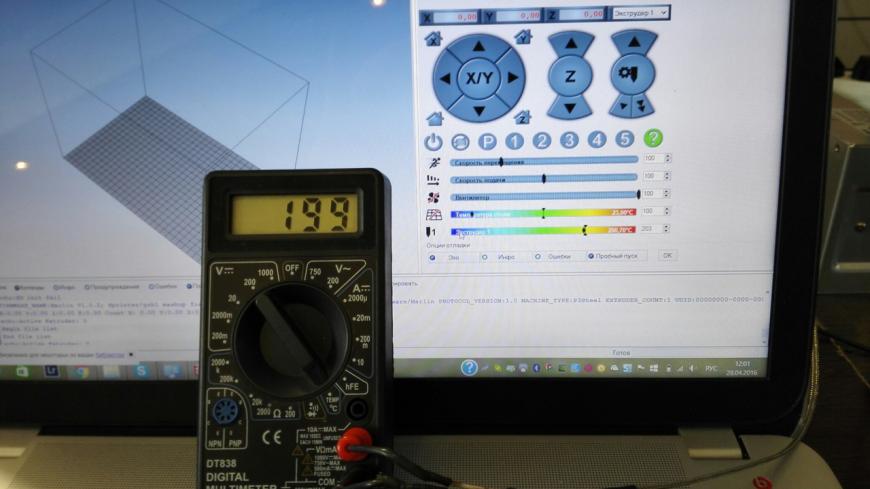
Полученные значения гуляют в пределах 2-3 градусов. Согласитесь не плохой результат, значит в прошивке мы указали верный тип термистора.
В прошивке нет нужного термистора.
Что делать, если вы перепробовали все типы термисторов в прошивке, а показания не соответствует действительности? Есть несколько вариантов:
1. Выбрать оптимальный термистор в прошивке, что бы разность температуры между “реальной” и нашим термистором была минимальна;
2. Добавить в прошивку собственный термистор со своими характеристиками.
В данном разделе мы покажем, как в прошивку marlin добавить собственный термистор, что бы показанные им значения совпадали с действительностью. Для этого нам понадобиться та же самая термопара с мультиметром.
Для начала зайдем в кладку thermistortables.h

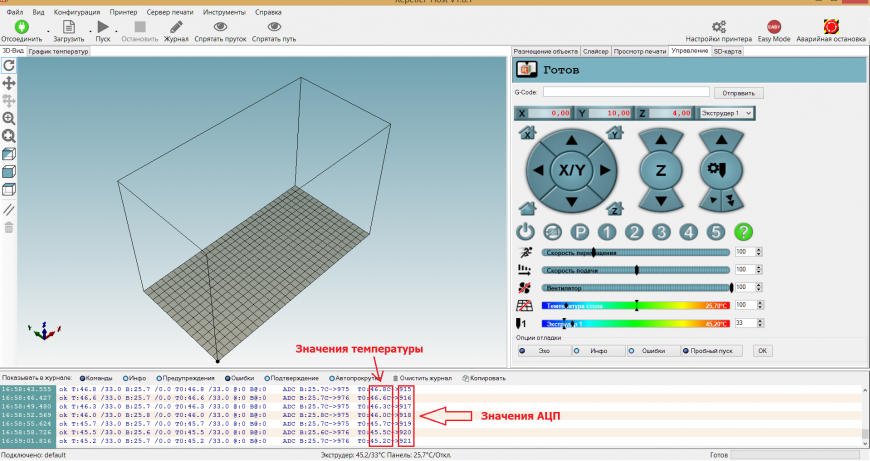
Здесь содержится вся информация о всех типах термисторов, которые включены в прошивку. Открываем вкладку и видим следующее
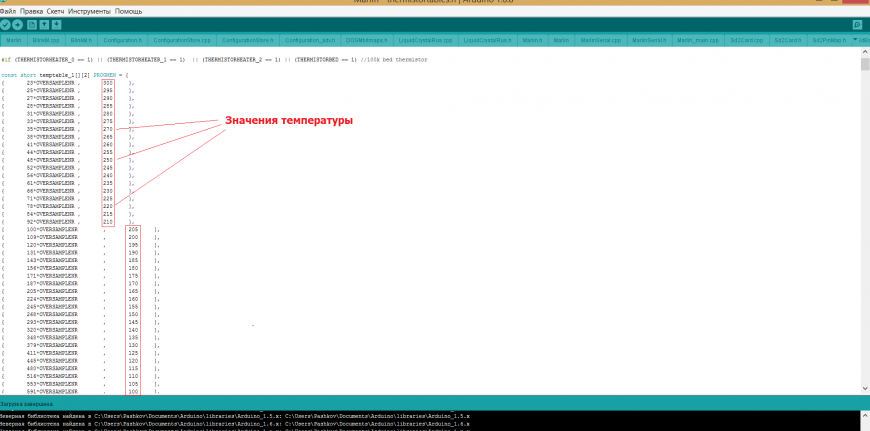
Каждому термистору соответствует своя таблица значений температур и значения АЦП. Значения справа это температура, а слева значения АЦП, которые мы как раз и будем менять.
Откуда брать эти значения АЦП?
Теперь приступим непосредственно к самой калибровке, прогреваем хотэнд до тех пор, пока мультиметр не покажет 30 градусов. После того как температура на мультиметре «устканилась», смотрим на значения АЦП которые ему соответствует. Записываем на лист бумаги или сразу в Exel. Например, температура-30 и АЦП-966. Еще раз напомим, что 30 градусов - это температура, которую показывает мультиметр.
Далее начинаем прогревать хотэнд до того момента, пока термопара не покажет 35 градусов. Записываем снова значения АЦП – 950. И так мы должны постепенно с интервалом в 5 градусов, прогревать хотэнд и одновременно записывать значения АЦП.
В итоге мы получим точно такую же таблицу как в прошивке, но со своими значениями. Все значения старых АЦП меняем на свои и заливаем на плату. После заливки можно проверить правильность наших действий, прогреть хотэнд и сравнить температуры термистора и термопары, если все сделано правильно, то они будут равны (в пределах погрешности). После всех манипуляций не забывайте сделать несколько раз PID регуляцию.
Результаты печати с откалиброванным термистором:
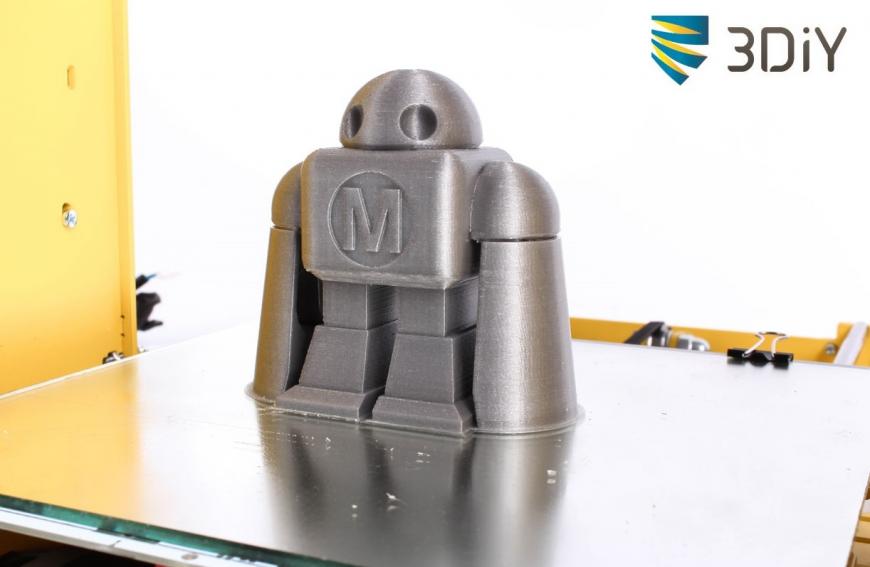


Напечатано на нашем 3D-принтере Prusa I3 Steel серебристым PLA (фото ниже -черный PLA) от компании REC.
- Высота слоя 0,15мм
- Плотность заполнения 20%
- Толщина стенок 0,8мм
- Температура экструдера 200ºC
- Температура стола 50ºC
- Обдув модели 100%
- Скорость печати 50 мм/c

Читайте также: