Сбивается калибровка стола ender 3
Обновлено: 23.04.2024
Я новичок в 3D - печати и только что купил Ender 3 V2 около двух недель назад. С тех пор как он у меня появился, у меня возникли проблемы с выравниванием стола. Я пробовал смотреть видео, но они не говорят, сколько трения на бумаге хорошо или плохо. Я даже пробовал фольгу, игральные карты и визитную карточку, но до сих пор не могу сказать, достаточно ли это хорошо или нет. Затем, когда я попробую напечатать калибровочные квадраты и настроить их по мере печати, но когда он печатает, все выглядит хорошо при печати внешнего кольца, но когда он добирается до квадратных частей, на отпечатке появляются выпуклости от слишком близкого сопла. Кроме того, когда мне кажется, что угол идеален, когда он попадает в центр, он находится слишком близко к соплу и даже не печатается. Я использую запасной стеклянный стол, так что не уверен, что это может быть проблемой. Это становится неприятным, так как я действительно хочу начать печатать. И я хочу сэкономить деньги на других деталях и постараться избежать покупки BL Touch, если мне это не нужно. Я делаю что-то не так? Как я могу решить эту проблему?
Забыл упомянуть, что я обновил пружины до этих желтых на Амазонке.
Видео которые я смотрел рекомендовали эти пружины именно по этой причине и именно поэтому я их получил, @SirChryse
4 ответа
Не беспокойся об этом слишком сильно. Если вы печатаете с высотой первого слоя 0,3 мм, выравнивание слоя должно быть только приблизительным. Если это не работает, и вы не можете получить хорошую адгезию к столу, попробуйте напечатать на синей малярной ленте (ScotchBlue). Это делает очень простительную поверхность сборки. Вам нужно будет хорошо очистить его изопропиловым спиртом (или ацетоном), так как он покрыт разделителем на основе воска, который может предотвратить прилипание филамента. Как только вы привыкнете к печати, вы сможете усовершенствовать свои методы выравнивания стола.
Это зависит от напечатанного материала. ABS необходимо прижать к столу, чтобы предотвратить деформацию. ПЭТГ не нужно прижимать, иначе его будет трудно убрать со стола., @Perry Webb
Во-первых, убедитесь, что грифельная плата из стекла прямая, это можно проверить, например, с помощью металлической линейки сбоку от поверхности стекла. Если стекло не прямое (что должно быть в процессе производства стекла, но сообщалось о плохих стеклянных столах), вы никогда не получите идеальный уровень по всему столу. Также убедитесь, что стекло лежит на чистой нагреваемой подложке (между нагревателем и стеклом нет мусора).
Во-вторых, выровняйте стол, начните с питания принтера. Вам нужно последовательно сделать следующее, как регулировка одного угла (винт), влияет на другие углы (продолжайте это, пока стол не выровняется, и один угол больше не влияет на другие углы):
- Главная машина,
- нагрейте стол и сопло,например, до температуры печати PLA,
- переместите сопло ближе к углу (другому,чем предыдущий угол),
- положите на стол лист обычной печатной бумаги,
- опустите сопло до Z=0,
- отрегулируйте винт в этом углу так,чтобы лист бумаги можно было протащить под сопло с небольшим сопротивлением,
- повторите, начав с самонаведения принтера.
После нескольких раундов выравнивания и наличия ровного/прямого стола для начала вы должны иметь выровненный стол, которая была выровнена против оси X принтеров.
Теперь при печати что-то должно быть ровным, единственное, что может быть неправильным, это расстояние между соплом и столом. Например, некоторые пользователи предпочитают большее расстояние между столом и соплом при печати PETG (не мой личный опыт, но общепринятая истина). Это расстояние можно настроить без необходимости повторного выравнивания стола; вы можете использовать более толстую или тонкую бумагу, но вы можете легко изменить Z=0, переопределив уровень Z=0, например, на высоте 0,10 мм, если сопло закрывается. Некоторые слайсеры даже позволяют добавить смещение (например, плагин "Z Offset Setting" в Ultimaker Cura от разработчика "fieldOfView").
Когда вы наберете номер на расстоянии также правильно, вы должны получить идеальные отпечатки.
Обратите внимание, что общая проблема с этими "консольными" принтерами заключается в том, что, запитывая одну сторону, противоположная должна точно следовать, что является проблемой с таким количеством деталей. Я предпочитаю использовать двойные ходовые винты, предпочтительно приводимые в движение зубчатым ремнем для принтеров типа Prusa.
Обращаясь к части BLTouch в вашем вопросе; прежде чем блуждать в мире автоматического выравнивания стола (AB), вы должны сначала освоить получение ровного стола или закрепить ролики оси X на Z-образных балках. Для ABL вам также нужно сначала выровнять свой стол, иначе вы получите неквадратные отпечатки. Решение роликов является одним из основных недостатков этих принтеров, вам нужно убедиться, что ось X (алюминиевый экструзионный стержень) остается ровной (или лучше трамбованной) по отношению к уровню стола, свободные ролики должны быть правильно натянуты.
Должен ли я по-прежнему использовать бумажный метод или есть другой метод, который вы бы порекомендовали?, @SirChryse
Бумажный метод работает довольно хорошо, при условии, что ваш принтер не слишком страдает от питания одним винтом Z. Известно, что неудачная конструкция Ender 3 вызывает множество проблем с выравниванием, когда ролики неправильно выровнены и натянуты., @0scar
Интересно, все ли в этом дело, потому что Z-ролик кажется немного рыхлым. Насколько это должно быть туго? И я бы затянул только одно или все колеса? Также просто любопытно, каково ваше мнение о BL touch?, @SirChryse
Если вы обнаружите, что стол на Ender 3, похоже, не "берет" уровень - другими словами, если вы продолжаете пытаться выровнять его, и все кажется правильным, но затем он явно ошибается, когда вы действительно начинаете печатать, и проверка выравнивания, похоже, не соответствует тому, что вы установили раньше, - проблема, скорее всего, в механике оси Z. Узел Z (включая порт оси X) сильно перегруженмежду 6 колесами, гайкой ходового винта и 4 винтами, крепящими портал к кареткам Z. Когда он не функционирует должным образом, будь то от борьбы с ограничениями, перенапряжением, утяжелением и т. Д. вы можете получить действительно плохую воспроизводимость* положения по оси Z, так что самонаведение и перемещение по определенной координате Z каждый раз дают разные результаты, из-за которых компоненты связываются и какие дают.
Если это ваша проблема, то у меня нет хорошей системы для ее решения. Я боролся с этим на протяжении 2 лет владения одной из этих машин. По крайней мере, вы должны проверить, что 2 винта, удерживающие левую сторону портала на каретке Z, очень плотно затянуты (примечание: они скрыты и недоступны, не снимая верхнюю планку и не поднимая сборку с Z-образных выступов) и что портал установлен на одном уровне с кронштейном каретки, так как любой люфт здесь все испортит. Одна простая вещь, которую вы можете попытаться проверить, есть ли у вас проблемы с воспроизводимостью выравнивания из-за проблем с осью Z, - это полностью отсоединить правую боковую каретку и привязать ее сверху, чтобы она не мешала; вы можете сделать это, не разбирая ничего другого. Это позволяет вам управлять Ender 3 "как Ender 2", то есть с консольной установкой. Он менее жесткий и, вероятно, не очень хороший выбор в целом, но если он решает вашу проблему, то ваша проблема почти наверняка находится в чрезмерно напряженной системе Z, и теперь вы знаете, где искать.
Шаг 1: прекратите использовать бумагу и возьмите несколько щупов. Датчик должен быть в состоянии едва-едва пройти под НАГРЕТЫМ соплом.
Шаг 2: Что вы используете для адгезии стола? Я использую белый клей Элмера. После того как вы подумаете, что вы утрамбовали (или выровняли) стол, нанесите щедрый слой клея на стол. Дайте ему высохнуть.
Шаг 3: Проверьте уровень стола с помощью большого квадратного отпечатка, который заставит голову переместиться к самым внешним частям стола. Остановите печать после нескольких контуров. Попробуйте удалить отпечаток. Если некоторые участки легче удалить, чем другие, нанесите на них еще один слой клея Элмера.
Примечание: Не удерживайте все четыре (4) угла стеклянного стола. Алюминиевая пластина не будет более плоской, чем стекло. Только прикрепите стакан к столу с одной стороны стола. Я использую ту сторону, которая дальше всего от сопла.
Щуповые датчики хороши, но я предпочитаю датчик падения, который креплю к своей печатающей головке. Я выравниваю один винт там, где я хочу, поднимаю печатающую головку и измеряю этот винт, затем выравниваю до этого измерения., @Trish
Я использую щуп для начального выравнивания высоты Z и курса, затем датчик падения для окончательного выравнивания. Однако некоторые могут не захотеть покупать датчик падения., @Perry Webb
Калибровка сбивается сразу после отправки домой. Ender 3pro
Калибровка сбивается сразу после отправки домой. Ender 3pro
Bozzai_san » 06 дек 2020, 23:30
В общем если коротко. Калибровал горячий и холодный, итог один, после отправки домой и последующей проверки в тех же местах где калибровал, бумага не лезет вообще, т.е сопло оказывается впритык к столу, хотя во время калибровки расстояние минимум полтора миллиметра. Стоит стекло от Creality.
Во время калибровки обычно прохожусь раза 4-5 по всем углам, что бы убедится что везде примерно одинаково. Концевик оси Z стоит ровно и крепко. Вал так же максимально ровно поставил, ролики не перетянуты нигде, регулировочные ролики контрил гайками.
Уже неделю я с этим вожусь, HELP.
setar » 07 дек 2020, 16:22
Если коротко то после калибровки быть такого не должно, а если подробно, то . рассказывайте.
И чтобы уважать коллег которые хотят помочь, сэкономьте их время от поиска в сети таких моментов:
Какая плата электроники стоит, какой датчик стола используется, какая прошивка и если известно какая ее версия используется.
Ну и методику калибровки конечно.
P.S. Не сочтете за издевательство, просто например в разных прошивках разные алгоритмы автоуровня, а методика может быть не полной (например можно забыть сохранение в EEPROM)
Bozzai_san » 07 дек 2020, 18:16
setar писал(а): Если коротко то после калибровки быть такого не должно, а если подробно, то . рассказывайте.
И чтобы уважать коллег которые хотят помочь, сэкономьте их время от поиска в сети таких моментов:
Какая плата электроники стоит, какой датчик стола используется, какая прошивка и если известно какая ее версия используется.
Ну и методику калибровки конечно.
P.S. Не сочтете за издевательство, просто например в разных прошивках разные алгоритмы автоуровня, а методика может быть не полной (например можно забыть сохранение в EEPROM)
Принтер приобрёл совсем недавно, в электрике и названиях я полный ноль.
setar » 07 дек 2020, 20:25
Коллеги, кто в курсе переведите на 3D принтерный.
там что - автоуровень без сенсора, с ручной установкой ? что за дичь
Начинающий » 07 дек 2020, 22:23
Имеются, впрочем, и отдельные недостатки.
У нас образовалась своеобразная смесь любви и ненависти к самой разрекламированной особенности Ender 3 Pro – к магнитному рабочему столу. В теории это отличное дополнение к и без того прекрасному принтеру, однако, если вы попробуете более продвинутые варианты этой опции (например, стальной лист у Prusa i3 MK3), вам не захочется возвращаться к отковыриванию распечатки от подложки.
Если сравнивать с жесткой, но гибкой металлической подложкой, то магнитная подложка Ender 3 Pro явно хлипковата. Примагничивается она с заметным шлепком, причем прилипает куда попало, а не куда надо.
И довольно часто мы обнаруживали, что после этого нужно было снова вручную регулировать рабочий стол. Всё это из-за маленького промежутка между внутренними сторонами алюминиевой рамы, на которой он держится. Если рабочий стол как положено не выровнен, он будет задевать за ось Z и получится не распечатка, а сплошное недоразумение.
Из всей статьи и фотографий сборки можно сделать вывод, что у принтера отсутствует механизм автовыравнивания, все делается ручками.
Bozzai_san » 07 дек 2020, 22:39
Эх, видимо мой IQ недостаточно развит для просьбы о помощи на данном ресурсе. Прошу извинить. Тему можно закрыть, постараюсь разобраться сам.
P.S. Либо я слишком просто объясняю
setar » 07 дек 2020, 22:42
если так, то тут явно механика виновата
что то подклинивает или цепляется и через это имеем пропуск шагов и отсюда потерю калибровки.
проверить можно экстремальная замедлением ускорений (вплоть до 1мм/с*с)
Myp » 08 дек 2020, 11:49
Мы понятия не имеем что значит "стандартная" калибровка в китайском принтере с неизвестной прошивкой.
Так что рассказывай что ты делаешь, что за опции на экране выбираешь, что в процессе на экране написано.
Начинающий писал(а): Из всей статьи и фотографий сборки можно сделать вывод, что у принтера отсутствует механизм автовыравнивания, все делается ручками.
да, там нет левелинга, по старинке надо подгонять стол под голову.
Bozzai_san » 08 дек 2020, 19:04
Проблема решена. Перезатянул ремень стола, снял магнитную прокладку со стола и поставил стекло, сбросил настройки(т.к до этого настраивал по видео одного из блогеров по этой теме), уменьшил холостой ход концевика(колхоз, но идей больше не было), калибровал по диагонали, до этого по "кругу". Что из этого помогло не знаю, но спустя 3 печати, полёт нормальный.
Myp » 08 дек 2020, 21:31
Концевик крайне важен в этом деле, микрики не очень хороши для этого, хорошо бы озаботиться точным концевиком для парковки по Z на будущее.
Bozzai_san » 08 дек 2020, 22:06
Myp писал(а): Концевик крайне важен в этом деле, микрики не очень хороши для этого, хорошо бы озаботиться точным концевиком для парковки по Z на будущее.
Калибровка стола 3D-принтера: пошаговое руководство
Калибровка стола 3D принтера имеет решающее значение для успешной 3D печати. При использовании 3D-принтера необходимо учитывать ряд факторов. Ровный стол для печати является важной частью этого процесса, поскольку она позволяет экструдеру равномерно распределять материал по всей поверхности платформы и ключевое значение имеет качество первого слоя будущей 3D модели, а точнее его адгезия к поверхности стола 3D принтера .
Для выравнивания стола 3D принтера, нам нужно отрегулировать высоту по оси Z, т.е. зазор между соплом экструдера и поверхностью платформы для 3D печати.
Признаки того, что вам необходимо калибровать стол 3D принтера
Первый слой отпечатка не прилипает или плохо прилипает к столу 3D принтера
Несколько общих признаков некалиброванного стола 3D принтера:
- Высота и ширина первого слоя неравномерны
- Первый слой не формируется во время начала 3D печати
- Нить не прилипает или плохо прилипает к столу 3D принтера
- Деформация модели у основания из-за отслоившегося первого слоя во время 3D печати
Необходимые инструменты и подготовительные этапы для калибровка стола 3D принтера
Набор инструментов, необходимых для калибровки стола 3D принтера:
- Лист бумаги: для выравнивания стола 3D принтера вам понадобится лист такого размера, который вы можете удобно держать и перемещать между соплом и столом 3D принтера. Отлично подойдет обычная офисная бумага А4 размером примерно 100 x 40 мм. Предпочительно использовать толщину 120–160 г/ м² .
- Отвертка или шестигранный ключ: стол вашего 3D-принтера регулируется винтами или шестигранными болтами, в зависимости от этого используйте соответствующий инструмент.
- Термостойкие перчатки, удобны для работы вокруг насадки с нагретыми соплом экструдера и столом 3D принтера
- Чистая хлопчатобумажная ткань и латунная щетка, нужны для очистки сопла от остатков пластика
- Для удаления остатков клея или пластика с поверхности стола 3D принтера, можно использовать лезвие бритвы, нож или шпатель
- Мыло для посуды и чистая сухая хлопчатобумажная ткань также пригодятся для удаления пыли, жира и грязи.
- Изопропиловый спирт, позволит обезжирить и очистить несъемный стол 3D принтера.
Очистите сопло 3D принтера
Если у вас есть остатки пластика на кончике сопла, откалибровать стол 3D-принтера будет достаточно сложно. К счастью, его легко очистить сухой хлопчатобумажной тканью.
Нагрейте сопло до температуры плавления пластика, при которой использовался последний используемый материал и сотрите излишки тканью. Если это не поможет, можно использовать латунную щетку, чтобы тщательно очистить кончик сопла. Только будьте осторожны, не переусердствуйте, иначе сопло может быть повреждено жесткой щетиной.
При работе с нагретым соплом обязательно соблюдайте меры безопасности, надевайте термостойкие перчатки и руководствуйтесь здравым смыслом.
Очистите стол 3D принтера
Как и в случае с соплом, поверхность стола вашего 3D-принтера также должна быть чистой. Для стеклянной поверхности мы обычно можем использовать лезвие бритвы, нож или шпатель, чтобы убрать любые крупные остатки и мусор. Не используйте острые инструменты на рабочей платформе, которая может быть легко повреждена, например с PEI покрытием.
После того, как крупный мусор будет удален, можем приступить к мытью рабочей пластины. Если ее можно легко снять со стола 3D принтера, можно очистить ее в раковине обычным мылом для посуды и теплой водой. Для несъемной платформы можно использовать бумажное полотенце смоченное изопропиловым спиртом.
Не касайтесь очищенной рабочей поверхности голыми руками, так как это может привести к загрязнения кожным жиров. Если это произошло, обезжирьте поверхность изопропиловым спиртом.
Выравнивание и калибровка стола 3D принтера

Многие 3D-принтеры имеют автоматическое или полуавтоматическое выравнивание стола, но и ручная калибровка так же позволит улучшить качество первого слоя и по-прежнему необходимо для повышения точности и согласованности для автоматического выравнивания.
Зазор между соплом и столом 3D принтера:
Большинство столов FDM 3D-принтеров крепятся с помощью трех или четырех регулируемых винтов в углах или по бокам рабочей платформы. Отрегулируйте каждый винт на пару оборотов, чтобы увеличить расстояние между соплом и поверхностью стола.
Установите платформу 3D принтера в исходное положение:
Теперь поднесите сопло к рабочей платформе вручную или с помощью программного обеспечения, которое вы используете для управления 3D-принтером. Обычно установка в исходное (нулевое ) положение происходит автоматически.
Измерьте зазор и откалибруйте стол 3D принтера
Откалибровать стол 3D-принтера нужно так, чтобы он была как можно более ровной по всем четырем углам и посередине относительно сопла 3D принтера.
Переместите печатающую головку в один из углов и поместите лист бумаги между сопла и платформой для печати. Если при перемещении листа вперед и назад между соплом и столом нет сопротивления, отрегулируйте ближайший регулировочный винт, чтобы уменьшить зазор.
Будьте осторожны, чтобы не надавить на стол 3D-принтера (например , рукой), так как это прижмет основание настолько вниз, что зазор станет больше, чем он есть на самом деле. Снова используйте лист бумаги, продолжая регулировать винт, пока не почувствуете легкое сопротивление сопла и стола 3D-принтера.
Повторите тот же процесс со всеми оставшимися углами. Когда откалибруете стол по углам, переместите печатающую головку в середину и убедитесь, что там сопротивление аналогично тому которое наблюдалось по углам.
Наконец, еще раз проверьте каждый угол и центр, так как постоянные корректировки могли повлиять на другие места. В этом случае повторите всю процедуру, пока все пять точек не будут выровнены.
Первый слой 3D печати
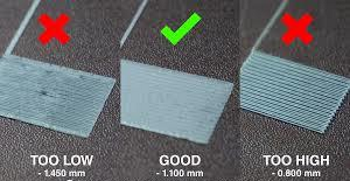
Перед выполнением полного задания на 3D-печать рекомендуется распечатать только первый слой, чтобы убедиться в успешной калибровке. В случае успеха первый слой должен выглядеть более или менее одинаково по всей поверхности.
В случае, если слой однородный, но слишком сплющенный (или не прилипающий), вам может потребоваться отрегулировать смещение Z, изменив зазор между соплом и платформой для первого слоя вашего отпечатка.
Признаки некорректного зазора между соплом и столом 3D принтера
Устанавливая высоту по оси Z, вы решаете, какой размер зазора сопла вам нужен. Это полезно, если бумага, которую вы использовали для выравнивания, была не совсем оптимальной толщины и следовательно, ваш первый слой слишком тонкий или не прилипает.
Второе использование параметра смещения по оси Z — убедиться, что ваш первый слой имеет точно правильную высоту, установленную в вашем слайсере. Это можно измерить, распечатав тест и измерив толщину штангенциркулем, соответствующим образом отрегулировав значение смещения.
Во многих принтерах смещение по оси Z можно изменить напрямую с помощью встроенных элементов управления принтера. Однако, если этого нет, настройку обычно можно найти и изменить в слайсере .
Признаки того, что зазор между соплом и столом 3D принтера слишком мал:
- Первый слой едва заметен или очень тонкий
- Расплавленная нить накапливается на сопле
- Расплавленная нить не выдавливается на рабочую платформу
ПРИЗНАКИ СЛИШКОМ БОЛЬШОГО ЗАЗОРА СОПЛА:
Нужно уменьшить смещение по оси Z, сделав зазор меньше.
Чтобы настроить смещение по оси Z, мы рекомендуем несколько раз напечатать простой тест , для поиска оптимального значения.
Калибровка 3D принтера Ender 3
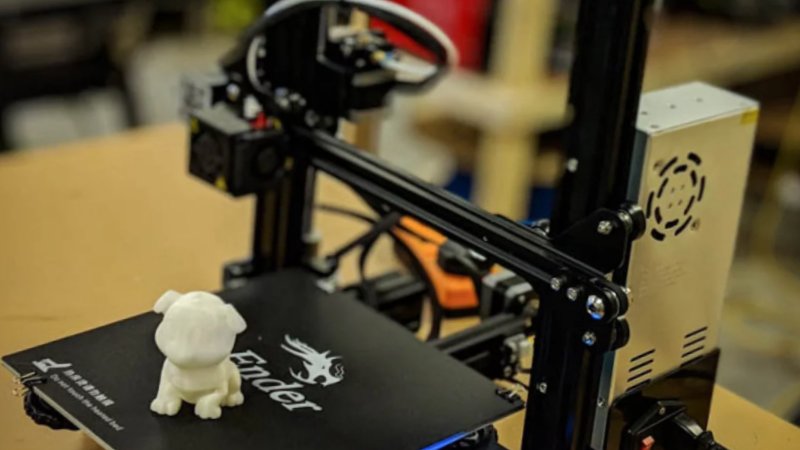
Компания Creality выпустила 3D принтер Ender 3 по цене приблизительно 200 долларов, эта машина произвела неизгладимое впечатление на сообщество 3D печати с его удивительным соотношением цены и качества. Фактически, из-за его высокой производительности при этой цене, многие называют его лучшим 3d принтером для начинающих. Однако некоторая калибровка является нормальным явлением для 3D-принтеров. В это руководстве рассмотрим этапы калибровки, которые могут быть полезны вашему Ender 3.

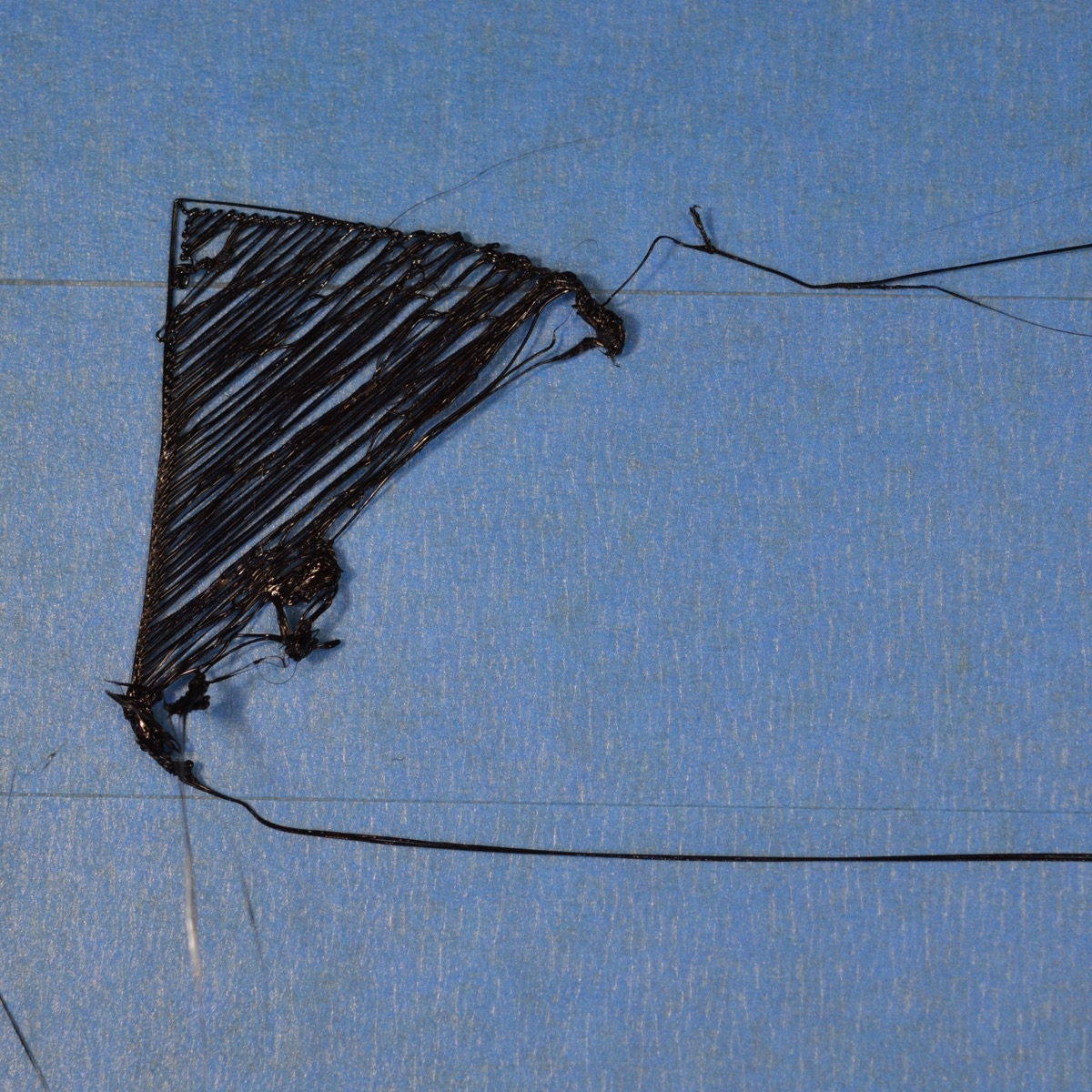
Неудачный отпечаток собаки на Ender 3
Протяжка винтов 3D принтера Ender 3

Известно, что 3D-принтеры Creality имеют привлекательную цену, но им не хватает контроля качества. В результате многие из продаваемых принтеров могут быть не полностью протянуты.
Пользователь должен убедиться, что все винты затянуты, что может показаться незначительной проблемой. Это не только удалит такие проблемы, как ореолы, но также уменьшит количество возможных сбоев, что в дальнейшем значительно облегчит устранение ошибок.
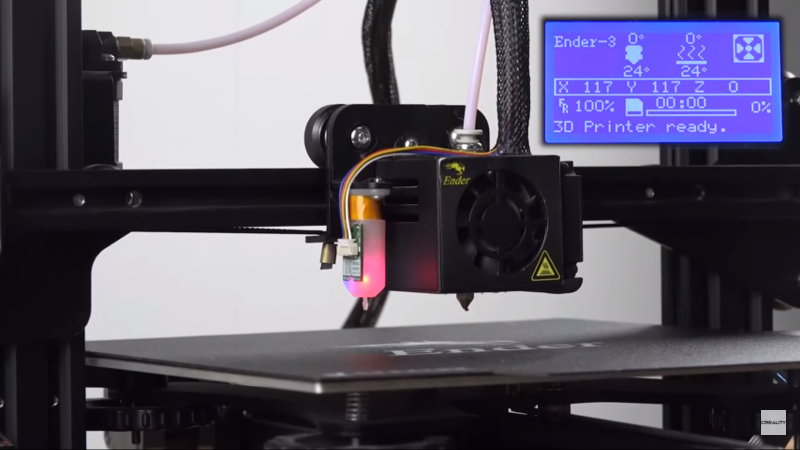
Калибровка стола 3D принтера Ender 3
Еще один очень простой, но важный шаг — правильно выровнять стол 3d принтера. Это одна из самых важных калибровок, но и одна из самых простых. Регулировка платформы на Ender 3 — это очень простая и быстрая задача, которая мгновенно улучшает качество поверхности (если она еще не отрегулирована).
Вот как это делается:
- Перемести все оси, нажав «Домой » на своем Ender 3.
- Нажмите «Отключить степперы (шаговые двигатели)» и переместите печатающую головку в один угол, убедившись, что между соплом и платформой имеется достаточное расстояние. Насадка не царапает платформу при ее перемещении.
- Отвинтите ручку под одним углом Ender 3, перемещая бумагу назад и вперед, пока не почувствуете небольшое трение
- Повторите предыдущие шаги со всеми четырьмя углами, чтобы убедиться, что вся платформа выровнена
Калибровка экструдера 3D принтера Ender 3 и потока нити

Если у вас возникли проблемы с недостаточной или избыточной экструзией, есть вероятность, что электронные шаги вашего экструдера не откалиброваны. Для того, чтобы установить правильные электронные шаги, вам сначала нужно использовать простую формулу, мы можем рассчитать новый Е шаг только с тремя входами.
- Отмерьте 100 мм от заданного значения на вашем экструдере и отметьте его. Отметьте дополнительные 10 мм выше и ниже этой отметки 100 мм, чтобы облегчить измерение в дальнейшем.
- Затем нагрейте горячий конец и выдавите 100 мм. Вы можете сделать это, щелкнув Подготовить > Переместить ось > Переместить 1 мм, а затем медленно вращая ручку, пока не достигнете 100 мм.
- Подождите, пока принтер не закончит выдавливание и измерьте, как далеко от отметки 100 мм нить остановилась. Если отметка прошла экструдер, значит, ваш экструдер чрезмерно выдавливается, а если он не достиг отметки, значит вы недостаточно выдавливаете.
- Используйте метки выше и ниже метки 100 мм, чтобы оценить количество вытянутой нити.
- Теперь вычислите правильные E-шаги, умножив 100 на текущие E-шаги, а затем разделите это на то, насколько экструдер выдавливался. Полученное значение будет вашим новым, правильным значением E-шага.
- Нажмите Control > Motion, затем прокрутите вниз до «E -steps / mm» и измените его на новое значение E-step.
Регулировка натяжения ремня Ender 3

Натяжение ремня на вашем Ender 3 также оказывает большое влияние на качество 3D-печати. Более свободные ремни могут вызвать серьезные побочные эффекты, смещение слоев и проблемы с точностью размеров.
К счастью, вы можете затянуть ремни, отвинтив кронштейны, которые удерживают подшипники, и переместив их так, чтобы между шаговым двигателем и подшипником было достаточное натяжение. Он не должен быть очень тугим или слишком свободным, а посередине.
Регулировка эксцентриковых гаек 3D принтера Ender 3

Еще одна очень важная вещь для регулировки на Ender 3 — эксцентриковые гайки. Эти гайки расположены под столом 3d принтера и на X-каретке. Их можно затянуть, повернув их до упора с помощью гаечного ключа, прилагаемого к принтеру. Эксцентриковые гайки должны быть настолько крепкими, чтобы вы не могли вращать или наклонять стол, но не настолько крепкими, чтобы они мешали движению. Самый простой способ сделать это — ослабить все гайки и затянуть их снова, пока стол не станет надежно зафиксированным.
Х-каретка также должна быть отрегулирована таким же образом. То, что вы ищете, это горизонтальная каретка, которая не имеет слишком большого сопротивления при движении вверх и вниз.
Датчик BLTouch. Автоматическое выравнивание стола 3D принтера
Автоматическое выравнивание стола 3D принтера — довольно распространенная функция в FDM принтерах. Большинство машин с автоматического выравнивания используют бесконтактный индуктивный датчик, который прост в установке, эксплуатации и настройке. Эти приборы хорошо работают с металлическими столами и стоит отметить, что платформы из других распространенных материалов, таких как стекло, пластик или дерево, практически невидимы для индуктивных датчиков.
Если вы используете неметаллической стол 3D принтера и вам также нужно автоматическое выравнивание, датчики BLTouch — отличный вариант. Исходные измерения BLTouch имеют одно из самых низких стандартных отклонений среди всех типов датчиков с автоматическим выравниванием.
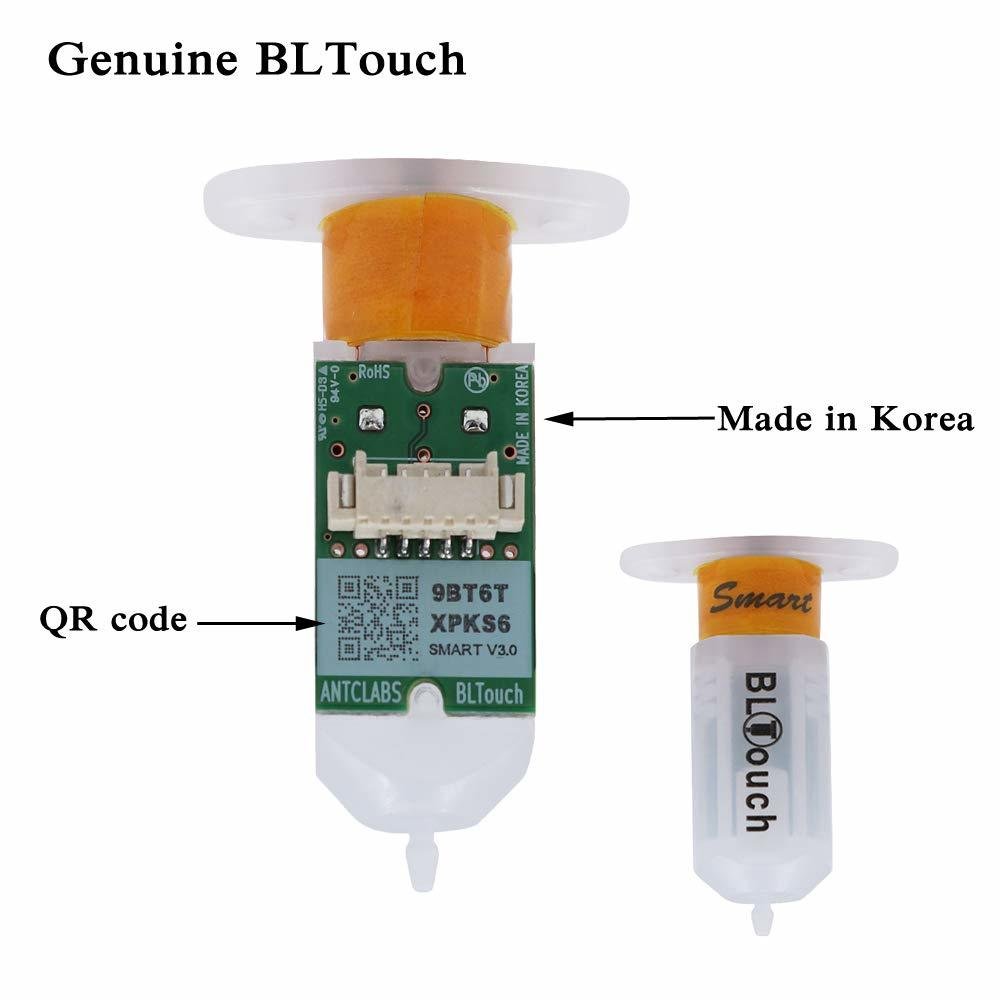
Оригинальные BLTouch производятся непосредственно компанией ANTCLABS в Южной Корее, аналогия из китая могут иметь сравнимое качество.
Что это такое BLTouch?
Оригинальный датчик BLTouch
Согласно описанию на сайте Antclabs , «BLTouch — это датчик с автоматическим выравниванием для 3D-принтеров, который может точно измерять наклон (sic ) поверхности стола 3D принтера». Этот датчик работает на любом типе поверхности, будь то металл, стекло, дерево или еще.
Сам датчик довольно сложен. Он состоит из микроконтроллера, соленоидного переключателя и штыревого зонда, который соприкасается с поверхностью стола. В оригинальном BLTouch для обеспечения высокой точности используется датчик эффекта Холла и в сочетании с физической кнопкой позволяет использовать его со многими типами столов 3D принтеров.
В некотором смысле этот датчик эквивалентен микровыключателю, установленному на сервоприводе, управляемом серводвигателем. Когда головка инструмента опускается, чтобы «вернуть » сопло в ось Z, стол толкает кнопку немного вверх, срабатывает датчик Холла, после чего кнопка втягивается, а головка инструмента поднимается.
BLTouch — один из самых точных и надежных датчиков, поэтому неудивительно, что некоторые известные производители, используют это устройство на своих машинах.
Теперь, когда мы точно знаем, с чем имеем дело, давайте сравним BLTouch с другими типами датчиков автоматического выравнивания.
Различные типы датчиков автоматического выравнивания
Индуктивный датчик
Ключевое различие между индуктивным датчиком и BLTouch заключается в том, что датчик BLTouch физически касается стола 3D принтера в процессе выравнивания. Индуктивный датчик использует токи, индуцированные магнитными полями, для обнаружения металлических предметов поблизости, устраняя необходимость физического прикосновения к выравниваемой поверхности.
Но в этом и заключается проблема: индуктивные датчики работают только на металлических пластинах, поскольку срабатывают только при контакте с металлом. Это может быть проблемой, если стекло является вашим предпочтительным материалом.
Микровыключатель
Не будем сбрасывать со счетов старомодный физический микровыключатель. По сравнению с BLTouch он менее точен и возможно, менее надежен в долгосрочной перспективе, поскольку измерение зависит от физических компонентов, которые могут со временем изнашиваться (по крайней мере, для физических переключателей, имеющихся на большинстве машин FDM).
Однако эти физические переключатели дают возможность другим более модным датчикам оправдать свои деньги, когда дело касается стоимости и простоты настройки. Поскольку физические переключатели являются самой простой и самой ранней формой датчиков, их легко приобрести и настроить.
Pinda
Датчик Pinda, разработанный Prusa Research, представляет собой индукционный зонд с добавлением термистора для учета изменений температуры. Pinda специально разработан для линейки 3D-принтеров Prusa, которые имеют специальные точки калибровки на столе.
Считается, что он очень точен для и хотя мы не смогли найти никаких цифр, имеются положительные отзывы. Подходит только для металлических столов.
Ezabl Pro
Ezabl Pro — это емкостный датчик, изготавливаемый на заказ. Он поставляется с соединительной платой, в которой используется оптический изолятор, чтобы предотвратить повреждение материнской платы высоким напряжением в случае ошибок подключения.
Что касается точности, он может измерять в пределах одной тысячной миллиметра. Ezabl Pro также имеет полезные функции, такие как двойное экранирование, которое предотвращает любые помехи.
Основным недостатком Ezabl Pro будет стоимость, которая составляет около 65 долларов. С другой стороны, он будет работать в том числе и на стеклянных поверхностях.
Пьезоэлектрический датчик
Пьезоэлектрический датчик использует пьезоэлектрический эффект для улавливания изменений силы, давления или деформации и преобразования этих изменений в электрический заряд. Компания Precision Piezo из Великобритании — одна из немногих компаний, производящих пьезоэлектрические датчики для 3D-принтеров. Они имеют точность, близкую к 7 микронам, что довольно хорошая точность для 3D-принтера.
Преимущество пьезоэлектрического датчика заключается в том, что в качестве чувствительного элемента можно использовать сопло, не требующее установки дополнительных компонентов. Кроме того, пьезоэлектрический датчик можно разместить на печатающей головке или под платформой для измерения давления. Что касается цены, она в значительной степени эквивалентна BLTouch.
Общие настройки BLTouch
Прежде чем вы начнете модифицировать вашу машину для BLTouch, вам необходимо спланировать следующее:
Монтаж датчика BLTouch
BLTouch необходимо установить как можно ближе к печатающей печатающей головке, при этом их оси по всех плоскостях должны быть параллельны. Вы можете найти множество дизайнов, доступных для загрузки напрямую или если вы настроены разработать их самостоятельно, обязательно прочтите документацию BLTouch .
Некоторые пользователи сталкиваются с проблемой, когда сопло врезается в поверхность стола 3D принтера с одной стороны и идеально печатает с другой. Причина этого в том, что BLTouch установлен под углом по отношению к соплу. Поэтому при проектировании и установке оборудования убедитесь, что BLTouch установлен идеально и совмещен с соплом.
После установки датчика обязательно отметьте расстояние между датчиком BLTouch и центром сопла как по оси X, так и по оси Y.
Настройка прошивки 3D принтера Marlin для BLTouch
Чтобы запустить BLTouch, потребуется несколько изменений прошивки принтера.
Мы использовали последнюю версию прошивки Marlin 1.1.9, которая была обновлена в марте 2020 года. Войдите в файл marlin.ino и перейдите на вкладку configuration.h
Первый шаг — активировать датчик BLTouch, определив его. Удалите две косые черты, чтобы раскомментировать оператор define:
Следующим шагом является установка смещения BLTouch с использованием расстояний X и Y, которые вы должны были измерить при установке датчика. Z смещение может быть немного сложнее, так как зонд BLTouch проходит под соплом при активации, так что вам необходимо найти расстояние между датчиком и наконечником сопла, когда зонд полностью вытянут.
Кроме того, поскольку зонд опускается ниже сопла, смещение должно быть отрицательным. Мы рекомендуем установить его примерно на -2,5 для безопасности, а затем оттуда отрегулировать. Вам нужно изменить значения следующих строк, чтобы они соответствовали вашим числам:
Как только вы закончите со смещением, вам нужно будет выбрать тип выравнивания стола 3D принтера, который подойдет для вас. Существует около пяти различных типов методов выравнивания, из которых вы можете выбрать, но мы будем использовать билинейный метод, поскольку с ним легко начать работу.
Чтобы выбрать вариант, раскомментируйте его, убрав косую черту. Обратите внимание, что без комментариев можно оставить только один вариант. Ваш код должен выглядеть примерно так:
Вы также можете установить количество точек сетки, которые вы хотите исследовать. По умолчанию установлено 9 точек, что составляет сетку 3 на 3 по осям X и Y. Количество точек может быть увеличено для получения более точных результатов, но имейте в виду, что время зондирования также будет увеличиваться по мере добавления большего количества точек.
// Set the number of grid points per dimension.
Настройка слайсера
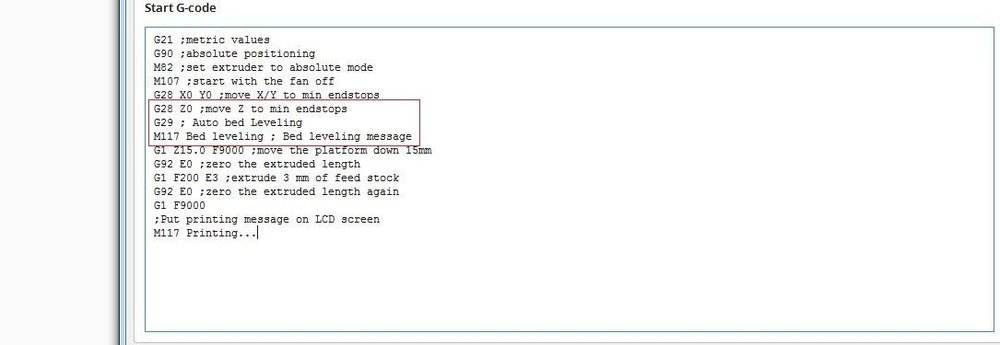
Обязательно добавьте команду G29 в свой стартовый G-код сразу после команды G28, как показано выше.
Подделки и проблемы с BLTouch
Подделки BLTouch
Cоздатели оригинального BlTouch в Antclabs упомянули, что оригинальные датчики поставляются с QR-кодом, встроенным в печатную плату на задней стороне. Также известно, что другие китайские производители, называемые TL Touch и 3D Touch, производят продукцию более низкого качества, что приводит к ухудшению качества обслуживания клиентов. При покупке оригинального BLTouch в Интернете обязательно приобретайте у одного из авторизованных реселлеров , как опубликовано на сайте Antclabs.
Общие проблемы с BLTouch
Хотя BLTouch является чрезвычайно точным датчиком автоматического выравнивания, у него есть несколько недостатков.
При использовании BLTouch важно, чтобы на поверхности стола не было мусора, любое повреждение или мусор на поверхности приведет к неточным показаниям.
Также сообщается, что BLTouch страдает от шумов от тока в проводах нагревателя экструдера. Это вмешательство приводит к неправильному функционированию BLTouch. В прошивке Marlin есть специальная строка кода, которая поможет вам выключить нагреватели, пока датчик выравнивает стол 3D принтера. Чтобы активировать его, найдите и раскомментируйте следующую строку.
Проблемы с BLTouch 3.0
В последней версии BLTouch V3 были проблемы с принтерами Creality, где он работал не так, как задумано. Разработчики прошивки Marlin тесно сотрудничали с Antclabs и определили, что в прошивку необходимо внести определенные изменения.
Teaching Tech на youtube выпустила отличное обучающее видео по устранению этой проблемы. После внесения изменений многие пользователи, наконец, решили проблему.
Читайте также: