Прижим для сварочного стола
Обновлено: 18.05.2024

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Рекомендуем статьи по металлообработке
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Струбцины для сварочного стола

Одним из основных элементов, которыми оснащаются все сварочные столы, являются струбцины. Удобство и многообразие форм оснастки позволяет сварщику комфортно и легко работать с заготовками, различными по размеру и конструкции. За счет использования этих вспомогательных элементов подготовительный этап сварочных работ существенно упрощается. В статье поговорим о том, что представляют собой струбцины для сварочного стола.
Что собой представляют струбцины для сварочного стола

Порой возникают ситуации, когда свариваемым заготовкам долго и тщательно придается нужное положение, а прикосновение электрода приводит к тому, что вся конструкция разваливается. Следующая неприятность может быть связана с тем, что в процессе сварки заготовка слегка смещается или деформируется, и в итоге соединение происходит не в том месте. Универсальные специализированные приспособления для сварочных работ помогают избежать подобных ситуаций, облегчая работу сварщика, экономя время и способствуя изготовлению качественных изделий.
В настоящее время существует большое количество приспособлений, повышающих комфорт и облегчающих выполнение сварочных работ. В промышленных масштабах пользуются специализированным механизированным оборудованием (транспортными устройствами, механизмами для укладки и кантовки изделий, технологическими сборочными приспособлениями и т. п.). Домашние мастерские укомплектовывают чаще всего ручным универсальным сварочным оборудованием, при помощи которого можно быстро собрать конструкцию, закрепить ее составные элементы в определенном положении, минимизировать риск деформации деталей.
Струбцины для сварочного стола конструктивно состоят из рамы (корпуса) и подвижных зажимов. Благодаря такой конструкции заготовки надежно закреплены в процессе обработки. Приспособления выпускаются с различными видами зажимов. Широким спросом пользуются, к примеру, специальные угловые струбцины. Быстрозажимные механизмы, например, эксцентриковые, повышают удобство использования фиксаторов.

Зажимные механизмы облегчают не только сварочные, но также столярные и слесарные работы. Без использования удобной угловой струбцины для сварочного стола порой просто не обойтись.
Разница между скобами заключается в их форме, размерах, возможности использования для работы с заготовками определенного размера либо применения в качестве тисков, надежно фиксирующих детали в процессе сварки.
Сварка трубопроводов осуществляется при помощи специально предназначенных для этого струбцин с шарнирами и винтами, при помощи которых можно фиксировать трубы различного диаметра.
Струбцины для сварочного стола могут оснащаться кулачковыми фиксаторами или винтами, регулирующими расстояние между зажимами. Рекомендуется приобрести фиксирующие устройства разных типов и размеров. При их выборе необходимо исходить из характера выполняемой работы и размеров свариваемых деталей. Самым простым и надежным вариантом самодельной конструкции является угловой фиксатор.
Виды комплектующих в наборах оснастки сварочного стола
1. Струбцины.
Итак, как мы выяснили, что при помощи струбцин для сварочного стола быстро и точно фиксируют заготовки на время работы. Они отличаются многообразием типов и размеров, закрепляя детали как в горизонтальном, так и в вертикальном положении. Самой распространенной является быстрозажимная скоба, интенсивно, быстро и ровно фиксирующая заготовки.

2. Упоры.
Необходимы для того, чтобы подогнать и правильно зафиксировать заготовки. Изготовленные из конструкторской стали, оцинкованные или вороненые, упоры отличаются компактными размерами.
3. Болты.
Современный рынок предлагает различные виды болтов: позиционирующие (выступают в качестве направляющего элемента), быстрозажимные (мгновенно фиксирующие заготовки), болты с потайной головкой (незаметно закрепляющие детали). Все фиксаторы отличаются простотой использования, удобством, а также прочным, защищенным от коррозии корпусом.
4. Опоры.
Опоры имеют регулируемую стойку и могут быть дополнены колесиками. Во втором случае сварочный стол обретает мобильность, позволяющую перемещать его в пределах мастерской. Такие приспособления отличаются надежностью, практичностью и долговечностью.
5. Углы.
Правильная фиксация заготовок достигается за счет использования вертикальных, горизонтальных или упорных углов. Они имеют различные типоразмеры, изготавливаются из стали или алюминиевого сплава (упорные углы), могут быть оцинкованными или воронеными.
6. Блоки расширения.
Рабочую поверхность сварочного стола в горизонтальной и вертикальной плоскостях можно увеличить за счет применения блоков расширения, изготавливаемых из конструкторской стали. Производители предлагают фиксаторы различных типоразмеров.
7. Установочно-закрепляющие приспособления.
Удобнее всего в процессе сварочных работ пользоваться скобами, с помощью которых можно правильно расположить и зафиксировать заготовку в нужном положении, вставив ее в зажим и затянув винты или эксцентрики. Детали могут крепиться в одной или двух плоскостях под углом 90°. Для освобождения готового элемента из фиксатора один из зажимов выполняется поворотным.
8. Приспособления с магнитами.

В процессе работы удобно пользоваться магнитными струбцинами для сварочного стола, которые за счет магнитов соединяют и удерживают заготовки.
- Магнитными угольниками – широко распространенными приспособлениями. Производители предлагают широкий выбор магнитных струбцин для сварочного стола разной формы, с дополнительными крепежами, позволяющими изменять угол расположения заготовок. Они облегчают работу с листовыми элементами, рамными конструкциями, стойками и пр., соединяемыми под определенным углом.
- Универсальными магнитными приспособлениями, к достоинствам которых относится большая функциональность и универсальность по сравнению с обычными угольниками. Удобство и простоту сварочных работ с их использованием можно оценить, воспользовавшись струбциной MagTab (Strong Hand Tools).
Такие фиксаторы для сварочного стола сокращают время, затрачиваемое на сборку заготовок, и обеспечивают высокое качество готовых деталей. Простота, удобство использования, невысокая стоимость делают эти струбцины необходимым оборудованием домашней мастерской. Такие приспособления можно сделать самостоятельно, достаточно приобрести постоянные магниты или электромагнит. Главное – не забывать о том, что высокие температуры (а в ряде случаев и не очень высокие) приводят к размагничиванию магнитов.
Разновидности струбцин для сварочного стола
Струбцины для сварочного стола позволяют фиксировать заготовки под углом 45°, 90°, 180°.
1. Струбцина универсальная.

Такие приспособления фиксируют круглые и плоские элементы под углом и 90° и 180°. Высота составляет около 200 мм, вылет – 200 мм.
2. Струбцина 45°.

Подходит для фиксации плоских и округлых заготовок под углом 45°. Высота струбцины для сварочного стола составляет 200 мм, вылет пятки – 200 мм.
3. Быстрозажимная струбцина.

Используется в серийном производстве. С ее помощью можно быстро фиксировать заготовки, однако струбцину необходимо настраивать по высоте, что снижает целесообразность ее использования для разовых работ. Применяется в работе с округлыми и плоскими деталями.
Конец винта может быть дополнительно оснащен штурвалом для зажима заготовок. Самой простой и наиболее распространенной конструкцией струбцины для сварочного стола является приваренная или зафиксированная другими способами небольшая перемычка, изготовленная из квадратной трубы или прутка.
Мелкие детали в процессе сварочных работ удобно фиксировать с помощью простейшей G-образной струбцины, которую можно изготовить самостоятельно. Для этого необходим профиль, который подрезается и загибается для того, чтобы получить основную раму нужной формы. Приварив к верхней части конструкции гайку с винтом, вы получите простой фиксатор для сварочного стола.
Несмотря на простоту, он надежно фиксирует небольшие по размеру заготовки, существенно облегчая сварочные работы. Для более надежной фиксации деталей без сдвигания их в процессе затяжки лучше использовать винт с подвижным пятаком на одном конце.
Самые распространенные струбцины для сварочного стола регулируются в зависимости от размеров обрабатываемых деталей. Их необходимо крепить на жесткой поверхности рабочего стола или на металлическом верстаке.
Преимущества и нюансы угловой струбцины

При помощи угловых струбцин для сварочного стола под разными углами соединяют трубные заготовки, имеющие различную конфигурацию. Таким образом собирают рамные конструкции для калиток, готовые узлы трубопровода или регистры отопления.
Струбцины для сварочного стола могут иметь как постоянный, так и изменяемый угол соединения.
При разработке эскиза и выполнении чертежей необходимо учитывать следующее:
- Чтобы детали надежно стыковались и фиксировались друг с другом, прижимные губки должны иметь достаточную толщину. За счет этого минимизируется вероятность деформации заготовок в процессе сварочных работ.
- Отдельного внимания заслуживают прижимные винты. Лучше, если гайки и прижимные детали струбцины для сварочного стола будут изготовлены из меди или обмедненной стали с винтовой резьбой. Такое решение увеличивает срок службы фиксатора. Винтовую резьбу можно заменить метрической с как можно большим шагом.
- Значение имеет величина рабочей поверхности при соединении и сварке заготовок. Оптимально, если сварку можно выполнять с трех сторон зафиксированного узла.
Конструкция струбцины представляет собой основу с упорами. Эти приспособления могут фиксироваться под определенным углом с возможностью регулировки градуса стыковки.
Чтобы зафиксировать основу, на нее наваривают гайку с вкрученным винтом. Благодаря подобной конструкции можно работать с деталями разного размера, но не более 400 мм. Обработка заготовок большей величины требует использования стапеля.
В конце следует отметить, что струбцина для сварочного стола является универсальным приспособлением, облегчающим работу с любыми металлами. Сварщики, конечно, могут обойтись и без нее. Но в таком случае будет страдать как производительность труда, так и собственный комфорт мастера.
Скобы различаются по размерам, форме, отсутствию или наличию возможности регулировки зева. Наибольшим удобством отличаются быстрозажимные приспособления, в которых для фиксации используется кулачковый механизм. Сварщику стоить купить набор разнообразных струбцин для сварочного стола, так как даже в процессе работы с одной заготовкой может возникнуть необходимость в применении нескольких зажимов разного размера и конфигурации.
Прототип струбцины для сварочного стола

Все, кто интересовался стоимостью профессиональных сварочных столов и аксессуаров к ним, знают, сколько стоит любая маленькая деталюшечка, любая скромненькая струбцинка или зажимчик. Погрузившись в эту тему могу сказать, что цена хоть и высокая, но весьма оправданная. Есть там куча мелких деталей, которые важны для ответственных работ. И вот эти самые мелкие детали очень здорово повышают трудоемкость изготовления оснастки — отсюда и цена. Зато удобство работы с профессиональной оснасткой отменное.
Но как быть, когда нет возможности заплатить 10 тыс.руб. за струбцину? В поисках ответа на этот вопрос мы сделали прототип струбцины для своего стола.

Что могу сказать — РАБОТАЕТ. Прижимает. Держит. Себестоимость невысокая.
Есть вопросы по оптимизации конструкции и применяемым материалам, но это все решаемо.
Комментарии 17
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

молодец, вот бы еще струбцина удлинялась по радиусу, вот тогда вообще звездолет, еще бы штучек 10 струбцин и цены не было столу

Имею мнение, что постепенно сия струбцина помнет столешницу конкретно вот этого стола. Ибо имхуется мне, что солешница сделана из Ст3 или чего то вроде, ну не выше Ст20 я так думаю. А значит — гвоздилин… Плюс малая толщина, плюс необходимость держать изгибающую нагрузку от нехилой консоли струбцины. Короче все предпосылки к порче геометрии гнезд в наличии :( Выход вижу либо в увеличении толщины столешницы до 12-15мм (что дофига тяжело по массогабаритам и деньгам), либо наточить втулочек и поприхватывать их снизу к столешнице, тем самым сделав длинные базы для стержней струбцин (что крайне ценно в плане самозаклинивания девайса) и попутно размазав нагрузку с торцев отверстия столешницы на вменяемую площадь торца втулки.
Вроде понятно изложил, не? :)

8ми миллиметровую столешницу продавить на такой площади?! Данунафиг…Нахрена такое конское усилие затяжки при сварочных работах? Из принцИпу?
П.с. но струбцина за десять штук, это конечно сильно))) можно сделать самому в десять раз дешевле и с теми же прочностными характеристиками

Как говорилось в одном старом анекдоте, "вы посмотрите на этот мир, и на эту струбцину" (которая за 10 тыс). Ответственно заявляю, струбцины Siegmund или Demmeler своих денег стоят, и отрабатывают вложения на все 100500%. Сделать нечто подобное самому, да еще и в 10 раз дешевле, без хотя бы начального уровня станков точно не выйдет.
Другое дело, что по воробьям из пушки не стреляют, и большинству эти дорогущие космические струбцины просто ни к чему, потому что просто нет задач, где они себя полноценно проявят. И вот для этих случаев нужно что-то более простое. Собственно, что мы и пытаемся сделать.
Ну я как бы с позиции станочника говорил…я и мощнее забацаю, с трапециидальной резьбой, и в тысячу уложусь.))
Так-то конечно :)
У прототипа с фото себестоимость-то тоже невысокая. С трапецией мы не стали возиться ради того, чтобы снизить время изготовления. Интересно было понять, как себя поведет узел крепления к столу: будет ли держать, не станет ли заминать края отверстия итп.
А я вот не вкурил, если честно, эту кострукцию. Как эта струбцина в отверстии крепится? И как можно замять отверстия в восьмерке(!), используя струбцину по назначению, то есть, зафиксировать свариваемые детали? Там вроде и не нужно такое усилие что бы 8мм вывернуть. И трапеция там нафиг не нужна. Имхо.
Вертикальный стержень просто вставляется в отверстие. Разница в диаметрах отверстия и вставляемой части — не более 0.1мм. Когда начинаем прижимать детали стержень перекашивается и вся конструкция заклинивается в отверстии. Держится все на трении.
Теоретически, при больших моментах затяжки есть риск замять вставляющейся частью стержня края отверстия. По факту я пока заметил, что штифт имеет больше следов износа (хотя он из 30ХГСА сделан).
Трапеция если и нужна, то только для того, чтобы меньше крутить крутилку приходилось, чтобы подстраивать струбцину под деталь. Для остальных целей обычной метрической резьбы достаточно. Разве что саму шпильку взять посерьезнее в плане прочности — 10.9, например.
Геморная конструкция конечно…мало того, что надо следить за чистотой отверстий с таким зазором, так еще и струбцины станут расходником. Почему вместо штифта не сделать резьбовую шпильку и затягивать это всё?
А как затягивать?
Резьбу в отверстиях нарезать — не вариант, потому что за ее чистотой следить еще сложнее, чем за чистотой простого отверстия.
Снизу втулки приварить с резьбой? Опять-таки, эти втулки нужно сперва изготовить и приварить, а потом у них тоже будет проблема с забиванием резьбы.
Просто прикручивать снизу гайкой? Так это ж под стол нужно каждый раз лазать1 Хорошо, если стол 800х800, а если 2000х1600, как нам недавно заказали?
В дорогих столах эта проблема решается весьма изящно. Там столешница имеет толщину 35-40мм, а струбцина крепится с помощью специального болта. Поворачиваешь его головку — и снизу, под столешницей, выдвигаются 4 стальных шарика, которые надежно фиксируют струбцину в отверстии. Само собой, что такой болт имеет довольно сложную конструкцию и требует хорошей точности изготовления, что сказывается на его стоимости.
Поэтому, мне кажется, в нашем случае правильнее сделать заменяемой нижнюю часть струбцины. Стоить она будет копейки, а менять ее придется не так уж и часто. И не факт, кстати, что придется.
Да. Хороший выход по замене штифта у струбцины. Хотя я думаю если затягивать их без фанатизма, то они достаточно долго поживут.
Да. Весь смысл струбцины в чем — прижать детали не дать им сместиться, пока прихватываешь точками. Для этого безумного момента затяжки не требуется. Поэтому если вставляющуюся в отверстие часть делать не из гвоздилина, а более-менее приличной стали, она проживет очень долго.
Абсолютно верное мнение. Именно поэтому я и говорю про "есть вопросы по оптимизации".
Наваривать втулки — это ведь тоже материалы-время-деньги. Втулки же тоже не растут на елке — их наточить надо (64 штуки на один блок, на минуточку). Для себя любимого сделать — не проблема, а вот захочет ли за это платить клиент (и не будет ли дешевле просто сделать толстую плиту)? Хотя идея, конечно, заманчивая.
Есть идея применить капролон или делрин — чтобы не изнашивались края отверстий. С другой стороны, 8мм — это весьма серьезно. С учетом того, что сталь применяется 09Г2С, которая еще от термообработки заметно подкаливается, есть вероятность, что скорее сносится штифт струбцины. Если его сделать из современных пластиков, да еще и с возможностью сменить, отверстия точно никогда не умрут.
Быстросъёмные струбцины для сварочного стола.

Недавно я сделал большой складной сварочный стол (часть 1, часть 2), и вот дошли руки до изготовления струбцин. Вариант с покупкой отпал как-то сам собой – около 5 тысяч за штучку, а мне надо около 10 штук – таких вещей всегда не хватает )). Получается около 50 тысяч – многовато… Правда, и при цене в 1.5-2 тысячи я бы сделал такой же вывод )).
На самом деле фирменные мне и не очень подходят – у них внизу просто штырь с упором, который перекашивается и заклинивается в отверстии стола. Но для этого «столешница» должна быть сделана из 15 мм листа (или около того). У меня же – лист 3 мм плюс фанера 24 мм. Если взять простую струбцину и отрезать у неё верх, а вместо него приварить болт, как обычно делают самодельщики, то такая за счёт резьбы держаться будет. Но, во-первых, жалко струбцины, а во-вторых, при такой схеме струбцина перекашивается и давит уже не ровно сверху, а под углом.

Решил делать с цанговым зажимом. Самый простой способ – вместо него использовать разжимной дюбель, как я и планировал.

Но я чуть «прошиб» с диаметром отверстий в столе – они на 0.5 мм больше, чем хотелось бы. Пробная струбцина показала, что и так всё работает, но нужен доворот эксцентрикового рычага.
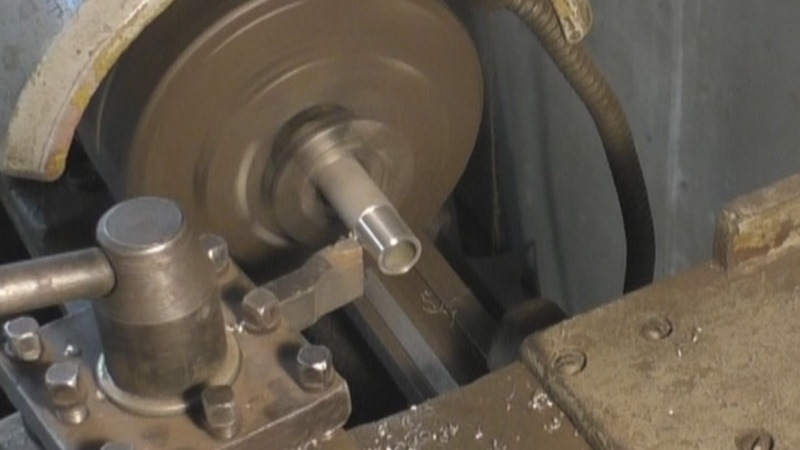
Тут я нашёл подходящую трубку ф15 мм, и решил из неё сделал цанги. С ними всё чётко – одно движение – и струбцина закреплена намертво.
С трубочки пришлось снять лишние 0.5 мм:
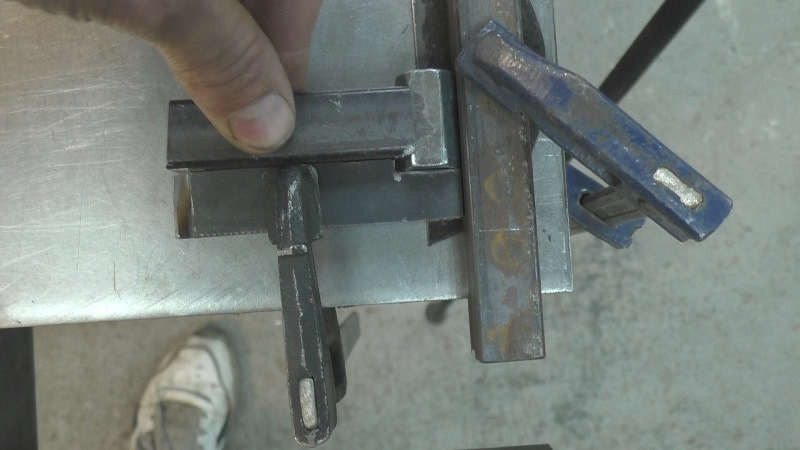
По самой струбцине всё понятно – стойка и поперечина из трубы 20х20 мм, скользящая направляющая – из трубы 25х25 мм. Сзади небольшой упор – чтобы уменьшить опрокидывающий момент – из уголка 30х30 мм.


Резьбовая часть – болт М10 длиной 100 мм, длинная гайка М10. Воторок – из гвоздя 150-ки, ф5 мм. Упорные шайбы – отходы от сверления корончатым сверлом ф25 мм, толщина – 3 мм.



Внутренняя тяга – из круглой арматуры ф10 мм. Конусы для разжимания цанги можно было сделать из гайки М8, но они мне чуть маловаты. Нарезал и выточил из старой рулевой тяги.

Эксцентриковые рычаги имеют ход 2.5 мм – достаточно для разжимания моей цанги.

Ещё добавил пружинки для возврата тяги при отпускании рычага. Можно и без них, но захотелось «по красоте» )).
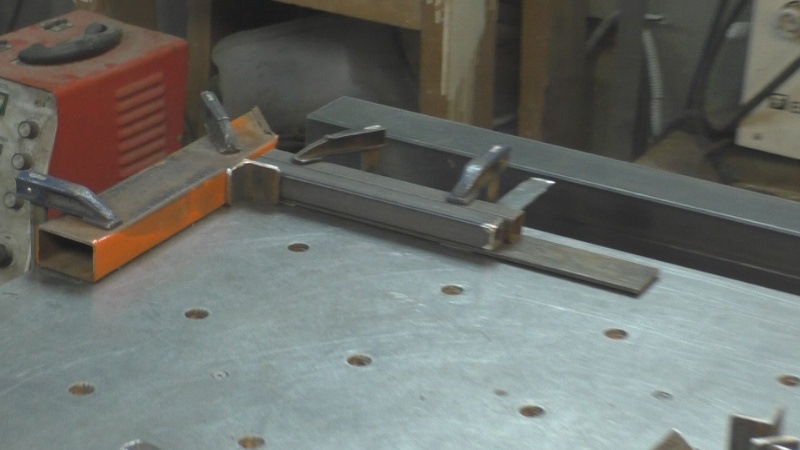
Так как делал сразу «партию», то старался оптимизировать процесс — делал подобия кондукторов:
Для приваривания гайки:
Для приваривания направляющей:

Для приваривания опорной пятки:
Для пропила в цанге:
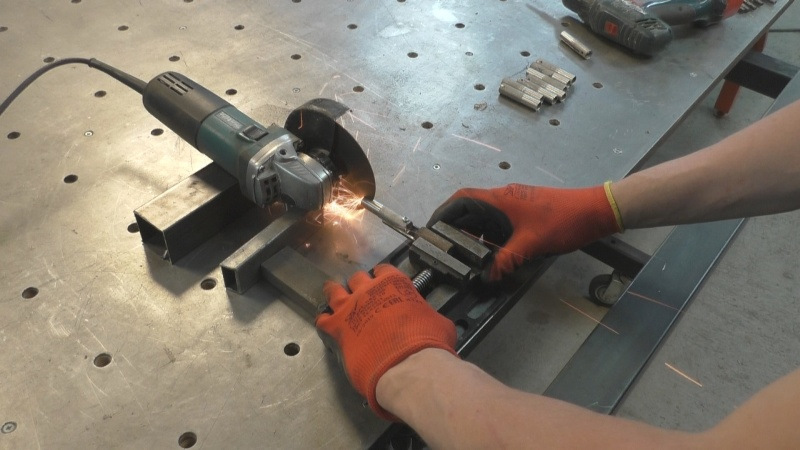
Ну и для сверления прутков:


Вот и весь сказ, теперь можно работать…
Подробней можно посмотреть в видео
Надеюсь, Вам понравилось и, может, кому-нибудь пригодится ))
Спасибо за внимание, если будут вопросы — отвечу с удовольствием!
Всем удачи, пока!
Приспособления для сварочного стола
Читайте также: