Стол для ножниц гильотинных ножниц
Обновлено: 28.04.2024
Для качественной и продуктивной работы гильотинных ножниц, необходимо как можно точнее произвести их настройку. И самой важной настройкой, от которой зависит продуктивность работы станка — это настройка зазора между ножами. Если зазор рабочих органов выставить правильно, в разы возрастет качество резки металла. Поэтому, крайне важно, перед тем как купить такой, безусловно важный станок, как гильотинные ножницы, ознакомится с правилами регулировки зазоров на модели выбранного вами станка.
В нашей статье пойдет речь о регулировки зазоров на таких станках, как механические гильотинные ножницы и гидравлические гильотинные ножницы от ПАО «Долина».
Зазор между рабочими органами необходимо установить в соотношении в 1/20-1/30 от толщины листа металла. От правильности установки данного показателя зависит качество линии среза, поэтому этот показатель нужно постоянно проверять при резке металла разной толщины. Изменение зазора проводится за счет перемещения рабочих органов специальным механизмом. Важно, не стоит обрезать металл, чья толщина имеет максимальный показатель, а длина равна длине рабочих органов данной модели станка. Так же следует следить, чтобы при резке заготовки максимально допустимой толщины, давление на металл не превышало 50 кг/мм2. Работа на максимально допустимых величинах приводит к максимальной нагрузке на силовые агрегаты станка и рабочие органы, и способствует их быстрому износу и сокращению срока эксплуатации станка.
В случае, если прочность обрабатываемой детали превышает показатель в 50 кг/мм 2 , то нужно определить максимально допустимую толщину заготовки с помощью специальной формулы δ Х = δ√ 50/σВР, мм, где:
- δ — допустимая толщина;
- σВР — максимально допустимая толщина заготовки для определенной модели станка, что указывается в документации;
- 50 — прочность заготовки.
Для установки необходимого зазора между рабочими органами, необходимо придерживаться следующего соотношения:
толщина листа имеет показатель 1, 3/3, 3/6.3, 6.3/12.5 — то зазор между рабочими органами гильотинных ножниц должен быть соответственно — 0.15, 0.35, 0.5.
Для установки необходимого зазора между верхними и нижними ножами на гильотинах производства ПАО «Кувандыкский завод КПО «Долина» необходимо ослабить болты поз.1 и поз.3 рисунок 1, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм — перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2 рисунок 1. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4 рисунок 1.
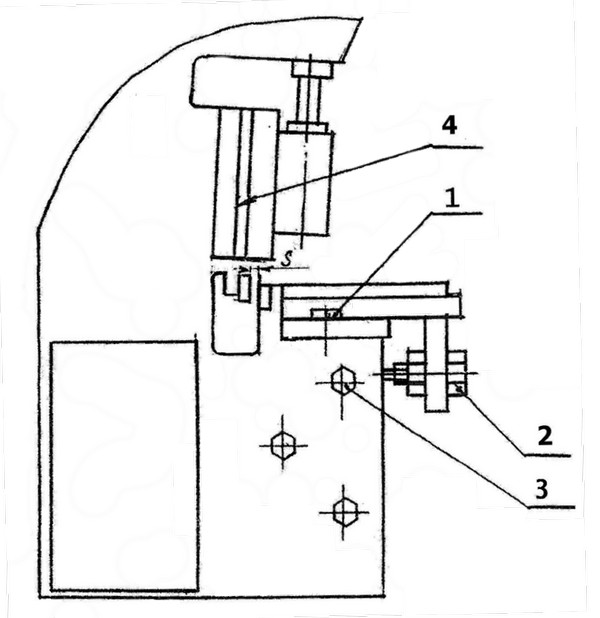
Рисунок 1. Регулировка зазора
Следите, чтобы лезвия гильотинных ножниц всегда были острыми и хорошо заточенными — от этого зависит качество резки и эффективность работы станка.
Гильотинные ножницы по металлу: виды и назначение
При изготовлении различных металлических конструкций и изделий часто приходится выполнять такую операцию, как раскрой металла. Причём для получения заготовок, соответствующих заранее рассчитанным параметрам, необходимо использовать специализированный инструмент, в качестве которого выступают гильотинные ножницы. С его помощью можно довольно точно и качественно разрезать заготовки из различных материалов — цветных металлов и их сплавов, а также стали.
- Назначение и конструкция
- Принцип действия
- Виды ножниц Ручные ножницы
- Гидравлические ножницы
- Пневматические
- Механические станки
- Электромеханическая гильотина
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Виды гильотинных ножниц
Существует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
- пневматические;
- электромеханические;
- гидравлические.
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см 2 ) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.

Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Принцип работы
Механизм работы гильотинных ножниц очень прост. Сама режущая конструкция состоит из двух частей, из которых нижняя находится в неподвижном состоянии и жёстко закреплена на станине, а верхняя — перемещается в вертикальном направлении с помощью различного вида приводов.

Такой принцип разрезание металла получил своё название в честь гильотины, которая использовалась во Франции в конце XVIII века для отсечения головы приговорённым к смертной казни преступникам.
Основное отличие от европейского орудия казни и станка для обработки металла, заключается в том, что верхнее рабочее лезвие опускается на металлическую плоскость не только под силой собственного веса, но обязательно усиливается электрическим или гидравлическим приводом. Самые простые конструкции разрезающего устройства приводятся в движения с помощью мускульной силы человека.
Конструкция и принцип действия
Электромеханическая гильотина чаще всего встречается на производствах. Она состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в такой последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определенную ширину реза. Ножевая балка находится в крайнем верхнем положении, электродвигатель и маховик с приемным валом вращаются, но балка неподвижна, поскольку включен тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым выставляется необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц тормоз разблокируется с одновременным включением муфты, которая соединяет главный вал с приемным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортера перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами — педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие в том, что шатуны у таких станков — не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой — до 1,5-2 мм толщины.



Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Пневматические гильотины
Промышленное оборудование гильотинного типа для резки металла, оснащенное приводом, работающим от сжатого воздуха, является более производительным, чем гидравлические станки, и практически не отличается по этому параметру от электромеханических версий. Для запуска режущего элемента в этих машинах используется компрессор или центральная магистраль со сжатым воздухом. Чаще всего станки с пневматическим приводом можно встретить на крупных металлообрабатывающих предприятиях, занимающихся изготовлением крупносерийных деталей.
Объединяет эти установки с гидравлическими и электрическими машинами то, что они также относятся к стационарному типу оборудования. В их конструкции предусмотрены рабочие столы большой площади, выдвижные контейнеры для сбора готовых изделий и автоматизированное устройство подачи заготовки. Во многих моделях пневматических станков также имеется ЧПУ. За счет увеличения скорости обработки металла при использовании пневматического привода в сочетании с электронным управлением повышается производительность и одновременно точность обработки заготовок.
Электромеханические гильотинные ножницы

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Ножницы гильотинные бывают гидравлические, электромеханические и ручные

Гильотинные ножницы механического вида применяются для прямой, поперечной или продольной резки материала.
В конструкцию любых гильотинных ножниц входят:
— одна сварная станина на которой установлены сама рабочая зона ножниц,
— один задний упор для точности процесса резания,
— стол имеющий неподвижные ножы и гидроцилиндры, в среднем длина стола у ножниц может доходить до 3200 мм.
Устройство и способ работы ножниц гильотинных
Станина ножниц, часто бывает сварная, состоит из левой и правой стойки, которые соединены между собой. Между стойками крепится стол имеющий возможность движения для регулировки зазора между подвижным и неподвижным ножом гильотины.
Подвижные ножи гильотинных ножниц прикрепляются к ножевому валу, которая приводится в движение с помощью рычажного механизма, которые через цапфы, установленные цилиндры в кронштейнах, прочно крепятся на станине. Ножевая балка гильотины при этом двигается вертикально по направляющим. Как привило, у гильотинных ножниц есть прижимная балка, которая фиксирует заготовку на столе, что очень удобно.
Приблизительные характеристики самых распространенных ножниц гильотинных привожу ниже.

Ножи для гильотины при изготовлении их на предприятии обязательно должны проходить специальную термическую обработку, для придания материалу ножниц повышенной прочности и твёрдости. У ножниц оснащенных гидравликой самое главное это чтобы они имели прочный и тяжелый корпус для достижения высокой точности резки. Ножи для агрегатов обычно состоят из метровых модулей, которые изготавливают из высокопрочной стали. Различают ножи для резки обычных металлов и особо прочных.
Ножи для гильотинных ножниц сложного геометрического профиля изготавливают на станках с числовым управлением, это позволяет достичь требуемых показателей точности и качества полученных изделий. Ножи для гильотин на заводах изготавливаются все по ГОСТа 25306-82
Замена и регулировка положения режущих ножей на станке гильотинного типа
В базовый комплект гильотинных ножниц обычно входят лезвия, рассчитанные на обработку мягких низкоуглеродистых сталей и цветных металлов. Однако если требуется порезка высоколегированных материалов, то необходимо использовать режущий инструмент совсем другого качества, поскольку обычные ножи очень быстро потеряют остроту и даже могут сломаться.
Поэтому для изготовления изделий и заготовок из нержавейки приобретаются специальные особо прочные лезвия, и на станке производят замену ножей. Операция эта не столь сложна, но отличается определенной спецификой и требует некоторого умения.
Параметры, влияющие на качество гильотинной резки
Разрезание стального листа на гильотине происходит в результате относительного смещения двух прочных металлических ножей в вертикальной плоскости. При этом верхний нож может устанавливаться параллельно плоскости разрезаемого листа или под углом к нему. Во втором варианте расположения лезвия требуется меньшее усилие для выполнения работы. Угол наклона ножа к горизонтали называется углом реза и выставляется в зависимости от толщины и прочности обрабатываемого материала.
Вторым параметром, который обеспечивает качественный рез, является зазор между ножами. Это горизонтальное расстояние между вертикальными плоскостями движения режущих кромок лезвий. Величина этого зазора обычно составляет 6-9% от толщины разрезаемого металла и, кроме этого зависит от его прочности, то есть сорта стали или цветного сплава.







Настройка гильотинных ножниц
В случае, если прочность обрабатываемой детали превышает показатель в 50 кг/мм2, то нужно определить максимально допустимую толщину заготовки с помощью специальной формулы δ Х = δ√ 50/σВР, мм, где:
Для установки необходимого зазора между рабочими органами, необходимо придерживаться следующего соотношения: толщина листа имеет показатель 1, 3/3, 3/6.3, 6.3/12.5 — то зазор между рабочими органами гильотинных ножниц должен быть соответственно — 0.15, 0.35, 0.5.
Для установки необходимого зазора между верхними и нижними ножами на гильотинах производства ПАО «Кувандыкский необходимо ослабить болты поз.1 и поз.3 рисунок 1, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм — перекрытие ножей).

Устройства для улучшения качества резки
Гильотинные ножницы с гидравлическим приводом обеспечивают плавный ход верхнего режущего ножа и благодаря наличию дополнительных устройств обеспечивают высокую точность реза, а также не могут быть перегружены во время работы. К таким устройствам относятся:
- передний и задний упоры для быстрого определения размеров;
- гидравлические или механические прижимы для надежного закрепления листа и получения разреза без образования заусенец или загибов;
- световая подсветка теневого обозначения линии разреза;
- возможность автоматизации технологического процесса.
При помощи передних упоров можно быстро определять размер выступающей части металлического листа, считывая показания с поверхности подвижной линейки между нижним ножом и ограничителем.
Положение заднего упора регулируется работой электромеханического привода с пульта управления или командами ЧПУ. Вручную задние ограничители выставляются вращением регулировочного колеса на фронте станка слева. Под колесом расположен механический счетчик фактического расстояния от линии реза до заднего упора.
На большинстве гильотинных станков две лампы, установленные на опускающейся траверсе обеспечивают отбрасывание тени строго по линии будущего реза. Это помогает визуально контролировать весь процесс и точно определять размеры.
В результате применения этих устройств и механизмов на высокотехнологичном оборудовании можно изготавливать изделия и заготовки из различных марок сталей, любых размеров и в широком диапазоне толщины металла.
Настройка и режимы работы ножниц Н3121
Настройка ножниц для резки полос заданной длины производится перемещением заднего упора. Расстояние заднего упора от режущей кромки нижнего ножа, определяется по шкале линеек, укрепленных на рейках заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход». Резка листов максимальной толщины и ширины, указанных в технической характеристике ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 30% от числа ходов ножевой балки.
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
Станки с ручным приводом
Многим кажется, что ручные станки неудобны для производства. На самом деле эти установки довольно востребованы на небольших предприятиях. В условиях мелкосерийного выпуска продукции важно обеспечивать качество продукции:
- Важнее обеспечивать точные размеры всех деталей.
- Грамотную обработку кромок. Удаление заусенцев.
- Параллельность и перпендикулярность резаных прямых.
Когда требуется значительный объем, то довольно часто качество отводится на второй план. Нужны механические устройства, способные в течение ограниченного времени произвести несколько ударов и отрезать определенное количество заготовок.
Если же в цеху производят единичную продукцию, то скорость и количество ударов устройства не столь актуально.
Внимание! Сегодня на строительном рынке нетрудно купить металлические китайские двери по сравнительно невысокой цене (2000…4000 рублей). Но при желании иметь более прочную и надежную дверь обращаются в цеха, где под заказ изготовят изделие с заданными характеристиками. В нем будут броневые пластины в зоне размещения замков, производитель дополнительно снабдит свой товар дополнительными опциями, которые предотвратят проникновение внутрь ненужных лиц.
Несколько металлических противопожарных дверей, имеющих опции по запрету распространения дыма и огня, изготавливают небольшие предприятия. Там и используют простые и надежные гильотины с ручным приводом.

Профессиональная гильотина с ручным приводом
В этих установках предусмотрено следующее:
- лист металла располагается на специальном столе;
- с помощью дополнительных приставных столов заготовка может иметь значительные габариты (до 2500 мм в длину и 2500 мм в ширину);
- регулирование глубины реза ограничивается специальным упором, располагаемым за подвижным ножом;
- специальные направляющие позволяют обеспечить перпендикулярность реза;
- другие направляющие точно выставят заготовку под нужным углом или дадут ей двигаться только в параллельном направлении;
- перед резанием для предотвращения возможных колебаний в зоне активной работы происходит прижатие заготовки к столу. Она теперь не сместится ни в какую сторону.
Видео: гильотина для резки металла.
Основные характеристики ручной гильотины для резки металла
Для каждой толщины металла необходимо устанавливать соответствующий зазор между направлением режущих ножей. Он может быть установлен вручную, или с применением автоматики. Самая быстрая настройка возможна у гидравлических гильотин с программным управлением. Технологический процесс реза при горизонтальном расположении верхнего лезвия включает в себя две стадии. Сначала металл действительно режется, а под конец процедуры ломается. Хорошо настроенный станок обеспечивает не менее 90% режущей стадии и не более 10% ломки. В этом случае резаный край будет ровным и не потребует дополнительной механической обработки.
Ширина зазора между кромками ножей должна иметь оптимальное значение. Это расстояние не может быть ни слишком большим, ни слишком маленьким. Все ножи подвергаются обязательной настройке. Только если режущие кромки максимально выровнены в ряд обеспечивается получение среза листа высокого качества.
Наиболее распространённые модели механизмов с гидроприводом предназначены для холодной резки металлического листа толщиной до 25 мм при ширине подачи не более 1,5 м.
Позже (в двадцатых-тридцатых годах девятнадцатого века) возникла необходимость изготавливать изделия из металла. Потребителями выступили паровозы. Именно для них требовалось раскраивать металлические пластины в идентичные размеры. Металлопроката еще не было, в кузнечных цехах из-под молота выходили полосы и небольшие листы металла.
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления. Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет ‘собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
Резка металла производится за один ход ножа по разметке или упору. Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе, при температуре окружающей среды от -25 С до +40 С.
Преимущества гидравлических гильотинных ножниц с поворотной балкой — компактность, относительная простота и дешевизна.
Гильотинные ножницы имеют прочный сварной корпус, жёсткость которого позволяет обеспечивать высокую точность резки даже при больших механических нагрузках. Остаточные внутренние напряжения материала каркаса гильотинных ножниц после его изготовления снимаются частичным отпуском металла.
Как правило, это только визуализация положения задних упоров, счетчик ходов и некоторые вспомогательные функции.
Ставьте лайки, это мотивация снимать дальше) ШЛИФОВКА НОЖЕЙ НА ГИЛЬОТИНУ Шлифовка Шлифовка плоская Шлифовка профильная Профильная ..
С прижимами меньше деформируется лист, он не выгибается так что ножам пришлось бы резать большую толщину, рез получается более точным и прямым.
Особенности работы гильотинных ножниц: виды и инструкция по работе на станке
Среди всех технологий обработки металлопроката наиболее выгодной в экономическом плане и быстроте выполнения заказа считается рубка металла гильотиной. Для раскроя может использоваться листовой и полосовой прокат. Гильотинные ножницы, как основной инструменты работы, представляет собой станок, состоящий из двух ножей — верхних подвижных и нижних статичных. Для фиксации листа может использоваться пресс, обеспечивающий более высокую точность реза. Главным конструктивным преимуществом технологии выступает ножевая балка косого типа. Косой нож плавно проходит линию реза, что позволяет работать со стальными листами большой толщины.
Что такое гильотинные ножницы?
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.
| Длина | 110 – 2000 мм |
| Толщина | 12 – 120 мм |
| Ширина | 50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Особенности работы
Те устройства, которые предназначены для резки металлов преимущественно листового типа за счет рубящего движения, получили название гильотины.
В большинстве случаев, резкой металла занимаются на промышленных предприятиях, для этого используются оборудование специального назначения.
Необходимость в резке листового металла может возникнуть и у домашних мастеров, которые привыкли всю работу по дому делать своими руками.
В этом случае для резки листового металла используют специальные гильотинные ножницы по металлу ручного типа, которые можно увидеть на фото ниже.

Кроме этого, можно собрать для резки металла и специальный агрегат. Такое упрощенное приспособление состоит из острозаточенного лезвия, которое приводится в движение за счет рычага, который прочно прикреплен к его основе.
Для того чтобы при помощи такого агрегата разрезать металл, его необходимо уложить на станину и плавным движением привести в движение лезвие. Если собрать его по всем правилам, то можно резать металл с большой точностью.
ВАЖНО ЗНАТЬ: Как выбрать ленточную пилу по металлу?
Гильотины ручного типа совместно с ножницами по металлу в своей работе используют кровельщики, которые при помощи этих инструментов нарезают необходимые заготовки из кровельного материала.
Схема работы ручных приспособлений для резки металла чем-то схожа с устройствами, которые используются в полиграфической промышленности для нарезки бумаги и картона.
Такие агрегаты имеют компактные размеры, а для их работы не требуется электрическая энергия.
Следует отметить, что и ремонт гильотинных ножниц при необходимости можно провести своими силами.
Гильотины автоматического типа, которые преимущественно используются на промышленных предприятиях, имеют более сложное устройство.
Схема их работы отдаленно напоминает схему функционирования ручных агрегатов, однако функциональные возможности больше в несколько раз.
Изготовление ручной гильотины на видео ниже.
Можно выделить гильотины с гидравлическим и электрическим приводом, а также кривошипные устройства. Все эти агрегаты между собой различаются по конструктивному исполнению, а также имеют как достоинства, так и недостатки.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Гильотины для резки металла: преимущества и особенности
Современные гильотины — это специальные станки, применяемые для резки и раскроя листового металла. Некоторые установки способны обрабатывать не только металлические листы, но и металлопрокат круглого или квадратного сечения.
К особенностям резки листового металла посредством гильотины (гильотинных ножниц) следует отнести:
- высокую точность среза, исключающего появление вмятин и зазубрин;
- возможность резки листов с полимерным покрытием (окраской) без повреждения последних;
- выполнение как единичных заказов, так и массового производства;
- возможность резки листового проката в поперечном и продольном направлениях.
Несмотря на огромное количество разновидностей, принцип действия всех гильотин одинаков: листовой металл размещается между двумя ножами. Причем, нижний является неподвижным, а верхний — движется сверху вниз, рассекая лист в заданном месте. Кроме этого, некоторые гильотины могут комплектоваться:
- специальными регулируемыми упорами, применяемыми при массовой резке металла;
- выдвижным столом для подачи заготовки;
- механизмом для прижима листа, повышающего точность реза;
- накопительным поддоном для сбора отрезанных заготовок.

Ножницы гильотинные модель НГ-6,3
Разновидности и особенности современных гильотин
При выборе такого станка, как гильотина (гильотинные ножницы), следует обращать внимание на следующие параметры:
- допустимая толщина разрезаемого листового металла;
- максимальная длина реза.
В зависимости от потребностей предприятия (слесарной мастерской), заказчик имеет возможность выбрать оптимальный вариант гильотины, которые бывают:
- ручные;
- механические;
- пневматические;
- гидравлические;
- автоматические (укомплектованные программным управлением).
Не являются исключением комбинированные варианты, когда гидравлика, пневматика и механика успешно сочетаются в одной установке, дополняя друг друга. Следует отметить, что автоматикой (ЧПУ) могут быть укомплектованы любые модели гильотин, кроме «ручных». В первом случае команда на опускание «ножевой» балки поступает от электроники, без участия человека. В ручных станках резка металла производится посредством нажатия оператором специальной педали, приводящей в движение механизм.
Гильотины ручные и пневматические для небольших мастерских
Оптимальным вариантом для небольших слесарных мастерских являются ручные гильотины, которые не нуждаются в подключении к электросети и работают благодаря особой рычажно-пружинной конструкции. Такие установки используются для резки не только листового металла, но и резины, и пластика. Конструкция довольно простая и надежная с единственным недостатком: развивает недостаточное усилие, что позволяет резать относительно тонкие листы.
Частично этого недостатка лишены гильотины, работающие с пневматическим приводом. Пневматика развивает гораздо большие усилия, чем мускульная сила человека, что позволяет обрабатывать листовой металл значительной толщины. Данные агрегаты так же не нуждаются в электричестве, но для их эксплуатации необходимо наличие подвода пневматической магистрали.
Механические и гидравлические гильотины для массового производства
Для крупных предприятий, ориентированных на массовое производство, больше подходят механические гильотины. Данные установки приводятся в движение электродвигателем, вращающим вал с маховиком, который передает поступательные движения через фрикционную муфту на «ножевую» балку. Такие станки обладают следующими достоинствами:
- высокая перерабатывающая способность, что важно при массовом производстве;
- значительная толщина разрезаемого металла;
- высокая точность реза;
- относительно небольшая энергоемкость (расход электричества).

Ручные гильотинные ножницы JET FS-1652N
Для обработки толстого листового металла применяются гидравлические гильотины, «ножевая» балка которых приводится в движение специальными гидроцилиндрами. Такие агрегаты позволяют развивать значительные усилия и укомплектованы мощной рамой особой конструкции. Для точной фиксации листа используются гидравлические цилиндры, надежно прижимающие металл.
При массовом производстве однотипных заготовок, как механические, так и гидравлические гильотины (гильотинные ножницы) могут комплектоваться программным управлением (ЧПУ). Применение автоматики предоставляет такие выгоды, как:
- увеличение точности реза и производительности станка;
- возможность эксплуатации агрегата без участия оператора (сокращение персонала);
- снижение зависимости качества продукции от «человеческого фактора».
Благодаря ЧПУ, значительно увеличивается скорость резки гильотины и появляется возможность сохранять вводимые параметры для многократного использования.
Гильотинные ножницы: основные критерии для выбора
Современные гильотинные ножницы — это разновидность гильотины, которые применяются не только для резки листового металла, но и круглого, и квадратного сортового проката. Могут комплектоваться различными приводами, наибольшей популярностью из которых пользуется гидравлика. Такие гильотинные ножницы, снабженные программным управлением (ЧПУ), способны выполнять определенный перечень функций, от количества которых зависит стоимость агрегата.
Именно поэтому при выборе оборудования следует руководствоваться следующими принципами:
- максимальная толщина и длина реза;
- планируемые объемы производства (единичные заказы или массовое изготовление);
- требуемая производительность и точность резки;
- оптимальное количество функций, что позволяет снизить стоимость станка.
Не следует забывать, что более мощные и функциональные гильотинные ножницы стоят гораздо дороже, обладают значительными габаритными размерами, требуют просторного помещения и являются довольно энергоемкими. При выборе оборудования всегда следует ориентироваться на конкретное производство, не переплачивая за функции, которые никогда не будут использоваться.
Стационарные и портативные гильотины: достоинства и область применения
К портативным (переносным) гильотинам относятся ручные аппараты, обладающие небольшим весом и не требующие подключения к электросети. Данные установки легко транспортируются, что позволяет их эксплуатировать непосредственно на строящихся объектах. К достоинствам применения данных гильотин (гильотинных ножниц) следует добавить:
- простота и надежность в эксплуатации;
- не требуют специального обучения;
- может пользоваться любой работник, прошедший инструктаж по ТБ.
Рассматриваемые переносные станки обладают единственным недостатком: ограниченная толщина обрабатываемого металла.
К стационарным гильотинам относятся все остальные агрегаты, укомплектованные электромеханическими, пневматическими и гидравлическими приводами. Такие установки, как правило, довольно мощные и устанавливаются на постоянном фундаменте в мастерской (или в цеху) и не перемещаются на другое место в процессе эксплуатации.
Стационарные гильотины могут комплектоваться дополнительным оборудованием, повышающим функциональность агрегата, а именно:
- пневматическим столом с функцией опрокидывания для сбора в определенной емкости «нарезанных» заготовок;
- специальными задними упорами, повышающими точность резки до нескольких микрон;
- автоматикой (ЧПУ), позволяющей производить весь комплекс работ более точно, оперативно и без участия оператора.
Желаете повысить качество изготавливаемой продукции и производительность предприятия? Обратите внимание на современные гильотины (гильотинные ножницы), они поднимут бизнес на более высокий качественный уровень.





Сравнение гильотин
| Вид | Толщина металла, мм | Вид металла | Предел прочности металла | Ширина листа, м | Производительность, ходов/мин | ЧПУ |
| Гидравлическая | 0,4 – 40 | Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь | До 500 МПа | 1 — 3 | 8 — 20 | + |
| Электромеханическая | 0,25 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 3 | 1 – 60 | + |
| Пневматическая | 0,2 – 12 | (тоже, что и выше) | До 500 МПа | 1 – 2,5 | 1 – 60 | + |
| Ручная | 0,2 – 1,5 | Листовая сталь, профнастил, оцинковка, арматура | До 400 Мпа | 0,1 – 2,5 | 2 – 5 | — |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Вальцы листогибочные ручные: что необходимо знать, при выборе
Вальцы ручные относятся к категории кузнечно-прессового оборудования, предназначенного для изменения формы металлопроката. Путем прокатывания листовой стали между валами создают систему кожухов для утепления водопроводных, канализационных труб, получают вентиляционные системы и […]
Механические гильотинные ножницы
Обработка металла и получение металлических изделий требует применение различного оборудования. Механическая листовая резка листового проката выполняется с помощью специального промышленного оборудования — гильотинные ножницы. Они способны выполнить все действия по раскройке металла. Продукция Кувандыкского завода КПО «Долина» имеет ряд базовых преимуществ:
- Наличие гарантии;
- Высокие эксплуатационные качества;
- Высокое качество комплектующих;
- Длительный срок эксплуатации;
- Надежность и устойчивость перед интенсивными нагрузками.

Особенности и характеристики
Механические гильотинные ножницы отличаются простотой и удобством эксплуатации. Принцип функционирования основан на работе обычных ножниц, только они отличаются более высокой производительностью и результативностью. Сначала выполняется заготовка на рабочем столе. После происходит резка металла по прочерченным линиям, либо с помощью лазерного указателя.
- Быстрое выполнение задачи;
- Повышение результативности процесса;
- Достижение максимального результата при низких затратах.
Основы выбора
Подбор подходящего оборудования завода «Долина», осуществляется на базе каталога. Он находится на официальном сайте компании и содержит всю информацию об изделии. Каталог доступен 24/7 и удобный в использовании. Выбор моделей не ограничен. Присутствует возможность выбора приспособления для резки проката различных размеров — от 6,3×2000 до 32×3150 миллиметров. Характеристики продукции включают такие плюсы как:
- Высокая функциональность;
- Осуществление сложных работ;
- Надежность и долговечность.
Плюсы станков Кувандыкского завода
Процесс приобретения гильотинных ножниц производства КПО «Долина» имеет ряд преимуществ. Производитель предлагает приобрести все необходимые изделия напрямую. Отсутствие посредников обеспечивает доступную цену. Оборудование также имеет следующие положительные характеристики:
- Усиленная и надежная конструкция;
- Длительный срок эксплуатации;
- Низкая стоимость комплектующих и простота обслуживания;
- Максимальная точность исполнения;
- Оперативность;
- Гарантированный эксплуатационный срок более 10 лет.
Возникшие вопросы можно задать по телефону. Менеджеры компании предоставят всю необходимую информацию. Консультации абсолютно бесплатные и предоставляются по запросу клиента. Можно попросить о помощи с выбором. Сотрудник компании поможет определиться, нужно только предоставить нужные данные. Также он уточнит ваши производственные условия и узнает необходимые к исполнению задачи. Гильотинные ножницы доступны в различной комплектации. Все товары сертифицированы и соответствуют мировым промышленным стандартам.
Читайте также: