Столешница из фанеры для верстака
Обновлено: 19.05.2024
Постройка столярного верстака – задача достаточно сложная. Тем не менее, собственноручно собранный станок позволит работать в удобной, комфортной обстановке. Для этого требуется не только продумать эргономику рабочего пространства и правильно подготовить проект сооружения, но и выполнять работу в полном соответствии с рекомендациями профессиональных столяров. Только тогда полученное изделие будет прочным и устойчивым, радуя своего хозяина на протяжении долгих лет службы.
Проект и чертежи
При разработке конструкции столярного верстака важнейшими критериями являются высота, конфигурация и оснащение. Кроме этого, надо обязательно учитывать, кем будет эксплуатироваться рабочий стол — левшой или правшой.Учитывая, что работать за столярным верстаком придётся подолгу, высоте будущего сооружения должно уделяться самое пристальное внимание. Для людей среднего роста специалисты рекомендуют делать стол не выше 90 см.
Определяя расстояние от пола до столешницы, лучше всего ориентироваться не на среднестатистические параметры, а на особенности собственной анатомии. Оптимально, если верхний срез ножек будет находиться на одном уровне с кистями рук. Если вы рассчитаете этот параметр с учётом толщины столешницы, то работать за таким верстаком без устали можно будет в течение нескольких часов. Крышка станка может изготавливаться из досок, деревянного массива или фанеры и представляет собой наборную конструкцию. Использовать ДСП или OSB в этих целях не рекомендуется. Профессиональные столяры давно уже определили оптимальный размер столешницы — максимум 2 м в длину и 0.7 м в ширину. На таком верстаке с одинаковым удобством можно изготовить и сборную деревянную дверь, и небольшую форточку.Проектируя сооружение, не стоит забывать и о прочности несущего каркаса. Для опорных элементов конструкции используют брус сечением не менее 100х100 мм. В качестве продольных и поперечных усиливающих элементов допускается использование реек и бруса сечением поменьше — от 50 – 60 мм и более. Стыки деталей монтируют на шипы или шканты, для прочности используют мебельные уголки и другую арматуру, а все соединения выполняют при помощи болтов и саморезов. Гвозди обеспечить требуемую устойчивость и фундаментальность конструкции не смогут.
Нередко каркас, или по-другому станину верстака, изготавливают из металла. Несмотря на то, что этот материал позволяет с меньшими трудозатратами сделать конструкцию с регулируемой высотой, профессиональные столяры предпочитают полностью деревянные конструкции.
Далее рассмотрим проект столярного стола¸ изготовленного из фанеры, а точнее из двух склеенных между собой фанерных листов толщиной 1.8 мм. Габариты крышки — 150х60 см. По краям столешница имеет усиление из фанерных полос, что увеличивает её толщину до 72 мм. К слову, представленные размеры не являются догмой и могут быть при необходимости скорректированы в соответствии с потребностями и особенностями конкретного помещения, используемого под мастерскую.
Необходимые инструменты и материалы
Фанера толщиной 18 мм является достаточно дорогим материалом (цена одного листа размером 1.5х1.5 м составляет более 700 рублей без учёта стоимости доставки). Для нашего проекта потребуется как минимум два листа этого материала. Немного сэкономить можно, если купить один, более габаритный лист размерами 2500х1250 мм. Дополнительно при возможности постарайтесь приобрести обрезки фанеры шириной не менее 300 мм, которые пойдут на усиление крышки верстака по периметру.Дополнительно для строительства столярного станка потребуются:
- деревянный брус сечением не менее 100х100 мм — для опор;
- брус или рейки сечением не менее 60х60 мм — для элементов усиления каркаса; Выбирая пиломатериал для столярного верстака, тщательно осматривайте заготовки на предмет отсутствия сучков и трещин. Помните о том, что эти детали будут работать под длительной нагрузкой;
- электрическая дрель с набором обычных и перьевых свёрл;
- отрезки досок длиной не менее 1.5 м для подкладывания под струбцины;
- столярный клей. Хороший результат можно получить, воспользовавшись отечественным клеящим составом «Момент Столяр»;
- мебельные болты с гайками и саморезы;
- дисковая пила;
- столярный угольник;
- длинное правило (не менее 2 м);
- уровень строительный;
- шпатель зубчатый с размером вырезанных секторов не ниже 3 мм;
- столярные струбцины.
Струбцины, необходимые для сжимания фанерных листов при склеивании, должны быть прочными и надёжными. Если вы непрофессиональный столяр и не имеете качественного инструмента, то можно обойтись недорогими зажимными приспособлениями китайского производства. Разумеется, число подобных устройств должно быть удвоено.
Инструкция по изготовлению
Для изготовления столешницы отрежьте дисковой пилой две заготовки. Если вам удалось приобрести фанерный лист максимальной длины, то от него надо отпилить одну заготовку длиной 1520 мм. Разрезав её пополам, вы получите две детали 1520х610 мм. После этого правилом проверьте у каждого листа вогнутую и выпуклую стороны. Это даст возможность правильно сориентировать листы при склеивании.
Нужен столярный верстак? Процесс изготовления с чертежом)))
Верстак для гаража и мастерской

Приветствую всех!
Верстак в гараже это одна из самых нужных вещей!
Верстак стал моей первой серьезной работой с металлоконструкциями и их сваркой))). Поэтому, это мое тренировочное изделие))). Весь металлопрокат был запасен моим отцом еще в советское время и лежал без дела, поэтому мои затраты на данное изделие были минимальными)
Итак, обо всем по порядку:
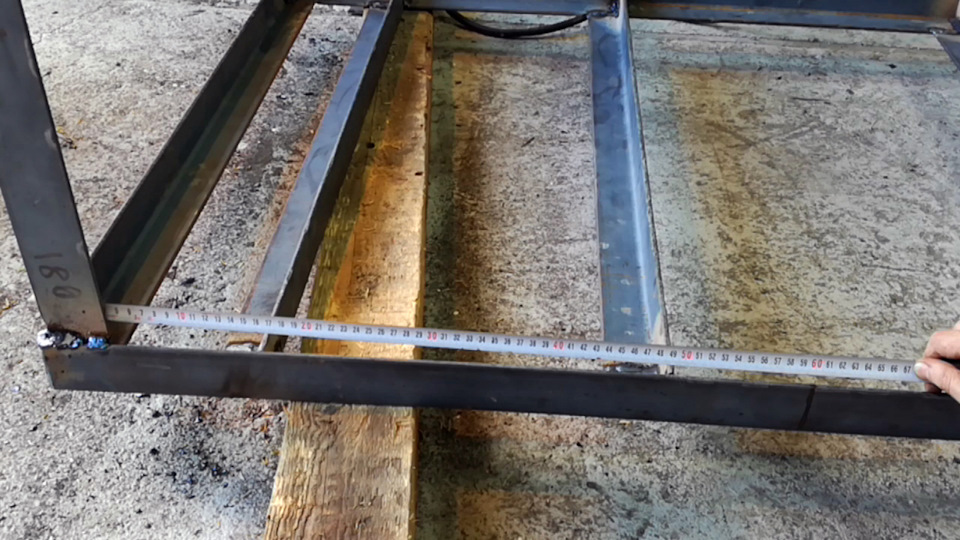
1. Столешница – размеры 203х87 см.:
-металл на рамку: Уголок 50х50х5 мм. – 203 см. х 2 шт., 87 см. х 2 шт. Запиливаем под углом 45 градусов и варим рамку;
-металл на перемычки рамки: Уголок 50х50х5 мм. – 86,5 см. х 4 шт. По концам заготовок осуществляем выборку одной полки 50 мм. и 5 мм. в другой полке. Делаем для того, чтобы в процессе приварки поперечины образовали единую плоскость с рамкой. Заранее продумываем, где будут установлены тиски и размещаем одну из перемычек на необходимом расстоянии.




2. Стойки (ноги) верстака: Уголок 50х50х5 мм. – 90 см. х 4 шт. Отпиливаем, привариваем.

3. Между двумя стойками верстака (по его длине) привариваем поперечную планку на расстоянии 15 см. от пола. Уголок 50х50х5 мм. – 200 см.

4. Между двумя стойками верстака (по его ширине) привариваем планки на расстоянии 15 см. от пола. Уголок 40х40х4 мм. – 84,5 см. х 2 шт. По концам заготовок осуществляем выборку одной полки 50 мм. и 5 мм. в другой полке. Делаем для того, чтобы в процессе приварки поперечины образовали единую плоскость с поперечной планкой.



5. Далее начинаем формировать ящики (тумбы) верстака. Готовим детали: уголок 40х40х4 мм. – 74 см. х 4 шт. Привариваем их на расстоянии 60 см. от каждого края верстака, если считать по длине верстака.


6. Соединяем свободные концы ранее приваренных заготовок. Готовим детали: уголок 40х40х4 мм. – 81 см. х 2 шт. С одной стороны заготовки осуществляем выборку 40 мм. Делаем для того, чтобы в процессе приварки поперечины образовали единую плоскость под полку верстака. Другой конец заготовки приваривается встык.


7. Соединяем полученные рамки ящиков верстака с крайними стойками (ногами) верстака: уголок 40х40х4 мм. – 51,5 см. х 2 шт. (у меня получилась разница по месту 0,5 см., т.о. одна деталь вышла 51 см.).


8. Оба каркаса ящиков в верстаке готовы.
9. В левом ящике я предусмотрел две полки. Одна уже сформирована, для другой полки готовим детали: уголок 40х40х4 мм. – 84,5 см. х 2 шт. Привариваем их на высоте 35 см. от нижней полки.


10. Привариваем к стойкам (ногам) верстака площадки из металла толщиной 6 мм. Размер площадки 7 см. х 7 см. Эти площадки позволят в дальнейшем облегчить передвижение верстака, а также прикрепить к полу гаража.
11. На этом этапе предварительно зачистил сварочные швы и покрасил рамку верстака (можно конечно это сделать после завершения всех сварочных работ).


12. На получившийся каркас верстака уложил лист толщиной 6 мм. Габаритные размеры листа 203 см. х 87 см. Лист был гнутый, поэтому просверлил его в нескольких местах и притянул болтами. Затем прихватил его со всех сторон сваркой, снял болты и заварил места сверления и зашлифовал их.


13. Обезжирил получившуюся столешницу и покрыл преобразователем ржавчины. Рабочую поверхность верстака краской не покрывал.

14. Далее устанавливаем верстак на свое место и крепим его анкерами 10 х 150 мм. Всего я использовал 4 анкера: 2 анкера на стене, 2 анкера на пол. Сверлим металл, бурим бетон и устанавливаем анкеры.


15. На правой тумбе верстака я решил сделать ящик (сейф) для инструмента, чтобы можно было его закрывать на замок. Сначала была идея делать несколько выкатных ящиков под инструмент, но впоследствии от этой идеи я отказался.
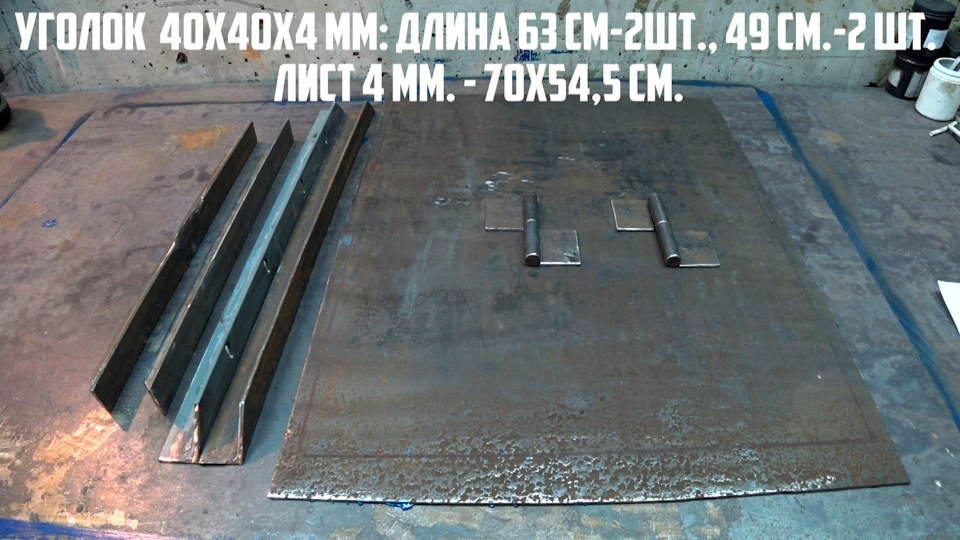
16. Первое, что нужно сделать ящика это дверь. Готовим детали: лист 4 мм. с габаритными размерами 70 см. х 54,5 см., уголок 40х40х4 мм. – 63 см. х 2 шт., 49 см. х 2 шт. Из уголка готовим усиливающую рамку на дверь, затем привариваем ее к листу. Заранее проверяем, как спозиционировать рамку на листе.
17. Привариваем петли к двери и к верстаку. На одной части петли, которая приваривается к верстаку дополнительно приварил кусочек листа 4 мм., чтобы петли были на одной плоскости с каркасом верстака.
18. Устанавливаем замок. Также сделал с обратной стороны двери страховочные уголки, в случае если спилят петли, то дверь с петель не снять. С противоположной стороны от петель приварил на каркас верстака кусок арматуры 10 мм. длиной 68 см., как страховку от поддевания края двери монтажкой.

19. Далее устанавливаем заднюю стенку ящика. Лист 4 мм. – 58 см. х 73 см.
20. Формируем полки ящика. Всего в ящике будет 3 полки. Одна полка уже есть – нижняя часть ящика, осталось еще две. Готовим детали: уголок 40х40х4 мм. – 82,5 см. х 4 шт. По концам заготовок осуществляем выборку одной полки 40 мм. и 4 мм. в другой полке. Делаем для того, чтобы в процессе приварки образовалась единую плоскость с остальной частью ящика и возможно было впоследствии приварить боковые листы на ровную поверхность. Расстояние между полками 25 см.

21. Нижний лист ящика до начала приварки полок положил на свое место. Побоялся, что его потом не установлю (хотя напрасно). Размеры листа: Лист 4 мм. – 58 см. х 82 см.
22. Устанавливаем правую стенку ящика. Лист 4 мм. – 70 см. х 85 см.
23. Устанавливаем левую стенку ящика. Лист 4 мм. – 74 см. х 83 см. Сверху привариваемого листа можно сделать усиление кусками уголка (приварить их к столешнице, а потом к ним приварить лист).
24. Зачищаем все сварочные швы.
Над верстаком на стене закрепил фанеру толщиной 15 мм., чтобы впоследствии размещать на ней необходимый инструмент. Фанера закреплена на расстоянии 4-5 мм. от столешницы верстака. В случае если производить на верстаке работы, связанные с вибрационным воздействием (бьем, колотим и т.д.), то это расстояние спасет нас от падения инструмента со стены на верстак)))). Габаритные размеры фанеры 152,5 см. х 152,5 см., — 1 шт., 65см. х 152,5 см. – 1 шт.
26. Из фанеры 15 мм. изготовил полки в ящики верстака: 58 см. х 84 см. – 2 шт. (левый ящик), 58 см. х 79 см. – 2 шт. (правый ящик).
27. Красим все элементы и вот такой результат получился.

Пока делал верстак, попутно еще и тиски восстановил: восстановление тисков
Зная общую потребность в основных материалах, для себя можете посчитать затраты по ценам вашего региона:
— уголок 50х50х5 мм. – 14,86 м.;
— уголок 40х40х4 мм. – 14,53 м.;
— фанера 15 мм. (152,5 х 152,5 см.) – 3 листа;
— лист 6 мм. – 203х87 см.;
— лист 4 мм. – 3 листа 100 см. х 200 см. (70 см. х 54,5см, 58 см. х 73 см., 58 см. х 82 см., 70 см. х 85 см., 74 см. х 83 см).
— арматура диам. 10 мм. – 68 см.;
— анкеры 10 х 150 мм. – 4 шт.;
— петли приварные – 2 шт.;
— электроды МР-3 – 1 пачка (3 кг.);
— краска по металлу 3в1 – 2 литра;
— краска ПФ-115 – 3 литра.
Из всех материалов, использованных для верстака я купил фанеру, замок, электроды, петли и краску. Остальное все уже было в наличии.
Всем удачи и пока!
23 апреля 2020 Метки: верстак в гараж , верстак в мастерскую , верстак своими руками , недорогой верстак , самодельный верстак , слесарный верстак
Столешницы для верстаков в Москве
Столешница - один из основных элементов конструкции любого верстака. Именно на него приходится основная нагрузка во время выполнения рабочих манипуляций. На различных участках производства, рабочих местах станций техобслуживания и автосервисов города Москва, столешница для верстака слесарного подвергается различным нагрузкам: механическим, тепловым, воздействию химических веществ, влаги, масел и т.д.
Столешницы для верстаков «Classic» ( 3 )
Артикул 01.310GL
Цена 5923₽
| Ширина , мм | 1000 |
| Глубина , мм | 686 |
| Высота , мм | 27 |
| Вес , кг | 20 |
Артикул 01.314GL
Цена 7318₽
| Ширина , мм | 1390 |
| Глубина , мм | 686 |
| Высота , мм | 27 |
| Вес , кг | 27,5 |
Артикул 01.319GL
Цена 10106₽
| Ширина , мм | 1900 |
| Глубина , мм | 686 |
| Высота , мм | 27 |
| Вес , кг | 40 |
Столешницы для верстаков «Premium» ( 6 )
Артикул 11.9911
Цена 6375₽
Артикул 11.9921
Цена 6918₽
| Ширина , мм | 745 |
| Глубина , мм | 620 |
| Высота , мм | 35 |
| Вес , кг | 14 |
Артикул 11.9913
Цена 10795₽
Артикул 11.9914
Цена 17378₽
Артикул 11.9923
Цена 12216₽
Артикул 11.9924
Цена 18497₽
Столешницы для верстаков «TITAN» ( 11 )
Артикул 41.801
Цена 9184₽
Артикул 41.807-G
Цена 12102₽
Артикул 41.804
Цена 10195₽
Артикул 41.802
Цена 11534₽
Артикул 41.803
Цена 16786₽
Артикул 41.810; 41.811; 41.812
Артикул 41.814; 41.815
Артикул 41.805
Цена 14202₽
Артикул 41.806
Цена 20692₽
Цена 18512₽
Артикул 41.809-G
Цена 27457₽
В зависимости от основных действий, которые выполняются на верстаке, определяется наиболее подходящий тип покрытия:
Манипуляции, связанные с ударными воздействиями, отлично выдерживают столешницы из шлифованной влагостойкой фанеры. Они прочны, отлично поглощают звук, прекрасно вписываются в большинство помещений благодаря привлекательному внешнему виду. Также фанерная столешница для верстака столярного - лучшее решение при необходимости оборудовать в Москве рабочее место нестандартных размеров или формы.
Для выполнения несложных работ в комфортных условиях школьного класса или домашней мастерской подходят столешницы из буковой фанеры с покрытием из полиуретана. Они станут лучшим выбором также для лабораторных комнат в школах и других учебных заведениях города Москва, проведения электромонтажных работ. Важно, что такой вариант не подойдет для рабочих мест, на которых используется ударное оборудование. Для них лучше подойдет металлическая столешница для верстака.
Эксплуатация в сложных условиях, при перепадах температур, а также проведение работ по пайке, промыванию деталей и механизмов, выполнению манипуляций с сильными ударными нагрузками (такими как воздействие ножовкой, сверлами и т.д.) требует от поверхности столешницы для верстака столярного быть максимально прочной. Оптимальный выбор, чтобы обустроить такой верстак - столешница из металла. Компания “Феррум” предлагает покупателям из Москвы и других городов варианты из влагостойкой шлифованной фанеры с кожухом из оцинкованной стали различной толщины (1,5 или 3 мм). Столешница верстака оцинкованная имеет еще одно преимущество: выполнить уборку и удалить все загрязнения с ее поверхности не составит труда.
Нередки случаи, когда под воздействием нагрузок столешница для верстака приходит в негодность и требует замены. Выгоднее всего столешницы для верстаков купить в городе Москва вы сможете напрямую у производителя - компании “Феррум”. Мы предлагаем как стандартные варианты, так и изготовление под заказ (например, если необходима перфорированная столешница для верстака).
Мастер-класс по изготовлению столярного верстака
Для изготовления верстака нам предстоит пройти несколько этапов изготовления, как минимум нам нужно начертить или найти чертеж столярного верстака. Определиться и найти древесину, ну и собственно сделать наш верстак.
Итак, приступим. Для начала закупаем материал. Обрезная доска - бук 50мм толщиной. Некоторое время даем материалу отлежаться в мастерской и производим грубую торцовку в размер с припуском 100 мм.


Далее, фугуем наши заготовки с двух сторон, проверяем угол и рейсмусуем третью сторону. И опять проверяем.





Заготовки для щита верстачной доски мы распускаем на брус и раскладываем на столе для последующей склейки. В работе используем столярный клеи семейства Titebond. Брус раскладываем фугованной стороной друг к другу, подбирая по волокнам торцы бруса так, чтобы направление волокон последующего не повторяло направления волокон предыдущего.




Затем, развернув брус, намазываем одну сторону клеем и закладываем в пресс. В наше мастерской для склейки щитов которые пойдут для изготовления верстака мы используем пресс Plano 1100.



В нашем случае, верстачная доска изготавливается из двух половинок, поскольку имеющйся в мастерской рейсмус не позволяет обрабатывать заготовки более 240-250мм шириной. При необходимости можно усилить давление пресса струбцинами.




Перед тем, как фуговать половинки щита, засохший клей лучше стесать или сошлифовать. Для этой цели выбрали старенький, видавший виды рубанок из дедушкиного сундучка. Далее, фугуем две стороны заготовок, рейсмусуем третью и получаем две вот такие половинки верстачного щита 40мм толщиной из массива бука.




Две половинки нашего будущего верстака сращиваем посредством Domino DF-500. Половинки закладываем в пресс и стягиваем.




Пока щит клеится, возвращаемся к нашим заготовкам. Итак, мы обладаем заготовками на ножки, обноску или точнее объвязку столешницы и царги. Все оставшиеся заготовки рейсмусуем в 40мм, калибруем в необходимый размер с припуском в 1мм, примерно, и снимаем этот миллиметр на рейсмусе.




Затем все заготовки торцуются с обеих сторон в размер, но заготовки на обноску столешницы - с припуском в 2-4мм.






Далее, нарезаем шип на обвязке верстачной доски. Подбираем фрезу необходимого размера, - мы выбрали прямую пазовую фрезу CMT на 19 мм. Для нарезания шипов используем самодельный шипорезный шаблон. Ручным фрезером посредством копировального кольца 30мм нарезаем шип глубиной 40-42мм (в зависимости от того, какой был оставлен припуск при торцовке обноски столешницы). Для этой операции мы использовали фрезер Festool OF-1400 EBQ.








Перед дальнейшей переклейкой щита и обвязки верстачной доски необходимо совершить еще несколько операций. Опиливаем и торцуем щит в размер с учетом размера, получившегося после нарезки шипов. Для этой цели использовалась Пила дисковая TS-55 EBQ Plus и шина-направляющая. Размечаем и рассверливаем отверстия для передних и задних тисков. Выставляем фрезу на глубину, равную толщине фанеры, используемой для дна лотка (мы же делаем верстак с лотком, а вы не знали?=)), в нашем случае - 6 мм. Фрезеруем в щите паз для дна лотка. В обвязке щита (задней) тоже фрезеруем паз фрезой 6мм на глубину 15мм. Для этого используем фрезерный стол Veritas.





Далее, размечаем места соединений для Domino и фрезеруем по разметке. Склеиваем сначала переднюю доску. Для этой цели не плохо подходят Струбцины Bessey TPN80S14BE, также для склеивания подходит ремень стяжной с храповым механизмом:






затем боковины и, пока сохнет, идем делать дно лотка.




Режем полоску фанеры 6 мм толщиной, немного уже, чем позволяют отфрезерованные в обноске столешницы пазы, торцуем немного короче, на 5мм, примерно, от предполагаемого чистового размера. Вставляем дно лотка в отфрезерованные пазы и склеиваем заднюю доску. Для склейки шипового соединения лучше использовать безводные клеи.





После высыхания фиксируем лоток верстака шурупами снизу и изготавливаем подъем лотка. В работе использовались шуруповерты Festool C 12 LI 1.5.







Теперь возьмемся изготавливать подверстачье для нашего несомненно столярного верстака. Заготовки размечаем по шаблону, и для соединения используем дюбельный фрезер Domino DF_700. Заготовки, где это необходимо, скругляем на ленточной пиле и делаем фаску, ну, как понятно, опять-таки на любимом фрезерном столе Veritas. Затем склеиваем ножки в прессе или стягиваем струбцинами.






Далее рассверливаем царги. Фрезеруем фаску. Размечаем и рассверливаем ответные отверстия на ножках подверстачья. В работе на сверлильном станке здорово облегчают жизнь быстрозажимные струбцины KLI16.




Изготовление губок верстачных тисков. Напиленный фугованный брус клеится в прессе. Переклейка фугуется, рейсмусуется, затем - разметка и рассверливание отвестий.




После разметки губки тисков скругляются на ленточной пиле и устанавливаются на верстак.




Для боковых тисков используем винт для тисков HV-516, для передних, как правило, винт для тисков HV-515. Многое зависит от габаритов верстака. Ручки для тисков изготавливал посредством настольного пробочника Veritas а шайбы - на простом сверлильном станке. Шайбы крепятся к ручке шкантами.





Далее верстак шлифуется, в работе активно используем абразивы Mirka. Рассверливаются ряды отверстий, в нашем случае - 19мм сверлом Форснера D19 Fisch 031701900. Все острые кромки скругляются фаской. В отделке верстака используется шпаклевка Rustins и антисептик Pinotex. Некоторые заказчики просят изготовить верстак без покрытия и шпаклевки, с тем, чтобы покрыть в дальнейшем более износоустойчивой химией самостоятельно.

Читайте также: