Стол для сварки дверей
Обновлено: 10.05.2024

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
Начал с проектирования и набросал модель в SolidWorks.
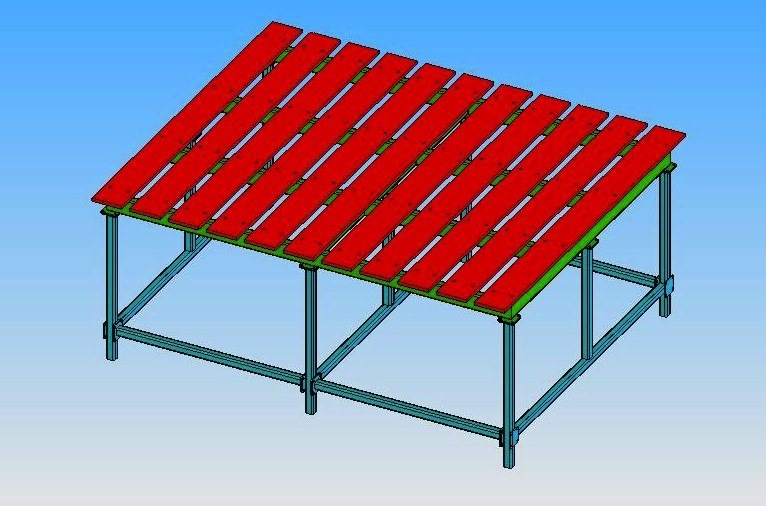
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

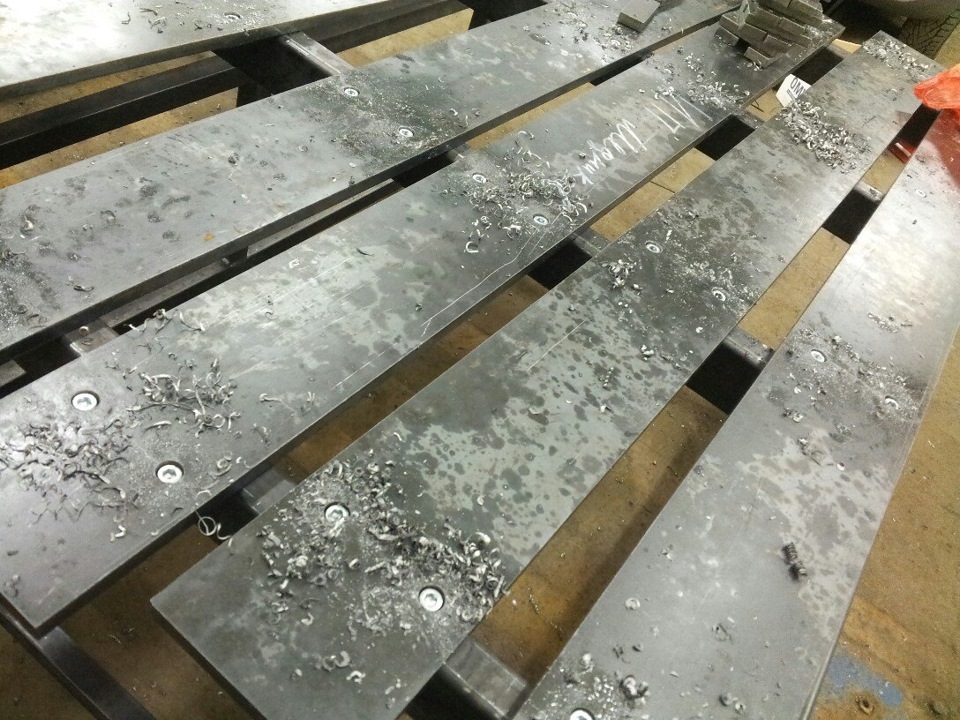
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Сварочный стол в гараж своими руками.

В статье "Гараж: ремонт своими руками", где я делился как делал ремонт в своем гараже, упоминал о верстаке и сварочном столе. Верстак мне нужен тяжелый и прочный. Сделал верстак из уголка № 45. Верх металл 4мм — 600Х1500мм. Ножки на болтах, что бы можно было отрегулировать и выставить по уровню.

И сварочный столик делаю.

Так же, накрыл металлом 4мм.

Ставлю с одной стороны колеса на подшипниках. Мобильный стол мне нужен.

С другой стороны снабжаю ручкой для удобства перекатывания по полу. В гараже у меня ровный пол.

Готовый стол с заполнением.

Кабеля надо удлинить на сварочном аппарате.

При желании катаю по всему гаражу. Варю на столе. И не забрызгиваю сваркой верстак .

Столик на своем обычном месте.
Моя работа по обустройству моего гаража далее.
Мой сверлильный стан НС-12. Подробно тут.
Как я делал наждак в гараже описано тут .
Как я делал лифт в гараже написано тут .
2 декабря 2020 Метки: верстак , сварочный стол , гараж , ремонт своими руками , ремонт в гараже , мой гараж
Метки: верстак, сварочный стол, гараж, ремонт своими руками, ремонт в гараже, мой гараж
Комментарии 21
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Себе буду делать перекатной сварочный стол-верстак. как по мне, то маловат стол, только маленькие детальки крепить

Да он больше, что бы сварочный аппарат не таскать за собой.

4 мм — это мало. Покрутит со временем.
Кроме того, для сварочных столов поверхность делают решетчатую или перфорированную, причем, желательно из чугуна, дабы меньше брызги прилипали. Очень хорошо для этого подходят чугунные печные колосники, уложенные в рамчатый каркас из уголка.
Как слесарный верстак — стол хорошо вышел. Но сварочным его называть можно весьма условно.
Согласен. Слесарный -больше подходит. Если мелочевку поварить, струбциной закрепить-тогда пойдет. А крупное варю на полу.
Покрытыми электродами сваривать в помещении вообще не айс. Дым, шлак. Они больше для наружных работ подходят.
Вым бы полуавтомат прикупить, а ещё лучше тиг
Для моих целей полуавтомат не нужен. Спасибо. Я в курсе различия.)))) Вытяжку принудительную сделал 150мм. Хорошо помогает. Я варю черный металл и не тонкий. Так, что ТИГом мне совсем нечего сваривать.)))
А что — тиг только для тонкого и не черного?
Ну, да. Теоретически, можно все варить. Но, целесообразность и удобство сварки оставляют TIGу алюминий ( большие токи нужны и своя специфика сварки), малые толщины металла (черный металл под сварку TIGом не просто и не быстро подготовить), нержавейка ( в гараже встречается сварка нержавейки крайне редко).И все.
Та ладно. Категорически не согласен, за исключением того, что для тиг-сваривания металл должен быть чистым хотя бы на ширину полутора сантиметров с обеих сторон по кромкам вдоль будущего сварного стыка.
Всё остальное неправда. Единственный минус тига — низкая скорость работы, тоесть, производительность. Но это для массового производства актуально, а не в условиях гаража для штучных деталей. Да и то сейчас уже существуют тиг-горелку с автоподачей присадочной проволоки. И роботы ими сваривают с такою же скоростью, как и полуавтомата и, а качество намного выше получается.
Ну и автомобильную кузовщину сваривать хорошо только полуавтоматом, а не тигом и не электродами.
Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
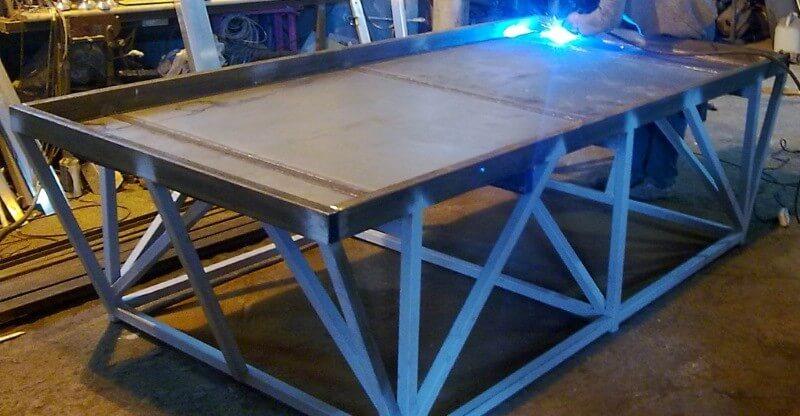
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
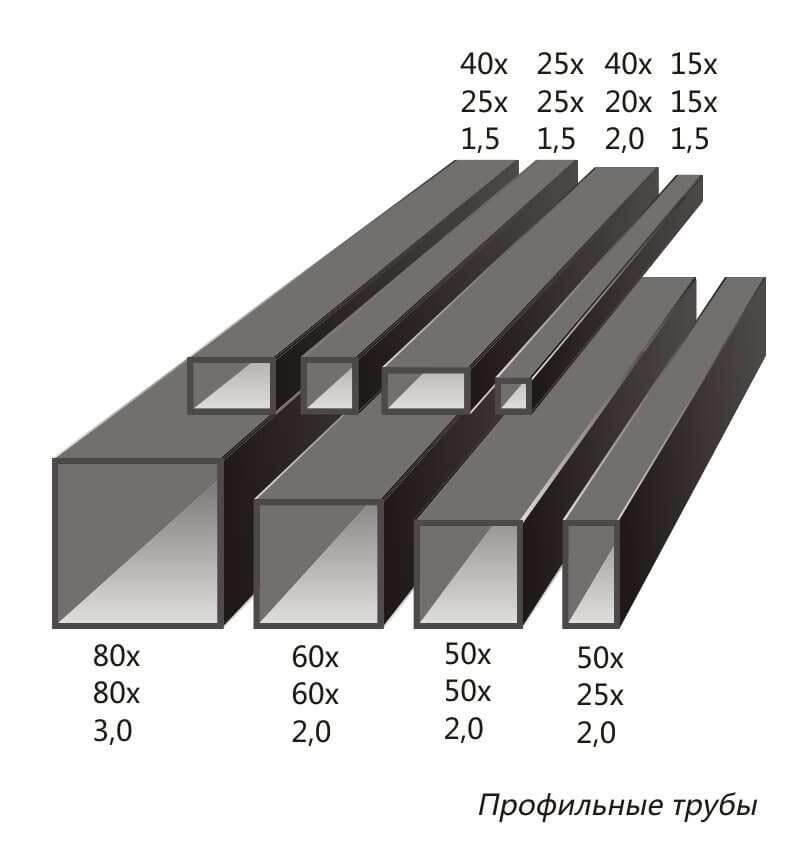
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
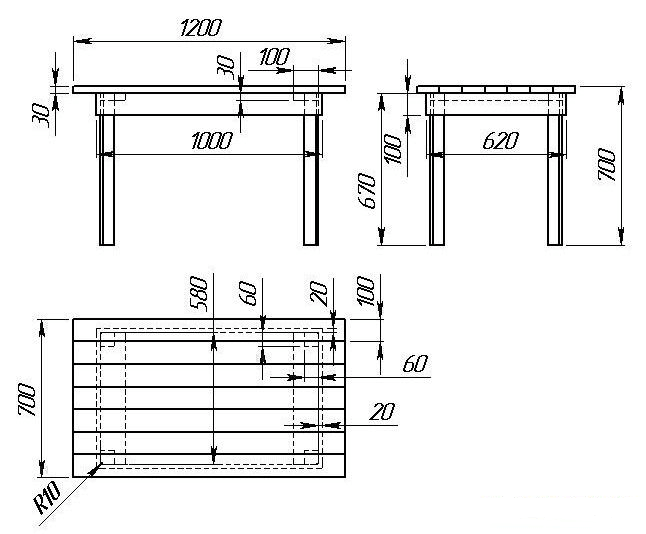
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
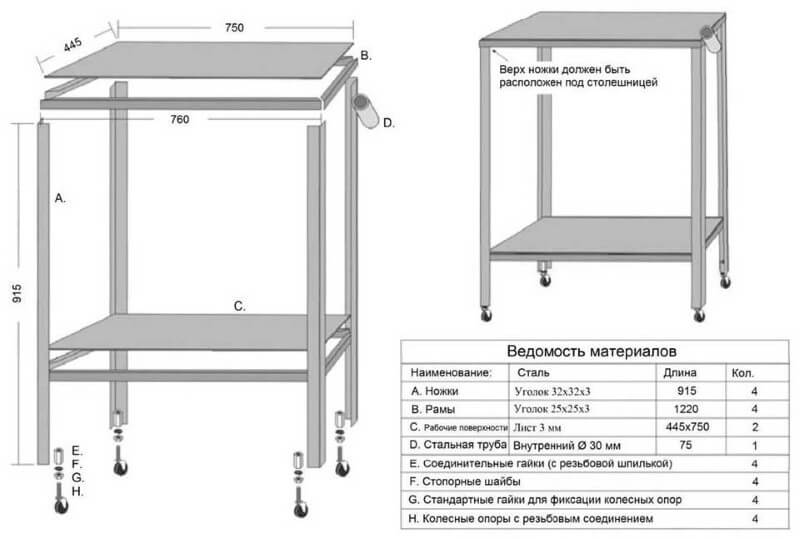
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
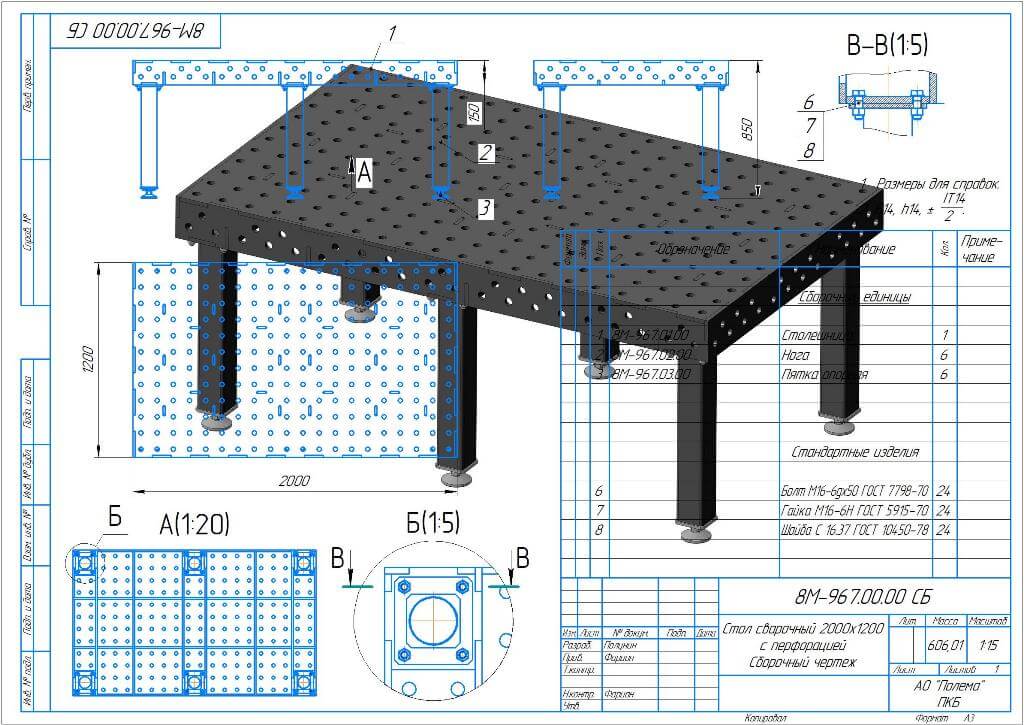
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
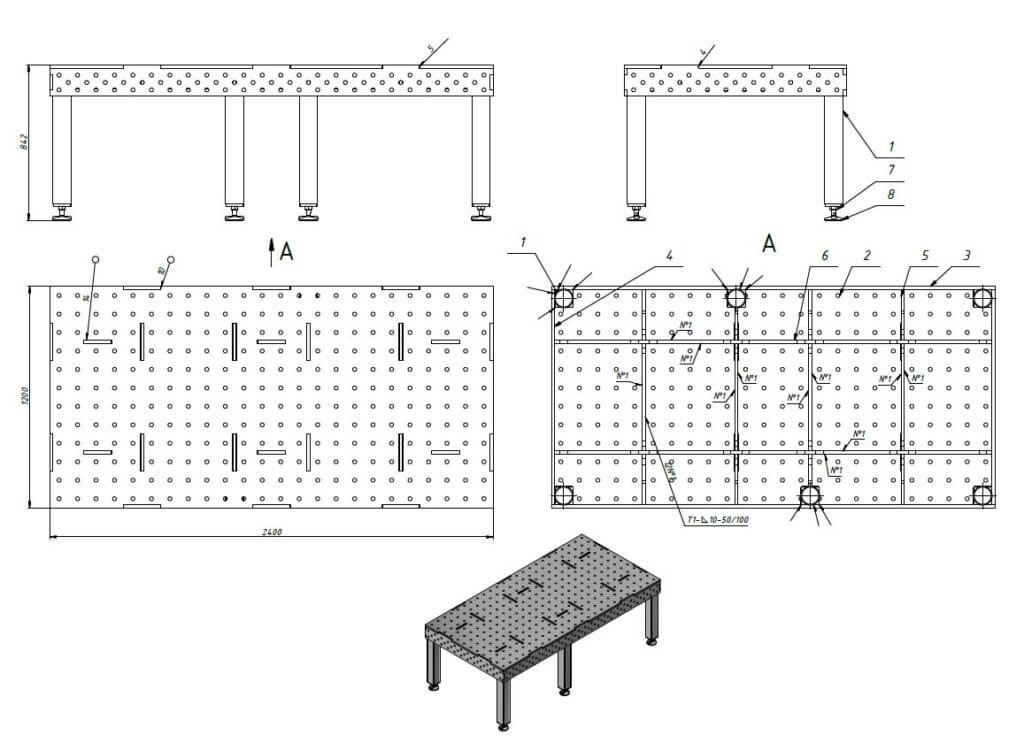
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
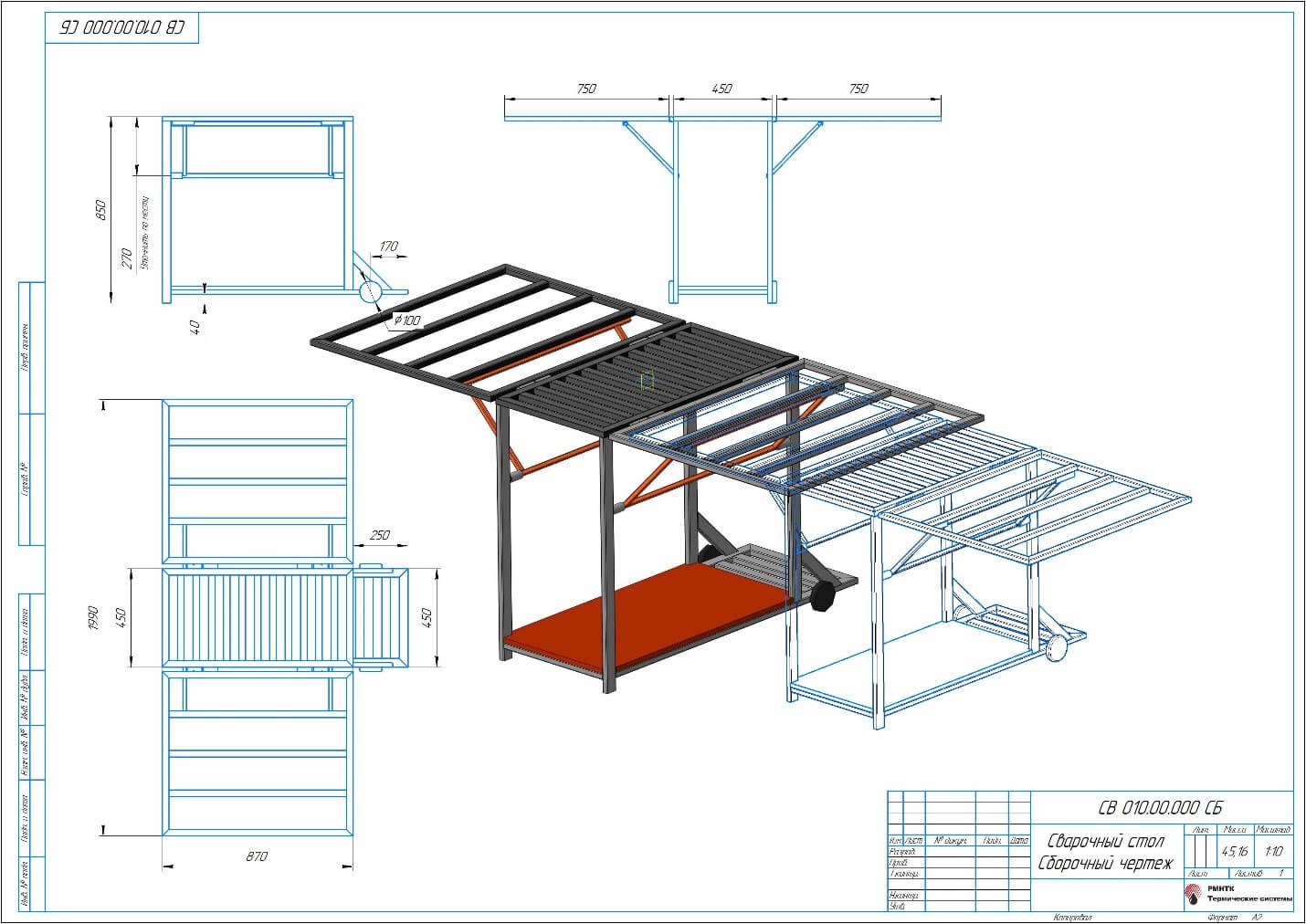
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

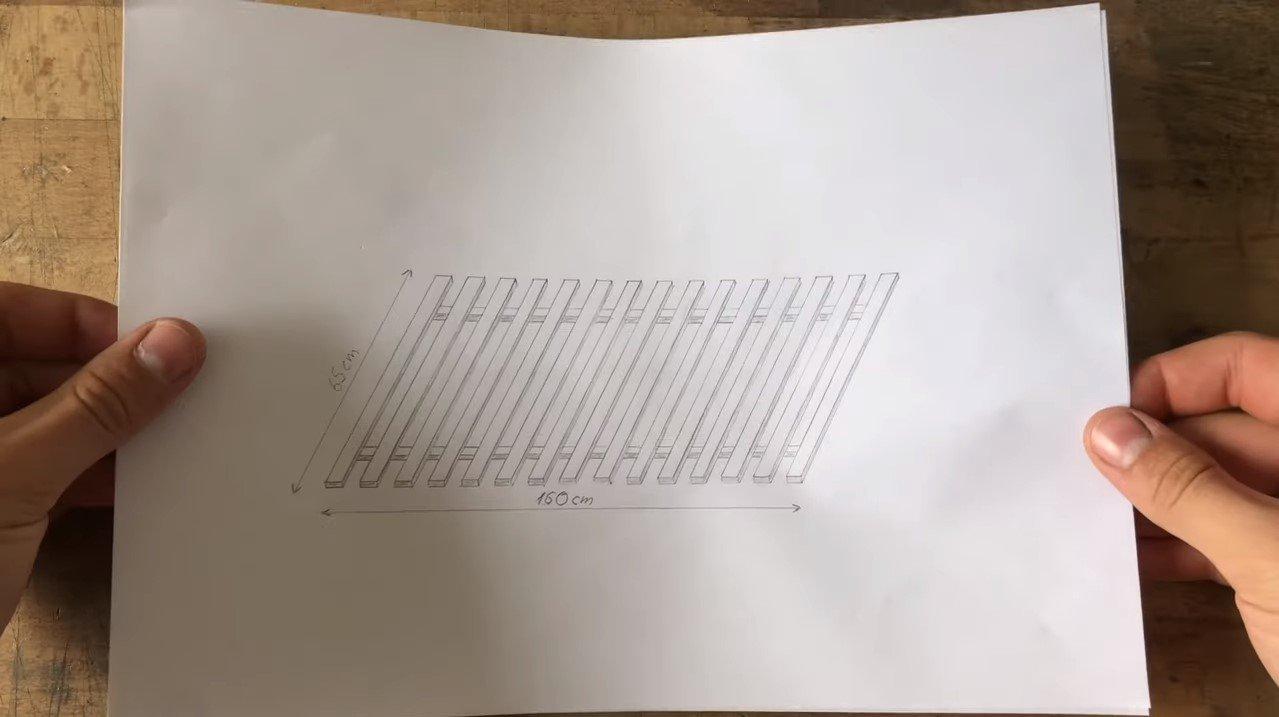
Эскиз будущей столешницы.

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Сварочный стол своими руками
Чертежи с размерами для самостоятельной сборки. Требования, разновидности столов, пошаговая инструкция по изготовлению.

Варить на полу или земле — это для разовой работы в полевых условиях. При регулярных сварочных процессах нужен специальный стол сварщика. Он может быть совсем простым, а может и профессиональным. Рассмотрим требования к таким приспособлениям, разновидности столов для сварщиков, пошаговую инструкцию, как сделать его своими руками.
Сварочный стол необходим для размещения заготовок и сварки, что повышает удобство работы и производительность. Рабочее место должно быть хорошо освещено, но закреплять светильник на самом столе или на стене над ним — это личный выбор.
Обязателен подвод вытяжки. Она может быть в виде жесткого канала или гибкого. Но к столу она не фиксируется. Вытяжка обеспечивает отвод опасных газов, выделяемых расплавленным металлом, обмазкой электродов.
Стол сварщика должен выдерживать размещаемые на нем заготовки, поэтому изготавливается только из металлического профиля или уголка (каркас). Деревянные конструкции недопустимы. Поскольку столешница подвергается регулярному нагреву, ее сечение выбирают от 5 мм и выше. При сварке на больших токах 300-400 А потребуется плита 10 мм, иначе поверхность выгнется.
Чтобы зафиксировать изделие и вести сборку без посторонней помощи, стол сварщика снабжают сквозными отверстиями для заведения стягивающих шпилек, струбцин, тисков. Если рядом работают другие люди, обязательно наличие ограждения. Вертикальный экран ставят на дальней стороне с высотой 50-100 см.
Стол должен быть тяжелым, чтобы его нельзя было сдвинуть, оперевшись ногой. Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Сварочные столы бывают стационарными и разборными. Первые — более массивные и собираются путем сварки. Они рассчитаны на постоянное место эксплуатации. Разборные столы могут быть большими или малыми, но собираются на болтовых соединениях. Чаще всего ножки можно отделить от столешницы. Это облегчает переезд и подойдет для арендованного помещения (мастерская, гараж), чтобы в случае необходимости перевезти огромный стол небольшим пикапом, фургоном, микроавтобусом.
В зависимости от предстоящих задач по сварке подбирают размеры и конфигурацию сварочного стола. Вот некоторые популярные варианты, используемые в гаражах, мастерских и на производствах.
Простой стол сварщика состоит из сплошной прямоугольной плиты и четырех ножек. Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Конфигурация полупрофессиональных столов более разнообразна и предлагает несколько вариантов, определяющих функционал верстака. Самый распространенный вариант — столешница с многочисленными круглыми отверстиями под стягивающие системы. Ее аналог — столешница, набранная из швеллера или профиля, приваренного параллельно друг к другу с промежутками 20-50 мм. Это позволяет завести не только ось с резьбой, но и целую струбцину.
Если сварщику регулярно приходится собирать большие конструкции с выступающими частями, потребуется рамочный стол без столешницы. Это актуально для сборки ворот, входных дверей, сельскохозяйственного оборудования.
Для легкого доступа к наружной и обратной стороне изделий, например полотенцесушителей, используют поворотные сварочные кондукторы. Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Поворотные столы по горизонтали изготавливают круглыми. Они фиксируются на оси и соединены с редуктором и электромотором. Чаще всего такие приспособления небольшие и нужны для приварки патрубков к фланцам. Благодаря вращения шов получается непрерывным и ровным. Сварщик выбирает подходящую скорость вращения на редукторе через понижающую передачу. Варят за такими столами, как правило, полуавтоматами MIG/MAG.
Чтобы изготовить сварочный стол, необходимо запастись инструментами и приспособлениями. Это сократит время работы и упростит сборку. Подготовьте материалы, чтобы потом не бросать все, мчась в магазин за недостающим уголком.
Необходимые инструменты и приспособления
Если планируете делать стол из толстого металла 10 мм, резать болгаркой будет неудобно. Тогда приобретите аппарат плазменной резки, чтобы подготовить все детали. Впоследствии он пригодится при производстве изделий, экономя отрезные круги.
Предлагаем несколько вариантов чертежей столов для сварщика, чтобы выполнить все точно по размерам. В других случаях можно взять модель за основу, а длину, ширину и высоту конструкции определить самостоятельно под свой гараж и рост.

Поскольку отверстия для фиксации заготовок необходимы в большинстве процессов, рассмотрим вариант сборки стола из профильной трубы с приведенными размерами 100х40 мм.
Разметьте и отрежьте профиль 60х40 мм под рамку столешницы. При размере поверхности 200х100 см, понадобится 4 профиля длиной 2 м и 2 профиля длиной по 1 м. Соберите на ровной поверхности прямоугольник, прихватив уголки сваркой. Соединяйте в стык, прижимая торцы длинного профиля к боковым стенкам короткого. Проверьте диагональ, чтобы была погрешность не более 3 мм. Обварите углы и проверьте диагональ повторно. После этого разместите внутри рамки еще 2 профиля и приварите их параллельно друг другу на равном расстоянии. Получилась основа для столешницы.
Нарежьте профиль 100х40 мм длиной 1 м. Для стола 2 м понадобится 13 шт с промежутком в 50 мм. Обработайте края шлифовальным кругом, убрав заусенцы. Расположите широкий профиль на рамке с шагом в 50 мм. Прихватите каждый элемент сбоку в 4-х местах. Переверните рамку и проварите продольными швами профиль на каждой перемычке. Чередуйте швы, чтобы конструкцию не повело.
Из профильной трубы 60х40 мм отрежьте ножки длиной 80-100 см. На перевернутой столешнице вставьте ножки во внутренние углы. Проверьте положение угольником, прихватите сваркой, обварите вертикальными швами. Усильте ножки косынками с длиной стороны 10-15 см.
Из профиля 60х40 вырежьте перемычки для нижнего яруса, связывающие ножки. Приварите их сплошными швами на расстоянии 20 см от пола. Это скрепит конструкцию и послужит опорой для ног во время работы.
Чтобы держать молоток, шлакоотделитель, болгарку под рукой, организуйте полку. Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Чтобы сварочный стол не ржавел, его грунтуют и окрашивают. Работать можно кисточкой или пульверизатором. Красят стойки, полку, рамку и нижнюю часть столешницы. Верх не красят, поскольку он подвергается высоким температурам и покрытие обгорит (будет еще сильно вонять при этом).
Чтобы работать аппаратами ручной дуговой сварки предусмотрите небольшое ведро сбоку стола, куда выбрасывать огарки электродов. Тогда они не будут прилипать к подошве, валяясь под ногами.
Сбоку можно приварить крючок для подвешивания сварочной маски. Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Полку под столом лучше сделать не менее 30 см по высоте для размещения больших катушек с проволокой, если планируете работать полуавтоматом.
Для электродержателя или сварочной горелки лучше создать крюк с правой стороны (для правшей), чтобы не бросать их на столе или полу. Для хорошего контакта массы клеммы заземления предусмотрите зачищенное от краски место на нижнем обвязочном контуре.
Сварочные электроды удобно хранить в специальном колчане, прикрепленном с столешнице.
Соорудить сварочный стол для гаража или мастерской можно за 4-6 часов, имея необходимые материалы и инструменты. Зато впоследствии работать будет гораздо удобнее, а производительность возрастет.
Источник видео: weldmaniac
Ответы на вопросы: как изготовить сварочный стол своими руками?
Самый простой способ — подложить под провисшую ножку пластину металла, плитки, брусок дерева. Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Если предстоит много сварочной работы с мелкими деталями, ее удобнее выполнять сидя за столом. Высота стула зависит от высоты стола и роста сварщика. В идеале, колени должны быть в согнутом виде сразу под столешницей. Тогда на них получится опираться локтями, чтобы рука не дрожала. Поэтому ножки стула должны быть высокие, как у барной мебели.
Теоретически можно. Но даже при сварке тонких металлов возможна деформация на токах 120-160 А лист или полоски начнет коробить. Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Если возникла потребность в увеличении площади стола, сварите прямоугольную рамку из двух ножек и двух перемычек. Соедините ее в верхней части с основной рамкой стола. Продлите поверхность столешницы из аналогичных элементов. Укрепите две новые ножки косынками и свяжите их по второму контуру с другими.
Если увеличенные размеры стола нужны лишь периодически, а в остальное время огромный стол будет только мешать, предусмотрите откидную поверхность на петлях с опорной ножкой.
Если нужно перевезти большой сварочный стол, который выполнен при помощи сварки (нет болтовых соединений), придется орудовать болгаркой и отрезным кругом. Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Сварочные столы

L1000 1U, для Trumpf Lasercell 1000
L1366 1U, для Trumpf Lasercell 105
L1500 1U, для Trumpf Lasercell 7000
L1682 1U, для Trumpf Lasercell 1005
L2182 1U, для Trumpf Lasercell 6005
L1500 1U, для Trumpf Lasercell 7040
L1366 3U, для Trumpf Lasercell 105
L1682 3U, для Trumpf Lasercell 1005
L2000 1U, для Trumpf Lasercell 7020
L2000 1U, для Trumpf Lasercell 7000
L2182 3U, для Trumpf Lasercell 6005
L1500 3U, для Trumpf Lasercell 7040










Для выполнения большинства сварочных работ, сварщик использует специально подготовленное рабочее место. Современные столы для сварки позволяют облегчить производственный процесс, уменьшить временные затраты, снизить вероятность появления брака из-за неудобного расположения деталей. При использовании этих конструкций увеличивается скорость работы, повышается безопасность. Сварочный стол является одним из основных элементов, облегчающих процесс сварки.
ОБЛАСТЬ ПРИМЕНЕНИЯ
- Машино- и приборостроении;
- Производстве разнообразных строительных элементов;
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
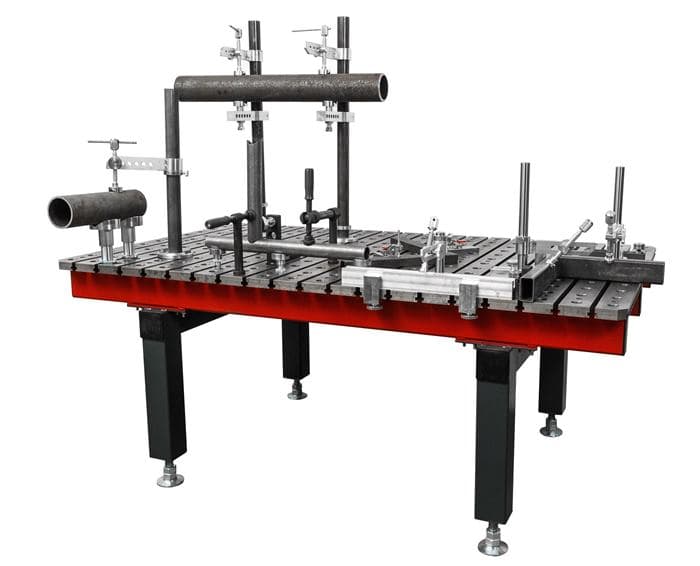
Внешне сварочный кондуктор или стол представляет собой перфорированную столешницу. При этом опора может быть стандартной, колесной, фиксированной или телескопической. Стол является важнейшим но далеко не единственным элементом системы. Дополнительно применяются углы, стопора, зажимы, блоки.
Читайте также: