Стол для вакуумного пресса
Обновлено: 04.05.2024
Вакуумный пресс – это устройство, с помощью которого из такого материала как МДФ можно заниматься изготовлением мебельных фасадов с пленкой ПВХ и декоративных накладок для дверей. Такой агрегат продается в магазинах, но вы достаточно легко можете сделать его своими руками.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как:
• широкий спектр цветов;
• различные формы;
• невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола;
• термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол;
• процесс герметизации;
• пленки разогреваются;
• откачивается воздух;
• процесс охлаждения;
• вырезаются заготовки, излишки пленки с фасада удаляются.
Как сделать вакуумный стол
Вакуумная ванна
В качестве дна в вакуумной ванне используется 2-миллиметровый стальной лист. Чтобы максимально уменьшить прогибы листа, на который будет воздействовать отрицательное внутреннее давление, и сделать поверхность стола как можно более ровной, приступаем к изготовлению каркаса жесткости. Эту конструкцию делаем из той же профильной трубы 60х40х2.
Предварительно нарезанная труба, как указано в проекте, укладывается на стапель, жестко закрепляется при помощи струбцин, все примыкания провариваются. Когда каркас жесткости готов, поверх него приваривается лист стали. На этом наиболее ответственном этапе сварочных работ следует обеспечить непрерывный герметичный сварной шов. Его рекомендуется делать с двойным проваром.
Чтобы лист не коробило из-за продолжительного воздействия высокой температуры, можно использовать нижеследующий альтернативный способ, как приварить лист к каркасу. Прежде, чем уложить стальной лист на каркас жесткости, по периметру листа наносим состав для герметизации, который рассчитан на действие высоких температур. Здесь можно воспользоваться, к примеру, силиконовым высокотемпературным герметиком. Сварка же проводится не в виде сплошного шва, тут мы делаем регулярные фиксирующие прихватки – шаг примерно 50 мм.
Этот способ предусматривает то, что из-за кратковременных локальных воздействий сварки весь герметик не будет поврежден, выжжен, а только небольшая часть непосредственно у прихваток. В большей своей части герметик, после того как отвердеет, будет выполнять свою функцию.
Как делаем каркас жесткости и собираем вакуумную ванну:
• варим каркас жесткости;
• к нему привариваем лист стали;
• по периметру листа герметично привариваем стационарную нижнюю раму, которая включает часть шарнирного соединения, что фиксирует подъемную верхнюю раму.
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Подъем прижимной рамы будет осуществляться за счет регулируемых шарнирных соединений. Шарниры можно регулировать, когда будет наклеен уплотнитель в виде полос листовой резины со средней жесткостью – толщина примерно 2 мм.
Приваренные шайбы требуются, чтобы увеличить площадь трения. Шкворень шарнирного соединения в виде стального прута D12, на концах которого имеется резьба.
Чтобы удерживать прижимную раму поднятой, можем воспользоваться газовыми лифтами.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.
Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм;
• прут: 2 м, диаметр 10 мм;
• профильная труба: 2 м, 20х20х2 мм.
Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Вот и готов термовакуумный пресс. Теперь просто добавляем вакуумную систему, термомодуль, и блок электроуправления.
Стол для вакуумного пресса
22.02.2012

Даём старт циклу статей, посвященных вопросам самостоятельного изготовления вакуумного пресса для производства мебельных фасадов из МДФ, покрытых пленками ПВХ (пленочных фасадов), а также декоративных дверных накладок. Весь материал статей основал на личном опыте по организации производства пленочных фасадов с нуля, включая изготовление подавляющего большинства оборудования и приспособлений своими руками. Материал статей не претендует на абсолютную точность и верность, а лишь описывает один конкретный (частный) случай и индивидуальное видение рассматриваемых вопросов.
В статьях будут затронуты вопросы, касающиеся непосредственно изготовления и эксплуатации самодельного вакуумного пресса, сопутствующие же темы (например, фрезеровка фасадов, нанесения клея и т.п.) планируется рассмотреть в других, отдельных статьях.
План изложения информации:
- Теоретические основы вакуумного прессования пленок ПВХ. Постановка цел ей. Какой пресс строим?
- Стани на.
- Вакуумный стол.
- Система откачки воздуха (вакуумная система).
- Термомодуль.
- Шкаф электроуправления.
Перед тем, как начать повествование, необходимо предупредить потенциальных повторителей пресса о возможном риске для их здоровья. Самостоятельно изготовление - дело хорошее, мы его всегда приветствуем, но не нужно забывать о технике безопасности. В ходе работы над изготовлением пресса, придется иметь дело с электрическим напряжением до 400 В, высокими температурами, электроинструментом высокой степени опасности, массивными, тяжелыми металлическим конструкциями. Отдавайте себе отчет в собственных действиях! Трезво оценивайте свои знания и умения! Если есть сомнения в правильности выполнения той или иной операции, то обязательно посоветуйтесь со специалистом или полностью передайте работу ему. Не пренебрегайте средствами индивидуальной защиты, лучше заранее приобрести все самое необходимое: одежда и маска сварщика, очки или маска для защиты глаз и лица, прочные перчатки для работы с металлом, наушники для снижения звукового давления на слух.
Теоретические основы вакуумного прессования пленок ПВХ.
Пленочные фасады очень давно применяются при изготовлении корпусной (иногда, жестких элементов мягкой) мебели, но до сих пор пользуются большой популярностью благодаря богатой цветовой гамме, разнообразию форм и невысокой цене. В отличие от некоторых других типов мебельных фасадов (например, рамочных), пленочные фасады изготавливаются только с применением специализированного оборудования, требующего немалых производственных площадей и энергообеспечения. Главным станком в производстве фасадов из МДФ, покрытых пленками ПВХ, по праву считается вакуумный пресс. Вакуумный (его часто называют термовакуумным) пресс выполняет усаживание пленки ПВХ на поверхность заготовки из МДФ (фасада, дверной накладки и др.).
Любой термовакуумный пресс для производства пленочных фасадов, состоит из двух основных элементов: вакуумной камеры (стола, ванны) и нагревателя (термомодуля). Вакуумная камера, как правило, имеет прямоугольную форму (параллелепипед), все стенки (за исключением верхней) изготавливается из жесткого материала (например, стали), не подверженного сжатию под воздействием искусственно создаваемого отрицательного давления внутри камеры. Сверху камеры кладется пленка ПВХ, края пленки герметизируются с рамой. Таким образом, мы получаем герметичный объем: сверху лежит лист пленки ПВХ, снизу и с боков – жесткая вакуумная камера. Перед накрытием пленкой ПВХ и герметизации внутреннего объема вакуумной ванны, во внутреннее пространство вакуумной ванны определенным образом укладываются заготовки будущих мебельных фасадов, предварительно покрытые специальным термоактивируемым клеем. При комнатной температуре пленка ПВХ весьма жесткая, без разогрева она не сможет обогнуть весь рельеф заготовки. Также, без нагрева пленка не сможет приклеиться к заготовке, так как температура активации клея начинается от 50°C. Для разогрева пленки применяют электронагревательные приборы (инфракрасные лампы накаливания или ТЭНы). Суммарная мощность всех нагревательных приборов высокая и составляет, как правило, от одного до нескольких десятков киловатт.

Термовакуумный пресс заводского изготовления с вертикальным поднятием термомодуля.
Основные элементы.
Примечание: существуют прессы с т.н. верхним давлением, у них, помимо окачивания воздуха из герметичной камеры снизу, сверху над пленкой располагают еще одну камеру, в которую нагнетают воздух сверх атмосферного давления (дополнительно давят на пленку сверху). Подобные прессы, конечно, выгодно отличаются рядом характеристик на фоне прессов без верхнего давления. Однако, такое оборудование на порядок сложнее в самостоятельном изготовлении, в данном цикле статей рассматриваться не будет.
Итак, процесс усаживания (еще говорят, протяжки) пленки состоит из следующих последовательных основных операций:
- Укладывание заготовок на стол пресса.
- Накрытие пленкой ПВХ, герметизация.
- Разогрев пленки до определенной температуры.
- Откачивание воздуха.
- Охлаждение.
- Вырезание заготовок, удаление излишек пленки с фасадов.
При отлаженном процессе производства, на типовую протяжку одного стола (от накрытия пленкой и до вырезания готовых фасадов) расходуется времени не более 10 минут. Однако, чтобы добиться таких результатов, работая на самодельном вакуумном прессе, необходимо наличие весьма большого навыка, ряда экспериментальных данных по протяжке того или иного типа пленки, полученных на основе собственных проб и ошибок. Настоятельно рекомендуется основательно взвесить все «за» и «против», браться за изготовление пресса своими руками только в условиях жесткой экономии денежных средств, наличия свободного времени, большого желания, уверенности в собственных силах.
Мебельные фасады изготовлены на самодельном прессе.

Дверные накладки изготовлены на самодельном прессе.
Постановка целей. Какой пресс строим?
Прежде чем приступить непосредственно к изготовлению пресса, необходимо поставить конечную цель, то есть определить с какими характеристиками, возможностями и за какую себестоимость мы должны получить в итоге самодельный вакуумный пресс.
Каждый, кто хоть раз серьезно задумывался над изготовлением любого промышленного оборудования своими руками, в первую очередь сравнивал себестоимость самостоятельного изготовления с ценой на аналогичный готовый промышленный (заводской) образец. Здесь очень важно сделать правильный выбор, постараться ответить на вопрос «стоит ли игра свеч?». Переоценив собственные силы, можно безвозвратно потерять не только вложенные деньги, но и много бесценного времени. Сделав обоснованный выбор в пользу самостоятельного изготовления, можно хорошо сэкономить, получив новые знания и жизненный опыт.
На сегодняшний день, купить термовакуумный пресс начального уровня можно за относительно небольшие деньги. Для любого успешного предприятия не стоит остро вопрос о максимально-экстремальной экономии денежных средств, потраченное время и другие аспекты важнее, поэтому без раздумий принимается решение о приобретении готового оборудования. А что же делать начинающему частному (индивидуальному) предпринимателю или новоиспеченной небольшой организации, которые только выходят на рынок и нередко вынуждены считать каждый рубль? Профессиональные экономисты могут предложить разработать грамотный бизнес-план, провести маркетинговые и иные исследования, взять кредит в банке на нужную сумму. Такая стратегия, возможно, более правильная и всё чаще используемая в наше время, предполагающая быстрый старт и скорый выход на окупаемость. Однако, каждый конкретный случай индивидуален. Иногда, в силу совокупности множества причин, логичнее принять менее популярное решение: минимум заёмных средств, максимум вложений собственных сил и умений. В основном, последователям такого пути и адресован данный цикл статей.
Если увлекательный процесс изготовления пресса не является самоцелью, а главное – скорейшее получение прибыли от будущей его эксплуатации, то не нужно пытаться копировать какую-либо самую последнюю, продвинутую модель заводского пресса известного производителя. Будем делать пресс, обладающий только самыми необходимыми функциями, имеющий себестоимость близкую к минимально возможной (при разумной экономии). Закрепим основные постулаты постройки пресса:
- Срок эксплуатации пресса около пяти лет. В дальнейшем предполагается покупка более совершенного оборудования или глубокая модернизация существующего.
- Высокая ремонтопригодность. Сжатые сроки устранения возможных неисправностей, в том числе касаемо сроков покупок запчастей.
- Отсутствие автоматического или программного управления, только ручной контроль.
- Использование самых распространенных, легкодоступных материалов и комплектующих.
- Дизайн и внешняя красота вторичны.
- Удобство и скорость работы на прессе должны быть сравнимы с подобными характеристиками заводских аналогов.
- Сэкономленная денежная разница между себестоимостью изготовления пресса и цены заводского аналога должна быть для предприятия, как минимум, весомой.
Примерное время, которое будет потрачено на закупку комплектующих и выполнение всех работ, составляет один-три месяца. Мы должны будем получить надежный и неприхотливый в эксплуатации термовакуумный пресс для изготовления самых ходовых (имеющих традиционно хороший спрос) видов мебельных плёночных фасадов и дверных накладок на основе МДФ. При грамотном планировании закупок и выполнении работ надлежащего качества, себестоимость самодельного пресса (на момент публикации статьи) должна быть, как минимум, в два раза ниже цены любого аналогичного вакуумного пресса заводского изготовления.
27.05.2012

Прежде чем приступать к изготовлению станины пресса, необходимо выбрать тип нагревательного узла (термомодуль откатной, распашной или подъемный), так как от этого выбора будет зависеть не только конструкция станины, но и многих других узлов станка. Для самостоятельного изготовления наиболее удобен пресс с откатным термомодулем, он самый простой в изготовлении и удобный в эксплуатации. Наверное, единственным минусом подобного пресса, являются его относительно большие габариты, так как откатной термомодуль требует наличия парковочного места.
Станину пресса будем изготавливать из стальной профилированной трубы (профиля) сечением 60x40x2 мм (толщина стенки 2 мм). Рельсы для движения термомодуля – из профиля 20x20x2 мм. Данный профиль не дефицитный, как правило, имеется в наличии на любой металлобазе. При отсутствии трубы данного сечения, можно применить трубу с более тонкой (не менее 1,5 мм) или толстой стенкой; в крайнем случае, можно переработать проект под трубу другого сечения, или даже под уголковый металлопрокат (уголок).
Целью данной статьи, как и всего цикла статей по данной тематике, не будет являться стремление обучить читателя выполнению самых элементарных операций: резка металла, сверление отверстий и т.п. Предполагается, что за работу подобного уровня, как изготовление промышленного оборудования своими руками, должен браться только подготовленный человек, имеющий начальный опыт работы с металлом, знания основ электрических цепей и др. Большинство статей будут предоставлять читателю лишь проектную документацию, список необходимого оборудования и инструментов, а так же разъяснения наиболее важных моментов. Чертежи и трехмерные модели не претендуют на соблюдение всех соответствующих Правил оформления, а технические решения автора не являются априори максимально и единственно верными.
Чем и как сваривать металл?
Вариантов два: доверить сварку стороннему специалисту-сварщику или выполнять сварку самостоятельно. Если первый вариант не нуждается в особых комментариях, нужно лишь найти грамотного сварщика и следить за соблюдением чертежей, то второй вариант мы рассмотрим подробнее.
Что делать, если нет ни опыта, ни знаний в области сварки металла? Оказывается, на сегодняшний день овладеть азами дуговой электросварки и получить первоначальный, достаточный для изготовления пресса, опыт можно за пару недель самообучения. Для этого нужно выполнить три условия. Во-первых, необходимо изучить теоретический материал по азам электросварки. Во-вторых, выбрав и купив сварочный аппарат, необходимо дополнительно изучить основные особенности его работы. В-третьих, в ходе упражнений, необходимо выработать на практике начальные навыки получения сварного шва надлежащего качества (эстетика и, тем более, герметичность шва на первых порах не требуются).
Выбор сварочного аппарата для дуговой электросварки.
Основных вариантов три:
- Аппарат на основе трансформатора переменного тока для ручной дуговой сварки штучными электродами. Это самый простой и дешевый вариант. Однако, сварка переменным током считается весьма сложной для новичков, трансформатор имеет большой вес и требует наличия качественной электросети.
- Сварочный аппарат инверторного типа (инвертор) для ручной дуговой сварки штучными электродами. Сварка происходит постоянным током, «умная» электроника позволяет быстро освоиться начинающему сварщику, малый вес аппарата дает свободу перемещений. Зачастую, для питания инвертора достаточно обычной бытовой электророзетки с допустимым током 16 А (зависит от конкретного сварочного аппарата и диаметра применяемого электрода).
- Полуавтоматический сварочный аппарат для дуговой сварки автоматически подаваемой сварочной проволокой в среде защитного газа. Покупка и дальнейшее использование комплекта оборудования для полуавтоматической сварки является весьма дорогим мероприятием, так как необходимо (помимо самого сварочного аппарата) приобрести газобаллонное оборудование, регулярно заправлять громоздкий баллон газом. Неоспоримыми достоинствами полуавтоматической сварки являются высокое качество сварки, особенно при работе с тонкостенным металлом.
Для новичков в сварке, из трех вышеописанных типов сварочных аппаратов, можно рекомендовать к покупке сварочный аппарат инверторного типа, например, Awelco Ondulix 140. При ограниченности бюджета, разумным решением будет выбор бытового сварочного аппарата с максимальным током 130 А (максимальный диаметр электрода равен 3 мм), работающий только в режиме MMA (Manual Metal Arc Welding - ручная дуговая сварка плавящимся электродом с покрытием).
Проект станины вакуумного пресса.
Разработку проекта рамы удобнее всего производить с помощью компьютера, применяя программы трехмерного моделирования. При отсутствии опыта работы с серьезными программными пакетами, для новичков можно рекомендовать очень простую, но достаточно функциональную, программу PRO100. В данном цикле статей, посредством этой программы будет выполняться большинство чертежей, и импортироваться много изображений различных узлов станка. На заключительном этапе проектирования, для рационального расходования материала, потребуется применение программы автоматизированного раскроя (разложения). Для этой цели подойдет любая программа по раскрою листового или хлыстового (погонажного) материала, например, 2D-Place.
Ниже показаны изображения конструкционных узлов станины. Вся конструкция пресса, и станина в частности, разрабатывалась с условием возможности транспортировки станка (в разобранном виде) на грузовом автомобиле типа «Газель» или ему подобной, с размером кузова не менее 2,7x1,6 м. Для ручной погрузки/выгрузки составных частей конструкции рамы достаточно двух-трех человек.
Основные инструменты, необходимые для изготовления станины:
- Одноручная малая угловая шлифмашина (болгарка), с диаметром диска 115 или 125 мм. Для выполнения операции по раскрою профиля желательно иметь в распоряжении болгарку большего размера, с кругом 150 мм, а в идеале – отрезную торцевую машину.
- Сварочный аппарат. При работе с тонкостенным профилем (толщина стенки 1,5-2 мм), удобнее всего выполнять сварку электродами диаметров 2,0-2,5 мм. Если толщина стенки профиля более 2 мм, то рекомендуются к применению трехмиллиметровые электроды. Сварку удобнее всего выполнять на простом стапеле, представляющий собой ровную плоскость - металлический стол, снабженный струбцинами для фиксации свариваемых деталей.
- Электродрель. Сверла по металлу диаметром 10 мм. Металлическая щетка для дрели.
- Набор слесарного инструмента: молоток, гаечные ключи, рулетка, карандаш или маркер, чертилка по металлу и т.п.
Последовательность операций по изготовлению станины заключается в следующем. По заранее составленным картам раскроя, выполняется порезка стального профиля на детали. На ровной поверхности (плоскости) выкладываются детали из нарезанного профиля, в соответствии с проектом. Детали выравниваются и фиксируются между собой с помощью струбцин. В зависимости от текущего технического задания, выполняется первоначальная прихватка мест соединения деталей с последующей окончательной проваркой со всех или нескольких сторон, либо последовательная полная проварка сварных швов без прихваток. После сбивания шлака со сварных швов, удостоверившись в их надлежащем качестве, происходит зачистка (при необходимости) наплывов металла с помощью болгарки со шлифовальным кругом. После завершения сварочных работ, выполняется сверление отверстий, зачистка от ржавчины металлической щеткой, грунтование поверхности для последующей покраски из баллончика или кистью.
Смета на материал для станины.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60x40 | 2700 | 2 | Связующая верхняя. |
| Профиль 60x40 | 2500 | 2 | Связующая верхняя. |
| Профиль 60x40 | 1615 | 3 | Диагональ. |
| Профиль 60x40 | 1580 | 6 | Поперечина. |
| Профиль 60x40 | 1160 | 8 | Связующая нижняя. |
| Профиль 60x40 | 750 | 12 | Ножка. |
| Профиль 60x40 | 60 | 16 | Опора. |
| Профиль 20x20 | 2700 | 2 | Рельса. |
| Профиль 20x20 | 2500 | 2 | Рельса. |
| Профиль 20x20 | 40 | 4 | Ограничитель. |
| Болт М10x60 | 12 | Регулируемая опора. | |
| Болт М10x80 | 14 | Крепёж. | |
| Болт М10x140 | 4 | Крепёж. | |
| Гайка М10 | 42 | ||
| Шайба плоская | 42 | ||
| Шайба Гровера | 30 |
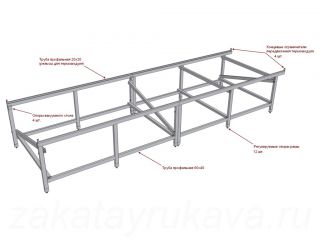
Основные элементы станины.

Контурное представление станины.
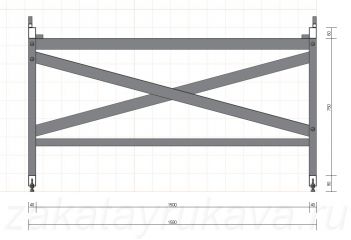
Базовая сварная конструкция №1 в количестве 2 шт.
Выполняется из профиля 60x40 мм.
Базовая сварная конструкция №2 в количестве 2 шт.
Выполняется из профиля 60x40 мм.
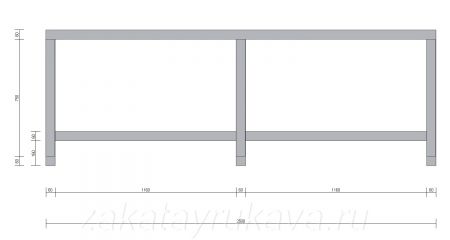
Размеры. Вид спереди.
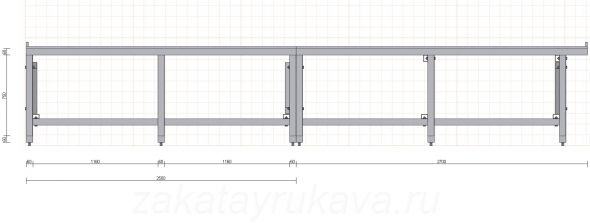
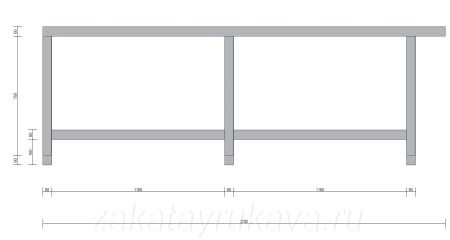
Размеры. Вид сбоку.
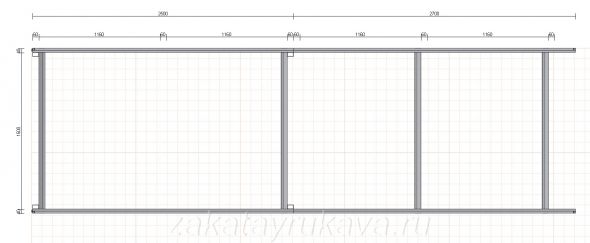
Размеры. Вид сверху.
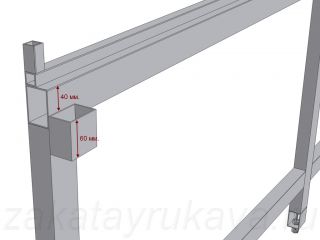
Одна из четырех опор вакуумного стола.
Крепления элементов конструкции.
Для удобства монтажа, отверстия допустимо делать овальной формы (фото справа).
Вакуумный пресс своими руками. Часть III. Вакуумный стол
18.07.2012
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола - стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух. Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам. Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
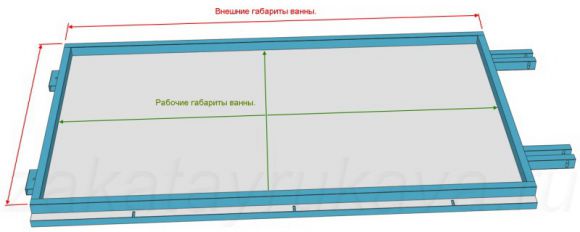
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны.
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер. Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м. Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться. Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм. При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
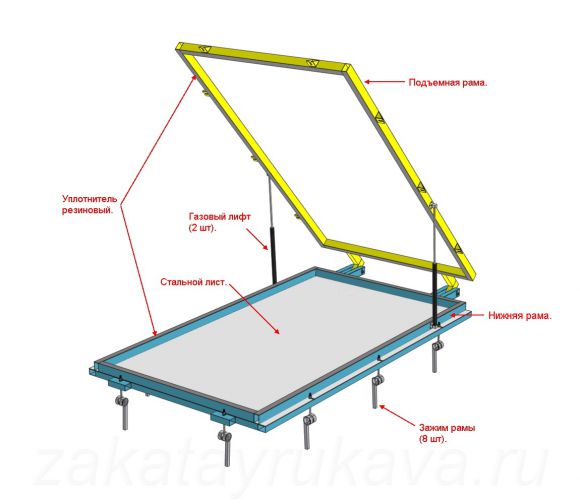
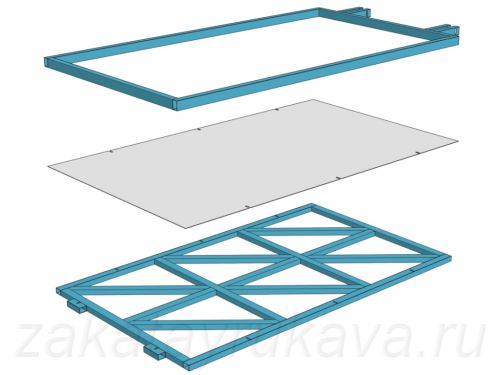
Элементы вакуумного стола.
Изготовление вакуумного стола.
Вакуумная ванна.
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2. Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист. Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости. Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм. Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
Размеры вакуумного стола.
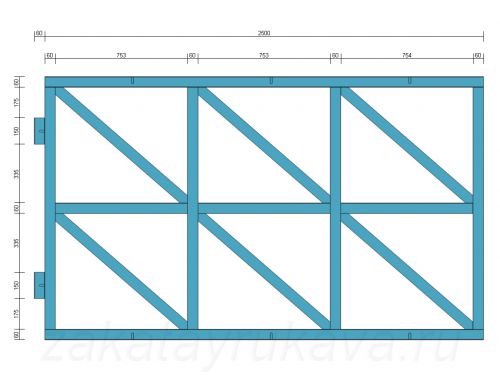
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.

Фото вакуумного стола снизу.
Каркас жесткости изготовлен частично из уголкового профиля.
Подъемная (прижимная, верхняя) рама.
Материал рамы - профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны. Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя - полосок листовой резины средней жесткости, толщиной около 2 мм.
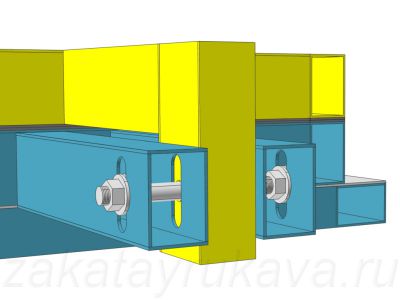
Шарнир прижимной рамы.
Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.
Фото шарниров прижимной рамы.
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму. Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
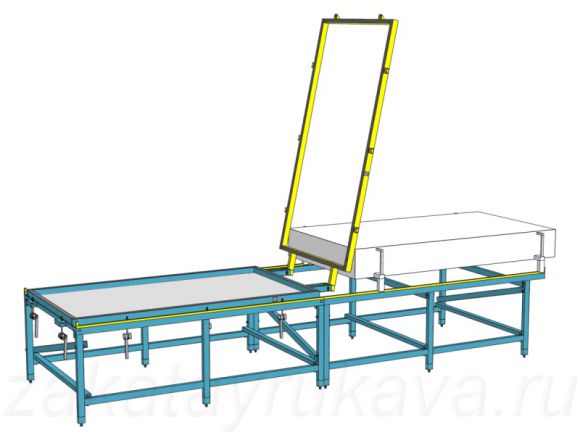
Подъемная рама опирается на термомодуль.
Зажимы.
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя. Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20x20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце - нарезать резьбу М10x50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму. Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками. Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.
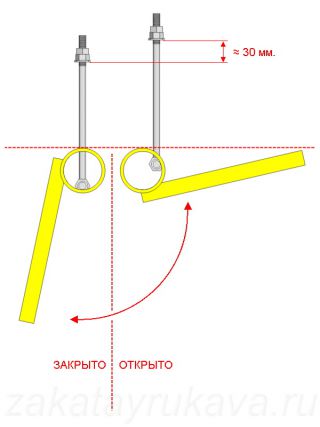
Работа эксцентрикового зажима.
Элементы и размеры шарнирного зажима.
Эксцентриковый зажим в столе.
Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола.
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости. Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов. Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя. Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
Смета на материал для вакуумного стола.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60x40 | 2500 | 6 | Каркас жесткости. Ванна. Подъемная рама. |
| Профиль 60x40 | 1380 | 4 | Каркас жесткости. |
| Профиль 60x40 | 1320 | 4 | Ванна. Подъемная рама. |
| Профиль 60x40 | 1001 | 6 | Каркас жесткости (диагонали). |
| Профиль 60x40 | 753 | 3 | Каркас жесткости. |
| Профиль 60x40 | 250 | 4 | Шарнир. |
| Профиль 60x40 | 180 | 2 | Шарнир. |
| Профиль 60x40 | 150 | 2 | Опора зажима. |
| Профиль 60x40 | 140 | 2 | Шарнир. |
| Уголок 50x50x3 | 50 | 8 | Подъемная рама (зацеп для зажима). |
| Профиль 20x20 | 220 | 8 | Зажим. |
| Труба ДУ50 | 60 | 8 | Зажим. |
| Прут D10 | 190 | 8 | Зажим. |
| Прут D10 | 55 | 8 | Зажим. |
| Прут D12 | 150 | 2 | Шарнир. |
| Гайка М10 комби | 8 | Зажим. | |
| Гайка М10 | 12 | Зажим. Крепление стола. | |
| Гайка М12 | 16 | Зажим. Шарнир. | |
| Шайба d12 | 12 | Шарнир. | |
| Болт М10x60 | 4 | Крепление стола. | |
| Лист 2500x1500x2 | 1 | Стол (дно ванны). | |
| Газовый лифт | 2 | Подъемная рама. |
По завершению основного объема работ, вакуумный стол устанавливают на станину (на специально предусмотренные опоры) и фиксируют по углам четырьмя болтами, как показано на рисунке, после этого переходят к мелким работам: установка и настройка зажимов, регулировка шарнира подъемной рамы, наклеивание уплотнителя.
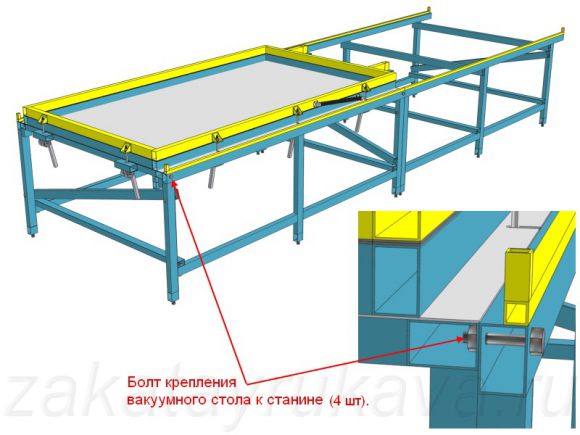
Крепление вакуумного стола на станине.

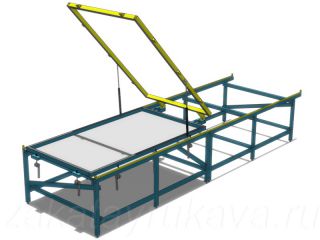
Вакуумный стол в работе.
Металлоконструкция начинает приобретать очертания будущего термовакуумного пресса, но ей пока не хватает многих элементов: вакуумной системы, термомодуля, блока электроуправления, - о которых будет идти речь в следующих статьях.
Мембранно-вакуумный пресс: виды, принцип действия, изготовление своими руками
Мебельная промышленность сегодня развивается очень активными темпами, что связано с повышением благосостояния людей и, соответственно, с увеличением спроса на предметы мебели, повышающие качество жизни и делающие ее более комфортной. Это, а также то, что современные потребители стали более требовательными не только к качеству изготовления мебели, но и к ее декоративным характеристикам, привело к тому, что предприятия, работающие в данной отрасли, стали все более активно использовать в своем производстве инновационные методики и высокотехнологичное оборудование, одним из видов которого является вакуумный пресс.

Вакуумный пресс используется при производстве мебельных фасадов, столешниц, дверей и для изготовления декоративных элементов из акрила или АБС-пластика
Применение вакуумного станка и соответствующих расходных материалов позволяет наделить мебель совершенно уникальными декоративными характеристиками, что значительно повышает конкурентные преимущества предприятия, которое использует в своем производстве данное оборудование.
Принцип действия
Основной сферой применения вакуумных прессов является мебельная промышленность, где такое оборудование используется при производстве элементов корпусной и мягкой мебели – для оклейки элементов мебельных конструкций ПВХ-пленкой и шпоном, которые выполняют преимущественно декоративные функции. В задачи пресса вакуумного в данном случае входят осаживание пленки или шпона и обеспечение их плотного прилегания к поверхности элемента мебельной конструкции.

Технология вакуумного прессования обеспечивает быструю и качественную отделку МДФ
Принцип, по которому работает вакуумный пресс для шпонирования и покрытия мебельных заготовок пленкой ПВХ, достаточно прост. Нагретая и ставшая более пластичной пленка под воздействием вакуума, создаваемого под ее поверхностью, плотно обтягивает мебельную заготовку, точно повторяя ее конфигурацию.
Пленка, нанесенная по вакуумной технологии на поверхность мебельной заготовки, изготовленной из МДФ или ДСП, держится очень долго и не содержит под собой даже мельчайших пузырьков воздуха.
Процесс оклейки пленкой ПВХ мебельного элемента с использованием вакуумного пресса включает в себя такие технологические операции, как:
- укладка мебельных заготовок на стол оборудования;
- покрытие заготовок пленкой и установка прижимной рамки;
- герметизация вакуумной камеры;
- разогрев камеры и откачивание из нее воздуха;
- охлаждение заготовок, уже обтянутых пленкой;
- обрезка пленки по контуру заготовок.
Конструктивные особенности
Вакуумный пресс для фасадов мебели и других элементов ее конструкции составляют следующие элементы:
- вакуумный стол, на поверхность которого укладываются мебельные заготовки (поверхность такого стола должна обладать высокой жесткостью, поэтому она обшивается листовым металлом или толстой жестью);
- вакуумный насос, в задачу которого входит откачивание воздуха из-под поверхности пленки для мебельных заготовок;
- прижимная рама, которая также изготавливается из прочного металла (в функции такой рамки, оснащенной надежными зажимными элементами, входит обеспечение герметичности воздушной полости под пленкой, которой покрывают мебельные заготовки);
- нагревательная установка, которая может быть выполнена на основе рабочих элементов различного типа;
- крышка вакуумного пресса, которая может быть откидного или накатного типа.

Основные элементы вакуумного пресса
Большая часть моделей вакуумных прессов дополнительно оснащается одним или несколькими валами, устанавливаемыми с торцевой стороны оборудования. Такие валы, которые делают работу на вакуумном прессе более удобной и сокращают время выполнения технологических операций, используются для установки рулонов с используемой для покрытия пленкой.
Многие современные модели вакуумных прессов для МДФ и ДСП могут работать в автоматическом режиме, что обеспечивают устанавливаемые на такое оборудование системы ЧПУ. Особенно актуальным использование вакуумных прессов с ЧПУ является для предприятий, выпускающих мебель сериями, когда на подобном оборудовании приходится выполнять покрытие пленкой или шпоном множества однотипных деталей. В таких случаях системы ЧПУ, устанавливаемые на такое оборудование, позволяют повысить его производительность и, соответственно, снизить себестоимость выпускаемой продукции.

Промышленный мембранно-вакуумный пресс с ЧПУ с подогревом верхней и нижней плиты
Основные разновидности
На сегодняшний день выпускаются два типа прессов вакуумного типа:
- оборудование обычного типа (такие прессы используются в тех случаях, когда на заготовку необходимо оказать максимально щадящее воздействие, и способны создавать давление, значение которого не превышает 0,95 кг/см 2 );
- вакуумные прессы повышенного давления (оборудование данного типа способно обеспечить давление, значение которого доходит до 8,5 кг/см 2 ).

В обычном прессе облицовочный материал прижимается к детали атмосферным давлением, а в прессе с избыточным давлением в полость над заготовкой дополнительно нагнетается сжатый воздух
Оборудование первого типа применяется в тех случаях, когда пленкой ПВХ или шпоном требуется покрыть изделия несложной конфигурации. Вакуумные прессы, способные создавать высокое давление, применяются для шпонирования или покрытия пленкой ПВХ деталей сложной формы. Кроме того, такое оборудование часто используется как вакуумный формовщик, при помощи которого из листового пластика изготавливают объемные изделия различной конфигурации.

Наиболее распространены два варианта компоновки вакуумных прессов
Назначение мембраны в конструкции вакуумного пресса
Оба типа устройств комплектуются специальной мембраной, поэтому более правильное их название – прессы мембранно-вакуумные. Используется такой элемент вакуумного пресса как при шпонировании элементов мебельных конструкций, так и при их покрытии пленкой ПВХ. В первом случае мембрана необходима для того, чтобы увеличить давление, оказываемое на поверхность заготовки и покрывной материал в процессе их соединения. Кроме того, при создании шпонированного слоя на поверхности заготовки из МДФ или ДСП мембрана предотвращает сдвиг покрывного материала по отношению к поверхности заготовки в процессе их соединения. При покрытии мебельных заготовок слишком тонкими пленками ПВХ мембрана защищает их от негативного воздействия высоких температур, создаваемых в вакуумной камере.
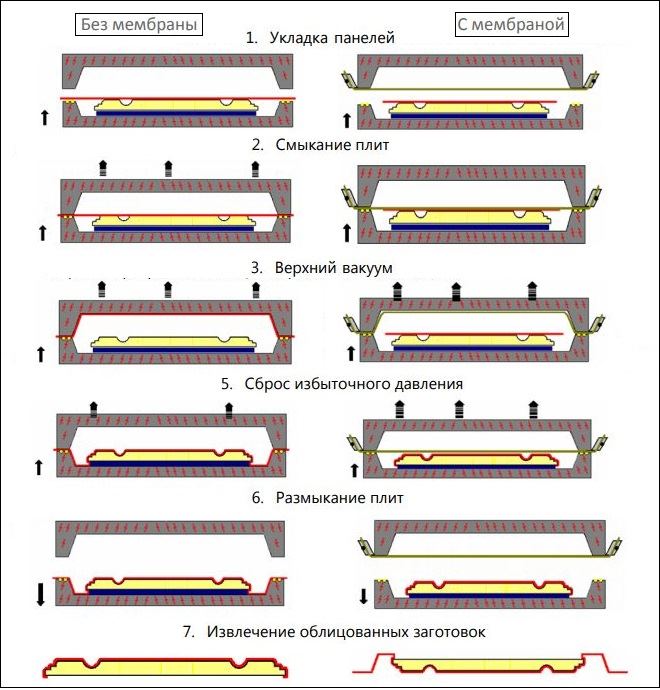
Принцип работы вакуумного пресса с мембраной или без
Мембраны, которыми оснащаются вакуумные прессы, могут быть двух типов: каучуковые и изготовленные из силикона. Более предпочтительным вариантом являются мембраны из силикона, так как они более износостойкие и позволяют выполнять покрытие пленкой ПВХ деталей даже очень небольшого размера.
Другие области применения
Кроме оклейки поверхности элементов мебельных конструкций шпоном и пленкой ПВХ, мембранно-вакуумный пресс (МВП) может быть успешно использован для решения других задач, к которым, в частности, относятся:
- перенос на любые поверхности надписей и изображений методом сублимации;
- формирование из пластиковых листов объемных деталей различного назначения.
Для переноса изображений со специальной бумаги практически на любые (в том числе и рельефные) поверхности методом сублимации применяется такое оборудование, как термовакуумный пресс. Используя термовакуумный мембранный пресс, можно наносить надписи и изображения на изделия, изготовленные из керамики, пластика, текстиля и других материалов.

Настольный мембранно-вакуумный пресс
Принцип, по которому работает мембранный вакуумный термопресс, заключается в следующем.
- Изделие с закрепленным на нем листом бумаги, с которого необходимо перенести надпись или изображение, помещается на стол вакуумного пресса.
- Плотный прижим листа бумаги с изображением или надписью к изделию обеспечивает мембрана пресса, под которой создается вакуум.
- Под крышкой пресса после ее закрытия создается температура, под воздействием которой изображение или надпись с бумаги и переносится на поверхность изделия.
Вакуумные термопрессы, представленные на современном рынке большим разнообразием моделей, активно используются как крупными полиграфическими предприятиями, так и небольшими компаниями, занимающимися производством сувенирной продукции.

Вакуумный пресс для формовки пластиков
Для изготовления из листового пластика изделий рельефной формы применяется формовочно-вакуумный пресс. Используя такой формовочный станок, работающий по принципу мембранно-вакуумного пресса, из плоских пластиковых листов можно изготавливать объемные изделия, глубина впадин или выпуклостей на поверхности которых доходит до 500 мм. Корпуса вакуумных прессов данного типа, как правило, рассчитаны под достаточно габаритные изделия, что позволяет производить на таком оборудовании продукцию широкого ассортимента.
Современные модели формовочных вакуумных прессов, оснащенные системами ЧПУ, обладают опцией, позволяющей одновременно нагревать разные участки обрабатываемой заготовки до различной температуры. Это позволяет изготавливать из листового пластика объемные изделия с достаточно сложным рельефом. Весь процесс обработки на таком оборудовании управляется и контролируется системой ЧПУ. Таким образом, вакуумная формовка своими руками при использовании данного оборудования не выполняется, оператор станка только задает программу, все остальное делает машина.
Как правильно выбрать оборудование
Выбирая мембранно-вакуумный пресс для решения определенных задач, следует ориентироваться на его наиболее важные параметры.
Марка и страна-производитель насоса
На вакуумных прессах могут быть установлены насосы от зарубежных (как правило, итальянских) или отечественных производителей. В первом случае вакуумный пресс мембранный будет стоить дороже, но и насос, который на нем установлен, будет надежнее. Между тем отечественные вакуумные насосы тоже достаточно надежны, но самое главное – проблем с их ремонтом возникать не должно, так как найти запасные части для отечественного насосного оборудования не представляет особых сложностей.
Надежность и производительность пресса зависит в первую очередь от вакуумного насоса
Материал облицовки вакуумного стола
Очень важно, чтобы это был именно металл, а не листы ДСП, которые для таких целей используют некоторые производители. После непродолжительного использования столы, изготовленные из ДСП, просто придут в негодность.
Размеры
Это одна из важнейших характеристик, на которую следует обращать особое внимание, когда вы будете выбирать мембранно-вакуумный пресс. От габаритов вакуумного пресса в первую очередь зависит количество заготовок, которые на нем можно обрабатывать одновременно. Естественно, чем большим будет такое количество, тем более производительным будет вакуумный пресс. Между тем следует учитывать и то, что размеры оборудования напрямую влияют и на его стоимость, поэтому выбирать в данном случае следует оптимальный вариант.

Вакуумные прессы изготавливаются типовых размеров, например, для облицовки шпоном чаще всего используются размеры 2500х1500, 3000х1500, 2500х1200 или 3000х1200 мм
Вид нагревательных устройств
Преимущественное большинство специалистов советует выбирать вакуумные прессы, оснащенные КГТ-лампами, при использовании которых пленка, наклеиваемая на верхнюю часть гнутых деталей, не плавится и не прогорает. В том же случае, если будет выбрано оборудование, оснащенное ТЭНами, то придется постоянно контролировать, чтобы расстояние от таких нагревательных элементов до самой верхней части поверхности заготовки было не менее 150 мм.
Торговая марка пресса
Поскольку вакуумные прессы являются достаточно дорогостоящим оборудованием, выбирать устройство от неизвестных производителей, которое затем придется постоянно ремонтировать, не стоит.
Самостоятельное изготовление вакуумного пресса
Многие частные мастера по изготовлению мебели и владельцы небольших мебельных компаний, руководствуясь естественным желанием минимизировать расходы, задаются вопросом о том, как изготовить вакуумный пресс своими руками. Сделать такой станок своими руками можно, в интернете легко найти чертежи данного оборудования, да и с приобретением комплектующих для него особых проблем не возникает. Немаловажным стимулом при реализации такого желания является и то, что себестоимость самодельного вакуумного пресса, если подойти к вопросам его изготовления правильно, будет значительно ниже стоимости серийного оборудования.
При желании и наличии хороших навыков работы с техникой можно изготовить и станок для вакуумной формовки своими руками, если есть потребность в оборудовании, позволяющем делать объемные изделия из плоских пластиковых листов.
Прежде чем начать изготавливать вакуумный пресс своими руками, следует хорошо изучить конструкцию такого оборудования, определиться с техническими параметрами устройства, которое необходимо именно вам, и закупить расходные материалы и комплектующие. Кроме того, можно воспользоваться советами и выложенными в интернете видео тех, кто уже изготовил вакуумный пресс своими руками и делится своим опытом.
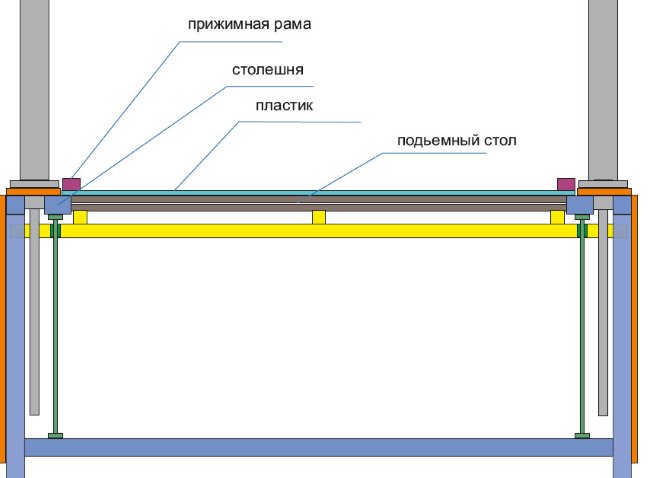
Схема самодельного вакуумного пресса

Устройство столешницы станка
Для того чтобы изготовить вакуумный пресс своими руками, потребуются следующие расходные материалы и комплектующие:
- стальные профильные трубы, швеллеры и уголки;
- листовая сталь;
- зажимы для фиксации прижимной рамки;
- четыре газовых лифта – для подъема и опускания прижимной рамки;
- рельсы для термомодуля;
- резиновые уплотнительные элементы;
- водокольцевой вакуумный насос, оснащенный баком для воды;
- стальные трубы;
- кварцевые галогенные тепловые лампы для термомодуля.
Для того чтобы изготовить вакуумный пресс своими руками, потребуется набор слесарных инструментов, сварочный аппарат, электродрель и угловая шлифовальная машинка.
Фото узлов самодельного вакуумно-формовочного станка
Общий вид станка Вакуумный насос для станка Вакуумный стол
Нагревательные элементы Электромонтажные соединения Ступенчатый отражатель
После того как все комплектующие и расходные материалы для изготовления вакуумного пресса будут подготовлены, следует, ориентируясь на чертежи того устройства, которое вас устраивает по своим техническим параметрам, нарезать трубы, профильный и листовой металлопрокат по требуемым размерам и приступать к сборке оборудования.
Читайте также: