Стол для плазменной резки металла
Обновлено: 25.04.2024
Стол для плазменной резки металла должен быть прочным, виброустойчивым и откалиброванным по углам. Какие конфигурации и виды существуют - далее.

Стол для резки металла — это основа плазменного ЧПУ-станка. Конструкция представляет собой решетчатую основу на ножках, под которой располагается либо защитный короб, либо поддон с охлаждающей жидкостью. Стол для плазменной резки металла должен быть прочным, виброустойчивым и откалиброванным по углам. От этого зависит правильная работа сервомоторов, приводящих в движение ролики на наводящих осях, а значит, и качество готового изделия в целом.
Строение стола для плазменной резки
Все столы для резки металла с помощью плазмы имеют похожее строение, и состоят из следующих частей:
- Рабочая поверхность для обработки металла
- Поддон для охлаждения плазмы (или защитный короб в случае отсутствия поддона)
- Наводящие оси для шаговых моторов по периметру
- Ножки
- Усиления для рамы в случае работы с высокой нагрузкой
Стол — одновременно самая простая и в то же время сложная часть ЧПУ-станка для резки. К этой, на первый взгляд, простой конструкции есть ряд требований. Их мы рассмотрим ниже
Размеры столов для плазменной резки

Размеры стола варьируются в зависимости от требований к изделиям, изготовляемым на столе. Промышленные столы часто имеют размер рабочей поверхности в 1500 на 3000 миллиметров. Столы, используемые в декоративной резке, бывают меньше, вплоть до 200 на 400 миллиметров. Зачастую, соотношение сторон учитывается как 2 к 1. Реже — 4 к 3.
Требования к рабочей поверхности
Во время резки, плазма должна проходить сквозь заготовку, при этом раскаленные отходы не должны оседать на основании рабочей поверхности. Поэтому для изготовления поверхности используют следующие конструкции:
- Параллельно расположенные ламели
- Решетчатая основа
- Ламели из металлического профиля
- Ячейки с зубчатой фактурой
Параллельные ламели — дешевле всего. Это отрезки металла толщиной в 4-8 миллиметров и шириной в 30-60 миллиметров. Их легко монтировать в стол, и они не требуют много сил в изготовлении. Проблема такой конструкции — надежность.

Ламели плохо держат форму, изгибаются при высоком давлении, а за счет слабого соединения, может возникать вибрация. При работе с заготовками толще 30 миллиметров лучше избегать таких решений. В то же время, параллельные ламели, в случае повреждения, можно изготовить и заменить самостоятельно, не обращаясь к специалисту.
Ламели могут быть прямыми, а также можно использовать изогнутые заготовки. Жесткость изогнутой ламели выше, но и изготовить ее сложнее.

Решетчатая основа дороже. Т.к. на ее изготовление, монтаж и калибровку в плоскости уходит больше времени. В то же время, такая конструкция надежнее, т.к. давление металла во время резки выдерживает на порядок лучше, за счет большого количество углов, перпендикулярных источнику давления.

Ламели из металлического профиля ценятся выше. Но имеют ряд недостатков. Кроме высокой цены, такая основа хуже пропускает плазму. Тем менее, в случаях, когда есть необходимость закреплять заготовку на столе, этот вариант подходит лучше других. На профиль легко ложится зажим, и заготовка держится крепко.
Ячейки с зубчатой фактурой лучше выбирать при работе с большими заготовками. Зубцы имеют наименьшую площадь соприкосновения с заготовкой, а значит, и с горячей плазмой. Для малых заготовок это минус, ведь расположить заготовку на нескольких точках сложнее, чем на ровной поверхности. С большими заготовками такой проблемы нет. Но цена на стол возрастает, ведь на изготовление зубцов уходит больше затрат.
Почему важна правильная геометрия стола
Основа ЧПУ-станка — шаговые двигатели или сервоприводы на подвижных каретках. Двигатели приводят в движение плазморез. Один оборот шагового двигателя состоит в среднем из 192-х микрошагов. Компьютерная модель заготовки передается через драйверы шаговикам в виде набора команд. Если оси смещены, или не соблюдена геометрия, образовывается погрешность. При резке изделий, применяемых в механике, такая погрешность часто оказывается критичной.
Поэтому столы для плазменной резки металла должны иметь правильные углы, а поверхность, особенно в случае с параллельными ламелями — необходимо идеально выровнять. Одна выступающая ламель может искривить заготовку, а значит — и готовый продукт.
Столы с защитной и жидким охлаждением
На промышленных станках под ламелями часто располагают поддон с охлаждающей жидкостью. В нее попадает раскаленный металл при резке. В то же время, стол может быть и без поддона. Тогда под рабочей поверхностью устанавливается специальный короб. Он защищает конечности мастера от ожогов и механических повреждений, но создает пожароопасную ситуацию, и риск задымления в рабочем помещении.
Если вы планируете использовать станок для разовых работ, можно ограничиться и коробом. Но если резка металла является основным занятием — то без поддона с водой не обойтись. Чистить такой стол тяжелее, но его эксплуатация значительно безопаснее и комфортнее. А поскольку вся электроника находится над конструкцией, возможные протечки не несут опасности станку.
Станки плазменной резки металла с ЧПУ

Мы отправим Вам подробное предложение в течении 30 минут!
Оборудование для плазменной резки металла с ЧПУ

По просьбе клиентов завод «ТеплоВентМаш» запустил в производство бюджетное оборудование серии Start S–WT, особенностью которого является доступная цена, отсутствие стола для поддержки заготовок и системы дымоудаления. Оборудование рассчитано на резку листового металла толщиной от 0,5 до 30 мм. В комплект поставки входит:
- Координатный стол на мощных шаговых двигателях;
- Терминал управления с электрошкафом и компьютером;
- Лицензионные программы Mach3 и SheetCam (рус.).
Цена: от 350 000 299 000 руб. Подробнее

Станки серии Start М30 имеют усиленный координатный стол и центральную систему дымоудаления. Рез металла от 0,5 до 30 мм. Данное оборудование поставляется в сборе, что позволяет исключить дополнительные работы по монтажу и наладке в месте установки.
В станке предусмотрен более широкий электро-пакет, чем в серии S–WT: кнопки останова по обоим сторонам портала, бесконтактные датчики движения портала. Пульт управления выполнен в более защищенном исполнении.
Цена: от 674 000 руб. Подробнее

Машина плазменной резки Start L50 имеет мощный стол, состоящий из прочной металлической станины и стоек, способных выдержать вес стальных листов толщиной в 50 мм.
Оборудование имеет эффективную секционную систему дымоудаления. Для предотвращения воздействий значительных температур на раму и поверхность координатного стола, возникающих в процессе резки, стол имеет болтовые и сварные соединения конструкций.
Цена: от 1 042 000 891 000 руб. Подробнее

Машины серии L100-Combi выполняют раскрой листового металла толщиной 0,5 – 100 мм с помощью газокислородной и воздушно-плазменной резки. Возможно размещение нескольких газовых или плазменных резаков на портале.
Цена включает комплект газового оборудования и газовый резак. Секционная система дымоудаления позволяет исключить задымление даже при резке толстых металлов.
Цена: от 1 126 000 руб. Подробнее
Оборудование для воздушно-плазменной резки
Прежде всего нужно сказать, что есть оборудование для ручной плазменной резки и для автоматизированного плазменного раскроя. В данной статье пойдет речь именно об автоматизированной плазменной резке с числовым программным управлением (ЧПУ) и об оборудовании, которое для нее необходимо, о его составе, цене и покупке.
Из чего же состоит оборудование для плазменной резки с ЧПУ?
- с плазматроном – он генерирует струю плазмы для разрезания металла.
- Координатный стол с ЧПУ – перемещает плазматрон по заданной траектории. – состоит из компрессора, осушителя и фильтра. Данная система подготавливает сжатый воздух для подачи в источник плазмы.

Источник плазменной резки с плазматроном
Это основной элемент оборудования, при помощи которого производится воздушно-плазменная резка. Для ручной или автоматизированной резки источники плазмы не отличаются. Отличие состоит в плазматроне, присоединяющемся к источнику специальным кабелем. Плазматрон может быть для ручной резки или для автоматизированной резки с ЧПУ (см. фото).
По цене американский Hypertherm в 2-3 раза дороже чем Российские и Китайские аналоги, как сам аппарат, так и расходники. Но тут уж приходится выбирать между качеством, надежностью и ценой.
Координатный стол с ЧПУ
Наиболее обобщенное название – станок плазменной резки с ЧПУ. Все мы знаем, что это за оборудование, но если посмотреть поближе – возникает масса вопросов. Координатный стол превращает источник плазмы в автоматизированное оборудование для воздушно-плазменной резки листового металла с ЧПУ.
Консольное или портальное оборудование плазменной резки
- Портальные станки плазменной резки с ЧПУ. Представляют собой надежную конструкцию с 3-ех осевой системой координат. Сам портал, на котором установлен плазменный резак, закреплен на раме станка с двух сторон и перемещается при помощи двух мощных двигателей с передачей шестерня-рейка. Портальные станки плазменной резки набирают все большую популярность, в силу своей надежности и высокой производительности.
Цены на оборудование для плазменной резки с ЧПУ производства завода «ТеплоВентМаш»
- Бюджетные – предназначены для раскроя не толстых металлов, до 10-20 мм. Данные станки характеризуются небольшой производительностью, средним качеством реза, не большой функциональностью. Бюджетное оборудование для резки металла — цена до 500 000 руб.
- Промышленные – резка толстых металлов до 100 мм. Возможность использования газового резака (помимо плазменного). Качество реза выше среднего, расширенный функционал станка. Купить оборудование для резки металла промышленного типа можно по цене до 1 500 000 руб.
- Профессиональные – высокое качество реза и производительность, минимальный облой (шлак), возможность вырезать малые отверстия в толстых металлах, широкий функционал, тонкие настройки. Цена такого оборудования плазменной резки – 5-6 млн. руб.
Система подготовки сжатого воздуха
Очищенный сжатый воздух — неотъемлемый элемент автоматизированной плазменной резки. Система подготовки воздуха состоит из:
- Компрессора для подготовки сжатого воздуха. В большинстве случаев подойдет компрессор с производительностью 550 л/мин, объемом ресивера – 100 л, выдерживающий 10 атмосфер.
- Осушителя воздуха. Сухой воздух нужен для стабильного качества реза и продления срока службы расходных материалов.
- Фильтра воздушно-масленого. Так же влияет на качество реза и срок службы расходных материалов.
Имея данную систему подготовки воздуха Вы убережете себя от многих проблем, связанных с работой источника плазмы и качеством вырезаемых деталей.
Купить оборудование воздушно-плазменной резки
Процесс выбора и покупки оборудования, с его дальнейшей установкой, происходит по следующей схеме:
 | ||||
| Отправьте Ваш запрос | Подбор оборудования под Ваши задачи | Согласование и подписание договора | Производство 5-30 дней | Доставка, пуско-наладка, обучение |
За 11 лет работы компании «ТеплоВентМаш», с 2008 по 2019 год было произведено и продано 558 станков плазменной резки, в 105 городов России.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!

Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Машина плазменной резки металла с ЧПУ

Мы отправим Вам подробное ценовое предложение на данный станок с расчетом стоимости доставки и монтажа в Вашем городе!
Конфигуратор подбора станка
Для расчета цены заполните пункты ниже
Координатный стол
Машина плазменной резки с ЧПУ Start L50 имеет мощный стол, состоящий из прочной металлической станины и стоек, способных выдержать вес стальных листов толщиной в 50 мм. Для предотвращения воздействий значительных температур на раму и поверхность координатного стола, возникающих в процессе резки, оборудование имеет болтовые и сварные соединения конструкций. Чтобы координатный стол не подвергался деформационным нагрузкам, возникающим при падении или столкновении тяжелых заготовок, предусмотрена специальная защита.
Портальная конструкция плазменной машины
Данная машина снабжена порталом, выполненным из высокоточных стальных профилей. В портальной конструкции расположены все основные механизмы (передачи, двигатели), отвечающие за перемещение резака и каретки. Все механизмы спрятанные в специальные стальные короба, защищающие их от механических повреждений и пыли.
В экранирующих стальных рукавах спрятаны электропровода. В свою очередь рукава размещаются в пластичных кабель-каналах, где во время перемещения портала они аккуратно укладываются.
Контроль высоты резака над листом металла

Для сохранения целостности дорогостоящего резака, портальные машины плазменной резки снабжены механизмом автоматического контроля высоты положения сопла. Сохранение постоянного зазора между резаком и поверхностью листа, из которого нарезаются заготовки, позволяет избежать столкновений сопла с изогнутым от высокой температуры металлом или вырезаемыми деталями.
Дистанционное управление

Для удобства оператора, обслуживающего оборудование для плазменной резки с ЧПУ, предусмотрено управление станком без прямого контакта с ним. Для этого в комплект поставки входит пульт дистанционного управления (ДУ), позволяющий задавать команды машине в радиусе 5 м. Кроме этого, с помощью ДУ производится более точная настройка положения резака.
Серво-шаговые двигатели по осям Х и Y

Отличие серво-шаговых двигателей от шаговых — в наличии обратной связи к блоку управления. В случае пропуска шагов (например, при выполнения сложной программы на высокой скорости) информация об этом передаётся на драйвер и двигатель моментально добирает пропущенные шаги. Шаговый двигатель в этом случае не увидит ошибки и продолжит работать с перекосом оси. Погрешность постепенно накапливается, приводя к изготовлению дефектных деталей, пока этого не заметит оператор.
Безлюфтовые планетарные редукторы

Редуктора обеспечивают серво-шаговым двигателям высокий крутящий момент даже на пониженных оборотах, тем самым сохраняя плавность перемещения по координатам на минимальных скоростях резки. Например, без редукторов оптимальный крутящий момент серво-шаговые двигатели выдают на 200-600 оборотах, а при применении редуктора 1/20, уже на 10 оборотах станок имеет достаточный крутящий момент.
Так же применение редукторов позволяет использовать реечную передачу увеличенного модуля 1,5 и шестерню большего размера в 30 зубьев, что в несколько раз увеличивает срок службы шестерни и, в общем, реечной передачи.
Передача шестерня-рейка
Перемещение суппорта с резаком по координатным осям Х и Y производится при помощи 3ех мощных шаговых двигателей с механической передачей шестерня — рейка. Ведущая шестерня установлена на валу двигателя. Данный механизм снабжен защитой от появления люфтов в процессе эксплуатации. Шестерня прижимается к рейке с определённым усилием при помощи специальной пружины, обеспечивающей плотное сцепление зубьев на протяжении всего срока эксплуатации портальных машин Start.
Реечная передача позволяет станку достичь скорости холостых перемещений до 25 м/мин с точностью ±0,05 мм на 1 м хода.
Для продления срока службы реечной передачи, ее необходимо протирать от пыли и смазывать в конце каждого рабочего дня.
Рельсовые направляющие HIWIN
Данная машина плазменной резки, цена которой, безусловно, соответствует заявленному качеству, снабжена стальными, профильными, грузоподъемными рельсовыми направляющими двух серий: EG и HG. Они состоят из 4-х рядов шариков (замкнутых), увеличивающих до 30% жёсткость и грузоподъемность. Этому способствует использование полукруглого профиля направляющих конструкций, которые, как раз, и обеспечивают плавность хода системе.
Система безопасности

Для обеспечения безопасности и долговечности машины Start L50, в ней смонтированы бесконтактные аварийные датчики, предупреждающие выход механизмов за границы рабочей зоны.
Датчики ограждены от возможных механических воздействий специальной защитой. На терминале управления и на обоих сторонах портала имеются кнопки аварийной остановки.
Система местной вентиляции машины плазменной резки
Как известно, дым – продукт неполного сгорания вещества. Поэтому в процессе резки металла образуется достаточно большое количество вредного для здоровья оператора, дыма. Следовательно, необходимо обеспечить максимальное удаления этого продукта горения. Все плазменные машины серии Start L50 имеют многозонную систему вентиляции. Она идеально справляется с удалением дыма и других продуктов горения при резке металла толщиной до 50 мм. В вытяжку встроен вентилятор ВЦ 14–46–5,0 со скоростью вращения электродвигателя 1 000 об/мин и мощностью 5,5 кВт.
Многозонная система дымоудаления позволяет автоматически переключать местную вентиляцию в область, где происходит резка деталей. Кроме повышения эффективности вытяжки, это снижает уровень шума и энергозатратность вентиляционной системы. Под рабочим столом, на который укладывается металлический лист, установлены вентиляционные перевернутые зонты. Туда, кроме продуктов горения, попадают небольшие отходы и шлак. В дно перевернутых зонтов встроены лотки, где собираются все отходы и шлак.
Конструкции направляющих рельсов без применения алюминия
Тяжелый инструментарий, значительный вес толстого металлического листа и большая температура режущей плазмы не позволяют использовать в данной машине легкие алюминиевые конструкции. Не стоит забывать, что разные значения коэффициентов теплового расширения стали и алюминия (22 против 12) приводят к ослаблению различных видов крепежа, имеющихся в рельсах. Для увеличения долговечности и сохранения геометрии координатного стола, а также для исключения тепловых воздействий, все детали машины плазменной резки с ЧПУ Start выполняются только из высокопрочных марок сталей. Алюминиевые же конструкции в данном случае не используются.
Ремонтопригодность плазменной машины

Всё оборудование состоит из сертифицированных отечественных и импортных деталей, запасные части к машинам плазменной резки, имеются в свободной продаже и могут быть заменены в кратчайшие сроки. Тем более, что настройки параметров резки хранятся в едином файле. При возникновении неисправности в компьютере среднестатистический пользователь или оператор, работающий на плазменном оборудовании с ЧПУ, сможет без труда перезагрузить программу управления. После перезагрузки все настройки импортируются из единого файла, располагаемого на USB флэшке, после этого плазменная машина вновь готова к работе.
Эти несложные меры значительно увеличивают надежность машин плазменной резки с ЧПУ, изготовленных компанией «ТеплоВентМаш». Они же позволяют избежать длительных простоев оборудования, возникших в результате поломок. Машины серии L50 имеют несколько комплектаций. Выяснить цену и технические параметры нужного Вам агрегата и получить исчерпывающую информацию можно у наших менеджеров-консультантов.
Видео по машине плазменной резки Start L100
После подключения, настройки и пуско-наладки станка, наш специалист проводит подробное обучение 3-ёх сотрудников Заказчика навыкам работе на станке и основам плазменной и газовой резки металла. Обучение проводиться по готовой отработанной программе, позволяющей легко запомнить и освоить основные моменты по работе со станком. После обучения новый оператор готов к тому, чтобы самостоятельно приступить к работе.
Столы для плазменной резки
Если от совершенства конструкции инструментальной головки зависит, главным образом, точность воспроизведения контура разрезаемого изделия, то конструктивные особенности стола плазмореза определяют производительность, жёсткость установки, а также качество реза по толщине металла.

Столы для плазменной резки металла
Устройство
Все современные конструкции станков для плазменной резки металла оснащаются координатными столами. Это даёт возможность позиционировать раскраиваемый лист одновременно по двум координатным осям.
Координатный стол представляет собой узел, при помощи которого выполняется перемещение портальной головки и/или заготовки по определённой траектории. Он состоит из следующих подузлов:
- Рамы с виброопорами, являющейся опорным элементом стола. Она оборудована устройством изменения высоты инструментальной решётчатой (или пластинчатой) плиты, служащей для закрепления заготовки.
- Элементов механизма привода портальной рамы.
- Прижимного устройства вакуумного или механического типа, предназначенного для фиксации заготовки.
- Реечные передачи. Обеспечивают высокую скорость позиционирования, но имеют наименьшую точность, поскольку со временем интенсивно изнашиваются. Устанавливаются на бюджетных исполнениях станков плазменной резки;
- Линейные приводы на основе шаговых двигателей. Они гарантируют наибольшую точность перемещения разрезаемого листа, но не отличаются большой мощностью и оперативностью отработки траектории;
- Линейные приводы на основе синхронных двигателей постоянного тока, устанавливаемые на мощных агрегатах плазменной резки металла.
- Приводы на основе обычных асинхронных двигателей, которые используются при небольших рабочих нагрузках.

Координатный стол для плазменной резки металла
Наиболее распространены двухкоординатные столы, хотя в некоторых конструкциях оборудования для плазменной резки предусматривается возможность изменения и пространственной ориентации заготовки; тогда говорят о трёхкоординатных рабочих столах.
Классификация конструкций
В стационарных станках, выполняющих плазменную резку металлов, предусматриваются координатные столы двух конструктивных исполнений – портального или крестового типа.
Портальный вариант более подходит для плазменного раскроя плоских поверхностей, в то время, как эксплуатационным преимуществом стола крестовой конструкции является возможность установки дополнительных приспособлений, в частности, сверлильной головки. Портальные варианты обладают заметно большей жёсткостью, а потому устанавливаются на более мощных плазморезах. В то же время при необходимости вести плазменную резку пространственных заготовок необходимо использовать рассматриваемые узлы только крестового типа.
Поскольку при работе агрегата для плазменной резки металла не возникает больших нагрузок, то часто опорную раму изготавливают с применением профилей из высокопрочных алюминиевых сплавов. Это уменьшает общую массу станка, и облегчает процесс его монтажа.
Функциональные преимущества получают конструкции, где предусмотрена возможность зонирования рабочей поверхности. Каждая зона снабжается своим газораспределительным клапаном и системой газопроводов, чем облегчается переналадка станка на новую толщину или габаритные размеры листа.
Все виды рассматриваемых узлов оснащаются элементами, обеспечивающими безопасную работу станка: узлами смазки направляющих, устройствами отсоса выделяющихся газов, системами охлаждения и т.д.
Привод и системы управления
Вследствие специфики выполняемых операций, на агрегатах плазменной резки металла устанавливают преимущественно механические приводы перемещения. Это исключает тепловую деформацию деталей станка при раскрое металла, и повышает точность разрезаемого контура.
Для перемещения применяют:
Асинхронный двигатель Шаговый двигатель
В последнее время для перемещения начинают использовать прямые линейные приводы, действие которых основано на непосредственном преобразовании электрической энергии в механическую. Такие системы более долговечны, поскольку не имеют в схеме быстроизнашиваемых элементов, и отличаются наибольшей оперативностью. Их недостаток – высокая цена.
Управление производится от систем ЧПУ, подразделяемых на импульсные и цифровые (аналоговые системы, ввиду своей ограниченной производительности, применяются всё реже). Импульсные системы – более бюджетные, но отличаются сниженной помехоустойчивостью. Цифровые системы управления, действующие от специально разрабатываемых программ, являются наиболее функциональными.
Особенности регламентных работ
Чаще всего из строя выходит инструментальная плита, испытывающая значительные термические нагрузки. Это не является неисправностью стола. При выборе типа плиты принимают во внимание преобладающую толщину разрезаемого металла. Для резки толстого (свыше 40 — 50 мм) листа предпочтение отдаётся разновысоким пластинам, поскольку в этом случае контакт разогретого металла заготовки с поверхностью пластины происходит по ограниченной площади. Для плазменной резки более тонких заготовок можно использовать более технологичные в установке прямые пластины.
Стол для плазмореза.

Плазморез у меня в пользовании уже полгода, но для нормальной работы не хватало удобного места, поэтому решил, что надо в мастерской разгрести один из углов и сделать в него соответствующий по размерам стол. Размеры получились 70 см. ширина (чтобы можно было вынести на улицу через дверь), 130 см. длина (с длинной я немного налажал, надо было делать 125, т.к. в дальнейшем хочу купить лист стальной 4мм. в качестве крышки, чтобы можно было использовать стол и как сварочный, а стандартный размер листа как раз 125 см. и если можно было бы купить отрезок 125х70, то теперь придется покупать 125х130, что существенно выйдет дороже).
Для каркаса использовал проф. трубу 30х30., для ручки и крюков 15х15, опоры для полки 20х40, пластины столешницы нарезал из стального листа 2 мм, приемный короб стальной лист 1 мм.
Разметил все заготовки и нарезал в размер.

Нанес разметку на длинные боковины столешницы.
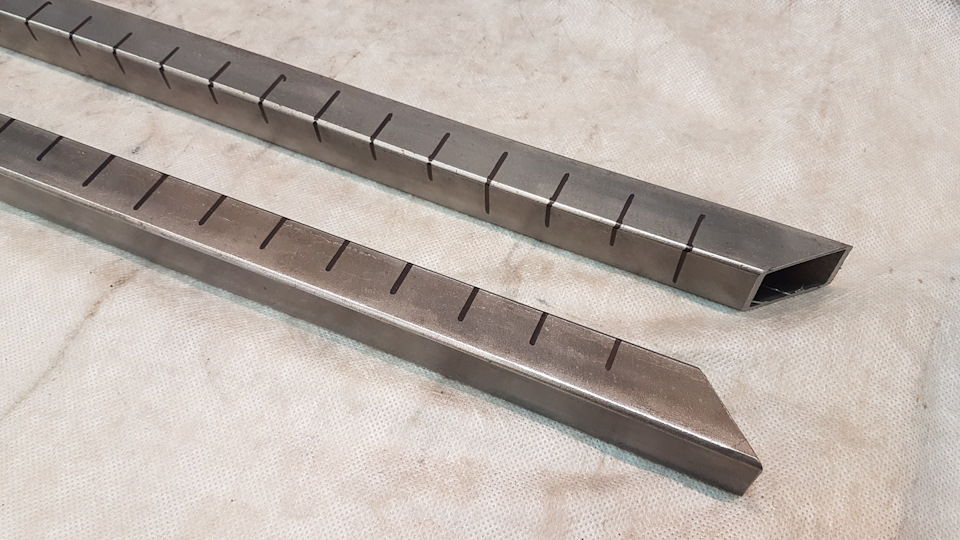
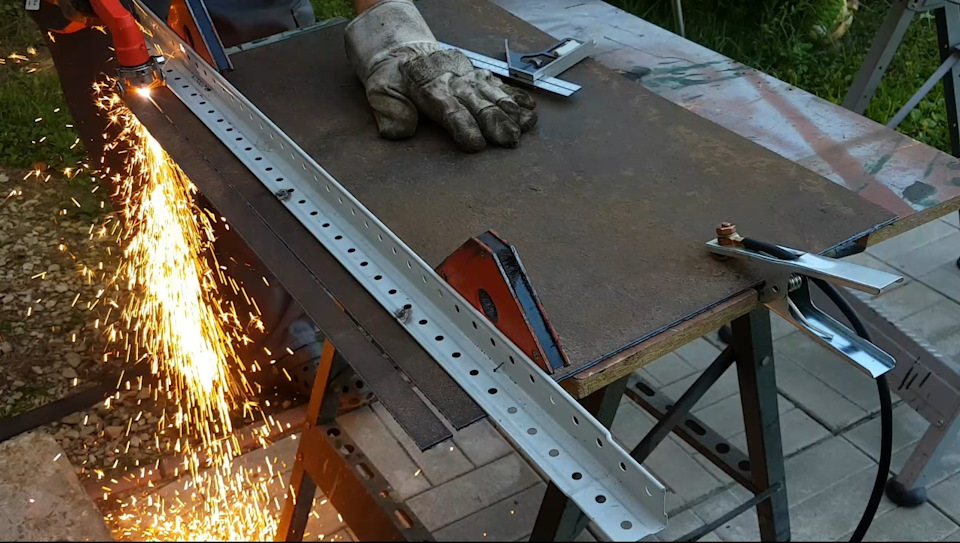
Для отрезного станка сделал направляющую из 2 сваренных уголков.
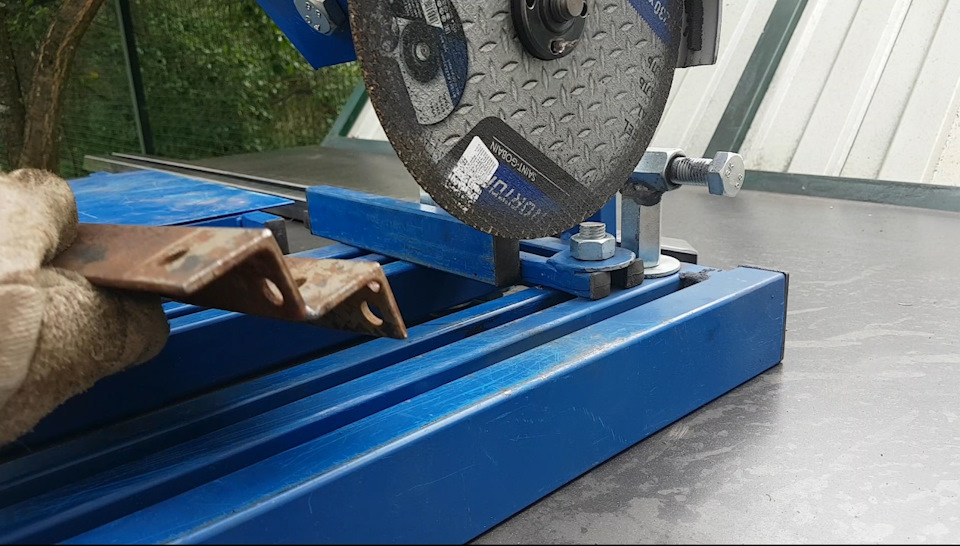
2мм. диском сделал прорези согласно разметки.

Отшлифовал полученные заготовки.
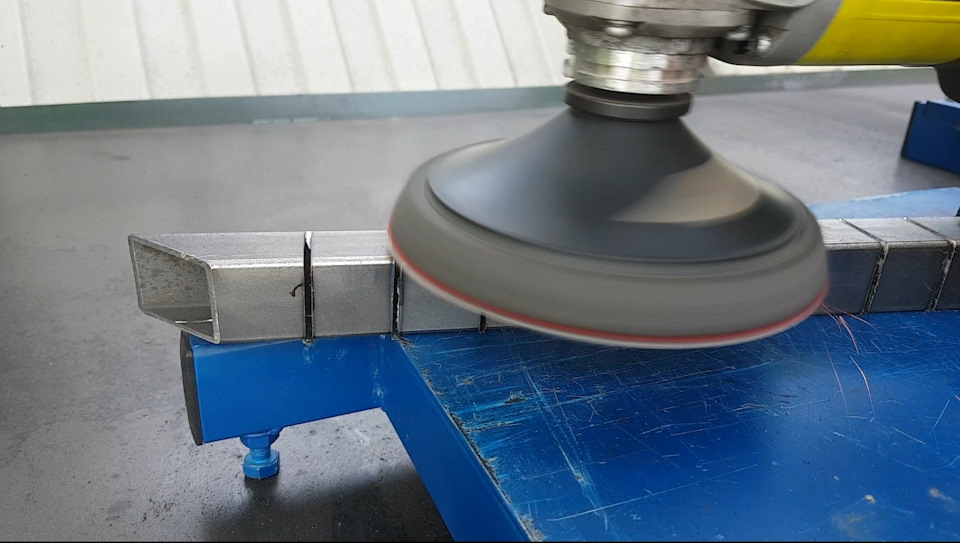
Все элементы стола готовы можно приступать к сборке и сварке.

С помощью угловых струбцин собрал столешницу на прихватках, проверил геометрию (струбцины работают идеально), и произвел окончательную сварку.
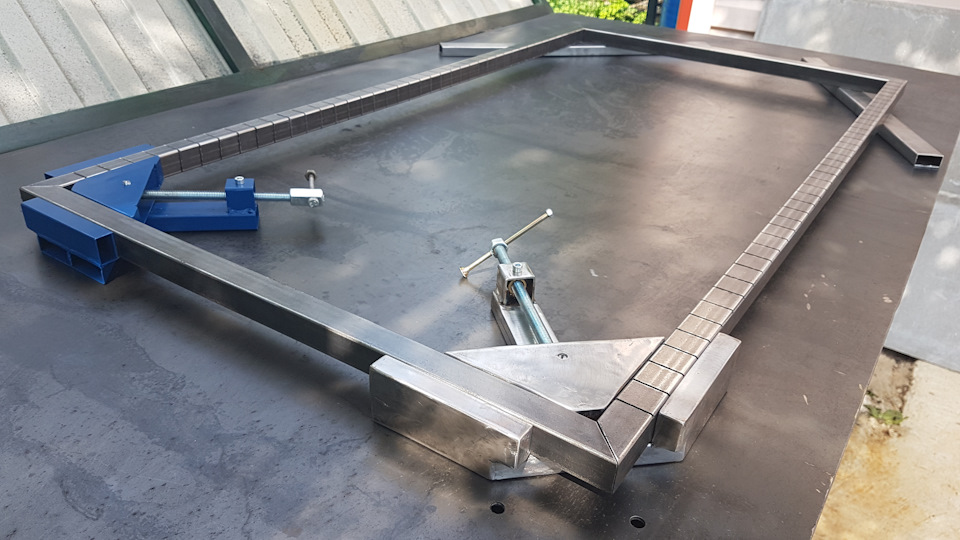
Угловыми магнитами выставил ножки стола и так же собрал все на прихватках, после проверки все сварил.

Получился такой каркас

Приварил опоры для нижней полки и контакт массы.

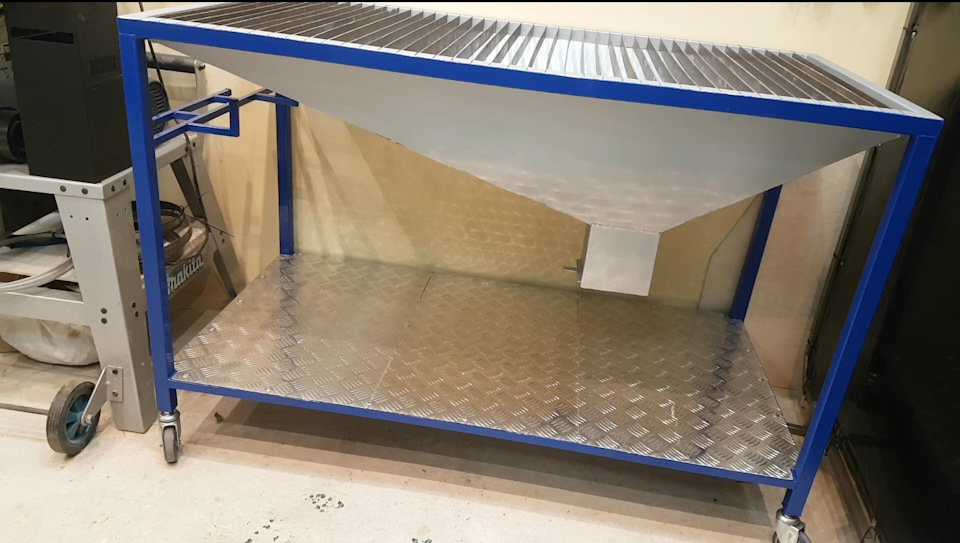
Из листа 1 мм. разметил и вырезал заготовки для приемного короба.

Сварил короб и подготовил стол к окраске.

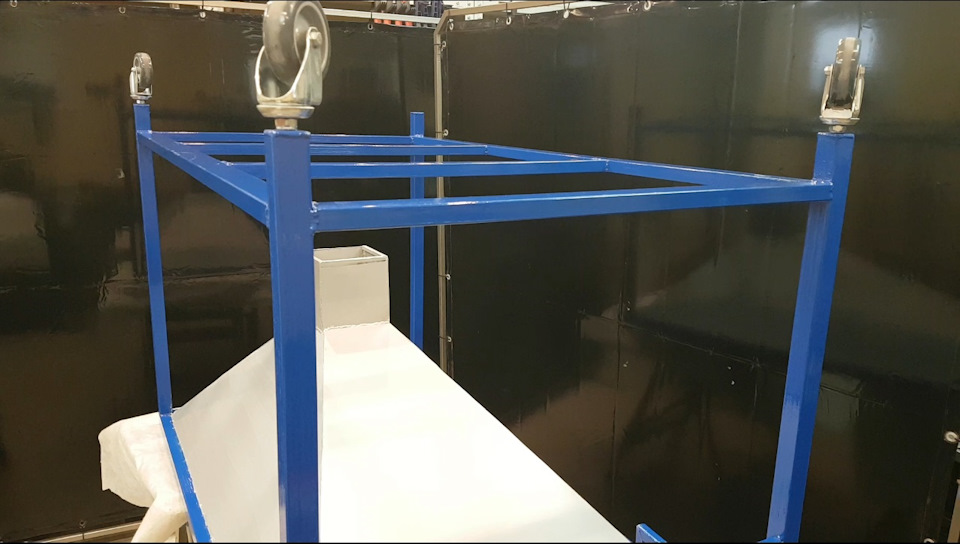
Каркас стола окрасил синей краской, короб термостойкой эмалью (надеюсь, что продержится подольше).

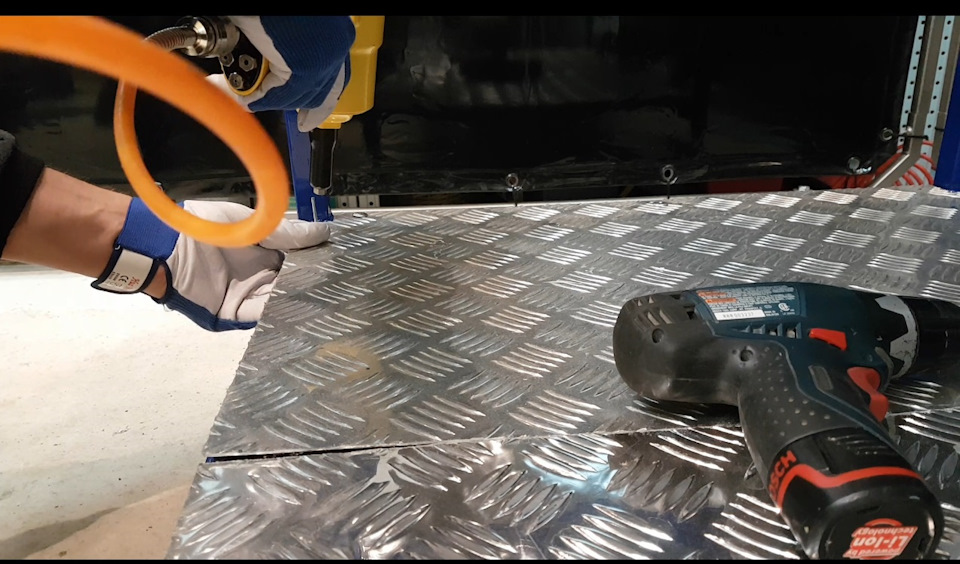
Из алюминиевого листа вырезал детали нижней полки и приклепал их к столу.
Из старого ржавого листа 2 мм. вырезал опорные пластины столешницы в количестве 40 штук.
И вставил их в прорези столешницы, держатся они идеально.
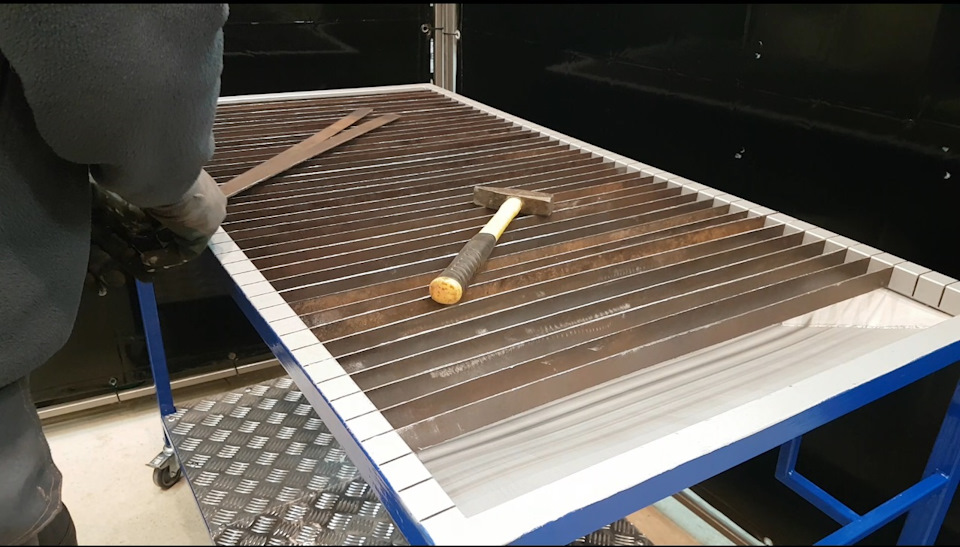
Стол готов и установлен на свое место, при необходимости работы с длинными заготовками его можно легко выкатить на середину мастерской.
Более подробно можно посмотреть в видео.
Читайте также: