Стол для гибки листового металла своими руками
Обновлено: 02.05.2024
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
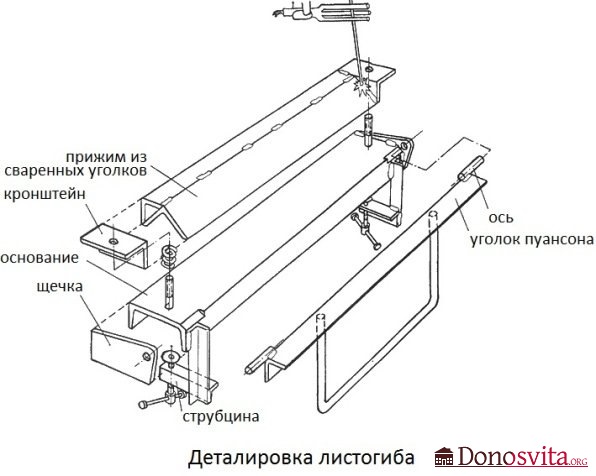
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогиб своими руками)))










Метки: листогиб
Комментарии 47
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а если кромку не подготавливать а с верху кинуть навесы…то что изменится?

при открывании будет щель .не будет угла а будет загиб . погляди на ворота гаража.
вот щас сам занялся этим изготовлением…будь добр скажи между уголками основными рабочими зазор нужен…в твоем случае это швелер и уголок…вижу что зазора нет…я так понимаю он появляется при подьеме уголка в верхнее положение…то есть зависит от навесов…которые приварины
я делал плотное прилегание без зазоров, так гиб точнее и чётче.)))

Только ручки надо по бокам сделать, а то когда второй гиб надо будет сделать, деталь упрется в ручки, проверенно)

хорошая штука\работал с такой\

Нужная вещь конечно. работал как с заводским так и с рельсовым ( самопальным ) — с заводским работать приятно и можно в одиночку, работаешь весом, а самопал, хотя и из рельсов — гнет до 1мм (от двойки рельс согнулся), усилие такое что не все просто пустой рельс могут поднять.


нужен противовес с грузом с другой стороны от ручки, чтобы легче гнуть было, на этом много усилий нужно приложить. У нас на работе заводской стоит — удобная штука. Если нужно могу фото сделать
это на ура справляется с поставленными задачами, а когда его не хватаем есть у знакомого жестянщика листогиб на рельсе длиной 2.5метра.))) фото интересно )))))

Спасибо за нужную в хозяйстве вешь! На днях займусь изготовлением подобного листогиба!

по фото не понял, как гнется то?


Распространенная конструкция, но хендмейд впервые вижу.Отлично получилось, возьму на вооружение)

Тоже нужен будет скоро листогиб и благодаря Вашей записи быстро усваиваются основы — предложена простая в понимании и реализации конструкция, которую каждый может по своему желанию модернизировать и т.д.
спасибо.
очень греет душу понимание, что был кому то полезен.)))

Здравствуй! А какова максимальная толщина сгибаемого листа?
до 1.5мм смотря какое качество гиба нужно. если значительно увеличить массив станка тогда сможет согнуть и 3мм.

а подскажите, 2мм согнет лист.или только оцинковку?
оптимальная толщина металла до 1.5мм, при увеличении толщины ухудшается качество гиба, увеличивается радиус. что бы гнуть 2мм и толще, листогиб надо изготавливать на базе рельсы, и ещё важна длина загибаемой детали. другими словами для двойки и более эта схема подойдёт только листогиб надо строить на бОльшом и массивном металле иначе не будет качества.

у мена давным давно такой уже)только как-то не удобно сделано ключом крутить-у меня он не нужен!
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Мини листогиб своими руками
При выполнении столярных и прочих работ могут потребоваться монтажные уголки. Порой их нужно действительно много, что влетает в копеечку. Гораздо дешевле делать их самостоятельно, применяя миниатюрный листогиб. В качестве материала для изготовления на нем уголков можно использовать порезанную на полоски жесть или алюминиевый лист.

Материалы:
- уголок 30х30 мм – 60 см;
- стальная полоса шириной 70 мм – 15 см;
- крепкие оконные петли – 2 шт.;
- болты, гайки, барашки.
Изготовление листогиба
Сначала нужно сделать основные заготовки. От полосы следует отрезать кусок 15 см. Уголок нарезается на 4 заготовки по 15 см.

Из двух уголков делаются ручки станка. В них проделывается по одному отверстию. Сверлить нужно по центру одной из сторон на расстоянии 12 мм от края, как на фото. Важно! Отверстие на втором уголке делается в зеркальном отображении относительно первой заготовки.


Остальные 2 уголка соединяются парой крепких оконных петель. Для этого в каждом из них проделывается пара сквозных отверстий. Нужно получить конструкцию, как на фото.


На соединенных петлями уголках проделывается по отверстию для присоединения ручек. Сверлиться нужно на расстоянии 12 мм от краев, как на фото. На одном из уголков делается еще одно отверстие и со второго края на таком же отдалении.

На отрезку полосы нужно сделать 2 отверстия на расстоянии по 12 мм от краев. Важно, чтобы они полностью совпадали с теми, что имеются на одном из уголков с петлями. При этом их нужно сместить на 3 мм ближе к длинной стороне.

Теперь нужно собрать все детали вместе. Уголки для ручек подставляются снизу под заготовку с петлями. Сторона станка с одним отверстием стягивается коротким болтиком. На половине с двумя отверстиями используются длинные болты с барашками. Это позволяет захватить и прижать полосу.



Как пользоваться
Пластинка из мягкого металла или жести нужной длины заводиться в листогиб под полосу. Она выставляется ровно под 90° относительно деталей станка. Заготовка зажимается закручиванием барашек. После этого потянув за ручки нужно согнуть листогиб. При этом пластинка изогнется в монтажный уголок. Дальше в нем останется сделать отверстие и использовать по назначению.


Станок делается очень быстро, причем с минимальным набором инструментов. Получаемые уголки могут использоваться при производстве самодельной мебели, клеток для животных, укрепления каркасных конструкций и т.д.
Original article in English
Как сделать листогиб из уголка и дверных петель

Нередко приходиться изгибать листовой металл, что сделать без листогибочного станка, особенно когда линия изгиба протяженная, не так-то просто. Но такое приспособление нетрудно изготовить своими руками с помощью простых инструментов и вполне доступных и недорогих материалов. Потребуется лишь желание и наличие исходных навыков в слесарном деле.
Последовательность действий

Зажимаем поочередно в слесарных тисках уголки за полку и к краям другой полки на уровне торцов прикладываем соответствующие по габаритам дверные петли.

Отмечаем на полках уголков места будущих отверстий вначале маркером, а затем керном, используя дверной навес в качестве шаблона.
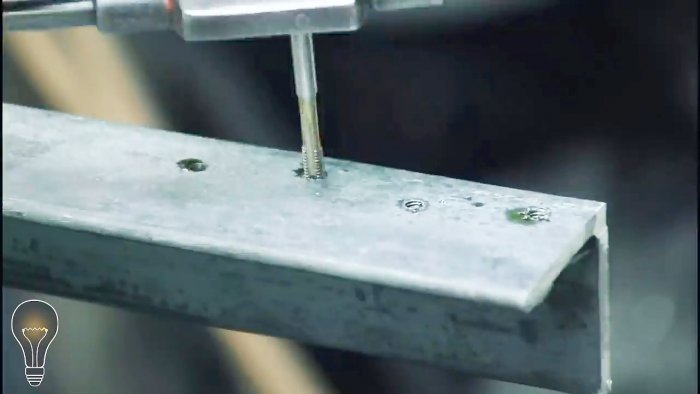
Выполняем на сверлильном станке, взяв требуемое по диаметру сверло, по четыре сквозных отверстия с каждой стороны одной из полок уголков.
Нарезаем подходящим по размеру метчиком резьбу во всех 16-ти отверстиях, немного добавляя смазки, чтобы процесс шел легче, а резьбы получились качественными.
После завершения нарезки резьбы во всех отверстиях удаляем стружку и протираем участки с резьбовыми отверстиями ветошью от следов смазочного масла.
Плотно прикручиваем электрическим гайковертом или дрелью с соответствующей битой посредством винтов дверные петли к уголкам.

Переворачиваем уголки и кладем их на петли. К одному из уголков, используя в качестве ограничителя выступающие части внутренних винтов, прикладываем поочередно перпендикулярно и до упора в полку отрезок профильной квадратной трубы подходящего сечения и длины, и на нижней полке очерчиваем ее с двух сторон.

В двух отрезках алюминиевой профильной трубы с одного края сверлим на сверлильном станке с помощью подходящего по диаметру сверла по два отверстия, расположенных на продольной оси трубы.

Точно такие же отверстия по размеру и расположению сверлим в полке уголка, на которой мы ранее выполнили разметку.
Переворачиваем соединенные петлями уголки, а спаренные полки зажимаем в слесарные тиски. С помощью подходящего метчика нарезаем резьбу во всех четырех отверстиях, не забывая добавить смазки в рабочую зону.

Вновь переворачиваем уголки петлями вниз и прикручиваем требуемыми болтами отрезки алюминиевых профильных труб, которые будут вместо ручек при использовании нашего приспособления по прямому назначению.

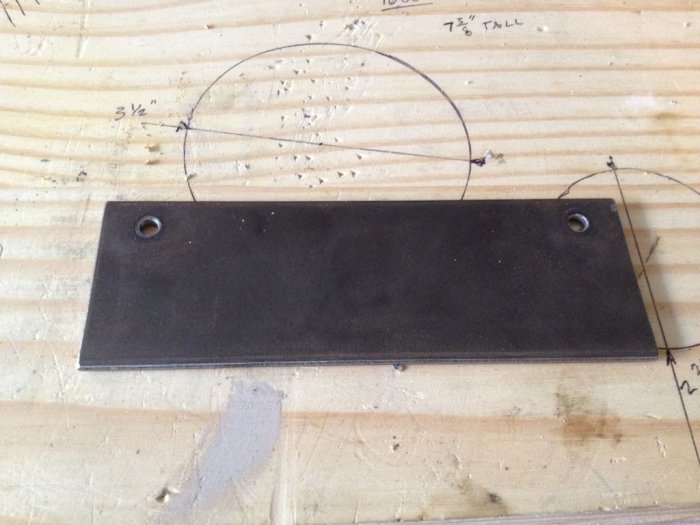
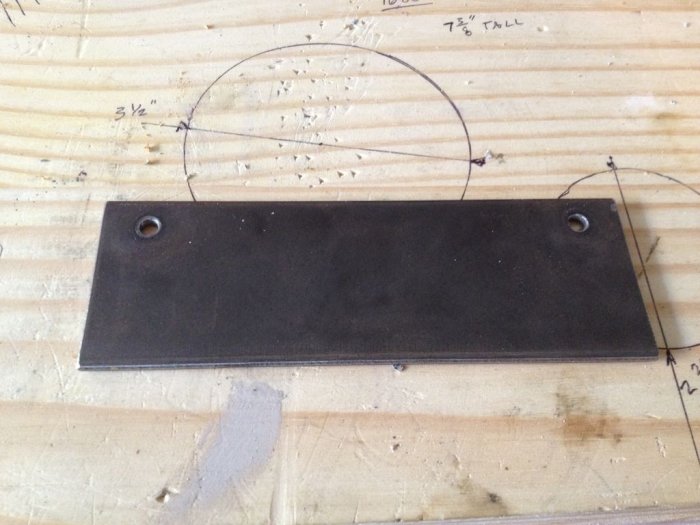
К лицевой стороне самоделки, а точнее, к полке наружного уголка примериваем металлическую полосу толщиной примерно 5 мм, по ширине немного меньше этого размера полки, а по длине чуть короче расстояния между внутренними торцами дверных петель.
Намечаем маркером по краям полосы по продольной осевой линии места сверлений, зажимаем ее в слесарные тиски и выполняем на сверлильном станке подходящим сверлом два отверстия.
Затем вновь укладываем полосу с уже готовыми отверстиями на полку уголка и отмечаем места будущих отверстий в ней маркером, а чтобы сверло не соскользнуло при вращении, керним отмеченные места.

Выполняем на сверлильном станке по намеченным местам два отверстия требуемого диаметра и с помощью метчика нужного размера нарезаем в них резьбу.



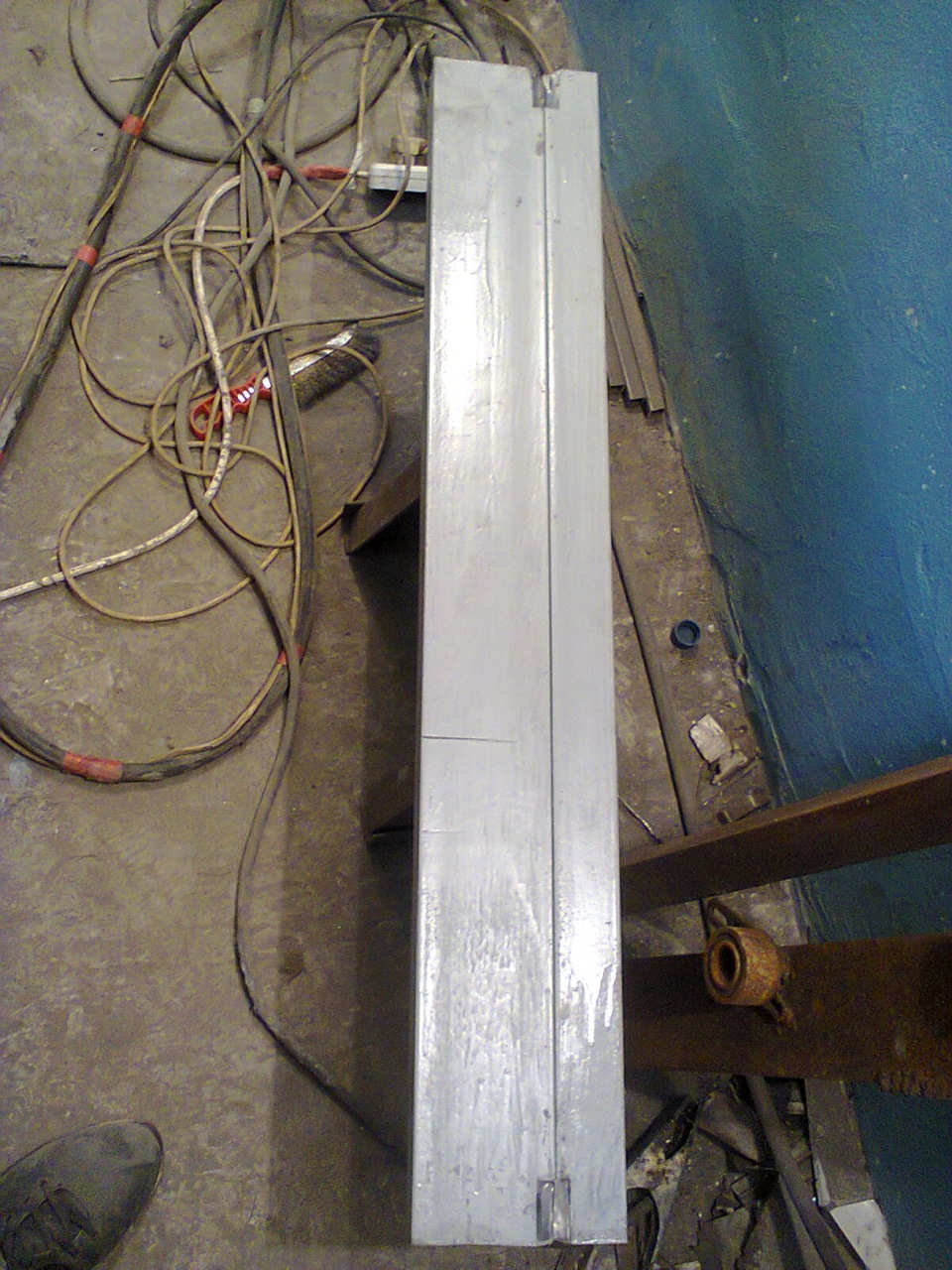
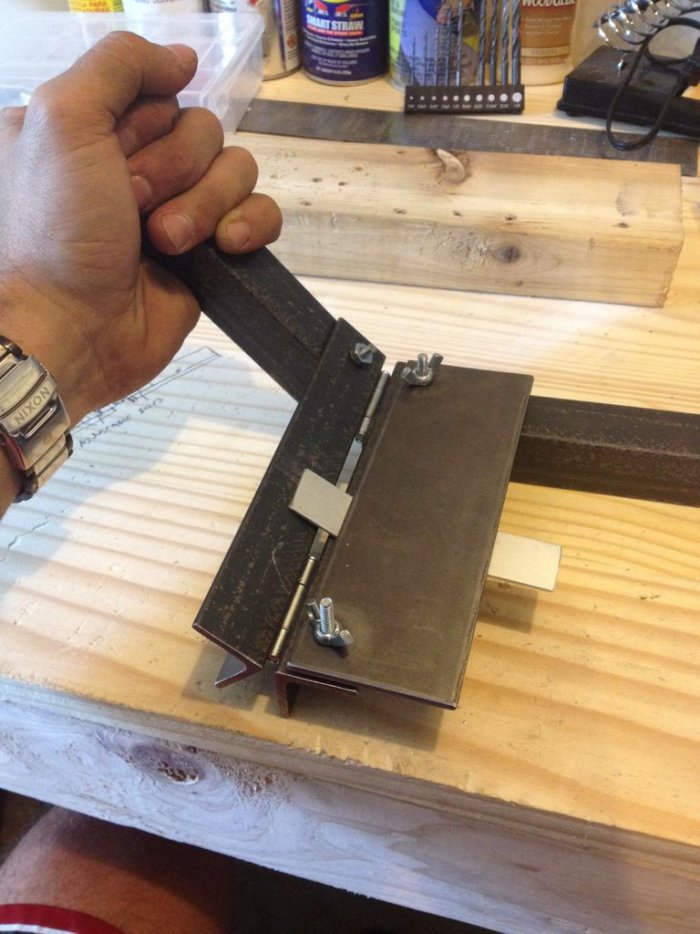
Укладываем полку наружного уголка нашего устройства на край металлического стола и закрепляем его двумя струбцинами. При этом петли и планка должны находиться сверху, а два отрезка профильной дюралевой трубы располагаться горизонтально и быть направлены наружу, в сторону оператора.

Проверка самодельного листогиба «вхолостую» и «на деле»
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям.
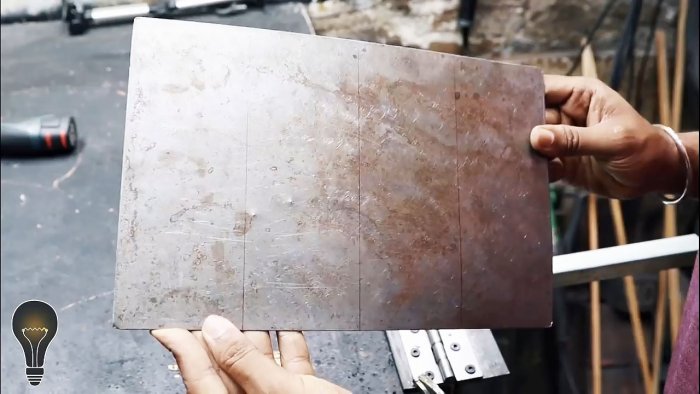
Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части.
Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.

Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.



В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.

В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить.
Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Предупреждение
Чтобы в процессе работы не получить травму, необходимо пользоваться индивидуальными средствами защиты – перчатками и очками.
Смотрите видео
Читайте также: