Сварочный стол на болтах
Обновлено: 18.04.2024
Стандартные сварочные столы выполнены из качественной конструкционной стали марки Ст20 или С345 толщиной 10мм.
Перед отгрузкой потребителю, каждый сварочно-монтажный
стол обрабатывается антипригарным составом.
- Толщина металла столешницы - 10мм
- Под заказ - 12мм, 14мм
- Доступная цена - от 50000 рублей за м2
- Стандартный шаг отверстий - 50мм;
- Под заказ - 25мм
- Качественная конструкционная сталь
- Ребра жесткости каждые 350 мм
- Нержавеющая сталь 12х18н10т (под заказ
- Вся продукция сертифицирована
- Идеальная плоскостность столешницы 0,5мм/1000мм
- Использование любой оснастки 16 системы
В цену включены: стартовый комплект оснастки:
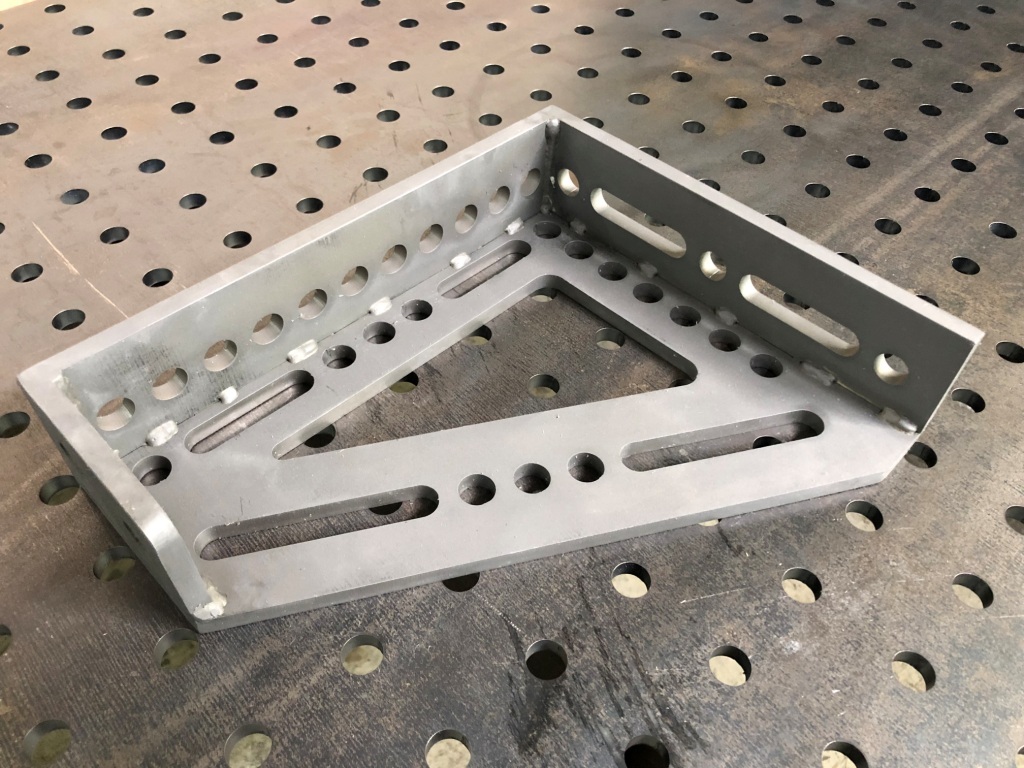
1. Вертикальный угол - 2 шт.;
2. Горизонтальный угол 4 шт.;
3. Упор - 4 шт;
Опорные регулируемые ножки к столу - 2 000 рублей/шт.








- 1200х800 - всегда в наличии!
- 1400х500 - всегда в наличии!
- 1500х1000
- 1500х1200
- 2000х1000 - всегда в наличии!
- 2000х1200
- 2500х1000
- 2500х1200
- 2400х1200 - всегда в наличии!
- 2800х1200
- 2800х1400
- 3000х1500
Струбцина кованая ПК ВИМ усиленная собственного производства.
Угол зажима - 90 и 45 градусов.
Вес - 0,98 кг.
Всегда в наличии!
Зажим регулируемый рычажного типа 16 системы.
Исполнение : горизонтальное, вертикальное.
до 8 шт - 3500 руб./шт.
от 8 до 15 шт. - 3350 руб./шт.
от 15 шт. - 3050 руб./шт.
Болт быстрозажимной для сварочно-монтажных столов ∅16 мм, служит для быстрой фиксации оснастки к сварочному столу
3200 руб./шт.
Болт позиционирующий для сварочно-монтажных столов ∅16 мм
400 руб./шт.
Болт крепёжный с резьбой для сварочно-монтажных столов ∅16 мм (более дешевый аналог быстрозажимных болтов)
500 руб./шт.
Опора для труб (универсальная трубная опора). Специальная оснастка для круглого, овального сечения и деталей граненой формы. Плавная настройка под угол от -60 до +60 градусов. Исполнение2 - без позиционирующего штифта, для всевозможного перемещения по сварочному столу.
Всегда в наличии.
ЖИДКОСТЬ ПРОТИВ ЗАЛИПАНИЯ БРЫЗГ PROTEC CE+ (192.0226) (ABICOR BINZEL) (10 Л)
Средство способствует отличной защите свариваемых поверхностей и приспособлений от налипания брызг и уменьшает затраты на механическую очистку поверхности.
Артикул: 192.0226.1
В наличии.
Горизонтальный угол 150х125мм
Стол восьмиугольный D650мм;
Блок расширения 400х200х100
Сварочные столы в Москве заказать теперь можно в кратчайшие сроки. Мы предлагаем вам возможность приобрести сварочные столы напрямую от производителя. Притом, не просто специалиста, а опытного профессионала, который работает на рынке уже немалое количество лет и регулярно совершенствуется, исходя из потребностей клиентов и особенностей использования такого оборудования.
Как купить сварочный стол 3D в компании «ВсеИзМеталла»?
На нашем сайте вы найдете широкий ассортимент предложений, в том числе, и сварочные столы в основных вариантах с отверстиями в 16 и 28 миллиметров.
Мы предлагаем вам удобный каталог, с которым ознакомиться может каждый желающий, не выходя из дома. Это предельно просто и понятно для каждого нашего клиента, который хочет приобрести качественные сварочные столы от производителя.
Выбирая нашу компанию, вы получаете доступные цены на сварочные столы, благодаря которым экономите на такой покупке без ущерба для качества.
Вы можете вывезти товар самостоятельно или воспользоваться оперативной доставкой в любую точку вашего города.
Оформить заказ можно будет легко и быстро. Такие столы вы можете подобрать самостоятельно, исходя из ваших потребностей и особенностей производства, а также обратиться за помощью к нашим сотрудникам. Для этого достаточно связаться по контактным номерам телефонов с нашими специалистами – и мы с радостью поделимся необходимой информацией и поможем не ошибиться в таком выборе.
Каталог сварочных столов, размещенный на сайте, позволяет вам заранее ознакомиться с имеющимся предложением на нашем сайте и потратить минимум времени и усилий на подобную покупку. Компания «ВсеИзМеталла» - это всегда удачный выбор в пользу опытных профессионалов!
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
Начал с проектирования и набросал модель в SolidWorks.
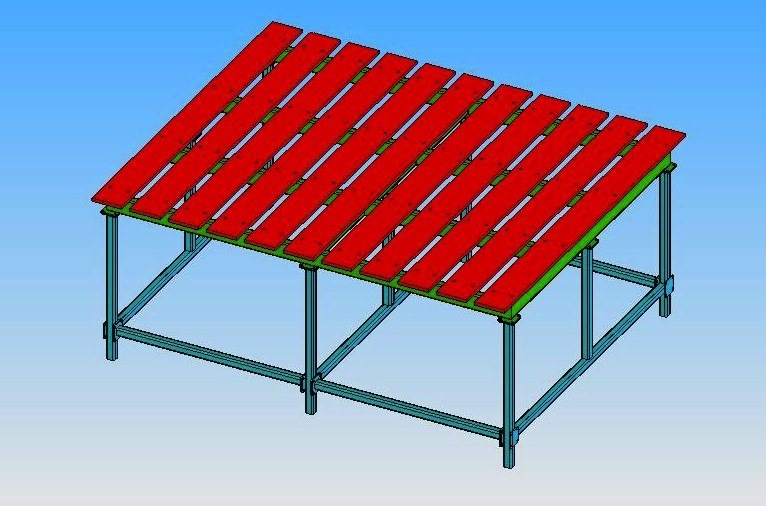
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

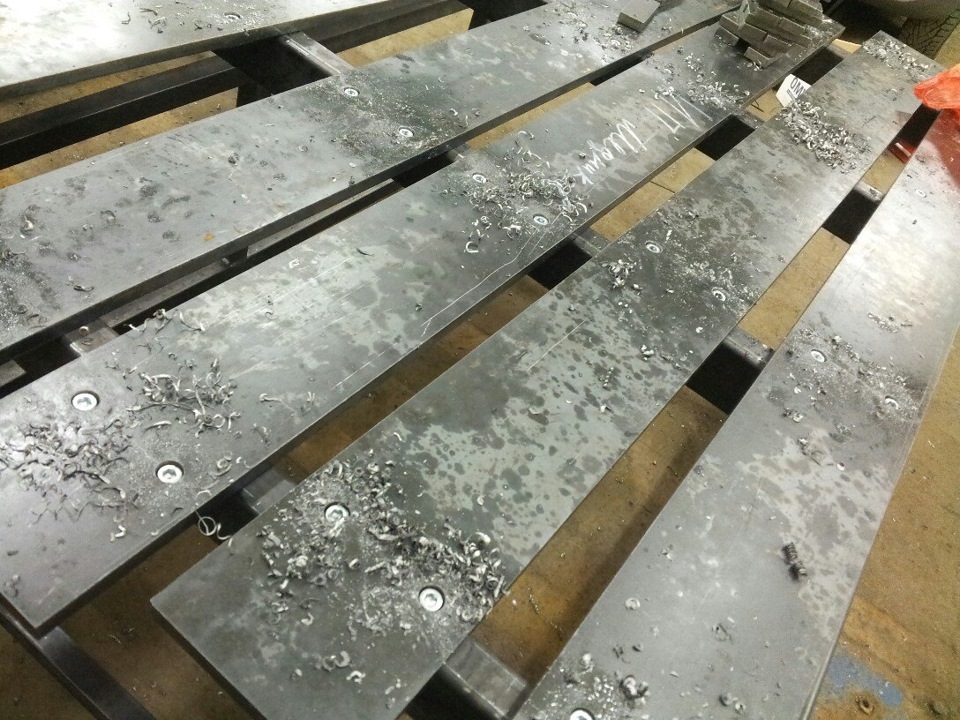
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Изготовление сварочных столов

Получить прочный и аккуратный сварочный шов можно только в случае выполнения работ на сварочном столе. Помимо прочего, он обеспечивает больший комфорт, поскольку на нем можно закрепить детали при помощи струбцин или держателей. Из этой статьи вы узнаете, каким образом выполняется изготовление сварочных столов.
Требования к сварочному столу

Для мастера, регулярно занимающегося сварочными работами, стол необходим независимо от того, каким типом сварочного аппарата он пользуется – газовым или инверторным. Благодаря столу выполнение большинства операций будет облегчено, а получаемые детали будут иметь качественные соединения при приложении меньшего количества усилий.
Прежде чем приступить к проектированию и изготовлению сварочного стола, изучите предъявляемые к нему требования. Он должен оснащаться:
- принудительной вытяжкой для отвода газов, располагаемой над рабочим местом;
- вентилятором, устанавливаемым с левой стороны на высоте 1,3–1,5 м;
- медным кантом, помогающим очистить электроды;
- полками и ящиками, в которых размещаются электроды и инструменты;
- креплением для подключения заземления;
- светильником на 36 В для освещения рабочей зоны;
- конструкция не должна содержать горючие материалы и те, что в процессе нагрева выделяют вредные вещества.
Кроме того, для большего удобства при изготовлении сварочный стол можно оснастить механизмом подъема и опускания столешницы, приспособлениями, фиксирующими ножки (к примеру, болтами, позволяющими закрепить их на полу).
Площадь рабочей поверхности должна быть минимум 0,8–1 м² с примерно одинаковыми по размеру шириной и длиной столешницы. Удобнее всего работать при высоте конструкции 70–100 см в зависимости от конкретных видов работы. Поэтому изготовление сварочного стола с регулируемой по высоте столешницей будет прекрасным решением.
Виды столов для сварки
Конструкция сварочного стола зависит от того, насколько часто он используется и какие работы при этом выполняются. Если необходимость в нем возникает изредка, а сами сварочные операции достаточно простые, то можно обойтись изготовлением простого варианта. Проведение ремонтных работ и производство сложных конструкций требует наличия сборочно-монтажного полупрофессионального рабочего места.
1. Простой стол для сварочных работ.

Изготовление сварочных столов такой конструкции отличается простотой, при этом они обладают высокими прочностными характеристиками, надежны и удобны в использовании. В основе конструкции лежит жесткая рама с приваренными к ней четырьмя стойками, выполненными из профильных труб или уголков и скрепленными поперечными элементами на расстоянии 20 см от пола.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сверху располагается столешница, имеющая пазы для струбцин. Рама и столешница дополнены приваренным кронштейном для сварочного кабеля. Под столешницей можно разместить лоток для мусора. Можно также оборудовать сбоку полки для крупногабаритных инструментов и материалов и подставку для емкости с водой.
Рекомендуем статьи по металлообработке
2. Полупрофессиональный стол сварщика.

Изготовление сварочного стола полупрофессионального типа несколько сложнее, поскольку для него требуется дополнительное оборудование. Работать на нем так же удобно, как и на простом, однако для его оснащения используются металлообрабатывающие головки для сверления, фрезерования, шлифования и др. Кроме того, его можно оснастить встроенной системой вентиляции и воздуховодом.
Для крепления полупрофессиональных конструкций к полу используют анкерные болты. Вращающаяся столешница дает возможность выполнять сварку сложных конструкций без перемещения с места на место. Инвертор устанавливается на поворотной площадке. Рабочее место комплектуется также съемными тисами и струбцинами разного размера.
Основные этапы производства сварочных столов

Самостоятельное изготовление сварочного стола на основании чертежей состоит из 6 этапов:
- Сборка столешницы.
- Монтаж каркаса.
- Сборка нижнего пояса жесткости, установка фиксирующих элементов или колесиков.
- Изготовление емкости для отходов и ящиков для материалов и инструментов.
- Соединение столешницы с каркасом, установка емкости и ящиков.
- Шлифовка сварочных швов и зон реза, окрашивание конструкции.
Изготовление сварочного стола возможно при помощи промышленных чертежей. Но чаще всего в них содержится много технологической и производственной информации, которая не актуальна при домашних работах. Возможно самостоятельное изготовление чертежа, необходимо лишь выполнить правильные расчеты как общих габаритов, так и размеров всех заготовок по отдельности.
При изготовлении сварочного стола стоит сделать его высотой около 80 см – это позволит сварщику работать в удобной позе.
При самостоятельном изготовлении конструкции из профильных труб следует придерживаться следующих габаритных размеров:
- от пола до рабочей поверхности – примерно 70–85 см;
- рабочая зона минимум 80×100 см;
- защитный короб высотой минимум 140 см от пола.

Чтобы сделать стол, необходимы следующие детали:
- 4 уголка 25х25 длиной 46 см с концами, срезанными под углом 45°;
- 4 уголка 25х225 длиной 76 см с концами, срезанными под углом 45°;
- 4 металлических профиля 30х230х21,5 длиной 76 см (из них делают ножки стола);
- 2 стальных 3-миллиметровых листа 44,5х75 см (для изготовления полок);
- 2 метровых профиля 60х240х22 мм;
- 2 профиля 60х240х22 мм длиной 72 см;
- 8 профилей 40х230х21,5 длиной 72 см;
- 2 поворотных колесных опоры со стопорами;
- 2 колесных опоры.
Для нарезки металлопроката используется болгарка или отрезная пила, края и поверхность обрабатываются, чтобы не было заусенцев.
Изготовление столешницы.
Для изготовления контура столешницы используется профиль 60х240. Во время сборки необходимо следить, чтобы углы и диагонали были равными.

Для изготовления внутренней решетки используются отрезки профиля 30х230, которые при помощи сварки соединяются с контуром на одинаковом расстоянии друг от друга. Для обработки сварных швов необходимо воспользоваться угловой шлифовальной машинкой.
По бокам коротких сторон в нижней части столешницы можно прикрепить ручки прутков размерами 8–12 мм, чтобы облегчить перемещение конструкции при необходимости.
Ножки для стола.
Ножки крепятся к углам рамы столешницы. Сначала они соединяются с помощью точечной сварки, после чего угол их установки проверяется при помощи уголка и металлической линейки. Угол между ножками и столешницей должен составлять ровно 90°, иначе конструкция не будет устойчивой. Ножки можно оснастить креплениями для колес, особенно если вы намереваетесь перемещать стол по мастерской. Если же он будет размещен на постоянном месте, то колесики стоит заменить небольшими металлическими квадратиками, увеличивающими устойчивость конструкции и защищающими пол от повреждений.
После того как угол крепления ножек будет выровнен, они прочно привариваются и дополнительно скрепляются легкими уголками на расстоянии 20 см от концов. Последние привариваются плоской стороной вниз, образовавшееся углубление используется для размещения полочки, которая подходит для хранения сварочного оборудования, материалов, маски и пр.
Ножки можно дополнить кронштейнами и крючками, на которые будут вешаться кабели, держатели и т. п. Для их изготовления подойдет стальной прут и тщательно зачищенные большие гвозди.
Защитный короб.

Для изготовления защитного короба – приспособления, предохраняющего от брызг горячего металла во время сварочных работ и шлаков в процессе зачистки поверхности заготовок – используют тонколистовой металл, для каркаса берутся легкие уголки. Для крепления короба к столешнице используются штифты. Работая с деталями, габариты которых превышают размеры столешницы, необходимо снимать короб.
Под рабочей поверхностью стола можно разместить емкость с невысокими бортиками, куда будут собираться окалина и шлаки, образующиеся в процессе зачистки швов. Емкость необходимо приварить к столу под небольшим наклоном, в таком случае отходы будут собираться внизу лотка.
Для хранения инструментов используют металлический ящик, который может быть заменен тумбой с полками.
Сборка.
Изготовление сварочного стола и его сборка выполняются при помощи:
- сварочного аппарата;
- электродов;
- болгарки с отрезным диском и диском для зачистки;
- набора ручного слесарного инструмента;
- метровой линейки, уголка, рулетки.

Сборка состоит из следующих этапов:
- раскрой заготовок, проверка размеров и углов на соответствие чертежу;
- сборка столешницы – контура, затем ребер;
- приваривание ножек;
- присоединение нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж емкости для отходов;
- финальная зачистка швов, удаление заусенцев и неровностей;
- нанесение грунта и краски;
- установка листа OSB.
Также можно дополнить стол ручками, облегчающими его перемещение, и крючками для крепления проводов.
Покраска стола.
При самостоятельном изготовлении сварочного стола его покрывают краской. Предварительно сварочные швы зачищаются и обрабатываются антикоррозионным средством. Если для окрашивания используется краскопульт или баллончик с краской, то колеса конструкции следует защитить полиэтиленом, в противном случае велика вероятность их заклинивания.
Краску необходимо выбирать, которая подходит для работы с металлами, например, можно пользоваться жаростойкими эмалями для радиаторов отопления. Также хорошие результаты показывает железный сурик, который следует обработать горелкой, пока он не обуглится, тогда покрытие будет прочным и термостойким.
Какой сварочный стол выбрать: рекомендации специалистов

При выборе подходящего стола необходимо ориентироваться на площадь, которой вы располагаете, а также на выполняемые задачи. Если сваркой вы занимаетесь время от времени в небольшом гараже, то подойдет откидной верстак для сварочных работ. Работать за простым стационарным или мобильным столом удобнее, но и места они требуют больше. Тем, кто ценит комфорт во время работы, стоит рассмотреть вопрос самостоятельного изготовления сварочного поворотного стола с круглой столешницей и жестко закрепленной опорой.
Если же вы занимаетесь сложными работами, то оптимальным вариантом станет стол, на котором расположено станочное оборудование. При покупке готового станка обращайте внимание на дополнительные комплектующие и их актуальность для вас лично.
При выборе удобного и надежного сварочного стола придерживайтесь таких рекомендаций специалистов:
- защитите рабочую зону экраном, выполненным из огнестойких материалов;
- необходимая жесткость конструкции обеспечивается за счет ее веса, который должен быть минимум 180–200 кг;
- при изготовлении сварочного стола нельзя использовать энергосберегающие лампы, поскольку стекло маски не поглощает их свет, соответственно, возникают блики;
- неплохо сделать поворотную платформу;
- при отсутствии встроенной вентиляции, необходим передвижной вентилятор, оснащенный магнитными присосками на всасывающем рукаве.
Основы техники безопасности при работе за сварочным столом

Есть несколько присущих сварке факторов, которые оказывают негативное влияние на здоровье сварщика, а именно:
- высокая температура;
- разбрызгивание расплавленного металла;
- интенсивное ультрафиолетовое излучение;
- риск поражения электрическим током;
- вероятность падения тяжелых предметов.
Для их минимизации необходимо следовать определенным правилам:
- Помещение, в котором проводятся работы, должно хорошо проветриваться, иметь принудительную приточную и вытяжную вентиляцию.
- Прежде чем приступать к работе, необходимо проверить, нет ли на сварочном оборудовании механических повреждений, ослабленных контактов, не нарушена ли изоляция.
- Следует работать исключительно со средствами индивидуальной защиты (пользоваться маской сварщика, респиратором, защитными перчатками с крагами, надевать огнеупорную одежду и обувь).
- Рабочее место и подходы к нему должны быть свободными.
- Выполнение работы со случайных опор запрещено.
- Обрабатываемые детали должны быть надежно закреплены при помощи крепежных приспособлений.
- Расстояние от мест хранения легковоспламеняющихся и огнеопасных жидкостей/материалов до сварочного стола должно быть не менее 5 м.
При строгом соблюдении перечисленных правил здоровье и жизнь сварщика не будут подвергаться риску.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Оснастка сварочного стола

На скорость и эффективность работы мастера-сварщика влияет не только уровень его квалификации, но и обстановка рабочего пространства. Подходящая оснастка сварочного стола позволяет действовать быстрее и качественнее. О том, как должен быть оборудован сварочный стол, читайте в нашей статье.
Требования к оснастке сварочного стола
Разумеется, наличие подготовленного рабочего места не является обязательным требованием для выполнения сварочных работ, но профессиональный стол позволит выполнять более объемные заказы без особых затруднений.
Основные требования к оснастке:
- определенное расположение изделий в пространстве, в том числе узлов, состоящих из нескольких компонентов, – это дает возможность избавиться от ручной подгонки;
- соответствие готовой конструкции чертежам и требованиям технической документации;
- соединение деталей производится при соблюдении требований к размерам межкромочного пространства;
- беспрепятственный доступ ко всем соединениям для зачисток, прихваток и сварки основных скрепляющих швов;
- эргономичная сборка, увеличенная производительность, возможность выполнения качественных швов;
- обеспечение безопасности мастера во время выполнения работ любой сложности, в том числе, во внештатных ситуациях (ослабление крепления, разбор фиксирующей конструкции и т. д.).
В процессе работы изделия необходимо фиксировать. Для этого в оснастке сварочного стола используются специальные зажимы. Они бывают гидравлические, механические и пневматические. Для того, чтобы избежать незапланированного ослабления крепежа и высвобождения изделия во время работы, пневматические и гидравлические фиксаторы оснащаются специальными звеньями для автоматического торможения.

Если вы работаете с зажимами-эксцентриками, позаботьтесь об их защите от попадания капель расплавленного металла. Современные аппараты не сильно разбрызгивают материал, но всего несколько капель может нарушить функцию приспособления.
Помимо основных требований, к качественной оснастке сварочного стола предъявляется ряд дополнительных:
- Жесткость, прочность и длительный эксплуатационный срок конструкции.
- Возможность быстрой установки и снятия элементов оснастки без заклинивания.
- Защита изделия и сварочного стола от налипания металлических брызг.
- Устойчивость элементов оснастки к высоким температурам.
- Быстрое отведение тепла. При длительной и интенсивной работе над одним узлом, температура существенно повышается. Для ее оперативного понижения следует использовать специальные инверторы, например, «Сварог».
- Возможность выполнения сварочных работ как в горизонтальной, так и в вертикальной плоскости, вариативность подбора углов.
Качественные фиксаторы должны адаптироваться к возможному увеличению объема изделия. Так, при сварке металл нагревается и расширяется. Закрепление детали должно быть прочным, но не слишком жестким. В противном случае может увеличиться температурное и усадочное напряжение, то есть сварочная сборка может быть деформирована.
Промышленные масштабы требуют особой оснастки сварочного стола. Ее разработка должна производиться в точности с техническим заданием, которое включает в себя:
- точные чертежи и отработанные схемы сборки;
- подробная схема помещения, включающая расположение проводки, вентиляции, водопровода, канализации и прочих коммуникаций с точным указанием давления и мощностей;
- определение вида сварочной конструкции, расположение ключевых узлов и мест сцепки, развиваемое усилие и т. д.;
- стационарный, подъемный, поворотный, подъемно-поворотный или смешанный тип устройства (в зависимости от принципа работы);
- проверенная методика присоединения дополнительных элементов к оснастке (сварка, закрепление в пазах, с помощью болтов и пр.), а также подробная схема включения данного стола в общий технологический процесс;
- указание срока службы основных модулей и дополнительных элементов, периодичности проведения технического обслуживания, а также допустимой производственной нагрузки.
В соответствии со степенью сложности процесса, а также объемами производства применяются современные высокотехнологичные сварочные аппараты: полуавтоматические, автоматические или роботизированные. Однако ни один из этих комплексов не справится со своей задачей в полной мере без подходящей оснастки сварочного стола.
Основные типы оснастки сварочного стола
Без четкой стыковки элементов качественной сварки не получится. Этап подготовки часто занимает больше времени, чем сам процесс. Для точного пространственного размещения материалов применяются различные элементы оснастки. Их можно разделить на две группы: установочные (для точного расположения объекта) и закрепляющие (чтобы избежать его смещения во время работы). К первой группе относятся: шаблоны, направляющие, призмы, упоры, угольники. Ко второй: зажимы, прижимы, тиски, струбцины, стяжки, распорки и др. Поговорим подробнее о каждом из них.

Это зажимы, которые позволяют закрепить элемент оснастки под любым углом. Приспособление может иметь множество размеров и конфигураций. Традиционно, сварочная струбцина состоит из штифта (рамы), на которую крепятся зажимы. Как элемент сварочной оснастки стола d16 она устанавливается в перфорированное отверстие и может фиксироваться быстрозажимными крепежами (по типу эксцентриковых).
В некоторых случаях удобнее использовать сварочные зажимы, которые занимают на столе меньше места, чем струбцины. Фиксация оснастки происходит за счет сжатия ручек. Размер зева у них – регулируемый. Откалибровать зажимы можно с помощью крутящегося механизма или передвижного штифта.

Эти приспособления предназначены для того, чтобы разместить на рабочем столе объемные детали, например, трубы или предметы прямоугольной формы. Чтобы предмет не смещался, поверхности сварочной призмы скрепляются под углом (чаще всего 90° или 120°). Они могут крепиться к поверхности или располагаться автономно. Имейте в виду, что такое приспособление для оснастки сварочного стола может царапать изделие. Если такой эффект категорически нежелателен, отдайте предпочтение призме из полиамида, а не металлической.
Нередко можно встретить сварочный стол, полностью состоящий из отдельных чугунных пластин. Это существенно снижает его стоимость и дает возможность замены модулей при необходимости.
Чугун – уникальный материал. Он обладает низкой теплопроводностью, поэтому не будет нагреваться при длительной работе аппарата. Он износостойкий и устойчив к деформациям, что значительно увеличивает срок его эксплуатации. Кроме того, к такому материалу не прилипают металлические брызги.
Это приспособление предназначено для фиксации изделия на период работы. Как правило, оно применяется, когда мастеру нужно использовать сразу обе руки. Существует несколько видов тисков: C-образные, U-образные и др.
Для работы с трубами применяются специальные тиски, которые соединяются между собой и образуют своеобразную цепь. Такая оснастка обеспечивает неподвижность изделия на рабочей поверхности – центраторе.
Столы для сварочных работ, сделанные из цельных плит, имеют более ровную поверхность, что положительно влияет на качество сцепки. Их размер подбирается в зависимости от изделий, с которыми работает мастер.
Большим преимуществом такой оснастки является нанесенная разметка, в соответствии с которой легко размещать детали.
Сварочная оснастка стола d16 происходит довольно просто. Плита имеет сеть отверстий, в которые легко вставлять и закреплять необходимые приспособления.
В процессе выполнения сварочных работ выделяются химические вещества, которые вредны для организма человека. Сегодня многие мастера работают в закрытых помещениях, потому, чтобы не получить дозу токсинов, следует использовать специальные мощные вытяжки – сварочные рукава.
Их преимущества заключаются в простоте монтажа, устойчивости к высоким температурам, эластичности и возможности позиционирования в нужном положении.
Не все элементы изделия располагаются в одной плоскости. Для обеспечения точной сцепки объемных конструкций следует оснастить сварочный стол специальными упорами. Наиболее динамичными и подстраиваемыми являются эксцентрики. Их можно установить, повернуть, наладить или отсоединить с помощью пары движений.

Упоры подразделяются на статичные (постоянные) и динамичные (откидные). Второй вариант оснастки чаще используется на промежуточных этапах работы.
Станина (основание) стола для сварки выполняется из прочных материалов, способных выдержать большой вес. Наиболее современные экземпляры имеют регуляторы высоты ножек. Иногда для удобства перемещения станину делают складную или на силиконовых колесиках.
Сварочные работы выполняются при электрическом токе высокого напряжения, поэтому так важно позаботиться о безопасности мастера. Как правило, кабель заземления присоединяют к кронштейну, установленному на углу рабочей поверхности.
Такая оснастка необходима для фиксации деталей под определенным уклоном. Существует несколько разновидностей этих приспособлений: шаблонные угольники с фиксированными углами или поворотные, которые могут изменять конфигурацию.
Отдельные модели оснащены встроенным электромагнитом. Так, во время работы мастер его включает и деталь фиксируется. По завершении процесса магнит отключается и изделие легко отделяется.
Иногда такой фиксации недостаточно. В этом случае помогут приспособления с механическим или гидромеханическим зажимом. С такой оснасткой можно не переживать, что деталь переместится во время сварки.
Крепежная оснастка сварочного стола
Для соединения элементов сварочного стола и крепления оснастки вполне можно использовать обычные болты и гайки, но для увеличения срока службы оборудования лучше отдать предпочтение специальным крепежам, изготовленным из вороненой стали. Существует несколько видов крепежей. Так, есть болт быстрозажимной, зажимной с потайной головкой, соединительный, позиционирующий, магнитный. Поговорим подробней о каждом из них.
Быстрозажимной болт используется для оснастки сварочного стола. Он устанавливается в отверстие и быстро фиксируется за счет четырех твердосплавных шариков на наконечнике. К преимуществам такого крепежа относятся:
- современная, надежная и эргономичная конструкция;
- возможность фиксации одной рукой, что существенно экономит время мастера;
- для затягивания используется шестигранный ключ, что увеличивает закрепляющие свойства болта;
- изготовлен из высокопрочного материала;
- твердосплавные шарики обеспечивают быструю и надежную фиксацию;
- не деформирует перфорированные отверстия стола;
- имеет специальные выступы и прорезиненные кольца, которые препятствуют попаданию пыли и грязи в отверстия и обеспечивают дополнительную плотность сцепления;
- имеет направляющие, с помощью которых болт легче устанавливается в отверстие;
- он универсален: его можно использовать как для соединения столов, так и для закрепления оснастки.
Зажимной болт с потайной головкой по своей конструкции напоминает быстрозажимной, но отличается формой. Такой крепеж характеризуется:
- потайной головкой, которая не оставляет заметной выпуклости над фиксируемой деталью;
- имеет высокую твердость, для большей надежности материал болта подвергается воронению;
- легко фиксируется при помощи шестигранника;
- применяется для соединения столов и закрепления на них оснастки (за исключением приспособлений U-образной формы);
- легко вставляется и извлекается благодаря направляющей канавке;
- четыре твердосплавных шарика надежно закрепляют болт в отверстии (но не пригодны для работы в пазах).
Соединительный болт предназначен для долговременного скрепления деталей. Он имеет потайную головку и демонстрирует внушительные фиксирующие свойства. Крепеж отличается:
- наличием внутреннего шестигранника и способностью к самоцентровке, что положительно влияет на силу его сцепления;
- надежной фиксацией посредством шестигранного ключа;
- долговечностью сцепления;
- потайной головкой, благодаря которой наличие крепежа не влияет на комфорт работы мастера;
- дополнительной прочностью, которая обеспечивается укреплением материала воронением.
Позиционирующий болт используется для временной фиксации оснастки сварочного стола и, как правило, применяется вместе с более надежными крепежами. Его преимущества заключаются в:
- скорости установки;
- экономической выгоде (такой болт в два раза дешевле быстрозажимного, поэтому при фиксации шаблона можно использовать один – быстрозажимной, другой – позиционирующий);
- с его помощью легко изменять угол скрепления шаблонов;
- сделан из прочного, долговечного материала.
Быстрозажимной болт имеет рукоятку-рычаг, с помощью которой происходит крепление. Таким образом, не нужно проводить дополнительных манипуляций и использовать шестигранный ключ. Такой крепеж:
- быстро и надежно фиксирует оснастку сварочного стола;
- не требует больших усилий для закрепления;
- не нуждается в дополнительных приспособлениях;
- имеет удобную рукоятку (хромированную или покрытую силиконом).
Магнитный болт применяется там, где невозможно использовать стандартные зажимы, например, при работе с тонкими материалами или с замкнутыми конструкциями. Он:
- имеет несколько вариантов силы удержания: 20–25 Н (для 16 серии); 50–70 Н (для 28 серии);
- устанавливается непосредственно в перфорированные отверстия;
- не требует больших усилий для закрепления;
- не нуждается в дополнительных инструментах;
- изготовлен из прочной стали, подвергнутой воронению.
Приспособления для сварочного стола

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Читайте также: