Стол поворотный горизонтальный круглый
Обновлено: 17.05.2024
Свойства инструментальных материалов Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными и физико-механическими свойствами. Материал режущей части инструмента обладает большой твердостью и высокими значениями допустимых напряжений на изгиб, растяжение, сжатие и кручение. Твердость режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки. Углеродистые инструментальные стали содержат 1.0…1,3 % С. для изготовления инструментов применяют качественные стали У10А, У11А, У13А. После термической обработки стали имеют красностойкость 200…240 оС. При этой температуре твердость стали резко уменьшается, и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0.2. 0.3 м/с. Из этих сталей изготавливают метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров. Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом, вольфрамом, ванадием, кремнием и другими элементами. После термообработки легированные стали имеют красностойкость 220. 260 оС. По сравнению с углеродистыми легированные стали имеют повышенную вязкость в закаленном состоянии и более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0.25…0.5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют, стали 9Х ВГ, ХВГ, ХГ, 6ХС, 9ХС. Быстрорежущие стали содержат 5,5….19 % W, 0.7. 1.2 % С; 2. 10 % Со и V. Для изготовления инструментов используют стали Р9,Р12, Р18, Р6М3, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Во всех быстрорежущих сталях массовая доля хрома - 4%, поэтому в обозначении марки букву Х не указывают. Режущий инструмент из быстрорежущей стали, после термической обработки имеет красностойкость 600…640 оС и обладает повышенной износостойкостью, поэтому может работать со скоростями резания до 2 м/с. Для экономии быстрорежущих сталей режущий инструмент изготавливают сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают или соединяют механически с присоединительной частью из конструкционных сталей 45, 50, 40Х. К твердым сплавам относятся инструментальные материалы, состоящие из высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединяемых металлической связкой. Эти материалы изготавливают методами порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют и спекают при 1400. 1550 оС. При спекании кобальт растворяет часть карбидов и плавится. В результате получается плотный материал, структура которого на 80. 85 % состоит из карбидных частиц, соединяемых связкой. Твердые сплавы применяют в виде пластинок определенной формы и размеров, которые делят на три группы: - вольфрамовые - ВК2, ВК3, ВК3М, ВК8 и др; - титановольфрамовые - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; - титанотанталовольфрамовые - ТТ7К12, Т10К8Б. Пластинки твердого сплава обладают высокими износостойкостью и красностойкостью (800. 1250 оС), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическими способами. Наиболее широкое применение среди сверх твердых материалов (СТМ) получили материалы на основе кубического натрида бора (Эльбор, Гексанит - Р, Киборит и др.). Их выпускают в виде пластин различной геометрической формы, которыми оснащают режущие инструменты. СТМ применяют для тонкого, чистового точения и фрезерования закаленных сталей и чугунов. Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования. Оксидную "белую" керамику, состоящую из Al2О3 с легирующими добавками MgO, ZrO2 и др. применяют для чистовой и получистовой обработке незакаленных сталей и серых чугунов со скоростями резания до 15 м/с. Оксидно-карбидную "черную" керамику, состоящую из Al2О3, ТiC, ZrO2 и других карбидов тугоплавких металлов, применяют для обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей. Керамику на основе нитрида кремния применяют для получистовой обработки чугунов. Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла воспринимать ударную динамическую нагрузку. Инструментальные материалы должны обладать высокой красностойкостью (теплостойкостью), т.е. способностью сохранять твердость при нагреве. Красностойкость оценивают температурой, при которой происходит резкое снижение твердости материала. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и тем выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеивание размеров обработанных поверхностей. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов. Всем перечисленным требованиям в той или иной степени отвечают следующие материалы: инструментальные стали, твердые сплавы, синтетические сверхтвердые и керамические материалы, абразивные и алмазные материалы.
- Бруски шлифовальные
- Головки шлифовальные - наборы
- Диски сепарационные
- Зерно шлифовальное
- Круги вулканитовые
- Круги зачистные (обдирочные)
- Круги и пасты полировальные
- Круги отрезные
- Круги тарельчатые и чашечные
- Круги шлифовальные 2П,3П,4П,ПВ,ПВД и др.
- Круги шлифовальные ПП прямого профиля
- Круги шлифовальные лепестковые радиальные КЛ
- Круги шлифовальные лепестковые радиальные КЛО
- Круги шлифовальные лепестковые торцовые КЛТ
- Приспособления для правки кругов
- Сегменты шлифовальные
- Сетка абразивная
- Стенды балансировочные для шлифкругов
Поворотные и делительные столы
Предназначены для установки на фрезерные и сверлильные станки для точного позиционирования заготовки под разными углами относительно вертикальной или горизонтальной оси.





| Бренд: | CNIC |



| Бренд: | PROMA (Чехия) | |
| Изготовитель: | Китай |











Крепление столов осуществляется к Т-образным пазам станков болтами. Столы имеют маховик с помощью которого через редуктор происходит поворот план шайбы на нужный угол.Для удобства закрепления заготовки столы могут комплектоваться трех кулачковыми патронами или зажимными устройствами.
Столы поворотные.
Продажа столов поворотных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на столы поворотные запрашивайте в отделе инструментов.
7204-00-23-01, 400 мм ››
61П-17-000, 250 мм ››
РКВ 7205-4003, 250 мм ››
TS, 160-1250 мм ››
TS, 1600-2500 мм ››
TSL, 100-800 мм ››
TS13 500B ››
TSK (160-500 мм) ››
TK13 EL, с ЧПУ ››
Комплектующие и оснастка ››
Стол поворотный круглый с ручным и механизированным приводами 7204-0023-01 (400 мм).
Стол поворотный круглый с ручным и механизированным приводами предназначен для установки и закрепления деталей при обработке их на металлорежущих станках.
Стол 7204 0023 01 (400 мм) состоит из корпуса, планшайбы, червячного колеса и червяка.
Вращение стола поворотного круглого осуществляется при помощи червячной пары вручную ручкой маховика или механически от привода станка.
Размеры поворотного круглого стола с ручным и механизированным приводами 7204-0023-01:
| Размер, мм | А | В | D | F | G | G1 | H | К | L | М | N | О | Вес, кг |
| 7204-0023-01 | 400 | 130 | 40H7 | Морзе №4 | 14Н8 | 14Н11 | 63 | 18Н8 | 670 | 535 | 155 | 18 | 114 |
Цена деления шкалы лимба - 1 мин.
Цена деления шкалы планшайбы - 1 градус.
Технические характеристики поворотного круглого стола с ручным и механизированным приводами. 7204-0023-01:
| Наименование отклонений | Класс точности "Н" | Класс точности "П" | |
| Плоcкоcтноcть рабочей поверхности планшайбы | 20 мкм | 12 мкм | |
| Торцовое биение рабочей поверхности планшайбы | 25 мкм | 16 мкм | |
| Параллельность рабочей поверхности планшайбы основанию стола | 25 мкм | 16 мкм | |
| Радиальное биение центрального отверстия | у торца планшайбы | 16 мкм | 10 мкм |
| на длине 100мм | 25 мкм | 16 мкм | |
| Степень точности конуса по ГОСТ 2848 | АТ7 | АТ6 | |
Стол поворотный круглый фрезерный 61П-17-000 (250 мм).
Стол поворотный круглый фрезерный 61П-17-000 (250 мм) с ручным приводом спроектирован и изготовлен с учетом требований станкостроительной промышленности.
Стол круглый фрезерный предназначен для установки и закрепления деталей при обработке их на металлорежущих станках. Стол поворотный состоит из корпуса, планшайбы, червячного колеса и червяка.
Вращение стола 61П 17 000 (250 мм) осуществляется при помощи червячной пары вручную ручкой маховика.
Размеры поворотного круглого фрезерного стола 61П-17-000 (250 мм).
| Размер, мм | А | В | С | G | G1 | H | L | М | О | Вес, кг |
| 61П17-000 | 250 | 105 | 172 | 12Н9 | 12Н12 | 60 | 421 | 348 | 14 | 36 |
Класс точности стола - Н и П.
Цена деления шкалы лимба - 1 мин.
Цена деления шкалы планшайбы - 1градус.
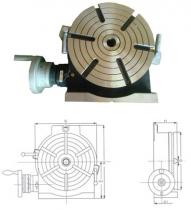
Стол круглый горизонтально - вертикальный РКВ 7205-4003 (250 мм).

Стол круглый горизонтально-вертикальный предназначен для установки и закрепления деталей
при обработке их на металлорежущих станках.
Стол РКВ 7205-4003 (250 мм) состоит из корпуса, планшайбы, червячного колеса, червяка.
Вращение осуществляется при помощи червячной пары вручную ручкой маховика.
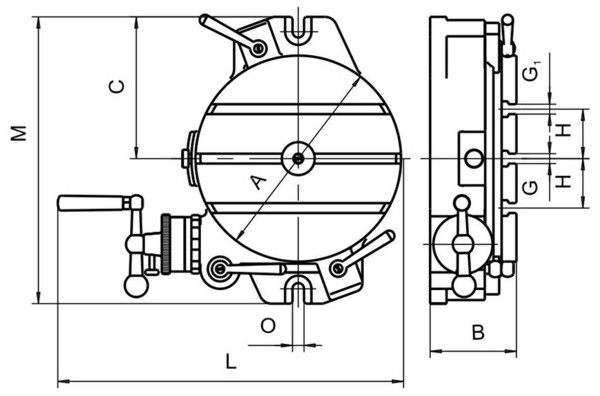
Размеры круглого горизонтально-вертикального стола РКВ 7205-4003 (250мм):
| Размер, мм | А | В | С | D | F | G | G1 | H | К | L | М | N | О | P | R | Вес, кг |
| РКВ 7205-4003 | 250 | 111 | 200 | 40H7 | КМ №4 | 12Н8 | 12Н11 | 63 | 14Н8 | 14Н8 | 338 | 495 | 140 | 306 | 14Н8 | 54 |
ИНСТРУМЕНТАЛЬНО - ПОДШИПНИКОВЫЙ ЦЕНТР
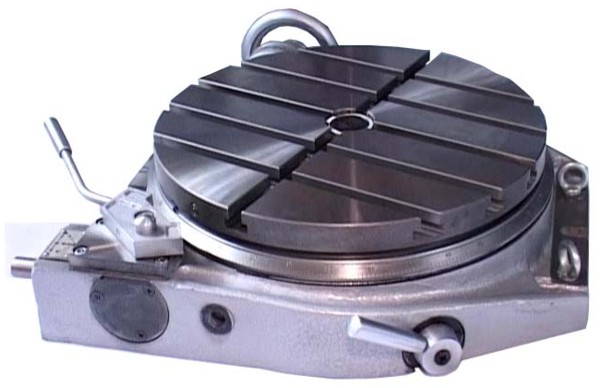
Стол поворотный горизонтально-вертикальный круглый d200мм с крепежным к-том

Стол поворотный горизонтально-вертикальный круглый предназначен для использования в качестве дополнительной оснастки преимущественно на универсальных фрезерных станках. Использование поворотного стола позволяет успешно выполнять такие операции как круговое фрезерование, сверление и обработка отверстий, фрезерование пазов и уступов, и других элементов детали через необходимые угловые расстояния. Защёлкивающиеся фиксаторы и кривошипный механизм разъединения надёжно фиксируют стол перед обработкой детали после поворота на необходимый угол. Градуировка шкалы лимба величиной 10”(секунд) и механизм микроподачи по 1’(минуте) способствуют удобной работе с применением поворотного стола.
Параметры:
- Диаметр планшайбы, мм - Ø200
- Конусность центровочного отверстия - KM3
- Ширина Т-образного паза стола, мм - 12
- Углы схождении Т-образных пазов - 90°
- Ширина паза крепления, мм - 14
- Модули червяка и червячной шестерни - 1,75
- Коэффициент подачи червячной передачи - 1:90
- Градуировка стола - 360°
- Поворот стола при одном повороте червяка - 4°
- Минимальное значение шкалы - 10"
- Точность показаний - 60 "
- Максимальный вес заготовки в горизонтальном положении, кг - 150
- Максимальный вес заготовки в вертикальном положении, кг - 75
- Вес, кг - 24.5
При работе стола в вертикальном положении, обрабатываемая деталь может фиксироваться в упорных центрах с использованием задней бабки (в комплект не входит). Для более точного и надежного деления на равные части от 2-х до 66-ти и на кратное 2-м, 3-м, и 5-ти, количеством частей от 67-ми до 132-х рекомендуется использовать делительные диски типов А и В, не входящие в стандартную комплектацию поставки горизонтально-вертикального делительного стола.
Величина отклонений по плоскости, параллельности и перпендикулярности поворотного стола составляет 0.020мм на длине 300мм. Радиальное биение центрального отверстия у торца планшайбы - 0.010мм, радиальное биение центрального отверстия на длине 100мм – 0.015мм, при использовании задней бабки – 0.020мм.
Комплектность:
- Стол поворотный в сборе;
- 3 станочных прижима
- 3 болта с гайками и шайбами;
- ручка маховика;
- паспорт.
Порядок работы и техническое обслуживание
Стол поворотный расконсервировать, ознакомиться с паспортом на изделие.
Закрепить стол на станок, затянув болт и прижим прилагаемыми гайками, затянув их гаечным ключом и проверив надежность крепления.
Через смазывающее отверстие произвести заливку смазки, визуально определив уровень через смотровой глазок. (В качестве смазывающей жидкости рекомендуется использовать индустриальное масло общего пользования серии ИГП или специальное масло серии ИНСп, или зарубежные аналоги).
Совместить нулевую отметку на лимбе с нулевой отметкой на неподвижном нониусе и зафиксировать данное положение фиксатором.
Ослабить фиксатор замка зацепления червячного механизма, повернуть зафиксированный механизм по часовой стрелке маховиком. (Червячный механизм выходит из зацепления).
Поворотом стола вручную совместить нулевую отметку на шкале стола с регулируемым нониусом станины.
Повернуть маховик против часовой стрелки до упора. (Червячный механизм входит в зацепление).
Зафиксировать замок зацепления червячного механизма.
Ослабить фиксацию отчетного механизма фиксатором.
(В дальнейшем поворот стола осуществляется маховиком на 4° за один полный оборот маховика).
Фиксация поворота стола в заданном положении осуществляется рычагами.
В вертикальном положении поворотный стол фиксируется при помощи прижимов.
По окончании работы необходимо очистить поверхность рабочей части стола и основных механизмов от стружки и пыли. При необходимости протереть все части стола насухо, используя ветошь.
Наши специалисты готовы ответить на любой Ваш вопрос!
Читайте также: