Стол для трубогиба своими руками
Обновлено: 17.05.2024
Необходимость согнуть стальную трубу под определенным углом с нужным радиусом возникает не так уж часто. Но, если такая задача появляется, то при отсутствии специального оборудования неизбежно превращается в сложно разрешимую проблему.
В случае с трубами круглого сечения иногда помогают фитинги. Для прямоугольных и квадратных труб таких решений не существует. Предлагается только крепеж на болтах.
Задавать трубе изгиб путем ее сварки из отдельных сегментов – не лучший выход из положения. Это сложно, и как правило, ненадежно.
Самым технологичным десятилетиями проверенным вариантом был и остается трубогиб, позволяющий согнуть трубу любого сечения, не нарушая ее качественных и эксплуатационных характеристик.
Сделать такой компактный станок с механическим приводом можно своими руками. Поработать придется, но он того стоит. Купить трубогиб дешево не получится. Минимальная цена в магазинах более-менее стоящего на вид приспособления стартует от нескольких тысяч рублей. При этом о его качестве и эксплуатационном ресурсе можно только догадываться.

Что нужно для самодельного трубогиба
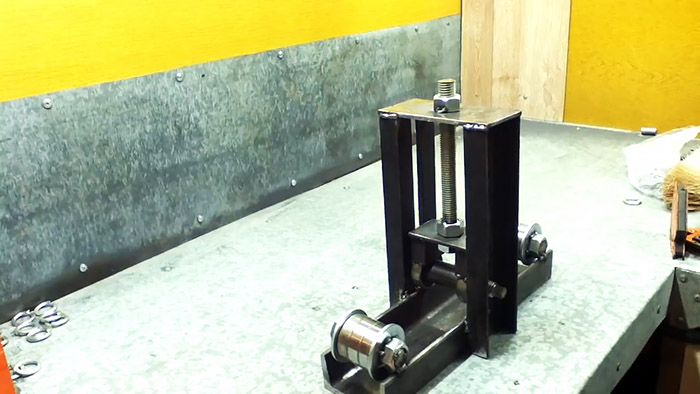
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Порядок выполнения операций
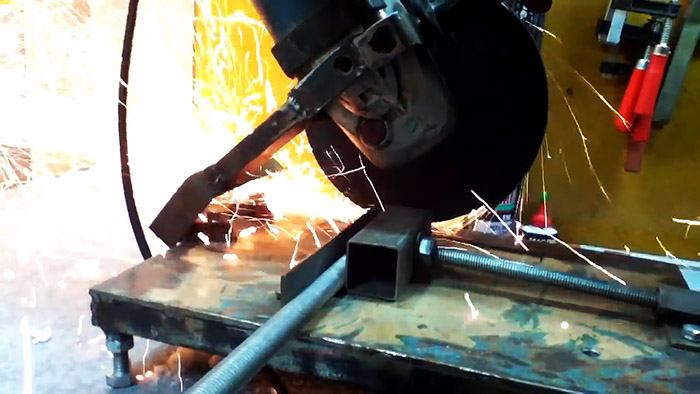
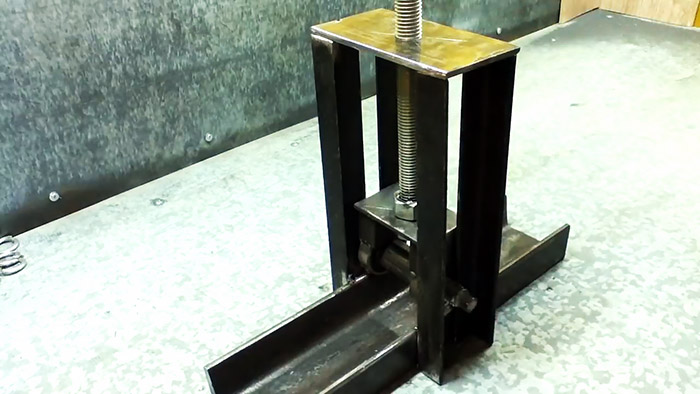
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.


3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

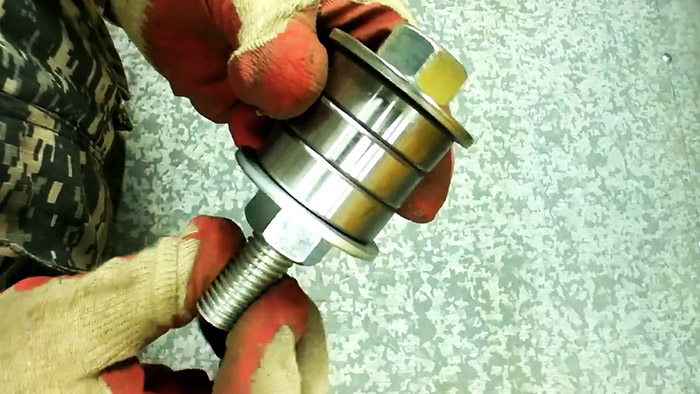
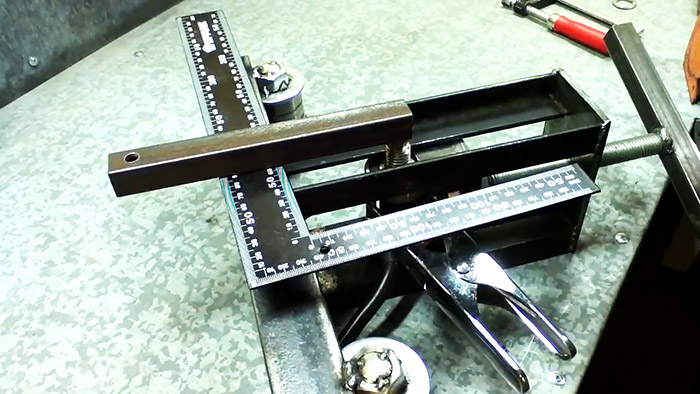
4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.
5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.



10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).

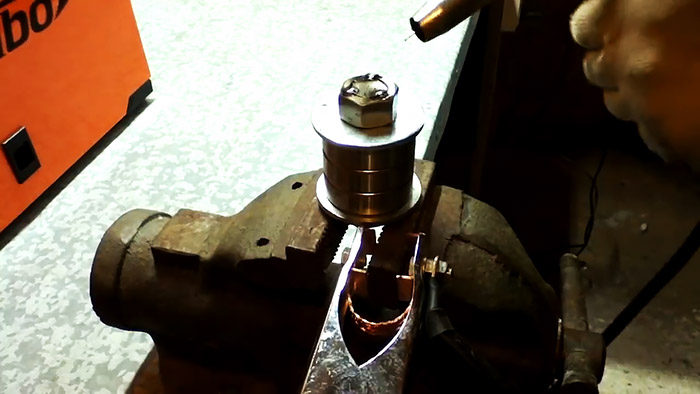
12. На одну из уже подготовленных частей шпильки надеваем отрезок трубы диаметром 27 мм длиной 40 мм. Внутренний зазор заполняем гвоздями на 40 без шляпок.


15. Изготавливаем подвижную каретку путем сваривания в единую конструкцию двух отрезков профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.

16. На пересечении диагоналей отмечаем керном центр и просверливаем в верхней части каретки отверстие диаметром 18 мм под шпильку с помощью сверла и развертки.

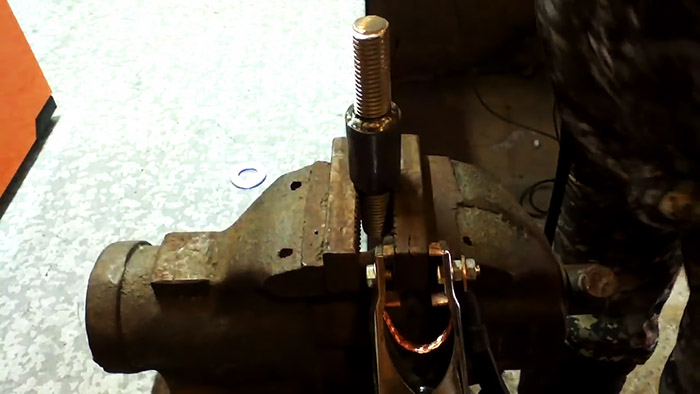
17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке, продетой в отверстие площадки каретки.

18. Вырезаем из стального листа толщиной 5 мм прямоугольник примерно 70х130 мм, который будет использован в качестве упора для подъемного механизма. Отмечаем середину и просверливаем отверстие 18 мм по аналогии с основанием каретки.

19. Собираем изготовленные элементы в единую конструкцию. Для этого устанавливаем каретку с ведущим валом в направляющие.

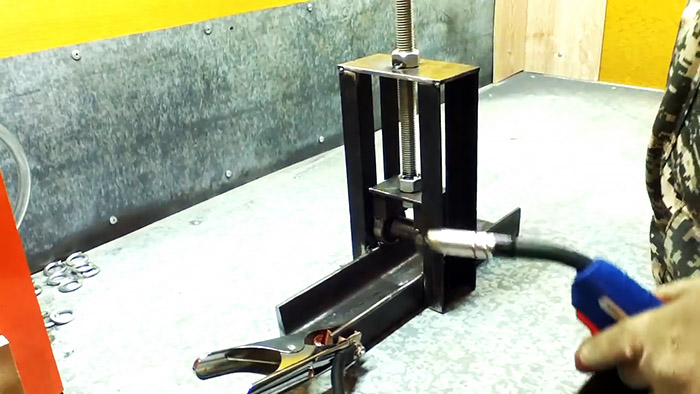

24. Из 20-25-сантиметрового отрезка профильной трубы 20х20 мм изготавливаем рычаг механического привода и привариваем его к ведущему ролику (шпильке). Ручку для привода можно позаимствовать от любого старого электроинструмента, предварительно просверлив под нее отверстие. Если таковой в наличии нет, можно вместо нее приварить к рычагу 12-14-сантиметровый отрезок трубы круглого сечения.

26. И наконец, финальный этап – покраска нашего трубогиба. Как же такому техническому шедевру ручной сборки не придать респектабельный вид.
Впрочем, это вопрос сугубо индивидуальный и подробно останавливаться на нем не будем. Отметим только, что предварительно нужно убрать напильником или болгаркой все шероховатости, хорошо обезжирить растворителем, покрыть грунтом. Но в любом случае, хоть душу и радует, на результат это никак не влияет.
Смотрите видео
Как сварить стол из металла своими руками

Есть проверенный дедовский способ, но его эффективность невысокая, а трудоемкость, напротив, значительная. Для этого берут полую трубу, засыпают ее песком, закрывают заглушками оба края. Затем необходимо взять газовую горелку и докрасна накалить участок. Чтобы не было непроизвольного сгибания, рекомендовано использовать трафарет, но большинство подобных процедур происходит просто с помощью любого стального крепкого бруска, о который можно упереть металл.
Но чтобы получить достаточно высокую точность, а также сделать весь процесс значительно проще, мастера используют трубогибы.
- Рычажные. Они работают по типу классического рычага, то есть нужно приложить усилие на одном конце, а второй установить в шаблоне.
- Ручные.
- Дроновые.
- Арбалетные.
Последние очень ценятся среди специалистов, поскольку в ними можно производить изгиб даже на очень коротких трубках, не применяя нагрев детали.
Общая информация
Пару слов о профильных трубах, как об основном материале, из которого будет изготавливаться стол. Некоторые умельцы привыкли думать, что профтрубу можно использовать только в строительстве или в других подобных сферах. На самом деле, профильная труба — это отличная заготовка, из которой можно сделать множество вещей: забор, ворота, калитку, перила, навес и многое другое. В том числе современную мебель.
Стол из профильных труб — не единственный предмет интерьера, который можно изготовить. Мастера создают стулья, стеллажи и даже кровати из профтрубы, и выглядят такие изделия очень красиво. Но почему используется именно профильная труба?
У этого материала есть несколько неоспоримых преимуществ. Первое — вес и габариты. Профтрубы весят немного, поэтому отлично подходят для создания мебели. К тому же исходные габариты материала не вызывают трудностей при транспортировке и хранении. Можно закинуть профильные трубы в багажник авто и без проблем привезти домой.

Второе преимущество — надежность и устойчивость конструкции. Профильная труба квадратного сечения обеспечивает столу достаточную устойчивость на полу, при этом конструкция не прогибается, не шатается и не деформируется. У профтруб большой запас надежности и такой стол вполне может пережить поколение
Третье — себестоимость. Она невысока, даже при использовании качественных профильных труб. Собранный своими руками стол оказывается в разы дешевле, чем из мастерской или магазина.
Последнее преимущество — функциональность. Столы из профильных труб выдерживают осадки, поэтому могут использоваться на улице. Также такой стол может собрать новичок, который обладает минимальными навыками сварки. Ну а если даже сварка невозможна, то используйте болты, чтобы соединить конструкцию воедино.
Принцип работы трубогиба
Основной процесс очень простой: труба подвергается значительному температурному изменению, сталь становится более податливой. Затем заготовка помещается в прокатное устройство между тремя валами, которые одновременно служат шаблоном. От их расположения и диаметра зависит радиус будущего элемента. Все ролики делятся на направляющие и прижимные. Первые только удерживают деталь, в то время как последние и задают угол искривления.
Отметим, что многократное изменение состояния (как нагрев, так и деформации) приводит к потери прочности материала.
Классификация по типу привода
В зависимости от сложности поставленной задачи, типа и радиуса, а также от материала заготовки и необходимой точности, уровня производства, могут потребоваться разные станки:
- Гидравлические. С ними можно гнуть трехдюймовые элементы. Они очень производительны, имеют высокую скорость и точность. Бывают ручные и автоматизированные.
- Электромеханические. Рассчитаны уже на больший диаметр, чаще всего применяются для работы с магистральным трубопроводом.
- Ручные. Они приводятся в движения человеком, поэтому силы нажатия хватает только для маленьких профтруб.
Как сделать самодельный трубогиб для профильной трубы, используя шаблон
Этот метод подходит для начинающих специалистов и для домашнего использования. Для этого понадобятся деревянные доски – их размер должен по 1 см с каждой стороны превышать диаметр трубы. На торцах необходимо сделать уклон, это позволяет заготовке не съезжать с конструкции. Полученный трафарет требуется крепко установить на поверхности, подойдет ровный пол. Рядом – держатель, уже металлический, он нужен для упора.
Профтруба помещается между двумя этими элементами и мягко прижимается к шаблону. Если монтировать рычаг, то процесс пойдет намного проще. Плюсы:
- Невысокая точность, большие погрешности.
- Деревянный шаблон подходит только для одного конкретного угла изгиба.
Трубогиб-улитка для профтрубы своими руками, чертежи
Посмотрим на схематическое изображение с заданными параметрами:
Приспособление отлично подходит, когда требуется изготовить несколько одинаковых изделий. К его преимуществам относят достаточно простую конструкцию, к тому же установка получается небольшая по размерам. Но есть и существенный недостаток – радиус изгиба будет небольшой.
Прокатные станки
Основное достоинство данного устройства – его универсальность, а также электрический привод. В остальных случаях приходится работать руками, здесь же достаточно подключить движок. Основной принцип конструкции все же остается прежним – есть три вала, между которыми протягивается профтруба. Ролики передвижные, их можно заменять, в соответствии с необходимым углом.
Посмотрим на видео, как работает механизм, здесь представлен ручной вариант, без двигателя, поэтому его проще сделать своими руками.
Размеры столов из профильной трубы
Габариты будущей металлической мебели определяют отдельно по двум параметрам – по высоте и по глубине столешницы. Для самодельного стола из профильной трубы можно использовать общепринятые стандарты, но лучше подгонять размеры под индивидуальные особенности хозяев:
- Высота стола выбирается в пределах 80-110 см. Если это обеденная мебель, то будет достаточно 80-90 см, для работы стоя расстояние от пола до столешницы увеличивают до 100 см для человека среднего роста и 110 см для высоких людей;
- Журнальные модели традиционно изготавливают высотой 35 см. Для передвижного стола на колесиках оптимальной будет высота 65-70 см, не более;
- Размер столешницы по глубине выбирают исходя из длины рук хозяев. Взрослый человек в положении стоя должен, не нагибаясь, доставать пальцами до середины поверхности стола.
Остальные габариты планируют по размерам помещения или площадки, на которой будет установлена мебель. Понятно, что, чем больше размеры стола, тем более мощной по сечению выбирается профильная труба. Соответственно, вес мебели получается больше. Иногда из остатков материала сваривают стулья и табуреты, например, для обеденного стола из профильной трубы. Это крайне неудачная идея, так как стулья получаются очень тяжелыми и некрасивыми.
Вся мебель из одного материала
Существует золотое правило изготовления металлической мебели – размер профильной трубы, ее сечение должно соответствовать нагрузке на столешницу.
Совет! Для изготовления столов используйте квадратную профильную трубу, сечением 20-30 мм, не более. Вертикальные стойки и самые нагруженные детали каркаса можно сварить из профиля в 40 мм.
Необходимые элементы конструкции
Вне зависимости от того, какой тип вам больше подходит, будет представлено две противные силы – одна статичная, она как раз упирается в трубу и гнет ее (вал, угол, деревянный шаблон), вторая – динамичная, она приводит весь механизм в движение. Самым оптимальным вариантом является прокатный станок. Несмотря на то, что его сложнее всего создать, он будет эксплуатироваться в течение нескольких лет. Он конструктивно состоит из:
- Трех роликов из металла.
- Цепи для передачи привода.
- Вращательной оси.
- Электропривода (движка) или ручного приспособления – вращательной ручки с достаточно большим рычагом.
- Металлического основания – станины.
Если валы будут созданы не из стали (вдруг нет токарного станка по металлу), а из дерева или полиуретана, то необходимо внимательно отнестись к прочности выбранных материалов. Если планируется гнуться довольно массивные трубы, то есть вероятность, что оборудование просто не выдержит.
Трубогиб для профиля своими руками: чертежи и процесс
Покажем схему одного из представленных вариантов:
Понадобится сделать следующее:
- Сварить крепкое основание. Соединения могут быть не только сварочными, но и болтовыми.
- Разместить валы – два находятся выше, они между собой на одинаковой плоскости, а третий ниже. Какое расстояние будет между ними, зависит от необходимого заданного радиуса изгиба. Рекомендуем проделать несколько отверстий для съемного крепежа, чтобы можно было с легкостью переквалифицировать аппарт.
Подробности в таблице:
Инструкция по изготовлению трубогиба
Металл может стать достаточно гибким и покладистым материалом, если правильно оснастить самодельный станок. Перечислим этапы его создания:
- Разработка чертежа. Можно воспользоваться уже готовыми на этом сайте или создать свою индивидуальную схему с заданными параметрами.
- Подготовьте валы, их необходимо обточить. Рекомендуем оставить по бокам небольшие кромки, они помогут, чтобы не соскакивала заготовка.
- В роликах необходимо сделать отверстия и нарезать в них резьбу. Аналогичная процедура требуется полкам для установки прижимного элемента.
- После подготовки деталей переходите к сборке, начиная с каркаса.
- Установите валы – прижимной нужно подвешивать на пружинах, в то время как оставшиеся два разместить по бокам на опорной планке.
- Теперь прикрепите домкрат (или ручку).
Изготовление гидравлического трубогиба
Гидравлика достаточно капризна в исполнении, однако, если вы профессионально работаете с токарным станком и имеете необходимое оборудование, можете начать создание станка. Вам понадобится гидроцилиндр, нагнетательный аппарат и упоры для профтруб.
Посмотрим на видео, как сделать изделие самостоятельно:
В отличие от заводского станка, домашний будет выполняться не из металлических полос, а из уголков и швеллеров. Это увеличивает вес конструкции, но в то же время делает ее более статичной и надежной – можно работать с крепкими материалами. Трубогиб состоит из:
- станины;
- двух роликов;
- полукруглой насадки;
- гидравлического домкрата.
Чтобы упорные ролики можно было смешать в ту или иную сторону, в основании необходимо проделать 5-6 отверстий. Процедура проходит очень просто. Валы помещаются в проделанные для них места, домкратное устройство ставится под станиной, а на его верхнюю часть помещается насадка.Между элементами просовывается труба. Специалист вручную начинает двигать рычаг, чем сгибает заготовку.
Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.

Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.

- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.

Станок состоит из основания, на котором крепится передвижной блок для фиксации заготовки и механизм с лемехом для скручивания. Основные параметры оборудования:
- Максимальная и минимальная длина обрабатываемых изделий.
- Сечение заготовки, ее размеры. Они зависят от формы механизма крепления;
- Тип привода – ручной или механический. Для производства кованых изделий из профильной трубы в домашних условиях чаще всего используются бюджетные модели с ручным приводом.
Цена полного комплекта — от 16 800 рублей.
Улитка
С ее помощью делают спиралевидные компоненты. Устройство состоит из платформы квадратной или прямоугольной формы. На ней располагаются отверстия для установки опорных дуговых элементов. С помощью концевика выполняется фиксация трубы. Изгиб формируется при воздействии рычажного механизма с опорным роликом.

- максимальный и минимальный радиус изгиба;
- размер заготовки;
- допустимая степень механического воздействия.
Средняя стоимость бытовой улитки для гибки профильных труб составляет 12 000 рублей.







Методы гибки
Есть два основных приема:
- Холодный – нагрев изделия предварительно не производится. Соответственно, уровень плавкости, гибкости невысокий значит нельзя провести процедуры со значительным изменением угла, только небольшие изгибы. Предварительно необходимо заполнить внутреннюю полость песком или солью, это улучшит результат минимизирует возможность раскола.
- Горячий – актуален для материалов с высокой жесткостью, прочностью, а также с заготовками, имеющими толстые стенки. Процедура проста – с помощью газовой горелки следует нагреть участок, который будет подвергаться металлообработке.
Фото домашнего трубогиба
Полезные советы
- Прижимной винт менее функционален, чем обычный домкрат, попробуйте заменить этот элемент.
- Используйте металлические крючки – с их помощью можно закрепить заготовку, чтобы она не соскакивала с валов.
- Обязательно заранее продумайте, как снимать и переустанавливать ролики – это может сделать аппарат универсальным и применимым не в одном случае, а постоянно.
- Если вы не уверены в размеры самодельного трубогиба для профильной трубы и расчетах, необходимо сначала сделать предварительный макет из дерева – это позволит оценить правильность вычислений, затем по этому шаблону можно вытачивать металлические элементы.
- Большинство частей конструкции можно не покупать, а найти дома или даже в пункте сдачи металлолома. К примеру, цепь на приводе аналогична обычной из мототехники или автомобиля, а ролики можно выточить из обычных автомобильных валов у основании колеса.
Чертежи столов из профильной трубы
Примером того, что можно сделать полноценный очень красивый стол из тонкой профилированной трубы, может быть фото и схема, приведенные ниже.
Каркас может быть до удивления изящным и красивым Каркас может быть до удивления изящным и красивым
Для того чтобы согнуть профилированную трубу с ребром 10 мм, можно использовать ручной трубогиб, часть декора собрать из круглого профиля и арматуры. В качестве материала покрытия использовать деревянные доски, облицованные пластиком, получится красиво и эстетично.
Из всех проектов прочного металлического каркаса для домашнего стола наиболее предпочтительным будет вариант с облицовкой тыльной стороны, это позволяет существенно улучшить жесткость без использования тяжелых профильных труб размером более 30 мм.
Для основного дачного стола, для гаража и ремонтной мастерской выбирают классический вариант стола с обвязкой ножек по нижнему уровню. Конструкция получается достаточно жесткой, поэтому при необходимости ее можно использовать в качестве разделочной поверхности.
Высоту рабочей поверхности нужно подбирать индивидуально Универсальный каркас
Для мелких сварочных работ подойдет передвижной лоток, приведенный на чертеже ниже.
Столешницу можно зашить листом металла или сделать комбинированной, с подложкой из деревянных досок. В этом случае деревянные планки должны быть утоплены под металлическое покрытие.
Отдельно стоит упомянуть нестандартный вариант каркаса с Х-образными боковыми стойками.
У такой конструкции есть несколько серьезных преимуществ:
- Можно использовать относительно тонкие профилированные трубы, стол получается прочным и одновременно легким;
- Х-образная схема крепления ножек позволяет сделать стол складным;
- Отсутствие нижней обвязки профилем, как, например, у сварочных верстаков, открывает свободное пространство для ног и делает мебель очень удобной в пользовании.
Из всех приведенных проектов и схем этот вариант наилучшим образом подходит для использования обеденного стола на веранде или открытой террасе.
Трубогиб для профильной трубы своими руками чертеж и пошаговая инструкция
Профильные трубы – уникальный материал, открывающий умелому хозяину загородного участка бездну самый разнообразных возможностей. Но есть проблема – отсутствие пластичности, то есть «невооруженному» мастеру приходится иметь дело преимущественно с прямыми отрезками металлопроката, что существенно сужает «ассортимент» создаваемых конструкций. Иными словами, «голыми руками» такую трубу не согнешь. А создание гнуто-кованных изделий, ограждений, садовых арок, кровельных козырьков на входных группах и многого другого предполагает широкое применение и криволинейных деталей.

Трубогиб для профильной трубы своими руками чертеж и пошаговая инструкция
Про «отсутствие пластичности» автор, конечно, намеренно «погорячился» — у стали, идущей на производство профильных труб, она отменная. Но вот согнуть профиль, да так, чтобы соблюсти нужный радиус дуги или даже круга, и при этом не заломить критически «коробку» — это возможно только с использованием специального станка — трубогиба. Такое оборудование предлагается в продаже, но стоит оно недешево. Кого-то устроит аренда – но лучше, все же, иметь такое приспособление в постоянном своем распоряжении. Выход – изготовить станок самому.
Не стоит пугаться заранее! Задача видится вполне посильной, если домашний мастер обладает определёнными навыками в слесарном деле и в электросварке — вот без этого никак… Так что читаем и учимся — трубогиб для профильной трубы своими руками чертеж и пошаговая инструкция для самостоятельного изготовления.
Основные требования к ручным трубогибам
Любые трубы, в том числе и профильные (с прямоугольным или квадратным сечением) тем и хороши, что сочетают два важных качества. Полость внутри изделия обеспечивает малый удельный вес по сравнению с полнотелыми размерными эквивалентами. Но при этом сохраняется высокая пространственная прочность профиля, то есть согнуть металлическую трубу — просто так не удастся.
Казалось бы, приложи позначительнее усилие – и все дела, всё получится благодаря пластичности материала изготовления. Так-то оно так, но без создания особых условий для приложения силы очень велика вероятность неудачи. Мы ожидаем при изгибе, что внешняя сторона трубы растянется, внутренняя – каким-то образом ужмется. Но без специального оборудования скорее произойдёт замятие стенок с так называемым переломом трубы.
И еще одна проблема – как проконтролировать радиус изгиба и как выполнить деформацию в нужном направлении (по сути – в нужной плоскости?)
Итак, подытожим задачи:
- Надо хорошенько зафиксировать заготовку, чтобы не «промахнуться» с направлением изгиба.
- Требуется приложить весьма значительное усилие, причем, таким образом, чтобы оно было правильно равномерно распределено на участке изгиба.
- Необходимо иметь какой-то шаблон, задающий дугу или радиус и угол изгиба.
- Наконец, выполнение всех перечисленных операций не должно требовать каких-то запредельных физических усилий работника. Желательно, чтобы все основные операции смог выполнять один оператор, ну, максимум с привлечением помощника при обработке очень длинных заготовок.
Все это в комплексе позволяет выполнить качественный трубогиб. Правда, существует несколько типов таких станков, разной степени сложности и несколько отличающегося предназначения.
Оставим в сторону «экзотические» деревянные плоские шаблоны – работа с ними не отличается ни продуктивностью, ни безопасностью. Обратим наше внимания на устройства, которые больше подходят под определение станочного оборудования.
Трубогибы различных типов
Роликовые трубогибы для обкатки труб
Это одни из самых несложных в устройстве и работе, и оттого – наиболее пока распространённых трубогибов, пользующихся особым спросом у сантехников. Впрочем, помимо сантехнических круглых труб ВГП такие приспособления прекрасно справляются и с профильными трубами небольшого сечения, скажем, до 25×25 или даже 40×20.
Принцип проведения изгиба трубы обкаткой показан на рисунке ниже:

Принцип работы обкаточного трубогиба и основные детали станка
Все устройство собирается на надёжной станине (поз. 1) из стального листа или профиля (швеллера), способной выдержать серьезные механические нагрузки. Эта станина или крепится болтами к верстаку (неподвижной подставке), или зажимается в мощные тиски.
В станине имеется отверстие, через которое пропускается болт (шпилька, штырь), выполняющий роль оси (поз. 2). На эту же ось надевается диск с ребордами по обеим сторонам (поз. 3) – это как раз и есть тот шаблон, вокруг которого будет осуществляться обкатка трубы. На этом диске рекомендуется выполнить еще одну доработку, но об этом поговорим подробнее чуть ниже – в пошаговой инструкции. Вокруг этой же оси будет вращаться и рабочий рычаг (поз. 5) – его делают достаточно длинным, чтобы обеспечить плавное приложение большого усилия для изгиба трубы.
На рычаге расположен ролик (поз. 4), который как раз и будет передавать прилагаемое усилие на тело трубы. Просвет между рабочими поверхностями обкаточного диска и прижимного ролика должен быть чуть больше толщины изгибаемой трубы. Как правило, у хорошего мастера в комплекте одного трубогиба может быть несколько наборов дисков под разные профили труб.
Предусматривается какая-то система фиксации конца трубы перед началом сгиба. На рисунке показаны просто крючок (верхний фрагмент) и стопор с гайками (оба варианта – поз. 6). Как мы увидим дальше, могут быть и иные решения.
Для проведения изгиба рычаг отводится в «нулевое» положение, так, чтобы можно было завести прямой конец трубы в просвет между диском и роликом, и она уперлась (вошла) в стопорное устройство.
Затем на рычаг прикладывается усилие, и труба изгибается по круглой поверхности диска. Многие станки оснащены неким подобием шкалы, по которой можно отслеживать угол изгиба. А вот радиус изгиба в данном трубогиба варьировать не получится: какой установлен диск – таким радиус и будет. Изменение радиуса возможно только установкой другого комплекта.
Подобные трубогибы удобны там, где требуется изогнуть изделие с поворотом на 90 и даже более градусов с минимально возможным для данного профиля радиусом, для создания «ломаных» линий и т.п. А вот длинную пологую дугу с его помощью, увы, не сделаешь.
В сети немало эскизов, чертежей и примеров собственной сборки трубогибов такого принципа действия. Вот, например, один из наиболее расхожих примеров – с размерами.

Эскизы, сборочный чертеж и деталировка трубогиба обкаточного типа.
Один из примеров можно разобрать поближе, в форме пошагового изложения.
Самодельный обкаточный трубогиб под профильную трубу
Для удобства восприятия информации она будет предоставлена в форме таблицы. То есть, иллюстрация – и тут же рядом ее краткое описание.
Трубогибы намоточного типа
Их сложно отнести к категории популярных среди домашних мастеров, так как они довольно сложны в устройстве и требуют приложения очень значительного усилия.
Суть заключается в том, что конец трубы закрепляется на рабочем колесе (шкиве), а рядом располагается неподвижный роликовый упор, задающий начало изгиба. При включении станка на рабочий шкив передаётся мощный крутящий момент с невысокой угловой скоростью. Получается, что шкив, вращаясь, будто бы наматывает трубу на себя, становясь одновременно и своеобразным шаблоном в плане радиуса изгиба.

Принцип устройства и работы трубогиба намоточного типа
На иллюстрации цифрами показаны:
1 – рабочее колесо (шкив), получающий крутящий момент от редуктора или иной силовой передачи, например, гидравлической или механической винтовой.
2 – упорные ролики для подачи прямого участка трубы на изгиб. На фотографии хорошо заметен механизм максимального прижима роликов к шкиву после зажатия трубы, чтобы исключить люфт заготовки.
3 – механизм фиксации конца трубы на рабочем колесе.
Розовая стрелка показывает направление медленного вращения рабочего шкива. Что получается при этом – тоже должно быть понятно: труба навивается на колесо.
Подобные трубогибы промышленного производства позволяют изготавливать весьма сложные криволинейные в трех измерениях фигуры из отрезков круглых в сечении труб. Это зачастую бывает необходимым при монтаже технологических трубопроводов, со сложным переплетением различных линий. Но для домашнего пользования лучше ограничиться другими, более доступными способами придания трубам нужного изгиба. Тем более, темой у нас идет работа с профильными изделиями.

Довольно длительные поиски все же дали результат – профильная труба в намоточном трубогибе.
Отысканная иллюстрация показывает, что намоточный трубогиб дает возможность выполнить поворот или даже полный разворот на все 180 градусов с очень небольшим радиусом кривизны. Мастеру-профессионалу, занимающемуся изготовлением художественных кованых изделий, такое оборудование лишним не станет. Но, повторимся, для собственноручного изготовления аппарат выглядит довольно сложным, и отыскать каких-то примеров «самодеятельного творчества» — не удалось.
Трубогибы арбалетного типа
Не пугайтесь, такое название закрепилось за этими устройствами только лишь за внешнее сходство. Действительно, в процессе работы изгибающаяся труба начинает походить на натягивающиеся дуги этого смертоносного средневекового оружия.

Внешнее сходство стало причиной, по которой за трубогибами такого типа закрепилось столь необычное название.
Принцип действия такого инструмента в следующем:
- Непосредственно узел изгиба состоит из двух неподвижно закрепленных роликов, на которые будет опираться труба.
- Точно по центру между роликами выдвигается силовая поступательная передача (например, шток гидравлического цилиндра или же, реже – винт механического силового узла). Этот шток (винт) имеет на конце специальный наконечник – пуансон, который является и толкателем тела трубы, распределяющим нагрузку на некоторой площади стенок, и своеобразным шаблоном, задающим радиус изгиба.
- При подаче усилия на пуансон труба вначале просто приживается к роликам, а затем начинает изгибаться. Это хорошо показано на упрощенной схеме ниже.
Понятно, что чем дальше по центру между роликами пройдет пуансон, тем больше может быть угол изгиба трубы.
Подобные трубогибы широко используются в промышленном производстве, при прокладке трубопроводов, в организациях коммунального хозяйства. Заводские модели рассчитаны на работу с весьма большим диапазоном сечения труб – они комплектуются соответствующими пуансонами.

Трубогиб арбалетного типа, модель заводской сборки с гидравлическим силовым приводом и с широким комплектом пуансонов под трубы разного сечения.
Впрочем, выпускаются модели и значительно попроще, в которых в качестве привода вполне будет достаточно гидравлического домкрата. Некоторые из таких приборов стали образцами для вполне успешного «копирования» или собственных проектов для самостоятельного изготовления станка.
С одним из таких примеров можно будет познакомиться.
Самодельный трубогиб арбалетного типа
Интересно, что данная модель – это почти точная копия заводской. Материала нужно немного, конструкция не отличается сложностью, так что может заинтересовать многих домашних мастеров.
Действительно, трубогиб хорош, казалось бы, всем. Правда, он больше рассчитан на обработку водопроводных или газовых труб. Можно ли им изогнуть профильную? – при соответствующем пуансоне и на небольшой угол, наверное, получится. Но скорее всего, если появится желание изогнуть, например, плавную арку из длинной трубы, или даже свернуть трубу в полный круг – с таким станком успех выглядит очень сомнительным.
Для подобных целей используется другой принцип — изгиб прокаткой.
Трубогибы прокаточного (вальцовочного) типа
Арбалетная конструкция с двумя опорными роликами и одним рабочим пуансоном при неподвижной заготовке – удачное решение, если требуется просто изменить направление трубы. А когда необходимо получить плавно изогнутую криволинейную деталь большой длины – что делать?
Было бы здорово, если равномерное усилие удавалось передавать не точечно, на конкретный участок, добиваясь ее изгиба только в этом месте, а на всю длину детали. Пусть для начала незначительное с едва заметной деформацией – но потом его наращивать, доводя, в конце концов, до ожидаемой «геометрии» заготовки.
Такие возможности предоставляет трубогиб прокаточного типа. Он в определенной мере напоминает арбалетный — те же два опорных ролика, и, вместо неподвижного пуансона — задающий кривизну рабочий вал. Только вот шаблона уже нет –это, пожалуй, единственный трубогиб, обходящийся без такой детали.

Прокаточный трубогиб для профильных труб – два опорных ролика, третий, по центру, – рабочий вал, задающий деформацию. И обязательно – тот или иной механизм прокатки трубы туда-обратно.
Процесс изгиба проводится не разово по контуру шаблона, а последовательно, с целой чередой прокаток заготовки через механизм изгиба. С каждым проходом поджим рабочего вала усиливается, то есть кривизна изгиба нарастает, Но так как это происходит не одномоментно, металл трубы успевает «адаптироваться», в нужной степени растянуться по наружной и сжаться по внутренней стороне профиля. И в итоге появляется возможность получать криволинейные детали с правильной дугой, вплоть до замкнутой окружности.
Отличие от арбалетного не только в отсутствии шаблона-пуансона, но и в обязательном наличии какого-то механизма прокатки заготовки через систему формирующих изгиб валов. Она может быть простейшей, с передачей крутящего момента на рабочий вал. Некоторые умельцы, облегчая себе работу в дальнейшем, устанавливают цепную передачу вращения сразу на два или даже три ролика. Встречаются модели с редукторами, которые можно приводить в движение даже с помощью, например, шуруповерта. Есть станки и с электроприводом протяжки трубы.

Небольшой настольный трубогиб прокатного типа – для трубы, например, 20×20 и такого будет достаточно.

Но какой бы трубогиб ни был, от промышленных станков до небольших настольных моделей, принцип «трех точек», задающих кривизну, и последовательной неоднократной прокатки трубы с нарастанием этой кривизны за счет изменения положения одной из точек, остаётся неизменным.
Как уже говорилось, приобретение готового трубогиба потребует немалых затрат. Давайте посмотрим, как можно сделать станочек прокатного типа собственными силами.
Несложный в изготовлении трубогиб прокатного типа
Первая предлагаема модель – с изменением кривизны изгиба расположением одного из опорных роликов.
Итак, простота такого подхода к изменению кривизны изгиба оборачивается довольно серьёзными недостатками и лишними проблемами. Так что посмотрим еще и на другой вариант подобного трубогиба.
Самодельный трубогиб из «бросового» материала и без токарных работ — пошагово
Показанная ниже модель – далека, конечно, от идеала. Но ее достоинство в том, что собрана она из материалов, которые можно отыскать в куче хлама в гараже или, на крайний случай, приобрести в ближайшем пункте приема металлолома. А изготовление опорного валика – не потребовало обращения к специалисту-токарю, все выполнено самостоятельно. В итоге, с учетом того, что все же пришлось приобрести, стоимость трубогиба едва достигла тысячи рублей. За такие деньги вы точно ничего путного не купите.
Безусловно, автору и исполнителю этого проекта можно попенять на качество сварных швов и отсутствие их обработки, на не вполне продуманное устройство перестановки опорных роликов. На то, в конце концов, что он не довел свое детище до полного «блеска», прежде чем выставлять на всеобщее обозрение. Однако, полагаю, что мастеру просто не терпелось поделиться своей удачей! А идея и воплощение – очень хороши, тем более, что для изготовления станка преимущественно использовались материалы, уже считавшиеся полным утилем.
И еще! Без преувеличения великолепную подборку практических советов по изготовлению трубогибов дает автор следующего видеосюжета. Даже очень опытным мастерам там будет чему поучиться.
Трубогиб для профильных труб своими руками

Все началось с желания построить навес под машину в форме капли, покупать-заказывать не хотел, все только своими руками.В итоге после просмотра множества роликов в ютюбе определил что хочу сделать, в последствии доработал и получилось то что получилось. Итог- 6-ти метровая теплица была изготовлена за неделю, в планах мангал, качели и я думаю много чего красивого и полезного.
Трубогиб изготовлен из прутка на 25, 6 подшипников, куска швеллера. все обошлось примерно в 500 рублей, не больше, прогоняет профиль очень легко, не буксует, минимальный размер профиля 10, максимум что пробовал 40, но думаю можно и 50 воткнуть, просто такого профиля не было в наличии














Метки: трубогиб, профильные трубы, теплица
Комментарии 76
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.


Себе тоже замутил подобный трубогиб, правда использовал корпусные подшипники, чтобы не парится с обычными подшипниками.Корпус трубогиба верх сваривал из двух 75 уголков(то, что нашел в гараже).Прутка у нас не нашел, либо продают от 6 метров, пришлось использовать петли для ворот нужного диаметра(25 мм вроде), которые предварительно сварил между собой и обточил на точильном станке.Сегодня для опыта его использовал-согнул дугу для теплицы из 25 профильной трубы-гнуть удобно, но есть 1 большой нюанс-дуга ушла по диагонали-т.е. концы дуги смотрят в разные стороны.Может кто знает из-за чего это происходит и вообще-реально ли будет потом при монтаже выровнять эту дугу?Низа то я вроде выгнул более менее одинаково, а верх немного "смотрит" вперед, относительно низов.Как вариант-может это из-за валов от петель(не совсем ровно обточил сварочный шов?Позже я наварил вертикальные направляющие для профильной трубы, но испытать еще не успел.Кстати-у вас на фото с поликарбонатом заметил, что дуги у теплицы неровно стоят-у вас такая же беда с дугами, получается?

Трубы загибает вентилятором от того. что плоскости роликов не параллельны, я вымерял зажимал пруток (относительно ровный), зажимал до касания одной из сторон роликов а зазор мерил щупом, т.к. у меня высота роликов может регулироваться за счет высоты подставок (обрезков профиля, я просто подточил посадочные места, все встало ровно, по поводу теплицы-возможно есть небольшая неровность из за того, что профиля я гнул не все сразу а в 3 захода, радиус возможно не сошелся на все 100. но это же не критично, главное чтобы огурцы росли))))

Если взять тот же 100-120 швеллер, но полочками не вниз как у автора, а вверх, в них болгаркой вырезать прорези под нижние валы, а верхний (средний) вал через подвижную каретку на винтовом приводе (от обычного винтового кулисного домкрата от 09, 10 на разборке можно сделать), или если достаточно длинным станок выйдет просто этот кулисный домкрат приспособить в сборе
Из плюсов данной конструкции вижу более точную регулировку радиуса сгиба, заранее накрутив контргайку на прижимной винт для среднего ролика можно легко и без постоянных замеров прогонять трубы с заданным радиусом сгиба при достаточно компактной конструкции.
Трубогиб для профильной трубы своими руками: чертежи, размеры
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.

Материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.

Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.

Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.

Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.

Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.

Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.

Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.

Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.

Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.

Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.

Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Читайте также: