Стол для точечной сварки
Обновлено: 17.05.2024
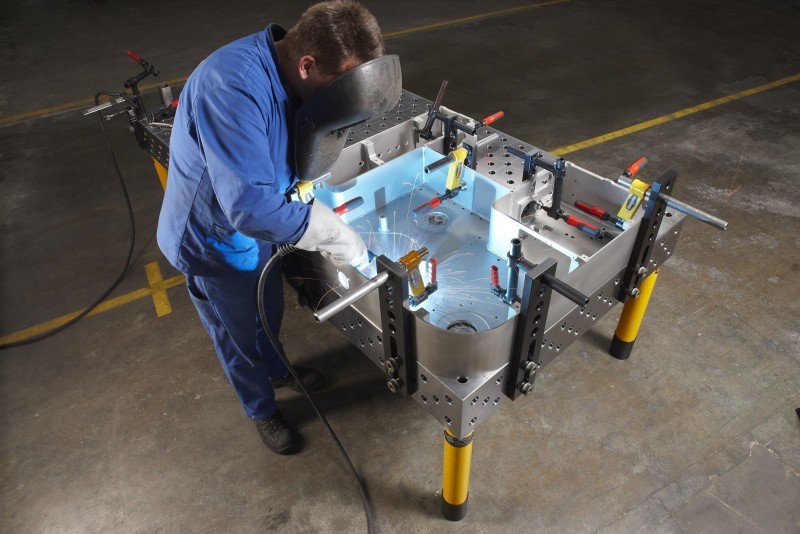
Точечную сварку используют в разных отраслях промышленности. С помощью нее возможно прочное и быстрое соединение нескольких деталей листового металла и прутков. При выборе станка следует учитывать сферу деятельности и технические характеристики агрегата. Станки точечной сварки с координатным столом идеально подойдут в качестве стационарного оборудования на предприятии. Координатный стол обеспечивает точность в исполнении деталей и удобство в использовании станка. Управление сварочными настройками осуществляется при помощи контроллера с графическим дисплеем.
Как купить Станки точечной сварки с координатным столом
Компания "МОССклад" поставляет Станки точечной сварки с координатным столом во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки точечной сварки с координатным столом следующих производителей: CEMSA, PEI-POINT, FABTEC, и другие.
Приобрести Станки точечной сварки с координатным столом у нас очень легко:
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.




























Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО "МОССклад" (ст.1259 и ст.1260 гл.70 "Авторское право" ГК РФ).
Станки контактной сварки

Контактная сварка - процесс соединения металлического листа или профиля путём нагрева металла проходящим через него электрическим током под действием сжимающего усилия. Тип свариваемого материала: нержавейка, оцинковка, алюминий и т.п. Благодаря высокой производительности и простоте использования широко применяется на серийном производстве воздуховодов, дымоходов, в автомобилестроении, в автосервисах и других сферах.
Преимущества точечной (контактной) сварки

Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток - около 6 000 А для листов толщиной 1 мм - подается через медные электроды, причем свариваемые листы сильно прижимаются друг с другу с помощью рычажных сварочных клещей или ручной системой сжатия с усилением зажима. В течение секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами, нагревавшими два элемента докрасна, а потом куя их молотом, чтобы прочно соединить вместе. Сегодня электричество заменяет собой кузнечный горн, а усилие рычажных сварочных клещей заменяет молот.
Преимущества электрической контактной сварки:
- Чрезвычайно простой процесс
- Не требует операторов со специальной квалификацией
- Этот вид сварки идеален для сварки тонких металлических листов
- Чрезвычайно надежные и прочные сварочные швы
- Не требует инертного газа
- Не требует присадочного металла (электродная проволока)
- Низкий износ электродов (нет контактных наконечников, нет сопел)
- Сохраняются особенности стали (малая зона термообработки)
- Сохраняются антикоррозионные покрытия (фабричная грунтовка, цинк и пр.)
- Сохраняются изолирующие соединения, заполнители, герметики и пр.
- Отсутствуют вредные дымовые газы
- Чрезвычайно низкий риск пожара
- Высокая производительность (не требует сверления и заполнения отверстий, не требует шлифовки и пр.)
- Не требует квалифицированного оператора (запрограммированные операции)
- Ремонтирует автомобили так же, как они изготовляются
- Простое удаление панелей в случае последующего ремонта
Область применения электрической контактной сварки:
Это все области транспортного машиностроения, авиастроение, производство электрооборудования, офисной мебели, бытовой техники, вентиляционных воздуховодов, арматуры для железобетона в строительстве и т.д.
С научной точки зрения технология контактной сварки, кажущаяся уже вполне устоявшимся и испытанным процессом, открывает большие возможности для применения во многих областях.
Как купить Станки контактной сварки
Компания "МОССклад" поставляет Станки контактной сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки контактной сварки следующих производителей: CEMSA, PEI-POINT, TECNA, FABTEC, и другие.
Сварочный стол своими руками: порядок работ

Сварочный стол своими руками сделать не слишком сложно. Зато пользы от него в любом случае будет немало. И тут все понятно: если работы, осуществленные «на коленке», не гарантируют приемлемое качество шва, то оборудование специального места для сварки решит все проблемы.
Осталось только понять, как все сделать правильно. Для начала нужно выбрать материал для стола, определить его оптимальные размеры, решить вопрос с дополнительными устройствами, продумать несколько других важных моментов. После этого можно приступать к решению основной задачи. Итак, начнем?
Требования к столу для сварки
Есть определенные требования к столу для сварки, которые нужно учитывать перед началом работ по его изготовлению.
Определенные размеры
Чтобы сварщик во время работы мог качественно выполнять манипуляции, ему должно быть удобно работать, поэтому стол должен соответствовать высоте в 0,8–1,0 метра. Необходима опция регулировки стола. Соблюдение этого требования поможет работнику меньше уставать и решать свои задачи более эффективно.

Определены оптимальные значения сварочного стола – ширина 50 см, длина рабочей поверхности – 85 см. Но здесь многое зависит от характера выполняемых работ, и столешница может быть расширена еще на 30 см по обоим линейным размерам.
Подходящий материал
Стол должен быть устойчив к прожиганию. Для этого обращают внимание на состав и толщину материала. Также смотрят общую массу стола. Это важно, чтобы рабочее место сварщика оставалось неподвижным и устойчивым.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Наличие вытяжки
Рабочее место сварщика должно быть обязательно оснащено вытяжкой. Она обеспечивает очищение воздуха в закрытых помещениях от пыли, испарений, негативно воздействующих на здоровье людей. Для эффективной работы вытяжки должен быть установлен раструб.
Вытяжной воздушный поток создается вентиляторами, которые помещают с торца рабочей поверхности.
Освещение
Для работы сварщика важна освещенность рабочего места. Обеспечивают это требование с помощью светильников с лампами накаливания. Свет от такого источника проходит через щиток сварщика. Для светильников установлено максимальное напряжение в 36 В.
Чтобы достичь этого параметра для светильников, обычно устанавливают оборудование, обеспечивающее нужное напряжение, например понижающий трансформатор.
Медная окантовка рабочего места
Во время работы образуется сварочный шлак, который оббивается, как правило, о край стола. Медная окантовка позволяет это сделать, не повреждая рабочую поверхность.
Управление электропитанием приборов
В случае непредвиденных обстоятельств у сварщика должен быть доступ к быстрому отключению рабочего места от электроэнергии.
Особенности установки
По технике безопасности стол сварщика должен быть неподвижным, для этого его прикрепляют к полу. Вокруг устанавливают негорючий экран, обязательно нужно предусмотреть емкость с водой, к которой обеспечен простой доступ.
Колесики к столу обычно не крепятся, это негативно сказывается на его устойчивости. Но иногда их применение может быть оправданно.
Выбор конструкции сварочного стола
Чтобы сделать сварочный стол своими руками, нужны чертежи. Конструкция будет зависеть от частоты использования стола. Если работы периодические, то достаточно будет простого варианта. При решении трудоемких задач нужен стол, относящийся к категории полупрофессиональных.
В частности, это может быть сборочно-монтажная конструкция.
Стол простой конструкции для несложных работ
Этот вариант быстро собирается, но достаточно прочен и удобен для проведения текущих сварочных работ. В основе – жесткая рама. По углам при помощи сварки крепят ножки. Их можно сделать из уголка либо профильной трубы. Для устойчивости ножки скрепляют поперечинами на высоте 0,2 м от пола.

К этому каркасу сверху крепят рабочую поверхность, в которой должны быть предусмотрены прорези для струбцин. Для удобства в работе к столешнице приделывают кронштейн для кабеля от сварочного оборудования, а также размещают тару для мусора.
Обустраивают и окружающее пространство. Например, для хранения рабочей оснастки делают полки либо устанавливают тумбочку с ящиками. Также выделяют место для бочки с водой.
Полупрофессиональный сварочный стол
Такой стол для сварочных работ своими руками сделать сложнее. По удобству он не уступает простому столу, но конструкция предполагает выполнение более широкого спектра работ. Для этого устанавливаются металлообрабатывающие головки, которые позволяют сверлить, фрезеровать, шлифовать и т. д. Стол можно оснастить вентиляционными системами.
Устойчивость всей конструкции придают анкерные болты, которыми стол крепится к полу. Также можно опорные стойки заделать в бетон. Дополнительная опция полупрофессионального стола – вращающаяся столешница. Так сварщик может, не передвигаясь, выполнять сложные работы.
В комплект к столу этого типа входят съемные тисы и разные струбцины. Для инвертора стоит предусмотреть поворотную площадку.
На что ориентироваться при выборе сварочного стола? Выполняя работы в гараже своими руками, можно обойтись откидным верстаком. Этот вариант уместен для такого тесного помещения и подойдет для проведения периодических несложных работ.
Простой стол, закрепленный стационарно или передвижной, подойдет для свободных пространств. Для людей, которые уделяют сварному делу много времени, будет комфортным вариант поворотного круглого стола, надежно зафиксированного на жесткой опоре.
Сварочный стол своими руками – это возможность получить максимально удобное рабочее место для решения конкретных задач и вместе с тем сэкономить семейный бюджет.
Необходимые материалы
Для начала работ по сборке стола для варки необходимы такие материалы:
- Профильная труба или уголки. Обычно в конструкции они используются для опорных стоек. Лучше брать эти элементы толщиной никак не меньше 2 мм. При изготовлении сварочного стола своими руками ориентируются на те его размеры, которые требуются сварщику. Для оборудования оптимальных габаритов потребуется профильный металлопрокат примерно 30 х 20 мм и длиной 320–400 см.
- Стальная пластина с прорезями. Из нее делают столешницу. Функционально важны прорези в пластине, к ним крепят струбцины.

- Тонкое листовое железо. Этот материал пойдет на создание защитного экрана.
- Трубы. В некоторых случаях сварщику необходима дополнительная рабочая поверхность. Для создания вспомогательных конструкций используют трубы с сечением разной формы.
- Уголки 25 х 25 и 25 х 22,5 мм, с усеченными по 45 градусов концами. В работе пригодятся по четыре уголка каждого размера.
- Лист ДВП или ДСП. Из него в конструкции сварочного стола предусматривается нижняя полка, которая крепится на основу из стального листа. Рекомендуемые размеры основы – 44 х 75 см при толщине в 3 мм.
Дополнительно можно приобрести грунтовку и краску. Рабочую поверхность стола лучше всего покрыть порошковой краской.
Необходимые инструменты
Мало понимать, как сделать сварочный стол своими руками. Нужно запастись необходимыми для этой работы инструментами: электрической сваркой, пассатижами, молотком, дрелью, фрезой, токарным станком, болгаркой.
Кроме того, нужны дополнительные приспособления: угольники разных видов, рулетка, линейка, метчик для резьбы, карандаш. Для начала работ понадобятся три струбцины С-образного вида и вытяжка для отвода вредных испарений.
Также желательно иметь под рукой вспомогательные инструменты:
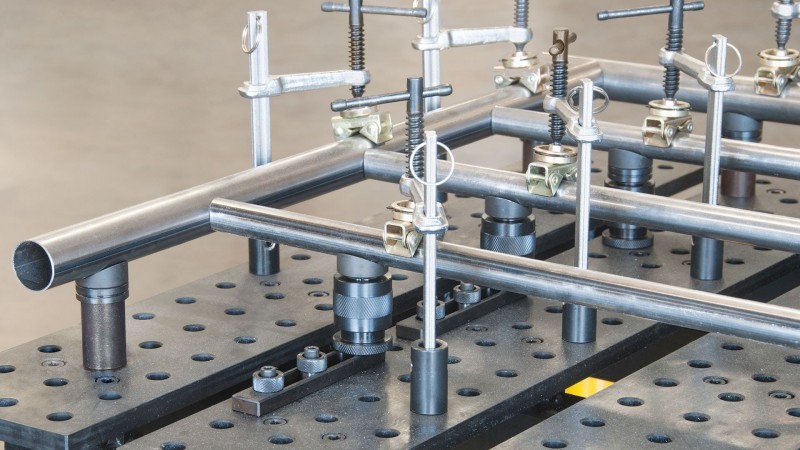
- Струбцины. Используются для фиксации материалов в процессе точечной сварки.
- Зажимы. Они нужны для крепления предметов под нужным углом.
При работе с небольшими деталями необходимо магнитное основание. Оно используется, когда механическая фиксация обрабатываемых предметов невозможна.
Порядок изготовления сварочного стола своими руками
Рассмотрим поэтапное создание стола, сваренного своими руками из металла:
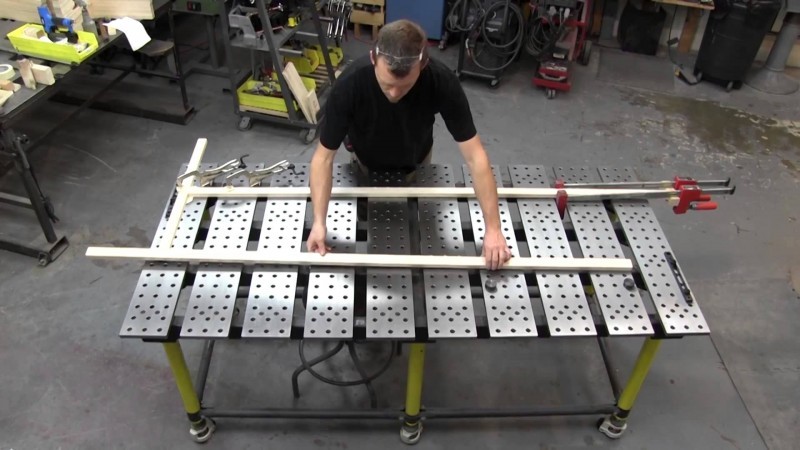
- Формируем рабочую поверхность. Для этого используют перфорированный металл или профильные трубы (5 × 5 см). Используя болгарку или ручную пилу, нарезаются материалы нужных размеров, а затем соединяются сварным способом.

- Изготавливаем ножки сварочной тележки. Этому этапу особое внимание, так как от качества установки опорных стоек будет зависеть устойчивость и удобство стола. Чтобы сделать ножки сварочного стола своими руками, берутся такие профильные трубы: 2,5 × 2,5 см или 3 × 3 см. Возможно использование также труб круглого сечения соответствующих диаметров. Полученные четыре элемента сваркой крепятся к верхней крышке стола.
- Увеличиваем жесткость стола. Конструкция должна быть устойчивой, а для этого снизу на высоте 20–30 см от пола требуется осуществить монтаж ребер жесткости. Они представляют собой раму из металлических уголков, приваренных к опорным стойкам.
Создаем защитный экран. Это важный элемент сварочного стола. Экран задерживает брызги от сварки и металлические частицы при дальнейшей шлифовке швов. Это приспособление делается из листа тонкой стали, который крепится на каркас из легких уголков.
Рекомендуется защитный экран продлевать и с боковых сторон столешницы. Ограждение делается съемным. Штифты, приваренные к каркасу, входят в прорези рабочей поверхности. Если сварщик работает с крупногабаритными деталями, то экран на время убирается.

При необходимости устанавливаем роликовые колесики. Это будет актуально, если планируется создать сварочный поворотный стол своими руками. Колесики, прикрученные на все 4 опоры, должны дополнительно оборудоваться стопорами. Это поможет надежно зафиксировать стол.
Колесики от магазинных тележек лучше крепить на две ножки, а к двум другим приваривают металлические пластинки, которые выступают в роли фиксаторов стола. Перемещение конструкции возможно, если приподнять край стола без колес.
Разрабатываем кожух для очистки электродов от шлака и окалины. Для его изготовления понадобится металлическая пластина, толщина которой не важна.
Для начала приваривается небольшие железные прутки к ножкам со стороны стола, где будет располагаться защитный экран. Потом на прутки приваривается или крепится с помощью болтов металлический лист.
Для покраски можно выбирать жаростойкие эмали, например железный сурик. Для создания термостойкого покрытия эмаль после нанесения рекомендуется обжечь горелкой до обугливания.
Когда сварочный стол делается своими руками, то каждой детали и мелочи нужно уделять особое внимание. Тщательно замеряйте, прорабатывайте и подгоняйте все элементы конструкции.
Не забывайте, что стол – это рабочее место сварщика. От ответственного отношения к подготовке и сборке стола будет зависеть удобство мастера и качество выполненной работы.
Несколько советов по работе за сварочным столом
Сварное дело – это сфера деятельности, которая может принести вред здоровью. Сварщик работает с высокими температурами, рискует попасть под раскаленные брызги металла, подвергается ультрафиолетовому излучению, находится рядом с источником электротока.

Существуют правила для людей, работающих со сварочными аппаратами. Соблюдение этих условий поможет уменьшить риски и снизить неблагоприятное воздействие окружающих факторов. Итак:
- Перед началом работы проверяйте исправность оборудования, надежность контактов и изоляции.
- Во время сварочных работ не пренебрегайте защитными средствами: маской, респиратором, огнепрочными одеждой и обувью, защитными перчатками с крагами.
- Соблюдайте порядок на рабочем столе, не загромождайте подходы к нему.
- Необходимые детали для сварочного процесса крепите специальными приспособлениями.
- Выдерживайте расстояние не менее 5 м от места сварочных работ до возможного хранения огнеопасных веществ и материалов.
Таким образом, внимание технике безопасности – первостепенная задача, которая должна выполняться при всех манипуляциях со сварочным аппаратом. Если мастер уверен в своей защищенности от непредвиденных ситуаций, то у него не будет повода отвлекаться от своего дела.
Грамотная организация рабочего процесса зависит во многом и от конструкции сварочного стола. Если использовать нужные материалы и действовать последовательно, рабочую зону сварщика несложно создать своими руками.
Стол для точечной сварки
Сварочный стол пригодится для любителей и для профессионалов своего дела. Покупать такой стол в специализированном магазине не выгодно. Поэтому можно смастерить сварочный стол своими руками в домашних условиях.
При самостоятельной сборке стола, вы сможете сделать его такого размера, какого пожелаете. Также для экономии пространства сварочный стол можно будет использоваться не только для сварки, но и для других работ.

Краткое содержимое статьи:
Какой должен быть стол для сварки?
Работа со сварочным механизмом опасная, поэтому стол должен быть удобным и безопасным для работы. Существует много видов сварочных столов, но для комфортного использования, любой вид должен отвечать некоторым требованиям:






У рабочего места обязательно должна быть вытяжка. При работе со сваркой выделяется много вредной пыли и газов, поэтому через вытяжку воздух должен очищаться, чтобы не навредить здоровью.

На рабочем месте, с торца стола обязательно должен быть вентилятор. Расположить его лучше на высоте 150 см.

Края сварочного стола должны быть покрыты медным материалом.
Для освещения изготавливается самодельная система, с мощностью не более 36В.

В столе для сварки обязательно нужно встроить место для хранения электродов и еще одно место для других необходимых инструментов.

Один закрывающийся отдел, где будут храниться инструменты, которые редко используются.

Неотъемлемая часть стола для сварки — заземление.
Важно запомнить, что стол для сварки в домашних условиях нужно делать из материала, который не плавиться, не горит и не выделяет ядовитые вещества при высокой температуре. Рекомендуемая высота стола для сварки 0.7-0.9 метров, площадь – 1.0 на 0.8 метров.

Далее требуется сделать чертеж сварочного стола с размерами и приготовить все необходимые инструменты.






Необходимые инструменты для сборки
- Аппарат для сварки и необходимые для его работы элементы.
- Угольники, линейки и маркер для пометок.
- Рулетка или измерительная лента около 3 метров.
- 4 струбцины, в виде буквы «С».
- Кусачки.
- Ножовка по металлу или машина для шлифовки.
- Метчик.
- Дрель и необходимые для ее работы элементы.
- Металлические листы, трубы, проволока.
- Болты, гайки и т.д.
- Лобзик, тиски.
- Болгарка.

Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы

Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.

Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.


Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.

Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.

Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.

Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.

Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.

Фото сварочного стола




































Технология контактной точечной сварки

Один из наиболее востребованных методов соединения металлических заготовок - контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим - не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие - необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего - это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй - это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования - еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Читайте также: