Стол с вакуумными присосками
Обновлено: 14.05.2024
Вакуумные столы – это вид технологической крепежной оснастки, который, на ряду с магнитными столами, является примером использования альтернативных методов удержания заготовок перед традиционным механическим крепежом.
Практическое применение вакуумных столов на современных станках с ЧПУ переводит производство на новый качественный уровень, позволяя увеличить точность изготовления деталей и повысить производительность основного оборудования. Например, при групповой обработке на вакуумном столе производительность станка может увеличиться в 2-3 раза!
В настоящее время вакуумный прижим является практически безальтернативным средством по удобству применения, точности позиционирования и качеству готовых изделий при обработке тонкостенных деталей типа корпус, лицевых панелей приборов, авиационных панелей и композитов.
Производственно-технический центр «ВЕКТОР» является поставщиком полного спектра самых современных и технологичных вакуумных столов для заводов приборостроения, авиастроения, электромеханики и предприятий ВПК.
- Фрезерование корпусных деталей из сплавов алюминия;
- Фрезерование и гравирование лицевых панелей приборов;
- Фрезерование авиационных панелей;
- Фрезерование композитных материалов;
- Шлифование и фрезерование титановых листов;
- Шлифование стали, стекла и керамики;
- Групповое фрезерование и одновременное разделение корпусных компонентов из одной заготовки.
- корпусные детали с тонкими стенками, (закрепление в тисках приводит к короблению)
- заготовки, обрабатываемые по контуру (механические прижимы закрывают зону обработки);
- тонколистовые заготовки (вибрация деталей при обработке, подрывы);
- деформация не жестких закрепляемых участков детали при локальном механическом креплении;
- поочередная обработка мелких деталей на станке значительно уменьшает его производительность.
Принцип действия вакуумных столов
Принцип работы вакуумной оснастки основан на создании области перепада давления, на границе которой и установлена заготовка. При этом на нее действует прижимающее усилие, создаваемое атмосферным давлением, что при нормальных условиях равно 760 мм рт. ст., и составляет около 1 кгс/см2. То есть, на пластину размером 20х30 см будет действовать усилие прижима, равное 600 кгс! И это усилие будет возрастать пропорционально площади закрепления.
Создание вакуума производится вакуумными насосами различной мощности, в зависимости от типа и размера стола. Некоторые типы насосов позволяют работать в условиях обильной подачи СОЖ в зону обработки.
Примеры типовых деталей для вакуумной фиксации:
Типовые детали для групповой обработки:
Компания «ПТЦ «ВЕКТОР» предлагает заинтересованным организациям и предприятиям:
- решётчатые вакуумные столы, создающие замкнутый контур обрабатываемых заготовок;
- перфорированные вакуумные столы;
- вакуумные столы VAC-MAT;
- шлицевые столы, ориентированные на работу с мелкими деталями, либо заготовками, имеющими множество отверстий;
- столы с пористыми вставками, позволяющими вести сухую обработку сверхтонких заготовок типа фольги;
- столы с промежуточными матами из жёстких и мягких фрикционных полимеров;
- столы с модульными системами Flip-Pod;
- вакуумные блочные надставки;
- специальные вакуумные столы;
- комбинированные решения.
На данный момент мы занимаемся поставками и обслуживанием продукции во всех регионах России, в том числе в Санкт-Петербурге, Екатеринбурге, Новосибирске, Красноярске, Рязани, Калуге, Пензе, Перми и других городах РФ.
Для того, чтобы обработать Ваш запрос, нам необходима следующая информация:
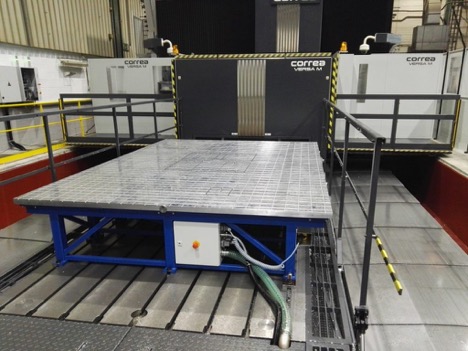
Вакуумные столы для портальных фрезерных станков

На авиационных заводах часто встречаются задачи по фрезерной обработке крупногабаритных листовых материалов и плит из алюминиевых сплавов. Причем габариты деталей могут быть до 30 метров длиной и до 4 шириной.
Для обработки таких изделий используют портальные фрезерные центры с большими ходами по осям X и Y (от 3000х1000 до 32000х4000 мм).
Почему же вакуумный стол является наиболее эффективным решением для фрезерной обработки крупногабаритных листовых заготовок? Чтобы разобраться с этим вопросом необходимо разобраться, как зажимаются заготовки на столе станка в большинстве случаев?
Самый распространенный метод крепления крупногабаритных деталей – это использование механических прижимов. Данный способ является самым простым и экономным решением, но обладает и рядом существенных недостатков.
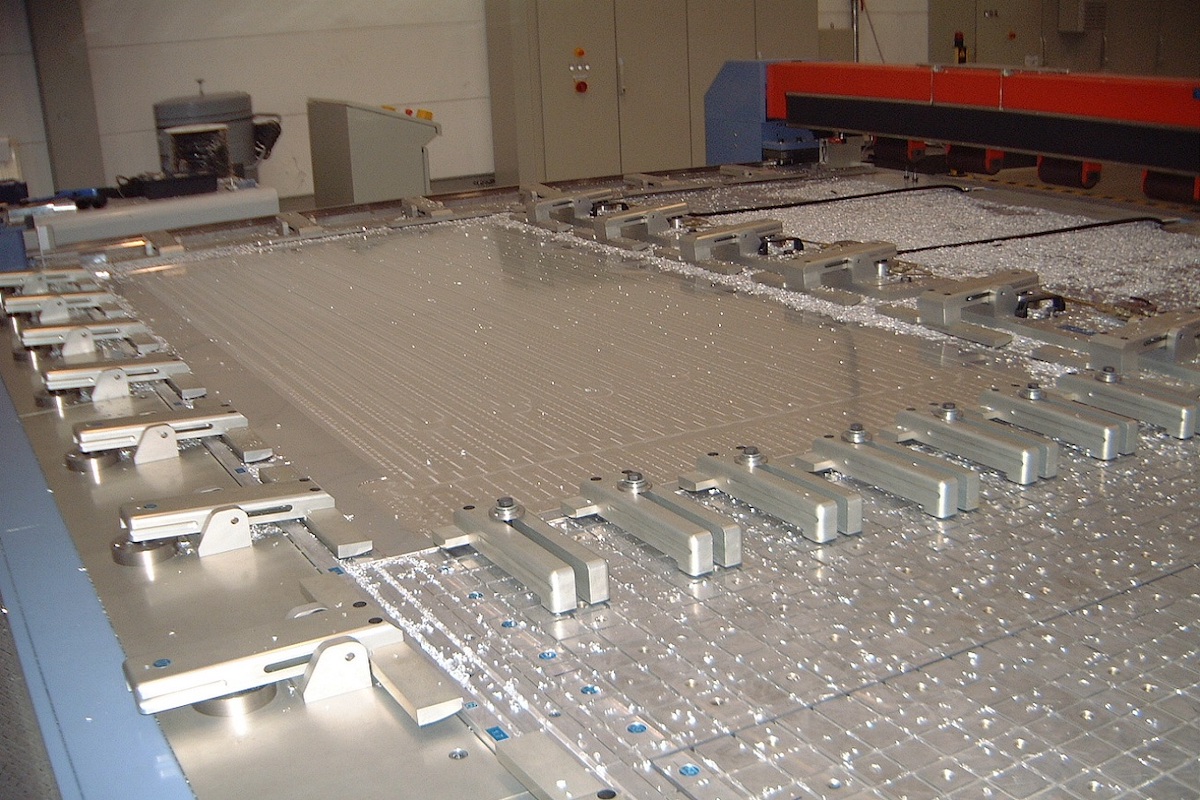
Механическое закрепление всегда воздействует на определенную зону заготовки, закрепляя деталь не полностью, а локально. При этом остальная, незакрепленная часть заготовки удерживается только за счет собственной жесткости. Поэтому, когда во время механической обработки фреза отходит от места зажима, начинаются вибрации незакрепленной части заготовки, что, в свою очередь, ухудшают качество фрезерованной поверхности, уменьшают точность изделия и уменьшают ресурс режущего инструмента.
Также существенным недостатком является время закрепления и раскрепления заготовки. Чтобы закрепить крупногабаритную заготовку необходимо использовать большое количество прижимов (от нескольких десятков до сотни мест крепления). Таким образом, подготовительное время на зажим/раскрепление, в некоторых случаях, возрастает до часа на одну заготовку, вызывая тем самым простой станка. Ну и еще одним негативным фактором использования механических прижимов является закрытие зоны обработки.
Режущий инструмент не может обработать деталь под прижимом, поэтому во время обработки необходимо делать паузы для переустановки механических зажимов. Именно поэтому на предприятиях используют припуск на заготовке и устанавливают прижимы вне зоны обработки. Но такой подход значительно увеличивает расход материала.

Многолетняя практика показала, чти лучшим решением в этой области является применение вакуумных столов. Преимущества, которые получаем в итоге:
- Возможность обработки деталей за 1 установ сразу с 5-ти сторон. В том числе, включая сквозную обработку (перфорированный вакуумный стол)
- Исключение вибраций за счет равномерного распределения усилия прижима под всей поверхностью детали заготовки.
- Значительное уменьшение времени подготовительных операции по зажиму зажиму/раскреплению/перезажиму детали.
- Минимальное время переналадки на другой габарит обрабатываемой детали.
- Повышение точностных параметров и чистоты обработанных поверхностей изделия.
- Сокращение до минимума брака.
- Уменьшение влияние человеческого фактора.
- Увеличение ресурса режущего инструмента.
- Возможность удобной боковой загрузки и позиционирования крупногабаритных деталей за счет эффекта воздушной подушки (перфорированный вакуумный стол).
- Удобство работы для оператора станка.
Специалистами ООО «ПТЦ «ВЕКТОР» разработаны несколько видов вакуумных столов для авиационной тематики, в том числе, с возможностью работы в условиях обильной подачи СОЖ в зону обработки:
Все эти типы вакуумных столов работают по таким же принципам, как и вакуумные столы из области приборостроения, но отличаются большими габаритными размерами и увеличенным растром. Более подробное описание метода работы этих типов вакуумных столов можно посмотреть, перейдя по вышеуказанным ссылкам.
Решетчатый вакуумный стол
Решетчатый вакуумный стол является самым простым решением, когда детали не требуется обрабатывать насквозь и в заготовках изначально нет отверстий и окон. Данный тип стола не поддерживает возможность боковой загрузки и позиционирования заготовок на воздушной подушке. Из расходных материалов применяется вакуумный шнур диаметром от 6 до 10 мм для образования замкнутого контура по периметру заготовки.

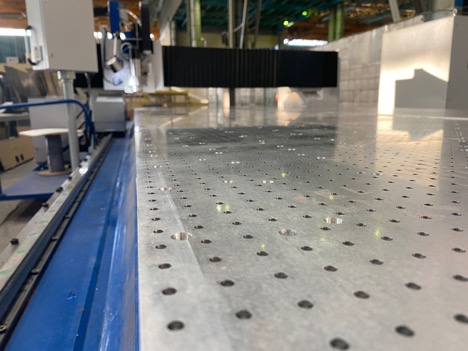
Перфорированный вакуумный стол
Перфорированный вакуумный стол – самое современное и универсальное решение. Такой тип стола позволяет решать любые задачи в области фрезерной обработки крупногабаритных деталей, а именно:
- С опцией «воздушная подушка» есть возможность боковой загрузки и позиционирования заготовок на вакуумном столе без применения грузозахватных и грузоперемещающих механизмов. В этом случае вакуумный стол работает в режиме реверса. Подача сжатого воздуха в тысячи небольших отверстий диаметром 0,3 мм образует воздушный подшипник между вакуумным столом и заготовкой. Тяжелая деталь начинает легко скользить по поверхности вакуумного стола и таким образом позиционируется в необходимом положении оператором. Далее вакуумный стол переводится в режим закрепления и в отверстия подается уже не сжатый воздух, а вакуум. Происходит зажим детали. Таким же образом, включая реверс, детали убирается с вакуумного стола на боковой вспомогательный стол.
- Использование перфорированного вакуумного стола позволяет производить сквозную обработку заготовок. При этом используется жертвенная подложка в виде перфорированных ковриков, или специального нетканого материала.
Производственно-Технический Центр «ВЕКТОР» проектирует, производит и вводит в эксплуатацию вакуумные столы любой сложности. Мы поставляем системы закрепления, основанные на методе вакуумного прижима «под ключ», от получения технического задания до пуско-наладки и гарантийного обслуживания.
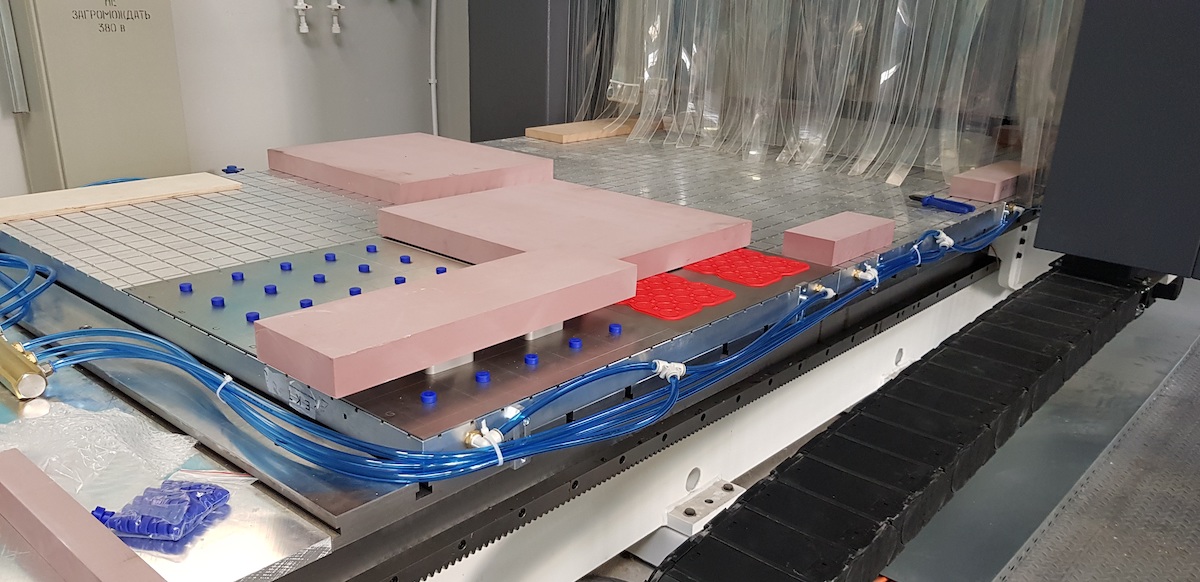
Вакуумные столы для работы с полимерными ковриками

На предприятиях авиакосмической отрасли часто встречаются задачи по обработке крупногабаритных заготовок не только по поверхности, но и обработка габаритных размеров, сквозное сверление и выработка окон и тп. К тому же габаритные заготовки часто имеют серьезные отклонения от плоскостности, вплоть до нескольких миллиметров. Выполнение подобных задач на классическом вакуумном столе грозит повреждением рабочей поверхности вакуумного стола, сложностями в закреплении и удержании деталей из-за разгерметизации системы.
В таких случаях на помощь приходят столы со специальными полимерными ковриками VAC-MAT. На поверхности коврика располагаются многочисленные отдельные присоски разного размера с отверстием посередине и приподнятым бортиком. Бортики во время вакуумирования приподнимаются и закрепляют листы даже со значительными неровностями. Это позволять фиксировать материалы «в состоянии поставки» и обрабатывать базовую поверхность, контуры, вскрывать сквозные окна и отверстия, фрезеровать сложные контуры. Коврики позволяют работать с СОЖ. После сквозной обработки детали достаточно всего лишь заменить поврежденные коврики и закреплять заготовки другой конфигурации без каких либо дополнительных переналадок. Столы VAC-MAT могут быть изготовлены по габаритам Заказчика.
Преимущества технологии VAC-MAT:
- Фиксация деталей с неровностями (листы в состоянии поставки, забои, задиры, неплоскостность, коробление)
- Мгновенная фиксация детали (нет необходимости прокладывать уплотнение, расставлять прижимы, вины, изготавливать ложементы, дополнительные переналадки)
- Возможность обрабатывать детали сразу с 5 сторон за 1 установ (в т.ч. сквозная обработка с СОЖ)
Плоские вакуумные блоки
Плоские вакуумные блоки служат для поднятия заготовки над поверхностью стола и возможности обработки с 5-ти сторон без использования расходных материалов. Присоски имеют магнитную основу и могут быть установлены в нужных местах под заготовкой. Использование возможно как совместно с решетчатыми столами и специальными адаптерами, так и отдельно (каждый блок запитывается вакуумом через отдельную трубку).


3D вакуумные блоки для криволинейных деталей
При возникновении задач по обработке деталей со сложной пространственной геометрией возможно использовать симбиоз модульной оснастки VECTOR и вакуумных блоков различной конфигурации. Благодаря многообразию элементов можно создать практически любую конфигурацию быстропереналаживаемой оснастки. Вакуумные трубки подводятся индивидуально к каждой присоске. Технология позволяет производить легкую обработку: обработку торцев, сверление отверстий, обрезание облоя. Данная технология нами уже внедрена и успешно работает в авиационной отрасли.
Вакуумные столы для станков с ЧПУ

Перфорированные вакуумные столы применяются на фрезерном, шлифовальном, гравировальном оборудовании для фиксации сложных деталей, имеющих большое количество сквозных отверстий, окон, со сложной геометрией контура.
Принцип работы:
Благодаря наличию множества вакуумных камер на поверхности стола, объединенных между собой особенностью конструкции, есть возможность установки заготовок в любом месте на рабочей поверхности. В камерах, полностью перекрываемых деталью создается разряжение, позволяющее надежно зафиксировать заготовку для последующей обработки.
Стол позволяет выполнять сквозную обработку с помощью специальных перфорированных ковриков или без них. Сетка отверстий на ковриках совпадает с расположением отверстий на поверхности стола. Также коврик помогает зафиксировать детали с неподготовленной поверхностью, сглаживая мелкие неровности заготовки.
Особенности:
- возможность расположить и фиксировать деталь в любом месте на рабочей поверхности, закреплять детали разной формы, а также одновременно фиксировать сразу несколько заготовок
- возможность закрепления плоских заготовок любой формы и любого характера (хрупкие, гибкие, тонкие)
- равномерный прижим по всей плоскости заготовки
- возможность работы с СОЖ
- возможно проведение сквозной обработки с помощью подложки
- широкие возможности по применению метода групповой обработки
- высокая точность изготовления (плоскостность рабочей поверхности 0,01/100 мм)
Все столы изготовлены из высокопрочного алюминиевого сплава. Конструкция столов обеспечивает высокие эксплуатационные характеристики, а также отличную геометрическую стабильность при длительном применении. Столы могут работать во влажной среде при обработке с применением СОЖ.
ПТЦ ВЕКТОР производит следующие виды перфорированных вакуумных столов:
Ознакомиться с данными столами подробнее можно в соответствующих разделах каталога.
Типичные вопросы:
При работе на перфорированном столе часть отверстий остаются открытыми. На других типах столов это приводит к разгерметизации и срыве детали. Как эта проблема решается здесь?
Диаметры всасывающих отверстий стола всего 0,3 мм. Такой малый диаметр не создает большого потока воздух внутрь вакуумного стола и, соответственно, не приводит к резкой потере вакуума в системе, позволяя продолжить работу. В то же время, при большой открытой площади перфорированного стола и использовании насоса малой производительности показания вакуума будут низкими и заготовка может быть недостаточно хорошо закреплена. Поэтому, как правило для перфорированных столов применяются вакуумные генераторы повышенной производительности.
Да. В этом случае необходимо применять только жидкостные насосы с запасом по производительности.
Практика показывает, что такого не происходит. Мелкие частицы стружки проходят внутрь вакуумного стола и попадают в фильтр грубой очистки на входе насоса. Более крупные частицы остаются на поверхности перфорированного стола или внутри камер, но не закупоривают отверстия и не оказывают влияния на силу закрепления.
В стандартном исполнении 0,01/100 мм. Если точность необходима выше, то есть возможность «пропылить» поверхность стола непосредственно на оборудовании заказчика и получить более высокую точность. По этой причине поверхность перфорированных столов не подлежит анодированию.
Для закрепления заготовок в состоянии поставки (без фрезерования базовой поверхности) необходимо использовать специальный перфорированный коврик для уменьшения зазоров между вакуумный столом и заготовкой.
Стол сохраняет работоспособность при многочисленных «зарезах», но чем больше повреждений, тем меньше будет усилие закрепления, вследствие меньшей герметизации системы.
В зависимости от размера детали и технологии обработки, от 0,02 до 0,1/100 мм.
Возможна обработка любого количества деталей, одновременно умещающихся на вакуумном столе.
Мелкие детали необходимо дополнительно удерживать на поверхности вакуумного стола. Для этого детали можно устанавливать без зазора между собой и, тем самым, создавать эффект совместного удержания. Или использовать пластинки вспомогательного материала, которые также могут крепиться на вакуумном столе и удерживать детали от сдвига.
Установка вакуумного стола возможна на любой фрезерный, гравировальный или плоскошлифовальный станок.
На нашем шлифовальном станке установлен магнитный стол. Снимать его для крепления вакуумного стола очень неудобно. Есть ли решения?
В случае крепления вакуумного стола на магнитный стол необходимо запросить дополнительную опцию. В этом случае, в нижней части вакуумного стола будут установлены стальные вставки.
Универсальный вакуумный стол из МДФ своими руками

В этой статье вы узнаете как сделать вакуумный стол из МДФ для фрезерного ЧПУ станка своими руками. А так же о том какие необходимы для этого материалы и инструменты, какой выбрать насос, и зачем делить рабочую область на зоны.

Вакуумный стол из МДФ
Необходимые материалы
Те из вас, у кого есть фрезерные станки с ЧПУ, знакомы с разочарованием при работе с зажимами или винтами для фиксации заготовки, а также с последующей обработкой, необходимой для вырезания и шлифования выступов. Универсальная вакуумная прижимная система может устранить многие из этих проблем. Вы просто кладете заготовку на рабочий стол, включаете вакуумный двигатель — и готово! Теперь у вас есть прижимная сила в несколько килограммов на квадратный сантиметр, удерживающая вашу заготовку.

Обычные вакуумные прижимные системы требуют, чтобы вы вырезали специальный вакуумный шаблон, чтобы надежно удерживать заготовку. Универсальные вакуумные столы позволяют захватывать заготовку в любом месте. Им нужен больший поток воздуха, так как они сравнительно негерметичны, но их намного проще использовать.
Однако есть некоторые ограничения для универсальных настроек. Небольшие детали и компоновки с множеством разрезов могут не иметь достаточной площади поверхности для поддержания сильного вакуума, что делает универсальный вакуумный стол идеальным вариантом для большинства применений, но не для всех.
Поверхность стола: основание, камера статического давления и выпускной патрубок

Устройство вакуумного стола
Поверхность универсального вакуумного стола состоит из трех склеенных между собой слоев. Во-первых, это основная плита , которая прикручивается к раме вашего ЧПУ и прикрепляется к трубопроводу вакуумной системы. Далее идет пленум . Он содержит решетку каналов воздушного потока, которые распределяют вакуум по всему столу. Последний слой — это прокачиваемая доска , пористая спойлерная доска, которая позволяет воздуху проходить через нее.

Нанесение дополнительных слоев герметика на обрезанные кромки МДФ.

Герметизация МДФ шпателем для дерева
Плинтус и камера статического давления обычно изготавливаются из древесноволокнистой плиты средней плотности (МДФ), так как это дешево и доступно в большом количестве. (Вы также можете сделать их из пластика высокой плотности, такого как АБС или ПВХ.) Эти слои МДФ пористые, и их необходимо герметизировать, чтобы обеспечить сильный вакуум. Вы можете использовать любой готовый герметик для дерева, такой как полиуретан на водной или масляной основе, герметики на основе эпоксидной смолы или даже клей для дерева, разбавленный водой. На обрезанные кромки МДФ следует нанести дополнительные слои герметика, так как они подвержены протеканию больше, чем верхняя и нижняя поверхности.

Добавление плиты прокачки
Доска для прокачки другая. Она должна быть достаточно твердой, чтобы поддерживать вашу заготовку, но достаточно пористой, чтобы воздух мог проходить через нее относительно легко. Рекомендуемый материал — МДФ Ultralite; он на 40% легче и пористее, чем обычный МДФ, за счет меньшего количества эпоксидных связующих. Перед тем, как приклеить прокладочную пластину к камере статического давления, вам необходимо снять более плотные верхний и нижний слои, поскольку они могут ограничивать поток воздуха, уменьшая вакуум.
Вакуум
Вакуумные системы варьируются от простых домашних установок с использованием Shop-Vacs(строительный пылесос) до коммерческих устройств, которые могут стоить больше, чем сам ЧПУ. Для большинства любителей и небольших производственных цехов Shop-Vac или базовый вакуумный двигатель более чем достаточно для систем вакуумных столов.

Вакуумный мотор
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.

Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
Вакуумные столы для фрезерных станков с ЧПУ

Вакуумные столы зачастую являются наилучшим решением для работы с плоскими листами, часто выполняемой на фрезерных станках с ЧПУ. Вы можете положить лист из МДФ непосредственно на вакуумный стол, и этого достаточно для обработки. В вакуумных столах могут быть предусмотрены зоны, которые вдобавок можно включать и выключать с помощью клапанов.
Принцип работы вакуумного стола
Вакуумные столы создают прижимную силу благодаря разности давлений под деталью, и атмосферным давлением, давящим сверху вниз. Каждый квадратный миллиметр площади, подверженной данной разнице, может иметь силу, достигающую 1-1.2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
Сила прижима пропорциональна разнице давлений и площади поверхности, Большая площадь на большой области может иметь внушительную силу. Квадратный участок 25 x 25 потенциально имеет 625 квадратных сантиметров, умноженных на 1,2 кг на квадратный дюйм, или около 750 килограмм удерживающей силы!
Однако, небольшие детали обладают значительно меньшей силой, удерживающей их. Необходимо понимать эту разницу.
Другой способ ограничения силы заключается в том, что вы не сумеете приложить вакуум ко всей нижней поверхности детали. Рассмотрим вакуумную систему из алюминия с незначительными вакуумными камерами под ней. Это выглядит приблизительно так:

Алюминиевый вакуумный стол
Теперь, чтобы деталь оставалась плоской и не искривленной, мы хотим, чтобы она располагалась на вакуумном столе. У нас возможно не будет большого вакуума нигде, помимо камер. В таком случае прижимная сила определяется площадью поверхности камер, а не площадью поверхности детали, а она заметно меньше площади поверхности детали.
Большинство вакуумных столов для фрезерных станков с ЧПУ позволяют избежать данной трудности посредством использования плиты МДФ поверх вакуумного стола для распределения вакуума. МДФ пористый, поэтому вакуум везде. Это работает хорошо, однако для этого требуется вакуумный насос, который сможет втягивать больший объем воздуха, потому что МДФ будет протекать везде, где на нем что-то не лежит.
Точно так же, как МДФ, для распространения вакуума, может использоваться ваша деталь, если она сделана из чего-либо проницаемого (пенопласт, МДФ и тому подобное) или если вы сделаете в ней слишком много сквозных отверстий во время обработки.
Последнее, что необходимо знать, это то, что две силы стараются сместить деталь на вакуумном столе. Одна — направлена в бок, другая — вверх. Боковое усилие — это сила трения между деталью и тем, на чем она лежит. Убедитесь, что поверхность вакуумного стола не очень скользкая, дабы выдержать эту силу. В большинстве случаев показатель трения будет таким, что для перемещения детали в сторону должно быть как минимум вдвое большее усилие, нежели для ее подъема.
Поднимающая сила, необходимая для преодоления удерживающей силы вакуумного стола, является просто параметром веса детали плюс прижимной силы вакуума. Если деталь приподнята даже немного, возможно, даже вы можете не видеть этого, вакуум протечет, и, если ваш вакуумный насос не будет обладать достаточной производительностью, деталь просто выскочит, когда давление упадет. Если подъемной силы достаточно, деталь может даже запустить через стол.
Вакуумные столы для фрезерных станков с ЧПУ своими руками
Создать вакуумный стол для вашего фрезерного станка с ЧПУ довольно просто. В этой статье мы рассмотрим множество идей, советов и ссылок на ресурсы, которые помогут вам в короткие сроки создать свой собственный проект вакуумного стола.
Необходимо ли мне покупать или я могу взять и собрать вакуумный стол на свой фрезерный станок с ЧПУ?
Нет времени собрать вакуумный стол с нуля? Не беспокойтесь, многие из них можно просто купить. Вот лишь несколько примеров на пробу:


Проектирование вакуумного стола своими руками
Если вы собираетесь установить вакуумный стол поверх существующего стола фрезерного станка с ЧПУ, то в первую очередь следует учитывать зазор по оси Z. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Еще одно важное замечание заключается в том, собираетесь ли вы создать какую-то конструкцию камеры статического давления или планируете фактически обрабатывать свой вакуумный стол. Обработанные столы могут быть более точными — более плоскими и квадратными. Они, безусловно, более прочные. Но стол типа пленума может быть дешевле в производстве и менее ограничен в отношении вакуумных проходов.
Имеется ключевой нюанс, который следует учитывать. Это способность стола удерживать вашу деталь в зависимости от площади ее поверхности, доступной для вакуума. Если деталь лежит на поверхности, непроницаемой для воздуха, то ее держат только проходы, создающие вакуум. На механически обработанном дюралевом вакуумном столе вы получаете низкий вакуум только на поверхности решетки, но не на всей площади поверхности, на которую опирается деталь. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Привлекательность того, что ваша верхняя поверхность сделана из чего то вроде МДФ, заключается в том, что она проницаема, и вакуум может проникать на всю поверхность нижней части детали. Впрочем МДФ, является менее точной опорой, нежели алюминий, и ему понадобится источник вакуума, который может откачивать больше воздуха в минуту, потому что существует значительно большая область, которая пропускает воздух.
Предполагая, что у вас нет гигантского вакуумного насоса с неограниченной производительностью, Существует способ, который действительно помогает. Это возможность зонировать области вакуума, дабы области, которые протекают (возможно, потому что деталь не находится на этих областях), могли быть отключены. от вакуума. Вот вакуумный стол с системой зонирования, которую очень удобно менять, элементарно открывая или закрывая отдельные клапаны:

Вакуумный стол с областью зонирования
Идеи по созданию вакуумных столов своими руками
Вот список фотографий и ссылок на различные проекты вакуумных столов своими руками. Это поможет вам в разработке собственного проекта вакуумного стола.

Типичный вакуумный стол из МДФ имеет монтажную панель с канавками и дренажную панель, которая позволяет вакууму просачиваться через его пористую структуру.
Читайте также: