Стол под сверлильный станок своими руками размеры
Обновлено: 19.05.2024
В линейке сверлильных станков «Энкор» модель «Корвет-41» — самая «младшая». На сайте производителя она значится как «хит продаж», отзывы владельцев на форумах очень хорошие. И это не удивительно: при невысокой цене на ней можно выполнять множество работ по сверлению дерева, металла, пластика. Станок укомплектован тисками и подвижным (с поворотом) столиком для размещения детали. Значит, это должна быть небольшая деталь — пластина, брусок и т. д. Очевидно, что просверлить отверстие, например в панели из мебельного щита или ЛДСП, в таком состоянии станка не удастся.
Для любителей мастерить присадка мебельной фурнитуры — очень востребованная операция. Можно, конечно, использовать дрель, но 5-скоростной станок с асинхронным двигателем (фото 1a) в стационарных условиях предпочтительнее. О том, как легко и быстро сделать «Корвет-41» надёжным помощником мебельщика, и пойдёт речь ниже.
После сборки (1) используем станок по его прямому назначению — для сверления небольших деталей, необходимых для модернизации фрезерного стола. Потребность в таких работах всегда может появиться, поэтому оставляем эту функцию. А вот для использования станка в качестве присадочного необходим отдельный стол с упором. На нём будет размещаться укороченная опорная стойка того же диаметра (46 мм). Для перестановки станка с одной стойки на другую достаточно отвернуть два винта и снять верхнюю часть. Эту процедуру не придётся делать часто, «мебельное» положение — основное, а «слесарное» — дополнительное.
ПОДГОТОВКА К РАБОТЕ
Стол (тумбу) для сверлильно-присадочного станка я решил делать из ЛДСП своими руками. Ниже привожу пошаговую инструкцию по изготовлению. Панели с наклеенной кромкой (2) куплены в строительном супермаркете. В наличии были панели всех необходимых размеров только цвета светлый дуб, поэтому выбор пал на него. А столешница (размерами 1000х600 мм) — цвета алюминий. Начинаем с задней стенки. Для жёсткости она тоже из ЛДСП, ведь это подставка под станок, а не комод. Две детали — 800х300 и 800х400 мм — соединяем шкантами (3). Задействован кондуктор KWB (4) и остроконечные пробки для разметки (5). С помощью приспособления Line Master от KWB отпиливаем лишнее (6) от нижней полки. Аналогично поступаем и со сборной задней стенкой.
⇒ ПРИМЕЧАНИЕ: современная торговля достигла больших успехов в наклеивании бумажек со штрих-кодом: оторвать невозможно! Поэтому я стараюсь отпилить ту часть детали, где он имеется. Или поместить его вниз.
В нижней полке засверливаем отверстия под конфирматы диаметром 5 мм (7) и рассверливаем до 7 мм под утолщение (8). Соединяем нижнюю полку и заднюю стенку (9).
На получившуюся Г-образную конструкцию кладём боковую стойку и закрепляем её конфирматами. Процесс последовательно проиллюстрирован на фото (10–14). То же самое — с другой стороны (15). Закрепляем «копыта» (16). А это новая деталь в мебельном деле — «подстолешница» (17). Она завершает пространственную конструкцию (18). Пилить её не нужно: как была 800х400 мм, так и прикручивается. В итоге пилить пришлось всего две детали — составную заднюю стенку и нижнюю полку, которые изначально имели ту же длину — 800 мм.
С «подстолешницей» соединяется столешница — снизу саморезами. Они будут как одно целое, что повысит несущие свойства.
⇒ ПРИМЕЧАНИЕ: сборка прошла очень быстро — вот почему подавляющая часть мебели делается из ЛДСП. Но мы в наших мастер-классах всё равно будем стараться по-максимуму использовать дерево!
СБОРКА ТУМБЫ
Такую огромную тумбу обязательно нужно приспособить для хранения вещей, например свёрл, кондукторов, мебельной фурнитуры. Значит, необходимы полки и дверцы.
Удивительно, но факт — в магазине все панели нужного цвета из ЛДСП разобрали. остаётся привычный мебельный щит из сосны. Но как жёстко закрепить полки, чтобы от возможной вибрации при работе станка они не двигались? И в то же время дерево должно иметь возможность свободно расширятся или сужаться…
В «древней» мебели полки часто лежат на брусках. Хорошая идея, но тогда и сверху нужно прижать таким же бруском. Получится что-то типа полочки в коробке-органайзере. Можно вынимать полки, переставлять на нужную высоту и даже использовать составные, что позволит задействовать все обрезки.
Из обрезков пилим бруски (19), затем торцуем пачками (20) и строгаем по три-четыре штуки (21). Закругляем фаску, чтобы полку было удобно вставлять (22, 23). Предварительно сверлим и зенкуем (24, 25, 26).
С помощью палочек-шаблонов крепим первый брусок (27). И то же самое — с другой стороны (28). Кладём полку, можно из двух и более частей (29). Закрепляем сверху брусками (30).
ИЗГОТОВЛЕНИЕ ДВЕРОК
Для тумбы и фрезерного стола я решил сделать дверцы. Брус и для обвязки — из берёзы, вставки — бамбуковое полотно, наклеенное на фанеру.
После склейки в струбцинах (31) придаём заготовкам прямоугольную форму и заданные размеры при помощи дисковой пилы (32).
Фрезеруем кромку (33, 34). Шлифуем её (35). Покрываем рамки лаком.
⇒ ПРИМЕЧАНИЕ: о существовании этого замечательного фрезера я узнал… из нашего же журнала. «Интерскол» ФМ-55/1000Э имеет всё необходимое — плавный пуск, сменяемую базу. Фрезер укомплектован прочным параллельным упором. Мощность 1 кВт идеальна для этой работы, а малый вес позволяет иногда вести инструмент одной рукой, что повышает производительность.
ИЗГОТОВЛЕНИЕ УПОРА И СТОЙКИ
Теперь необходимо изготовить упор. Для этого в том же супермаркете куплены две алюминиевые трубы длиной 1 м и сечением 25х25 и 25х12 мм.
Пока станок в «слесарном» положении, просверлим в них необходимые отверстия. Соединяем трубы вместе и посредине, в 9 мм от нижней кромки, сверлим отверстие диаметром 6 мм (36). С помощью того же сверла и надфиля вырезаем проём (37) для гайки (38). Ставим мебельный болт М6 и отрезаем ему шляпку (39). Получаем штырь для задания положения мебельной детали, когда будем сверлить чашку под эксцентрик.
Этот же штырь центрует оба профиля. Так вместе и будем сверлить их для соединения винтами (40). Снаружи отверстие рассверливаем под головку винта (41, 42). А сзади затягиваем гайкой (43). Такие же два отверстия нужно просверлить в квадратной трубе для постоянного крепления её к столу.
В заданном положении крепим тремя болтами укороченную стойку (44). У меня нашлась похожая, от другого станка (45), и диаметр совпал. Если нет готовой стойки, её можно сделать из трубы и листа металла (46). У стойки должна быть строго перпендикулярная опорная поверхность (47). Если отсутствует возможность обзавестись второй стойкой, можно отпилить и «родную», особенно если для вас актуально только «мебельное» использование.
Снимаем верхнюю часть станка (48) и ставим на новое место (49). Вставив в патрон сверло с центром, делаем на столешнице отметку (50).
Отступив от полученной отметки 34 мм (51), ставим упор (квадратная алюминиевая труба) перпендикулярно оси стола (34 мм — это расстояние от кромки до центра чашки эксцентрика). Сквозь имеющиеся в трубе отверстия размечаем точки её крепления (52). Сверлим отверстия (53) и закрепляем трубу (54).
Удачно подошли сборочные саморезы от раздвижных дверей шкафа-купе.
Неплохо бы проверить, что получилось. С помощью кондуктора сверлим в торце обрезка отверстие диаметром 6 мм (55). Используя это отверстие, подводим брусок к упору (там есть штырь) и сверлим чашку под эксцентрик (56). Всё, как положено (57)! Не забываем установить нужную глубину чашки (58).
Для монтажа мебельной конструкции отверстие диаметром 6 мм под шток эксцентрика всегда легко рассверлить до требуемого диаметра (например, 7 мм) сверлом по металлу.
Теперь будем сверлить чашки диаметром 35 мм и глубиной 11,5 мм для установки петель. К имеющемуся упору добавляем профиль толщиной 12 мм (59), закрепляем его (60). И опять пригодились винты от дверей (от опорных роликов) шкафа-купе (61). Расстояние от упора до центра отверстия уже не 34 мм, а 22, что и нужно для чашки петли: 22 мм — это сумма радиуса чашки (17,5 мм) и отступа от края двери (4,5 мм).
⇒ ПРИМЕЧАНИЕ: отступ может варьироваться для разных моделей петель. Он зависит от высоты установочной площадки, толщины материала корпуса и заданного смещения дверей от корпуса. Например, у фирмы Hettich значение отступа сведено в таблицы в зависимости от вышеназванных параметров, и среднее значение составляет как раз 4,5 мм.
ФИНАЛЬНЫЙ ЭТАП
Выставляем заданную глубину (62) и сверлим (63). И снова всё точно (64)! Только стружки больше.
Единственный узел станка, который подвергся доработке, это упор для задания глубины сверления. Вместо пластикового кольца и шпильки с указателем был изготовлен металлический «силовой» упор, поскольку именно жёсткое ограничение глубины чашки необходимо для качественной присадки фурнитуры.
На станке сверлим чашки под петли и ставим петли на дверцы. Монтажные планки устанавливаем на стойки корпуса (65). Эти петли — быстрого монтажа — просто защёлкиваются на планках. А для снятия двери достаточно нажать кнопку сзади петли. Это удобно, скажем, для смены полок или изменения их высоты.
Тумба получилась очень вместительная (66). И смотрится аккуратно (67).
Подставка для сверлильного станка 2М112.

Приветствую Всех!
Ну вот как бы уже по традиции начинаю восстановление очередного станка. На этот раз берусь за сверлилку 2М112. И естественно решил сварить под него тумбу. Набросал примитивный чертежик и понеслось. Так как станки занимают немало места, я решил поставить их на колеса.
Первым и самым главным делом является точная раскройка и нарезка нужного металла. На этом-же этапе удобнее всего очистить его от ржавчины (Если есть). Сразу заодно разделываю кромки для сварки.
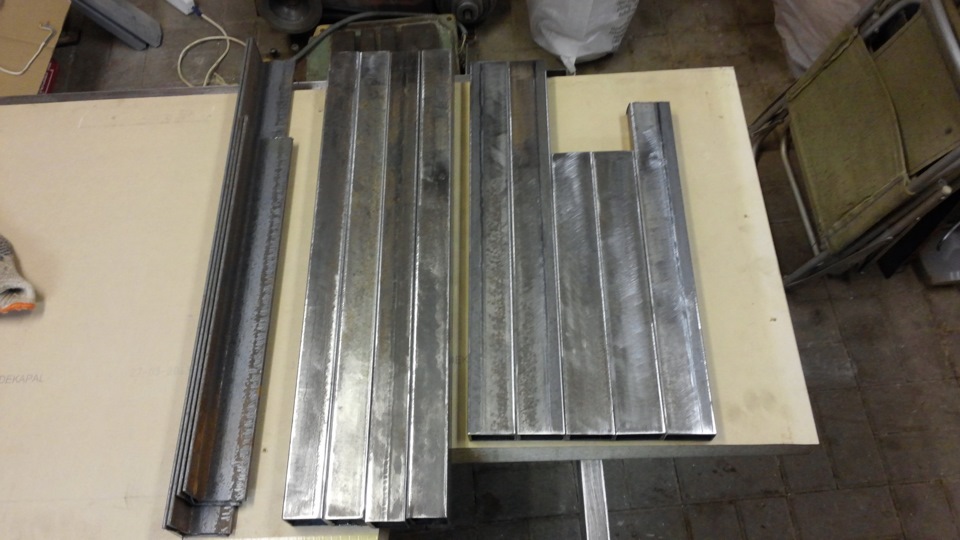
Если заготовки нарезаны точно, то и конструкция будет ровной.
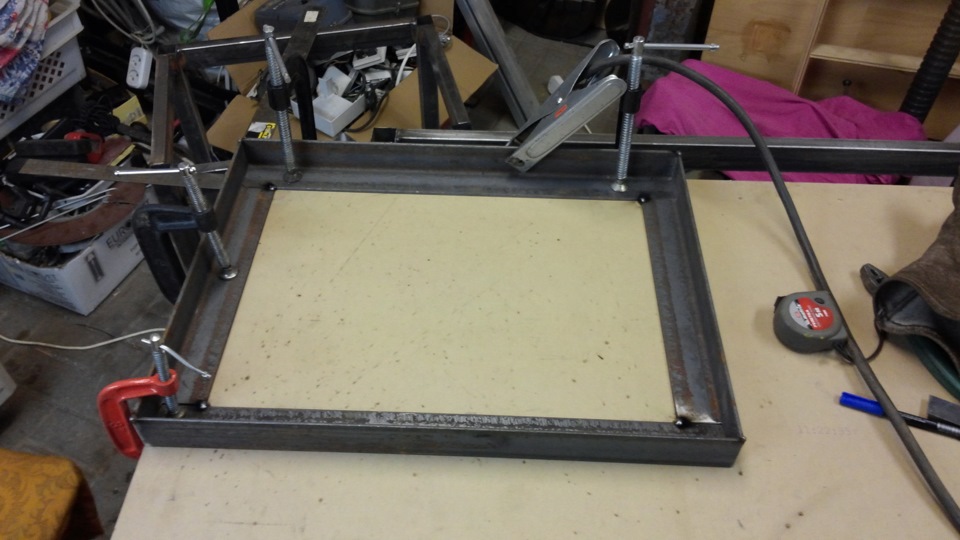
Дальше на импровизированном столе стал собирать каркас, тут главное выставить углы и закрепить детали.



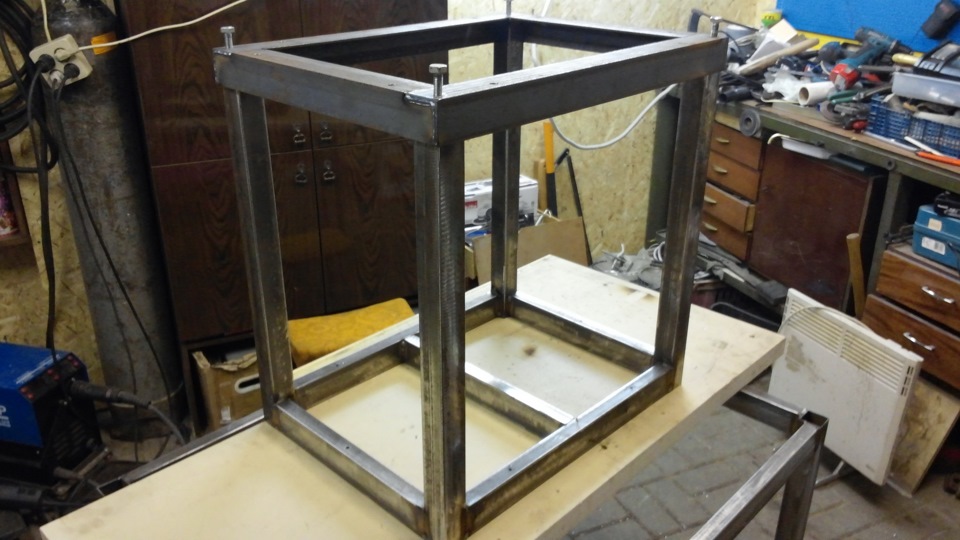
Каркас готов, в одном месте пришлось заложить гайки для крепления колес.
Дальше покраска и сборка. Болтов подходящего размера не нашлось, временно поставил то что было.

Ну и сам пациент на новом месте

Работа заняла около 5 часов с чаепитиями.

Метки: сверлильный станок, 2м112, подставка, тумба.
Комментарии 54
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

довольно не устойчивая в плане передвижения конструкция (высоко центр тяжести) по своему опыту знаю лучше крепить на стол тогда всё под рукой и есть площадка для заготовок под сверление

На 4 фото сверху (где стяжка стояит), диагональ подтягиваете? Понравилась идея. надо будет себе нечто подобное придумать, а то я всё веревку скручивал.

Да немного подтянул перед сваркой буквально 2 мм. Простая дешевая цепочка, и 2 тальрепа.

Отлично ! В закладки ! Сделаю себе такой под свою сверлилку.


уважаю советские станки!

Шикарно получилось, станок советский ?
Советское лучшее и надёжнее. Нзч.

также обязательно нужно к полу прикручивать. а то. станок этот не из легких, особенно с вращающим весом, смещенным от оси.будет прыгать в конвульсиях! так же по этому и необходимая стоповая грибковая кнопка и на пускателях собирать блокировку, чтоб случайно другое вращение не нажать во время основного.
Штатная схема с 2-мя пускателями будет сохранена. И грибковая кнопка тоже. Спасибо
у меня 2м112 в гараже от 220. обычная схема.только катушки на 220 нужны в пускатели. с конденсаторами очень долго играл. но получилось.главное ремень сильно не натягивать.
в итоге сверло на 12. швеллер десятка и его насквозь этим сверлом с максимальным усилием.даже не намека на слабину. но в момент запуска силы нет.можно рукой патрон держать и плавный пуск на 2 секунды(очень безопасно).как выходит на обороты, то все норма. Бывало закуск более быстрый был.но через 20 минут работы сильно грелся мотор.если не ошибаюсь 30 или 40 мкФ повесил.но долго подбирал из разных емкостей.и не забывать, что не просто обмотки последовательно соединить, а не перепутать начало и конец, иначе снова будет греться. лично я на слух определяю опытным путем. вызвонить не знаю как.
Что за ужасная схема? Мотор подключается треугольником. В итоге имеем три провода.на любой один например фазу.на другой ноль.на третий ставим конденсатор и соединяем на на выбор с фазой или 0. С пусковыми конденсаторами запускаются мощные моторы.слабые можно и без них тонкой подборкой емкости.
почему такой низкий? на уровне пупа стол должен быть у мелких станков.
обычно верх из уголка делают по периметру и ставят станок, чтоб никуда не делся

Хорошая работа.Я в том году тоже себе такой станок купил, у соседа стоял, новый
Настольный сверлильный станок своими руками:схемы и чертежи
Необязательно тратить деньги на настольный сверлильный станок, ведь его не так уж и сложно сделать своими руками. Для этого понадобится приобрести, изготовить или воспользоваться бывшими в употреблении деталями. Мы расскажем вам о создании нескольких конструкций, и вы сможете подобрать свою модель для сборки.
Дрель есть почти у каждого хозяина, строящего или ремонтирующего свой дом или квартиру, занимающегося ремонтом бытовой и садовой техники, различными поделками из металла и дерева. Но для выполнения некоторых операций дрели недостаточно: нужна особая точность, требуется просверлить отверстие под прямым углом в толстой доске или просто хочется облегчить свой труд. Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Тип привода — принципиальное различие конструкций самодельных сверлильных станков. Одни из них изготавливаются с использованием дрели, в основном электрической, другие — с использованием двигателей, чаще всего — от ненужной бытовой техники.
Настольный сверлильный станок из дрели
Самой распространённой конструкцией можно считать станок, выполненный из ручной или электродрели, которую можно выполнить съёмной, для возможности использования её вне станка, и стационарной. В последнем случае устройство включения можно перенести на станину для большего удобства.
Основные элементы станка
Основными элементами станка являются:
- дрель;
- основание;
- стойка;
- крепление дрели;
- механизм подачи.
Основание или станину можно выполнить из цельного спила твёрдого дерева, мебельного щита или ДСП. Некоторые предпочитают в качестве основания металлическую плиту, швеллер или тавр. Станина должна быть массивной, чтобы обеспечивать устойчивость конструкции и компенсировать вибрации при сверлении для получения аккуратных и точных отверстий. Размер станины из дерева — не менее 600х600х30 мм, из стального листа — 500х500х15 мм. Для большей устойчивости основание можно сделать с проушинами или отверстиями под болты и крепить его к верстаку.
Стойка может быть изготовлена из бруса, круглой или квадратной в сечении стальной трубы. Некоторые мастера в качестве основания и стойки используют каркас старого фотоувеличителя, некондиционный школьный микроскоп, другие детали, имеющие подходящую конфигурацию, прочность и массу.
Крепление дрели осуществляется с помощью хомутов или кронштейнов с отверстием в центре. Кронштейн надёжнее и даёт большую точность при сверлении.
Особенности конструкций механизма подачи дрели
Механизм подачи нужен для вертикального перемещения дрели вдоль стойки и может быть:
- пружинным;
- шарнирным;
- конструкцией по типу винтового домкрата.
В зависимости от принятого типа механизма тип и устройство стойки также будет отличаться.
На чертежах и фото приведены основные конструкции настольных сверлильных станков, которые можно сделать из электро- и ручной дрели.
С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка
С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель
Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз
Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса
Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие
Станок на основе рулевой рейки легкового автомобиля
Рулевая рейка для автомобиля и дрель — достаточно массивные изделия, поэтому станина должна быть также массивной и, желательно, с возможностью закрепления станка на верстаке. Все элементы выполняют на сварке, так как соединение на болтах и винтах может оказаться недостаточным.
Станину и опорную стойку сваривают из швеллеров или другого подходящего проката, толщиной около 5 мм. Рулевую рейку закрепляют на стойку, которая должна быть длиннее рейки на 70–80 мм, через проушины рулевой колонки.
Чтобы станком удобнее было пользоваться, управление дрелью выносят в отдельный блок.
Видео 5. Сверлильный станок на основе рулевой рейки от «Москвич»
Порядок сборки сверлильных настольных станков:
- подготовка всех элементов;
- крепление стойки к станине (проверяем вертикальность!);
- сборка механизма перемещения;
- крепление механизма к стойке;
- крепление дрели (проверяем вертикальность!).
Все крепления должны быть выполнены максимально надёжно. Стальные неразъёмные конструкции желательно соединять сваркой. При использовании любого рода направляющих нужно убедиться, что при движении не образуется поперечный люфт.
Совет! Для фиксации детали, в которой высверливается отверстие, станок можно оборудовать тисками.
В продаже также можно найти готовые стойки для дрели. При покупке нужно обратить внимание на массу конструкции и размер рабочей поверхности. Лёгкие (до 3 кг) и недорогие (до 1,5 тыс. руб.) стойки годятся для выполнения отверстий в тонком фанерном листе.
Сверлильный станок с использованием асинхронного двигателя
Если дрель в хозяйстве отсутствует или её не желательно использовать в станке, можно выполнить конструкцию на основе асинхронного двигателя, например, от старой стиральной машины. Схема и процесс изготовления такого станка достаточно сложные, так что его лучше делать мастеру с достаточным опытом выполнения токарных и фрезеровочных работ, сборки электросхем.
Оцените сложность работ по чертежам, которые мы даём в этой статье.
Устройство сверлильного станка с двигателем от бытовой техники
Для ознакомления с конструкцией приведём сборочные чертежи и деталировку, а также характеристики сборочных единиц в спецификациях.
Детали и материалы для изготовления станка приведены в таблице:
Поз.ДетальХарактеристикаОписание 1СтанинаПлита текстолитовая, 300x175 мм, δ 16 мм 2ПяткаСтальной круг, Ø 80 ммМожет быть сварной3Основная стойкаСтальной круг, Ø 28 мм, L = 430 ммОдин конец обточен на длину 20 мм и на нём нарезана резьба М124ПружинаL = 100–120 мм 5ВтулкаСтальной круг, Ø 45 мм 6Стопорный винтМ6 с пластиковой головкой 7Ходовой винтТr16х2, L = 200 ммОт струбцины8Матричная гайкаТr16х2 9Консоль приводаСтальной лист, δ 5 мм 10Кронштейн ходового винтаЛист дюралюминия, δ 10 мм 11Специальная гайкаМ12 12Маховик ходового винтаПластик 13Шайбы 14Четырёхручьевый блок ведущих приводных шкивов клиноременной передачиДюралюминиевый круг, Ø 69 ммИзменение числа оборотов шпинделя выполняется перестановкой приводного ремня из одного ручья в другой15Электродвигатель 16Блок конденсаторов 17Блок ведомых шкивовДюралюминиевый круг, Ø 98 мм 18Ограничительный стержень возвратной пружиныВинт М5 с пластмассовым грибком 19Возвратная пружина шпинделяL = 86, 8 витков, Ø25, из проволоки Ø1,2 20Разрезной хомутДюралюминиевый круг, Ø 76 мм 21Шпиндельная головка см. ниже22Консоль шпиндельной головкиЛист дюралюминия, δ 10 мм 23Приводной ременьПрофиль 0Приводной клиновой ремень «нулевого» профиля, поэтому такой же профиль имеют и ручьи блока шкивов24Выключатель 25Сетевой кабель с вилкой 26Рычаг подачи инструментаСтальной лист, δ 4 мм 27Съёмная рукоятка рычагаСтальная труба, Ø 12 мм 28ПатронИнструментальный патрон № 2 29ВинтМ6 с шайбой
Стол для сверлильного станка
Начните со столика
1. Для основания А выпилите два куска фанеры 12x368x750 мм (мы взяли березовую фанеру, так как она более гладкая и практически не имеет дефектов. Можно также использовать МДФ). Склейте оба куска вместе и зафиксируйте их струбцинами, выровняв края (рис. 1).
2. Из твердого оргалита толщиной 6 мм выпилите верхние боковые В, переднюю С и заднюю D накладки по указанным в «Списке материалов» размерам. Разметьте вырез радиусом 10 мм на переднем крае детали D (рис. 1). Выпилите вырез и отшлифуйте его края (вырез поможет легко извлекать пластину-вкладыш Е). Теперь нанесите клей на заднюю сторону накладок из оргалита и приклейте их к фанерной плите-основе (фото А).

Нанеся клей на нижнюю сторону деталей В, С и D, разместите их на фанерной плите основания А. Для предотвращения сдвига соединяйте детали друг с другом и с основанием малярным скотчем. Затем сожмите склейку с помощью прокладок толщиной 19 мм и прижимных брусков сечением 40×80 мм.
3. Разметьте вырез радиусом 83 мм на заднем крае столика (рис. 1), выпилите его ленточной пилой или электролобзиком и гладко отшлифуйте.

4. Чтобы определить положение центрального выреза размером 89×89 мм в плите-основании столика, вставьте в патрон сверлильного станка сверло диаметром 3 мм, выровняйте относительно него чугунный столик станка и зафиксируйте его. Положите сверху накладной столик и выровняйте его так, чтобы сверло было нацелено в середину проема для вкладыша Е, образованного деталями В, С и D. Если чугунный столик выступает за передний край накладного столика, сдвиньте последний вперед, выровняв оба края. Зафиксируйте положение накладного столика струбцинами. Теперь просверлите сквозное отверстие диаметром 3 мм в фанерной плите-основании столика А. Снимите столик и переверните его. Разметьте вырез 89×89 мм, центрируя его относительно 3-миллиметрового отверстия. Затем просверлите в углах отверстия диаметром 10 мм и с помощью электролобзика выпилите вырез. Теперь выпилите пластину- вкладыш Е по указанным размерам.
5. Если металлический столик вашего станка имеет сквозные пазы, выпилите на нижней стороне накладного столика паз для вставки алюминиевого направляющего профиля (рис.1). Если в металлическом столике станка нет сквозных пазов, просверлите два монтажных отверстия диаметром 6 мм. Расположите их примерно посередине расстояния между центром и задним краем столика и на максимально возможном удалении друг от друга. Затем вновь зафиксируйте сверху накладной столик и отметьте положение отверстий на его нижней стороне. Выпилите паз для алюминиевого профиля, проходящий через эти отверстия.
6. Переверните накладной столик и выпилите или отфрезеруйте на его верхней стороне пазы для направляющих алюминиевых профилей (рис.2). Центры пазов должны совпадать со стыками деталей В, С и D. Примечание. Для комфортной роботы при шлифовке с помощью абразивных барабанов рекомендуем дополнительно оснастить столик системой удаления ныли, описанной в статье «Пылеудаление для шлифовального столика».

Теперь изготовьте упор
1. Выпилите по указанным размерам заготовки для опоры F, передней накладки G, нижней Н и верхней I деталей упора. Установите в пильный станок пазовый диск толщиной 10 мм и настройте продольный (параллельный) упор для выпиливания шпунтов точно посередине толщины деталей Н и I (рис. 3 и 4). Затем выпилите в этих деталях шпунты глубиной 5 мм и пометьте грани, которые прилегали к упору пильного станка. Выпиливая верхний и нижний шпунты на нижней летали, в обоих случаях направляйте заготовку вдоль упора одной и той же гранью. Теперь, не изменяя настроек, выпилите шпунт в заготовке опоры.


Прижимая детали помеченными гранями к задней стороне накладки G, склейте нижнюю Н и верхнюю I части упора друг с другом, с нижней опорой F и накладкой G. Струбцины должны сжимать склейку в двух направлениях.
2. Приклейте заготовку передней накладки G к заготовке опоры F (рис. 4). Убедитесь, что накладка приклеена к опоре точно под углом 90°. Когда клей высохнет, приклейте нижнюю Н и верхнюю I детали упора (фото В). Прежде чем клей высохнет, вставьте в квадратные отверстия стальные стержни диаметром 10 мм, пропустив их насквозь, чтобы удалить изнутри выдавленные излишки клея.
3. Выпилите на передней стороне накладки G шпунт 19×10 мм для установки направляющего алюминиевого профиля (рис. 4). Затем выпилите пылезащитный фальц 3×3 мм вдоль нижнего ребра накладки.
4. Ровно опилите один конец собранного упора, а затем распилите заготовку на три части (рис. 3), получив упор длиной 572 мм и два расширения-удлинителя по 89 мм. Затем отпилите на удлинителях часть опоры (рис. 4).

5. С помощью гибкого лекала разметьте полукруглые вырезы на верхнем крае упора и заднем крае опоры F (рис. 3). Выпилите вырезы электролобзиком или ленточной пилой и гладко отшлифуйте. Затем просверлите отверстия диаметром 6 мм для винтов, которыми упор крепится к столику, и отверстие для ключа сверлильного патрона в опоре, где указано.
6. Для установки резьбовых втулок в деталь I просверлите отверстия диаметром 11 мм, выходящие в верхнее квадратное отверстие упора (рис. 3 и 4). Нанесите на стенки этих отверстий эпоксидный клей и вставьте резьбовые втулки. Когда клей окончательно затвердеет, с помощью сверла диаметром 10 мм удалите его излишки, которые могли попасть в квадратные отверстия для стальных стержней. Дополнительные советы по установке резьбовых втулок приведены в «Совете мастера».
Совет мастера. Установка резьбовых втулок
В самодельных приспособлениях для мастерской часто используются различные винты для фиксации или регулировки. Чтобы они могли работать в деревянных и фанерных деталях, потребуются резьбовые втулки. Они выпускаются разных размеров (метрические — от М4 до М10). Существуют два основных типа — забивные и ввинчиваемые (футорки), как показано на левом фото внизу.
Используйте ввинчиваемые втулки в мягкой древесине и фанере, где крупные витки внешней резьбы легко сминают окружающую древесину. Просто просверлите отверстие, диаметр которого равен диаметру корпуса втулки-футорки, и вверните в него втулку. В твердой древесине, такой как дуб или клен, или когда втулка должна быть расположена у края детали и может расколоть древесину, просверлите отверстие диаметром чуть больше внешнего диаметра резьбы и вставьте в него втулку с эпоксидным клеем. Чтобы не испачкать клеем внутреннюю резьбу втулки, заклейте ее торец (фото справа вверху).
Забивные втулки с заусенцами на внешней стороне одинаково пригодны и для фанеры, и для твердой и мягкой древесины. Просверлите отверстие, диаметр которого равен диаметру корпуса втулки, и вставьте втулку с помощью струбцины или молотка и деревянного брусочка. В случаях, когда усилие прижимного винта вытягивает втулку из материала (например, винте ручкой-маховичком, фиксирующий стальные стержни удлинителей упора), просверлите отверстие такого диаметра, чтобы его стенок касались только кончики заусенцев, и вставьте в него втулку с эпоксидным клеем.
Завершение и сборка
1. Заклейте малярным скотчем дно пазов для установки алюминиевых профилей в столике и упоре. Затем нанесите на все детали отделочное покрытие (мы использовали полуматовый полиуретановый лак с межслойной шлифовкой наждачной бумагой зернистостью 220 единиц). Когда лак высохнет, удалите малярный скотч.
2. Через раззенкованные монтажные отверстия алюминиевых профилей просверлите направляющие отверстия в соответствующих деталях столика и упора. Нанесите на дно пазов эпоксидный клей, вставьте профили и закрепите их шурупами. Примечание. Некоторые направляющие профили имеют небольшой гребень вдоль одного внешнего края (рис. 4). Аля точного совмещения профилей в накладке упора а расширениях ориентируйте гребни в одном направлении во всех трех деталях.
3. Отпилите от стального стержня диаметром 10 мм четыре куска длиной 368 мм. Наждачной бумагой зернистостью 80 единиц грубо отшлифуйте один конец каждого стержня на длину 89 мм и с помощью эпоксидного клея закрепите эти концы в квадратных отверстиях удлинителей упора. Чтобы стержни оставались параллельными, вставьте их свободные концы в квадратные отверстия упора.
4. Чтобы сделать ручки-маховички для фиксации удлинителей упора (рис. 2), вверните винты длиной 32 мм с потайной головкой в гайки-маховички до половины. Нанесите под их головки эпоксидный клей, а затем вкрутите винты в гайки до конца.
5. Вставьте шестигранные головки двух винтов в нижний направляющий профиль накладного столика (рис. 2). Выровняйте накладной столик над металлическим столиком сверлильного станка и пропустите винты в сквозные пазы или отверстия. Добавьте шайбы и наверните пластиковые гайки-ручки.
Примечание. Пластиковые гайки-ручки имеют резьбовые отверстия глубиной около 16 мм. Возможно, вам потребуется укоротить 50-миллиметровые винты в соответствии с толщиной металлического столика вашего станка.
6. Вставьте шестигранные головки винтов в верхние направляющие профили. Совместите отверстия в основании упора с винтами, наденьте шайбы и закрепите упор гайками- маховичками. Вставьте стальные стержни удлинителей в квадратные отверстия упора и вверните фиксирующие винты с маховичками.
Добавьте регулируемый концевой упор-стопор
1. Чтобы сделать корпус упора-стопора J, выпилите из доски толщиной 19 мм два куска 51×73 мм и склейте их вместе лицом к лицу, выровняв торцы и кромки. Когда клей полностью высохнет, выпилите паз 6×5 мм посередине задней стороны корпуса (рис. 5).

2. Выпилите по указанным размерам подвижный стопор К и приклейте его с помощью двухстороннего скотча к правой стороне корпуса J (рис. 5). Установите в патрон сверлильного станка сверло Форстнера диаметром 13 мм и высверлите в левой грани корпуса углубление-цековку глубиной 10 мм, как показано на рисунках и фото С. Затем, не сдвигая детали, установите сверло диаметром 6 мм и просверлите в центре углубления сквозное отверстие через обе детали.
3. Отделите стопор К от корпуса J. Сверлом Форстнера диаметром 19 мм высверлите в стопоре и корпусе углубления-цековки глубиной 10 мм точно над 6-миллиметровыми отверстиями (рис. 5). Для совмещения центров перед сверлением вставьте в отверстия шканты диаметром 6 мм. Затем, выровняв сверло диаметром 7 мм посередине 6-миллиметрового паза на задней стороне корпуса, просверлите сквозное отверстие, как указано на рисунке.

(Фото С) — Зафиксируйте детали, расположив стопор К внизу и прижав грань корпуса J с пазом к упору сверлильного столика. Высверлите углубление-цековку 13×10 мм в боковой грани корпуса. (Фото D) — Зафиксируйте подвижный стопор К на винте с помощью шайб и гайки, вставьте винт в отверстие корпуса J и вверните его в гайку, вклеенную эпоксидным клеем в углубление-цековку.
4. С помощью эпоксидного клея зафиксируйте гайку в 13-миллиметровом углублении-цековке корпуса J. Затем выпилите ползун L указанных размеров и вклейте в паз на задней стороне корпуса, вровень с его правой гранью (рис. 5).
5. Нанесите на все летали прозрачное отделочное покрытие. После просушки наденьте на винт с полукруглой головкой широкую 6-миллиметровую шайбу и вставьте его в отверстие стопора К. Наденьте на винт вторую шайбу, а затем наверните гайку. Затяните гайку так, чтобы стопор не покачивался, но винт мог вращаться. Теперь соедините стопор с корпусом J (фото D), вращая винт до соприкосновения обеих деталей.
6. С помощью эпоксидного клея зафиксируйте пластиковую гайку-маховичок на конце винта с полукруглой головкой. Вставьте винт с шестигранной головкой в отверстие корпуса J сзади, добавьте шайбу и гайку-маховичок спереди (рис. 5). Для использования регулируемого концевого упора- стопора сначала установите расстояние между корпусом и стопором около 12 мм. Двигая ползун с шестигранной головкой винта в направляющем алюминиевом профиле, с помощью рулетки или мерной линейки установите стопор на нужном расстоянии от сверла. Зафиксируйте его, затянув переднюю гайку-маховичок. Теперь точно отрегулируйте расстояние до сверла, вращая боковую гайку-маховичок. Стопорная гайка-маховичок и ползун L расположены точно по центру корпуса, поэтому вы сможете использовать регулируемый стопор справа и слева от сверла, просто перевернув его.
7. Соберите прижимы (рис. 2). Вставьте шестигранные головки их винтов в пазы направляющих алюминиевых профилей. Теперь сверлильный станок готов к настоящей работе и его по праву можно назвать столярным.
Самостоятельное создание стола для сверлильного станка
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
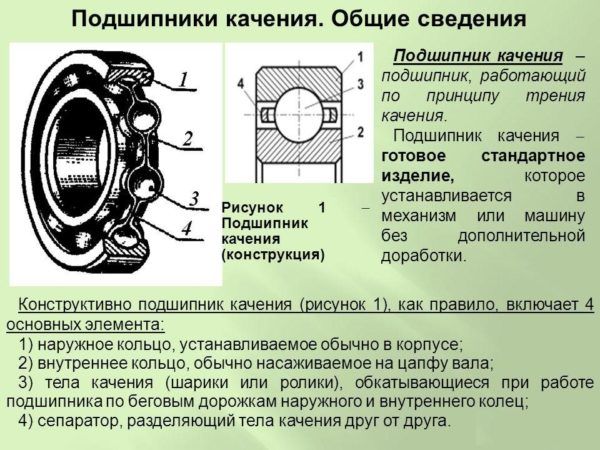
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
Читайте также: