Стол для сварки ворот и калиток
Обновлено: 13.05.2024
Сварить ворота и калитку самому, без помощи опытных людей, без сварщика профессионала, да запросто. Конечно легче нанять людей которые все сделают быстро и качественно. Но нанять может каждый, а вот сделать нет. Может вас заинтересует моя статья. И вы вооружившись сварочным аппаратом, болгаркой и парой струбцин, поставите свой уникальный забор, но либо просто обычный как у меня, но функциональный. Моя статья для любителей. Сам я сварщик любитель, учился сам, приветствуются советы от тех кто может варить. Пишите в комментариях.
Чертим чертеж нашей конструкции.
Первое с чего стоит начать, это определится с размерами калитки и ворот. Желательно начертить чертеж с размерами и соответственно прикинуть сколько материала нужно заказать. Можно все сделать в каком нибудь редакторе, их сейчас тьма тьмущая. Но я чертил по старинке.
Рассчитываем где у на будет проходить сам забор.
Второе это сделать столбы на одной линии. С этим не должно возникнуть проблем, натягиваете бечевку и приступить к бурению лунок, но помните если вы хотите чтобы сам проф лист шел по линии где протянута бечевка, нужно отступить от бечевки половину толщины столба еще учитывать надо толщину профильного листа и проф трубы на которую лист будет крепится и там ставить бур. Учитывайте это.
Либо протяните бечевку там где должна быть середина столба с учетом всего выше перечисленного, это вариант 1 на рисунке ниже.
У меня же было необходимо чтобы профиль шел на ровне от угла дома, так как столбы у меня были 60 на 60, после натяжения бечевки, которую я натянул от угла дома, я отступил 7 см от бечевки, учитывая толщину листа и проф трубы на которую он крепится.
Приступаем к бурению лунок.
Для бурения лунок под столбы я приобрел бур на 200 мм, обычный простенький за 900р(2016г), двух коленный.
Я не помню сколько лунок я пробурил но в один не прекрасный момент, попав в твердые слои почвы, он у меня по резьба соединения двух клен и сорвался.
Доварил я к нему сантиметров 30 трубы и приварил старый ручки. Чуть неудобен стал так как стал высоким, но зато теперь не свернешь просто так.
Бурил я на глубину 120 см. В последствии не пожалел об этом, эти ворота стоят уже 4 года, перекос 1 мм и его бы не было, если бы я первой весной когда все таяло не распахнул ворота. Ворота выдержали несколько ураганов, у людей крыши по сносило, а ворота стоят. Стоит учесть что все столбы стоят на одной линии. Упора у них нет.
Бетонирование столбов.
Так как я все делал один. Пришлось как то держать столбы. Придумывал варианты, один из них вы видите ниже. Хотя в идеале либо позвать соседа, но моему соседу 103 года, либо сварить конструкцию которая бы держала столб.
После бетонирования я покрыл их материалом, чтобы на солнце бетон не потрескался. Столба на самом деле у меня 4, но один я уже не стал фотографировать, общую конструкцию потом покажу.
Сварочные работы.
Настало время моих любимых сварочных работ. Чтобы конструкция была жестче, я по верху пустил профильную трубу 40 на 40. Можно и 60 на 60 пустить, но смысла нет.
Так как хлысты профильной трубы 6 метровые, я их резал на 2 части, а закапывал на 1.2 метра, то 20 сантиметров мне потом пришлось доваривать
Так как сварщик я не ахти какой, то решил в месте приваривания короткого отрезка трубы с начало приварить пластину, а потом поставив на нее короткий отрезок трубы ее приварить. Профи сварщик и без нее справится, но мне тогда было тяжко. Просто лишнее время потратил.
После того как я со скелетом конструкции закончил, связал все что мог и добавил дополнительный пару столбиков с права и лева. Но они не бетонированные, просто стоят на металлических пластинах и на кирпичах. Несущий роли не выполняют , просто держат коротенькие листы.
Варим петли для калитки.
Петли подбирал на глаз, по отношению массы конструкции к массивности петли, в моем случае петля на 100мм для калитки.
Одну половинку петли решил привалить в по середине. Варил так в первый раз. Боялся напортачить. Но нет, все прошло успешно.
Вторая половинка этой петли приварена обычно, как везде показано в ютюбе. Не знаю для чего это было нужно, либо просто тренировался интересно было, либо ля того чтобы платина не мешала креплению проф листа в плотную. Хотя сейчас бы я выбрал более легкий способ.
Петли приваривал к пластинам зажимая их в тисках.
Привариваем готовые петли к калитке.
Я варил калитку прямо на месте. С начало приваривал петли к профилю, потом профиль к столбу и уже от него доваривал всю конструкцию. Но варил прихватками. Потом калитку снимал и уже на земле все проваривал. Моими помощники в этом деле были струбцины.
Обе петли я прижимал к профилю. Прихватывал одной прихваткой, выравнивал, затем вторая прихватка. То же самое к столбам. Должно получится примерно вот как на фото ниже.
Теперь уже к профилю с петлями привариваются все остальные элементы конструкции калитки. Привариваете на прихватки и многократно проверяйте ровность всех элементов. Потом снимите и на столе или на земле уже сможете спокойно все обварить.
Потом привариваю профиль усиления по диагонали. И дополнительный усилитель угла, пластину мне было жалко тратить на это дело, поэтому изготовил ее из профильной трубы. Крашу грунтовкой три в одном. Как получилось смотрите фото ниже.
Но до конечного варианта ох как еще далеко.
Я решил разделить статью на две части. У меня более 60 фотографий по этим воротам. И если разместите все в одной статье, ее просто никто не будет смотреть. Слишком объемная получится. Так же я напишу статью как сварить козырек на эту калитку, конструкция в изготовлении получилась заумная но универсальная. А также как я ставил замок в калитку.
Спасибо что дочитали мою статью. Если статья вам понравилась, ставьте лайк , а чтобы не пропустить следующие статьи по этой теме подписывайтесь .
Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

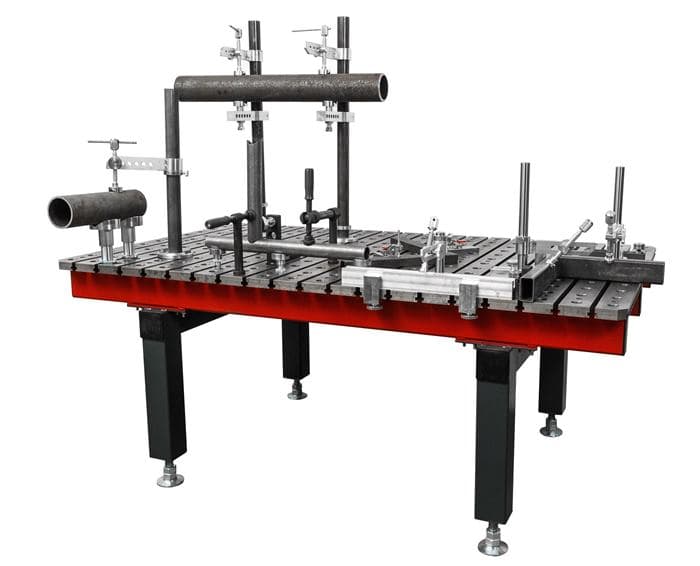
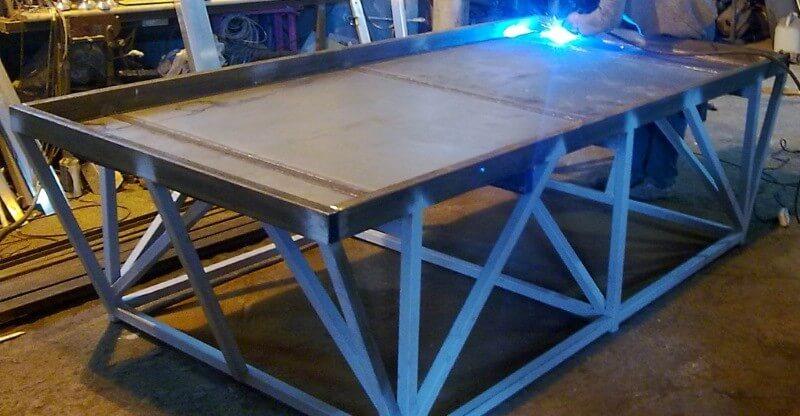
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
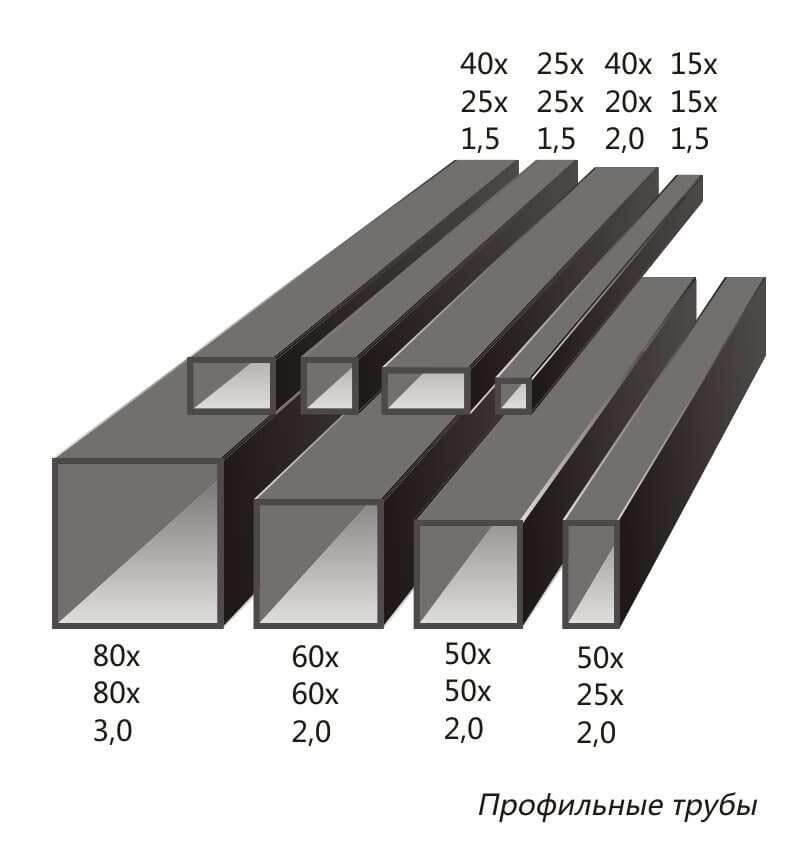
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
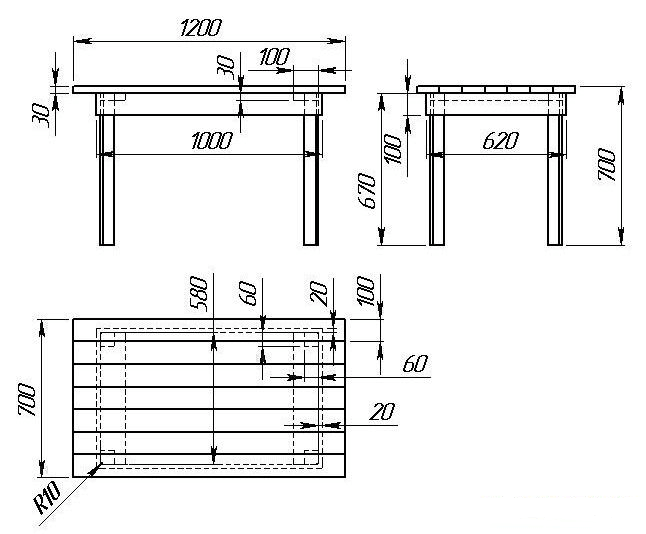
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
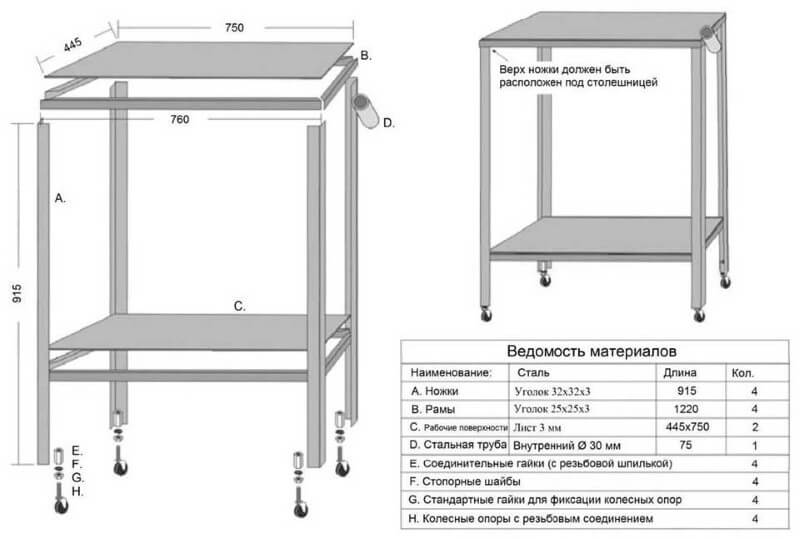
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
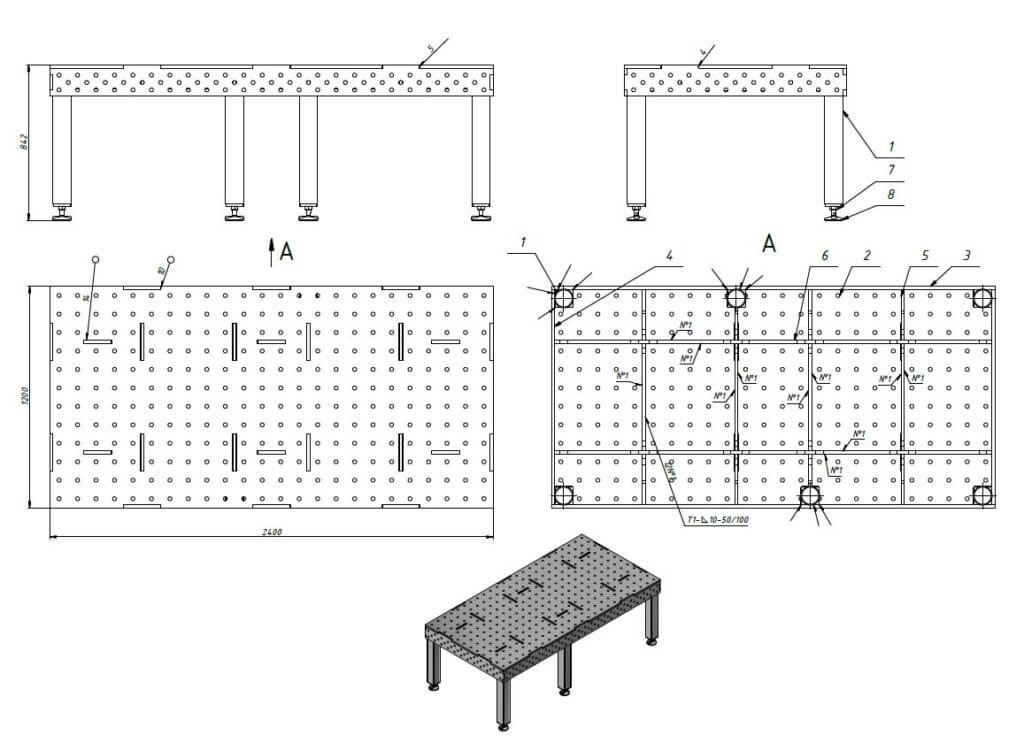
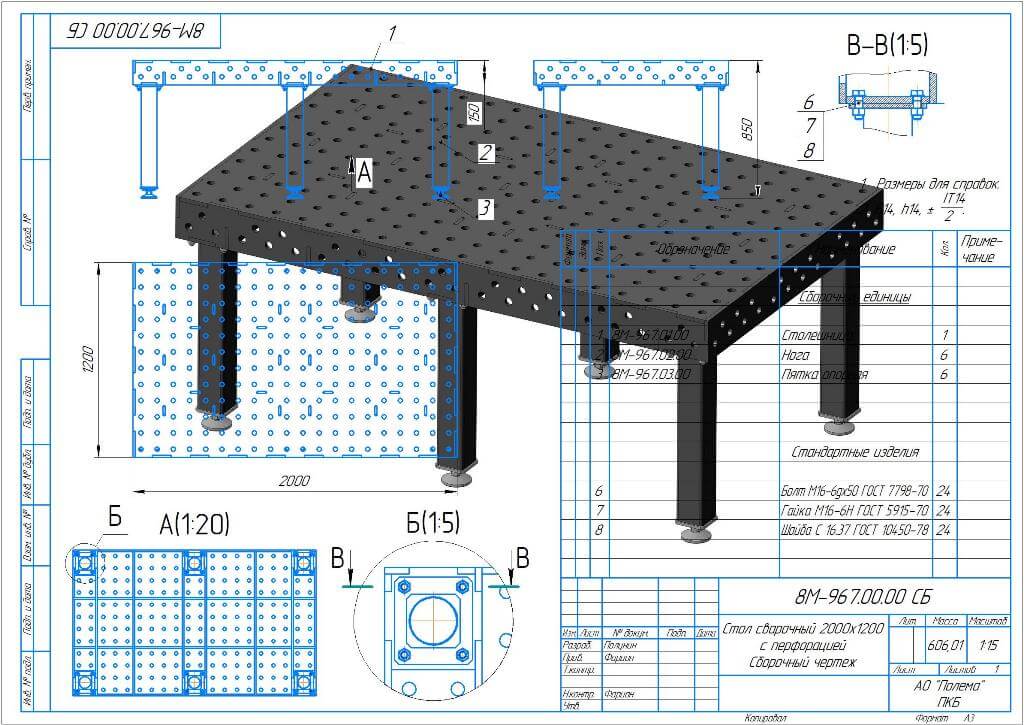
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
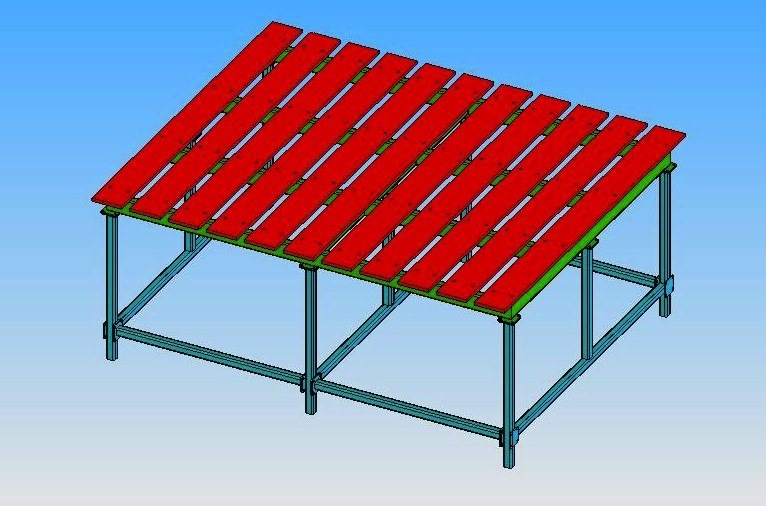
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
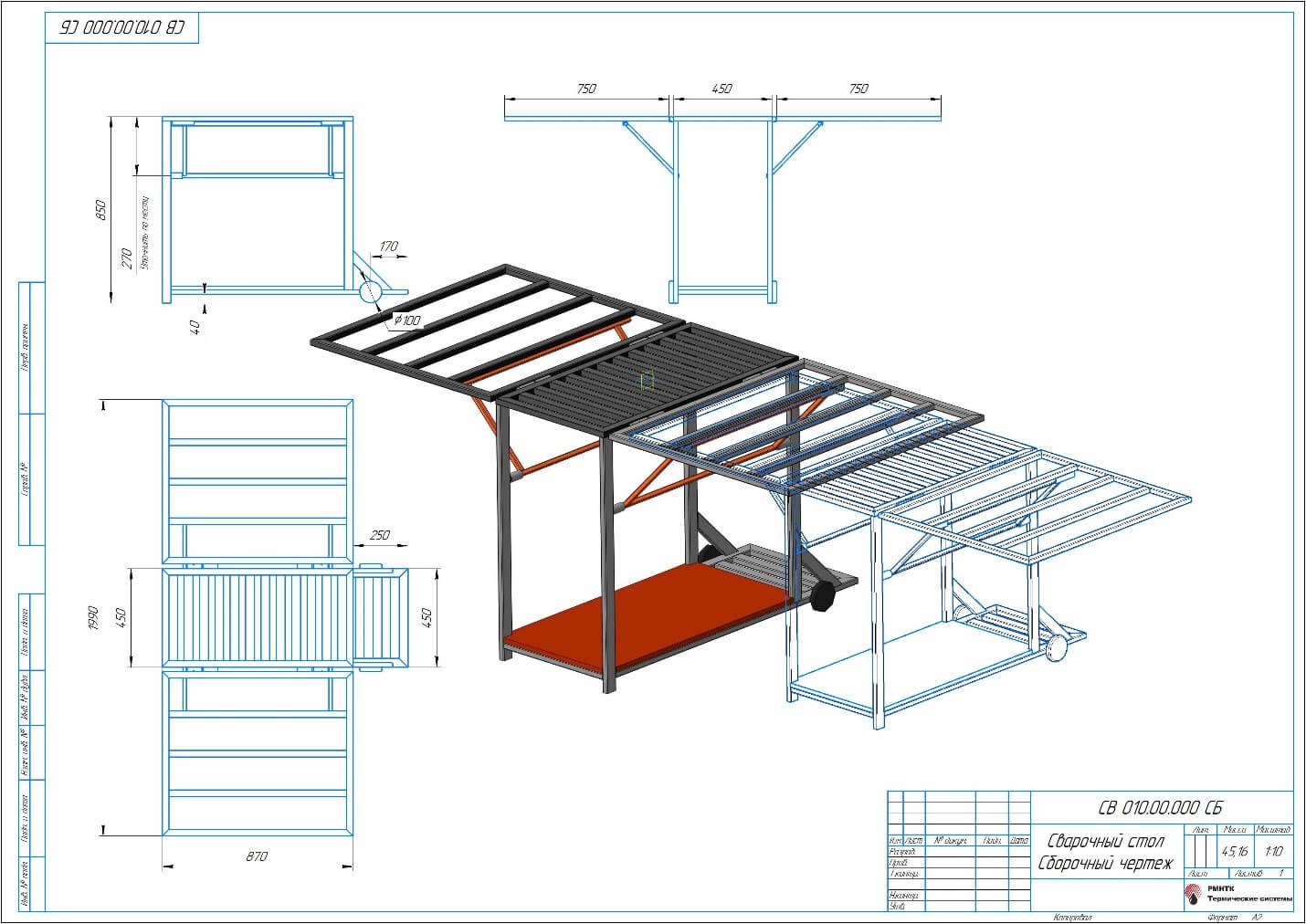
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
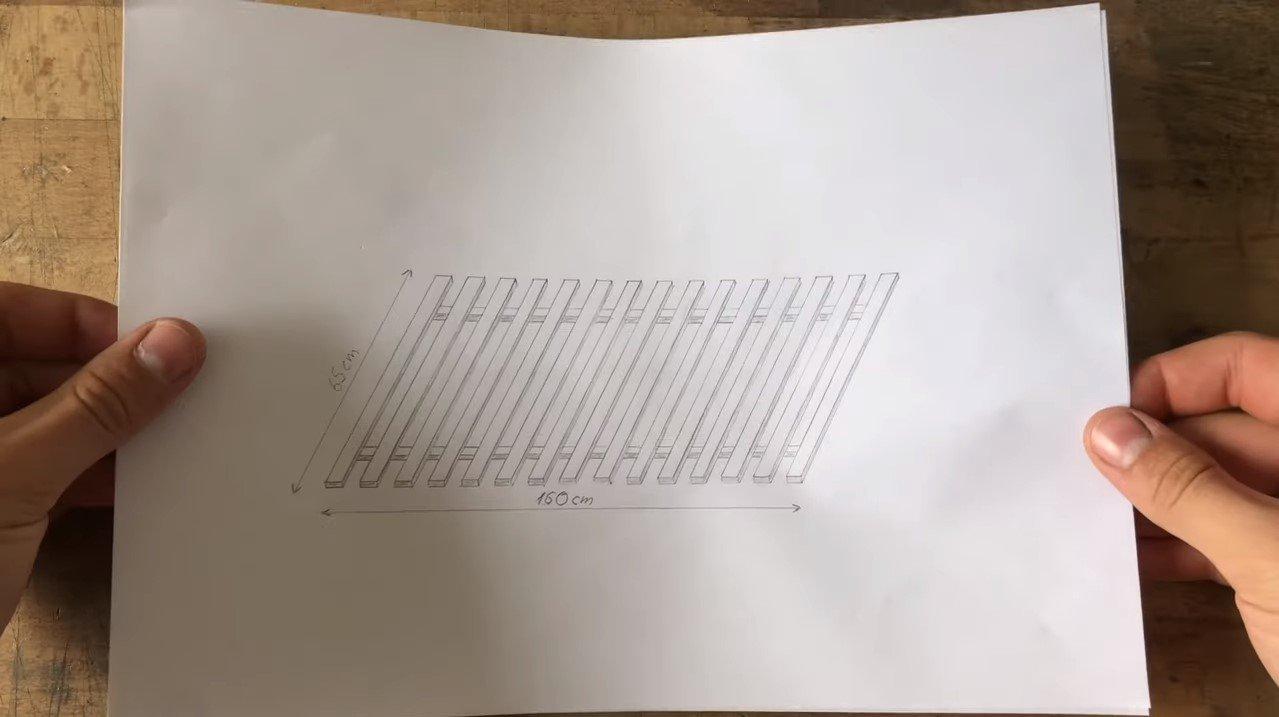

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
Начал с проектирования и набросал модель в SolidWorks.
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

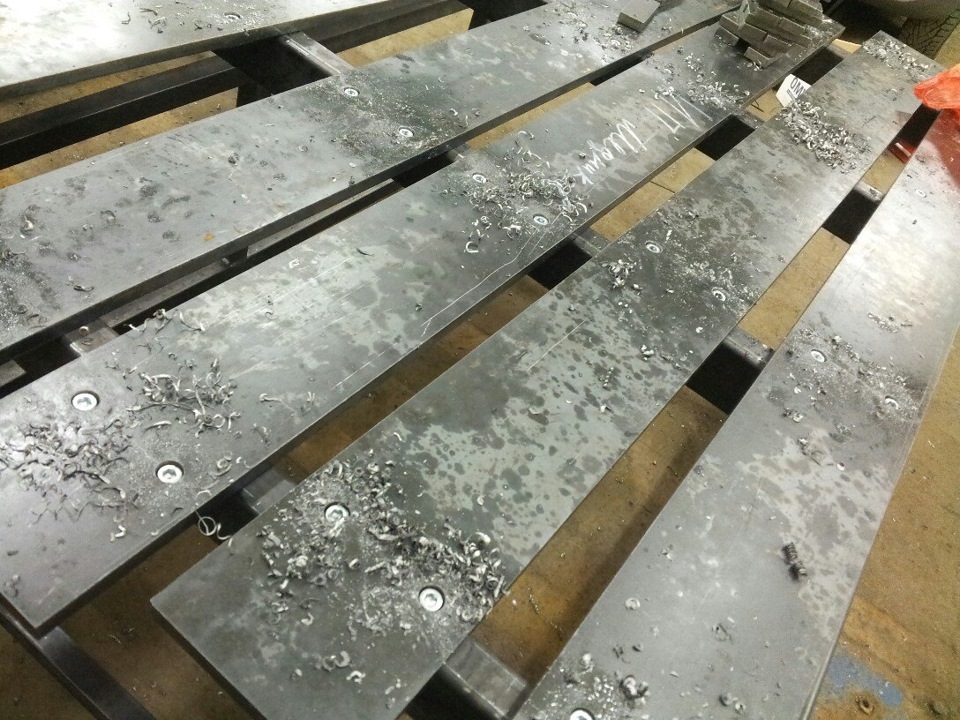
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Гаражные ворота.

Итак напечатаю второй пост в этом сообществе думаю многие его уже видели в моем блоге но все же для тех кто не видел.
В общем пообщавшись со сварщиками и посмотрев пару видео принялся за дело. В принципе как всегда одни говорят одно другие другое, в общем как всегда и везде.
Собственно минимум который понадобился: Сварочный, электроды, собственно сам уголок и металл, струбцины, диски отрезные, диски для зачистки торцевые, болгарка, эмаль. Ну и на определенном этапе свободные руки.
Закупил уголок 50х50х5 принялся за дело так как я сварщик можно сказать вообще без опыта старался все что возможно сваривать по возможности на полу. Итак для начала отрезаем уголок по размеру и делаем фаску.

Начинать нужно с низа проема так как у меня полы уже залиты с внутренней стороны пускаю полоску вместо уголка.

И приступаем за боковые прикинув, подрезав, отмечаем мелом полоски в местах выделенных желтым и зажав стяжками свариваем.

Прижав к стенке прихватил внизу проваривать можно и по том. Не забываем про фаску и угол 45 сверху да и учесть небольшое расстояние для верхнего уголка. Полоски выделенные желтым нужно приварить на уровне где будут стоять петли.

Сварил с другой стороны прикинул и прихватил

Правую и левую сторону устанавливал по уровню.
После подгона верхних уголков так же отметил места соединения полосок мелом и сварил на полу после чего нам и понадобиться вторые свободные руки и две распорки. И произвел сварку.

И приступил к сварке ворот. В видео говорилось о зазорах которые нужно соблюдать сверху 1см, снизу 2см сбоку 0,5 см. Пообщавшись со сварщиком он сказал сверху достаточно электрода, снизу 1 см на случай то что будет забиваться грязь снег, с боку 0,5 см. И еще пару вещей.
Сверху сделал электрод 4-ка выделено красным, сбоку 0,5 см выделено желтым. Внизу 1 см выделено черным. И прихватил кусочками арматуры, кстати уголок развернут не просто так а для удобства утепления и обшивки.

Уже после приварки мне показалось что уголок немного кривоват, и не даром пообщавшись с соседом у которого опыта по больше он сказал что все идет кривое и нужно ровнять кувалдой, вот так новость помимо что на метал цена космическая так он еще и кривой. Ну да ладно узнал я это после того как почти все уже было сварено и назад пути нет.
Так же вырезал и прихватил по всем размерам справа и приступил к нижнему уголку напомню снизу подложив пластины 1 см

Отмерив середину створок делаем надрез как на фото.

Так же вырезал верхний уголок и сделал такую же прорезь по середине створки.

И приступил к середине створки вырезав уголок у установив небольшой зазор с помощью отрезного диска 1,2 мм ( в принципе можно и побольше дверь закрывается слегка в распор но терпимо) хотя про данный зазор не где не нашел.


По такому же принципу приварил поперечные.

И переварил арматуру так как она мешает укладывать лист снаружи.

Приварил на прихватках внизу и сбоку по два уголка примерно на 1,5 см если не изменяет память ниже для выпуска листа металла.


Обрезал лист металла нужной длинны и снова привлек еще одни свободные руки которые снизу вверх поджимали лист через рейку что бы не обжечься а я на прихватках потихоньку все обварил.

Далее вырезал плашки под петли из уголка. И опять не известно должен ли быть зазор между петлей и воротами. Походив по дворам соседей вроде должен быть небольшой. Подложив полотно 2мм под саму петлю прихватил уголки к петле что мягко сказать было немножко не удобно. Обварив получаем петли предварительно как говорилось в видео смазать литолом что бы они не прикипели.
Установить и прихватить петли нужно так что бы они были по центру где заканчивается лист металла выделена на фото красным.

Обрезав уголок дверей болгаркой до конца, верху и внизу распахнул впервые створки ворот.
Доварил места в середине где не хватило металла, обрезал торчащий уголок петель и обварил петли окончательно.

После наварил внутри запоры ворот.
Снаружи уши под висячий замок из того же уголка 50Х50.
После зачистки швов приварил полосу что бы снег не забивался типо ветровая.
После окончательной проварки и зачистки швов покрасил ворота.

Для первых ворот думаю не плохо:)
Комментарии 74
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Обалденно получилось, доходчиво объяснил!

Все для людей 😁. Просто сам столкнулся а толком ничего нет.

класс, очень подробно всё описано ))) желаю тебе еще и калиточку врезать, очень удобная штука, смею заметить
Спасибо, но калитка мне не нужна гараж в доме вход в гараж с дома по этому посчитал калитка это лишнее.

Отлично! Хороший самоучитель для начинающих!
И я так думаю так как сам всю информацию недели 2 собирал в инете, у сварщиков, и ходя по гаражам смотря как у них сделано.


Очь даже неплохо!


Для первого опыта годится.
Но много заморочек. Советовать это дело конечно "хорошее")))) но все же может потом пригодится.
Рамки из уголка удобнее варить конечно же на полу, предварительно сняв размеры с подготовленного проема. На счет створок, уголок давно уже не использую как каркас, удобней работать с профтрубой, она ровная и не так ее ведет при сварке.
Между уголком и навесами (петлями) обязательно должен быть зазор т.к нижняя часть навеса приварена к уголку а верхняя вращается. И если она будет плотно прилегать к уголку то это не очень хорошо, я когда привариваю навесы прикручиваю на них проволоку ф1,5мм 2 шт на одну половину и 2 шт на вторую половину навеса.
Когда привариваю петли к листу створки, то под лист подкладываю подложку толщиной 3мм, это при дальнейшей эксплуатации не дает пружинящего эффекта при закрывании на оси петель, и в тоже время дает возможность наклеить туда оконный Е образный уплотнитель.
При утеплении ворот изнутри, если конечно гараж будет отапливаться. То прикреплять отделочный материал прям к металлическому каркасу, не желательно т.к метал хороший тепло проводник и в данном случае будет служить мостком холода. Саморезы или клепки которыми будет прикреплен отделочный слой зимой всегда будут в обледенелом состоянии будут ржаветь и разрушать отделку.
Я при таком утеплении прикручиваю по периметру и не только, деревянный пропитанный антисептиком брус и уже непосредственно к брусу креплю всю отделку.
Про то что на полу у меня это не рассматривалось так как спереди лежала куча гравия, По проф трубе не стали так как она внутри полая и утеплить ее это проблема, прикинули просто лишний источник промерзания. Под петлю я подложил полотно 2мм. Ворота уже утеплены на половину, т.е. в качестве эксперимента покрыли теплоизоляционным полимерным покрытием Астратек затем пенопласт 5 ка. А далее будет термофлекс блестяжка такая с утеплителем ну и финишное покрытие пока думаю может ламинат.
Как правильно сварить распашные ворота на забор из профильной трубы своими руками
Когда у собственника усадьбы есть автомобиль, то без ворот ему не обойтись. Если решено сделать их самостоятельно, лучше выбрать сварные ворота распашного типа. Их несложно сделать из доступных материалов при умении сваривать металл на любительском уровне. Поэтому сваривание ворот на забор из профильной трубы своими руками обойдется значительно дешевле, чем покупка или заказ.

Конструкция распашных ворот
В зависимости от размеров участка и свободного пространства перед распашными воротами их сваривают:
- Одностворчатыми, если достаточно места для открывания. Для нормального функционирования придется устанавливать мощную опору, сваривать усиленный каркас и укреплять петли. Такие сварные ворота редко устанавливают на приусадебных участках, чаще в частных гаражах.
- Двустворчатыми, которые более удобны в эксплуатации, для открывания требуется меньше пространства. Конструкция таких сварных распашных ворот состоит из двух одинаковых по размеру створок.
- С калиткой, если ширина участка не позволяет установить ее отдельно. Распашные ворота с калиткой сваривают точно также как обычные, делая в нужном месте на створке проем с дополнительной балкой и опорой. Однако пользоваться ею неудобно из-за высокого порога, который труднопреодолим для маленьких детей и провоза коляски с младенцем.
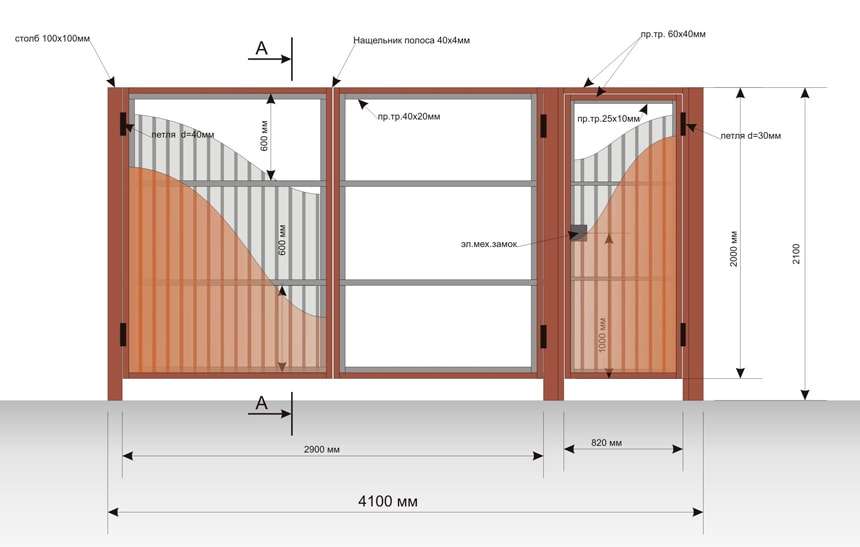
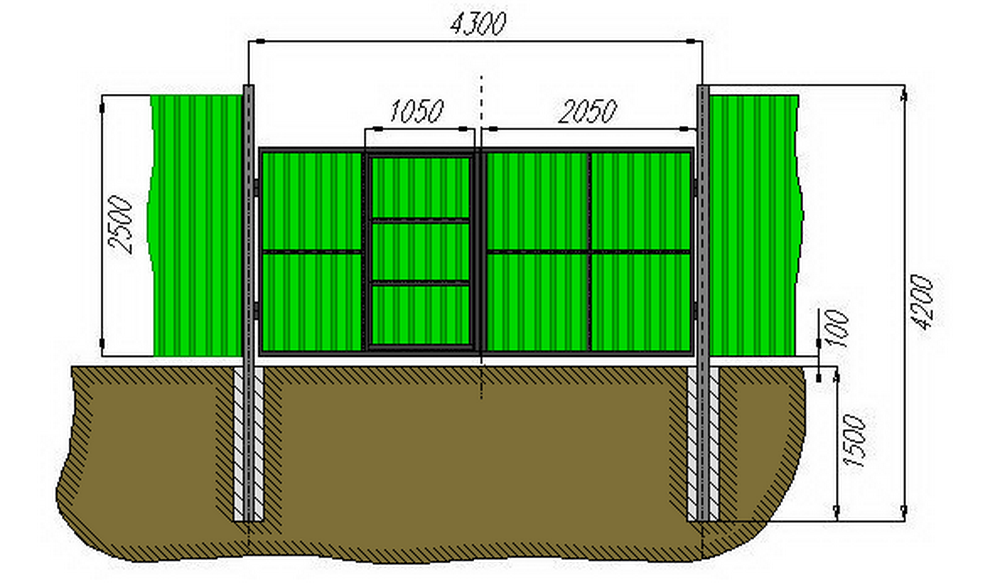
Определяемся с размерами, делаем чертеж
За основу можно взять эскиз, найденный в интернете, и переработать его применительно к своим условиям. На чертеже указывают размер каркасов и опор, расположение поперечин, место установки запорного устройства. По высоте сварные ворота делают вровень с забором. При расчетах нужно учитывать технический просвет между створками и землей. Он нужен для снижения ветровой нагрузки. Если дорога на участок асфальтовая или бетонная размер просвета 3 — 5 см, грунтовая — 10 см. При составлении чертежа нужно предусмотреть зазоры в несколько миллиметров между створками для компенсации перекоса при подвижках грунта и у опор под навесы. Для свободного проезда легковых и грузовых автомобилей распашные ворота сваривают шириной не менее 3 м. Если въезжать придется под углом, размер увеличивают до 3,6 м.
Выбираем материалы для изготовления
Оптимальным вариантом по соотношению качество/цена будут распашные ворота, сваренные из профильных труб. Для каркаса выбирается сечение 40×20×2 мм. Если предполагается установка автоматики 60×40×2мм. Сечение опорных столбов зависит от того сколько весят распашные сварные ворота:
- меньше 150 кг — 80×80×4мм;
- 150 — 300 кг — 100×100×5мм;
- больше 300 кг — 100×140×5мм.
Распашные ворота для дачи, если на ней отдыхают только летом, можно сваривать из старых водопроводных труб 1/2 — 1 дюйм или уголка 40×40. Листовой материал для обшивки выбирается в зависимости от предпочтений и финансовых возможностей. Например, можно сделать ворота с прозрачными вставками. Чтобы их мог открывать даже ребенок, каркасы навешивают на шариковые петли. Краску по металлу выбирают обычно под цвет забора.
Устанавливаем столбы
Монтаж опор выполнятся в следующей последовательности:
- Выкапываются или пробуриваются ямы на глубину промерзания грунта, но не меньше 1 м. Поперечные размеры должны быть в два раза больше сечения столба.
- Чтобы стойки не проваливались в грунт, дно ям засыпают песчано-гравийной смесью толщиной 15 — 20 см.
- На закапываемые концы опор наваривают отрезки арматуры или металлические полоски, на противоположные ― пластины толщиной 2 — 3 мм. Вместо них можно поставить фигурные оголовки.
- Нижнюю часть столбов очищают от ржавчины и обмазывают битумом, после чего опускают в ямы.
- Используя битый кирпич или камни, стойки по строительному уровню или отвесу выставляются строго вертикально и заливают песчано-цементной смесью.
- Для предотвращения перекоса опор при подвижке грунта между ними прокапывают неглубокую траншею, кладут уголок и сваривают. Затем закапывают или бетонируют.
Бетону дают отстояться неделю. Этого времени достаточно, чтобы сварить ворота и калитку. Для защиты бетона от растрескивания при затвердевании его периодически смачивают водой.
Свариваем створки распашных ворот
Так как правильно сваренные ворота не должны иметь перекосов каркас собирают на сварочном столе. Если его нет, нужно подготовить ровное место на земле. Работа проводится поэтапно:
- У подготовленных для внешней рамы труб торцы срезают под углом 45⁰. Места сваривания зачищают до металла.
- Трубы складывают в прямоугольник на ровной поверхности, где будет проводиться сварка ворот. Правильность наружных и внутренних углов проверяется угольником и замером диагоналей. Допустимое расхождение не больше 2 мм. Положение по горизонтали проверяется уровнем. Для надежности конструкцию перед тем как сваривать скрепляют угловыми струбцинами.
- Прихватывают углы, повторно проверяют их правильность, сваривают сплошными швами.
- В середину рамы приваривают горизонтальную поперечину. В получившиеся две части вставляются диагональные распорки. У такой конструкции высокая прочность достигается при минимальной затрате материала, что немаловажно, если ворота сваривать с приложением своих рук.
- Со швов сбивается шлак, проводится зачистка болгаркой. Сваренные стыки необходимо проверить на герметичность, так как попавшая внутрь вода ускорит процесс коррозии, а зимой при замерзании может разорвать трубы.
Калитку сваривают аналогично из того же профиля что и ворота или меньшего сечения. Если для экономии места предполагают врезать ее в створку, в качестве опоры можно использовать одну из труб каркаса.
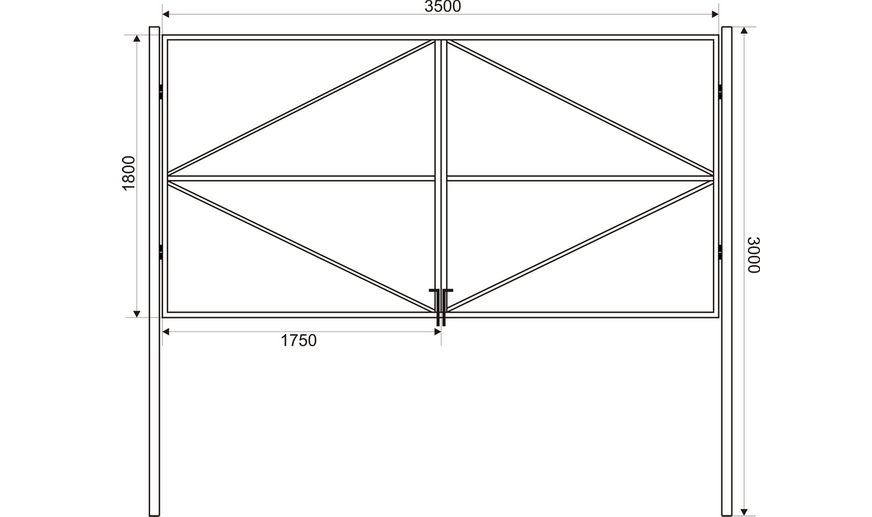
В середину рамы приваривают горизонтальную поперечину и от нее две диагональные распорки — прочная конструкция при минимальных затратах
Привариваем петли и устанавливаем ворота
Чтобы распашные ворота из профиля навесить без перекоса, створки временно сваривают между собой узкими металлическими полосками с зазором 3 — 5 мм. Затем с помощью кирпичей или деревянных брусков вставляются в проем на высоту технического просвета. Положение проверяют по горизонтали и вертикали отвесом и уровнем, после чего фиксируют клиньями или сваривают со столбами стальными полосами.
Для равномерного распределения нагрузки на трубы стоек и каркаса к цилиндрическим петлям приваривают стальные полосы (ушки). Таким способом можно сваривать навесы с обеих сторон. Нижнюю часть петель крепят к столбу, верхнюю с шариком ― к створке. Если она сплошная ― нужно просверлить отверстие для смазывания. Чтобы подвижное соединение навесов не спеклось во время сваривания, его предварительно обильно смазывают солидолом.
В зависимости от веса распашных ворот устанавливают 2 — 4 петли. Сначала их прихватывают, затем после удаления временных креплений проверяют ход створок. Окончательное сваривание ведется снизу вверх по периметру ушек. Для предотвращения снятия распашных ворот злоумышленниками на опоры устанавливают ограничители.
Обшиваем ворота
Если для обшивки выбирается материал (профлист, поликарбонат и пр.), который крепят саморезами или заклепками, нужно предварительно каркасы очистить от грязи и ржавчины. После обработки антикоррозийным составом проводится грунтовка и окрашивание. Финишную отделку обшивки, если она сделана из листового или кровельного железа, выполняют после сваривания.
На популярные распашные ворота из профнастила и поликарбоната стараются подобрать листы, чтобы не было шва на створке. Если добыть материал такого размера не удается, первая полоса выставляется по уровню и крепится парой саморезов. После проверки положения их вворачивают во все волны, прилегающие к элементам сваренного каркаса. Следующий лист крепится внахлест на волну предыдущего.
Обшивку также делают из других материалов:
- Дерева. Доступный, красивый вариант с возможностью легкой замены. Однако требуется регулярный уход. Следует учитывать, что при высыхании древесина может растрескаться.
- Металлического листа. Обшивка прочная, но тяжелая.
- Кованные. Возможность создания оригинальных дизайнов, но сваривать такие ворота могут только специалисты.
- Металлической сетки. Невысокая цена, простота выполнения работы, небольшой вес. Однако эстетика никакая, а доступность просмотра прилегающей к дому территории посторонними людьми мало кому понравится.
- Комбинированные варианты сваривают из кованых элементов, поэтому форма распашных ворот может быть любой. Для защиты от любопытных, створки со стороны двора обшивают металлическими, профильными или поликарбонатными листами. Монтаж обычно выполняют специалисты, так как сварить ворота этого вида новичку не по силам.

Устанавливаем замок
Если установка автоматики не предусматривается, к створкам снаружи приваривают петли под навесной замок. С внутренней стороны устанавливают поворотную щеколду или задвижку. Ее можно сделать из двух отрезков 20-тимиллиметровой трубы, сваренных с горизонтальными поперечинами створок. При закрывании в них вставляется стальной прут диаметром 14 — 16 мм.
Для жесткой фиксации распашных ворот в закрытом и распахнутом положении внизу створок устанавливают вертикальные стопоры шпингалетного типа. Если столбы пришлось сваривать между собой перекладиной, вверху устанавливают еще пару. Фиксаторы покупают или сваривают из отрезков полудюймовой трубы длиной 20 см, в которые вставляются стальные штыри с загнутыми концами. Они будут входить в трубы, вбитые или забетонированные в грунт.
Завершается сварка ворот из профильной трубы установкой врезного или накладного замка на калитку. При вырезании пазов под корпус на створке и ригель в столбе нужно стараться не оставлять зазоров. Иначе калитка будет бренчать на ветру. Для надежной фиксации устанавливают стопор как на воротах.
После окончания монтажа распашных ворот стоит задуматься об автоматизации, так как пробежки, особенно под дождем, при въезде и выезде быстро надоедят. Необходимые комплектующие найдутся в магазинах, а работу можно выполнить самому, если есть опыт подключения электрооборудования. При надлежащем уходе автоматика длительное время будет обеспечивать комфортабельный проезд.
Читайте также: