Привод стола планшетного принтера
Обновлено: 14.05.2024
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Ближайшим окружением была поставлена задача сделать планшетный принтер из обычного цветного для печати на пряниках и тортах пищевыми чернилами. Пошерстив интернет , просмотрев ролики на ютубе пришёл к выводу что это возможно , но варианты и подходы к решению задачи у всех были разные. Кто то ограничивался простой механической переделкой , кто то создавал частично автоматическое управление .Для себя я сформировал техническое задание , основными критериями которых были следующие принципы:
- Полностью автоматическое управление.
- Доступность комплектующих и деталей.
. Простота в управлении и надёжность.
При выборе принтера остановился на фирме эпсон у них печатающие головки служат дольше чем у кэнонов. Большая производительность моего заказчика не интересовала , поэтому формат А4 нас устраивал , да и ценник принтеров формата А3 круто лезет верх . Свой выбор остановил на модели Epson L132 с системой подачи чернил СНПЧ . Бюджетный принтер, дальнейшее развитие моделей L110, L120. Но по внешнему виду запчастям компоновки деталей они взаимозаменяемы , даже платы управления одинаковы, я думаю отличаются лишь прошивкой.
Временем я ограничен не был , периодически возвращаясь и делая перерывы осилил этот проект более чем за год. Естественно основным помощником мне служил мой китайский трудяга 3D принтер , на котором были распечатаны основные детали , а часть комплектации была приобретена в хозяйственном магазине и на китайских торговых площадках .
Конструктив прост и думаю понятен ,по фотографиям , для 3дешника. Сделаю несколько пояснений. Столешница ДСП размером 840х500мм. На ней размещены направляющие из алюминиевого уголка 20х20мм.

Общий вид

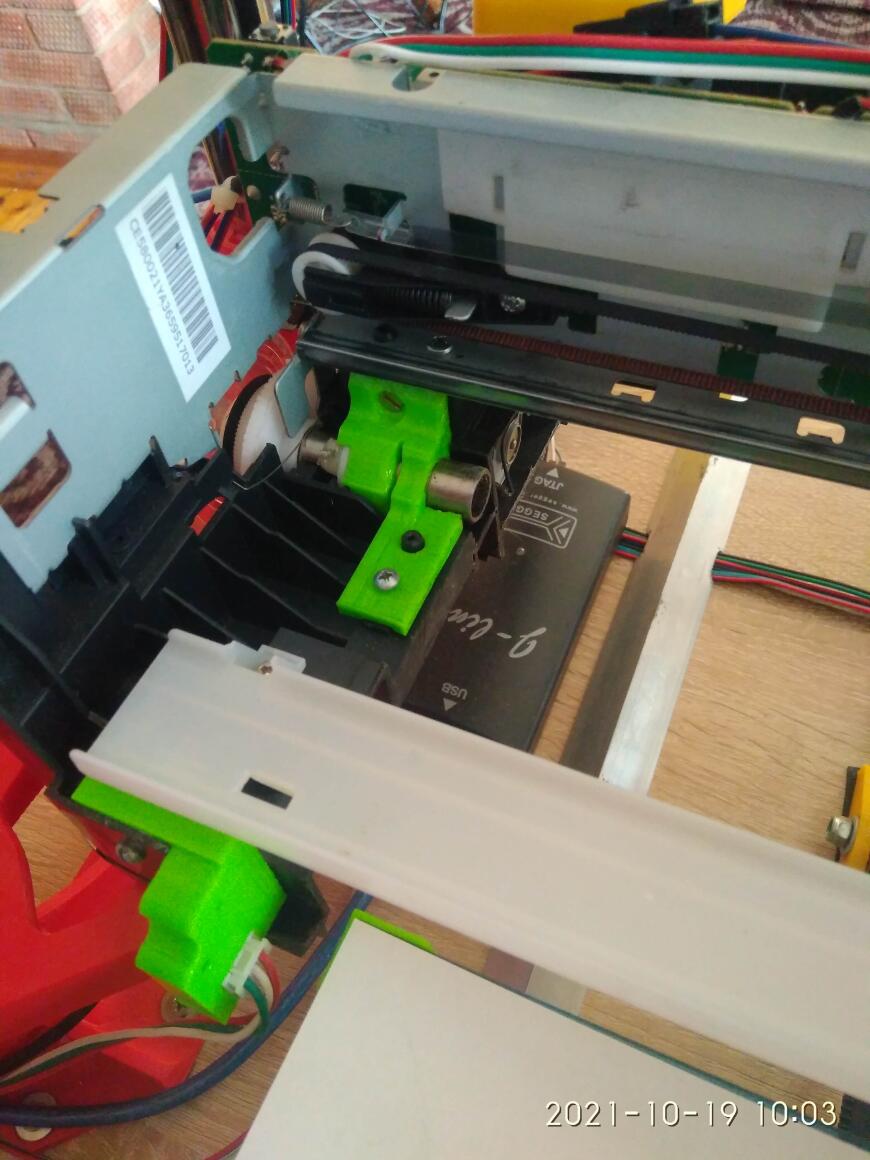
Ось Y.
Платформа с роликами для принтера. Пара роликов по одной направляющей закреплена жёстко , вторая пара с небольшим люфтом в поперечном движению положении . Это позволяет избежать при перемещении не желательных колебаний платформы вызванных не соосностью направляющих .
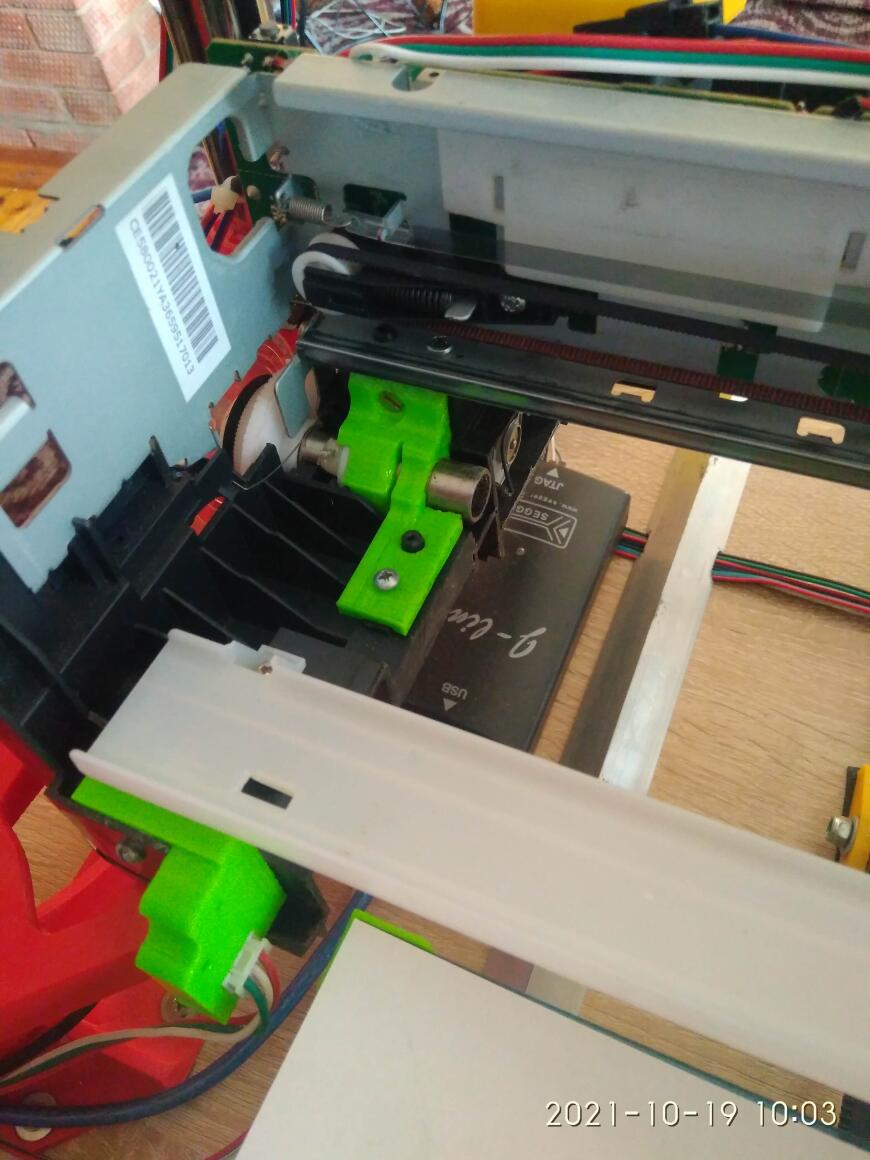
Ось Х
Это движение самой печатающей головки принтера . На самом деле нас интересует только этот механизм в принтере. Половину запчастей придётся извлечь . Нас не интересует механизм захвата и подачи бумаги . А также механизм протяжки, но здесь кроется засада . Механизм подачи бумаги через шестерни связан с насосом прокачки чернил, он нам нужен , но об этом я расскажу ниже. Всё это придётся выкинуть , а также выпилить нижнюю часть корпуса .
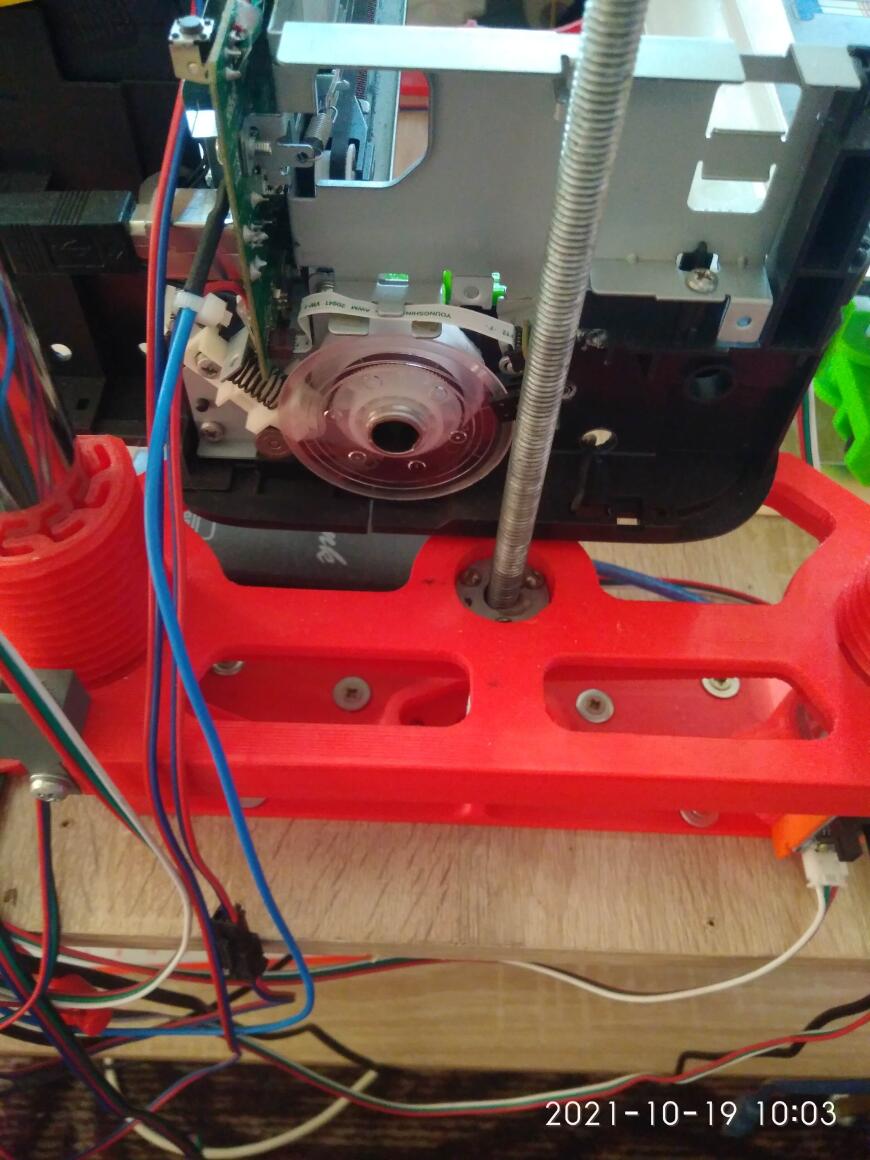
Оставляем часть вала , ту часть, которая соединена с диском энкодера . Обеспечиваем его креплением, с помощью распечатанной втулки . Именно диск энкодера даёт нам информацию о перемещении бумаги , а в нашем случае столика, размещённого на платформе по оси Y.

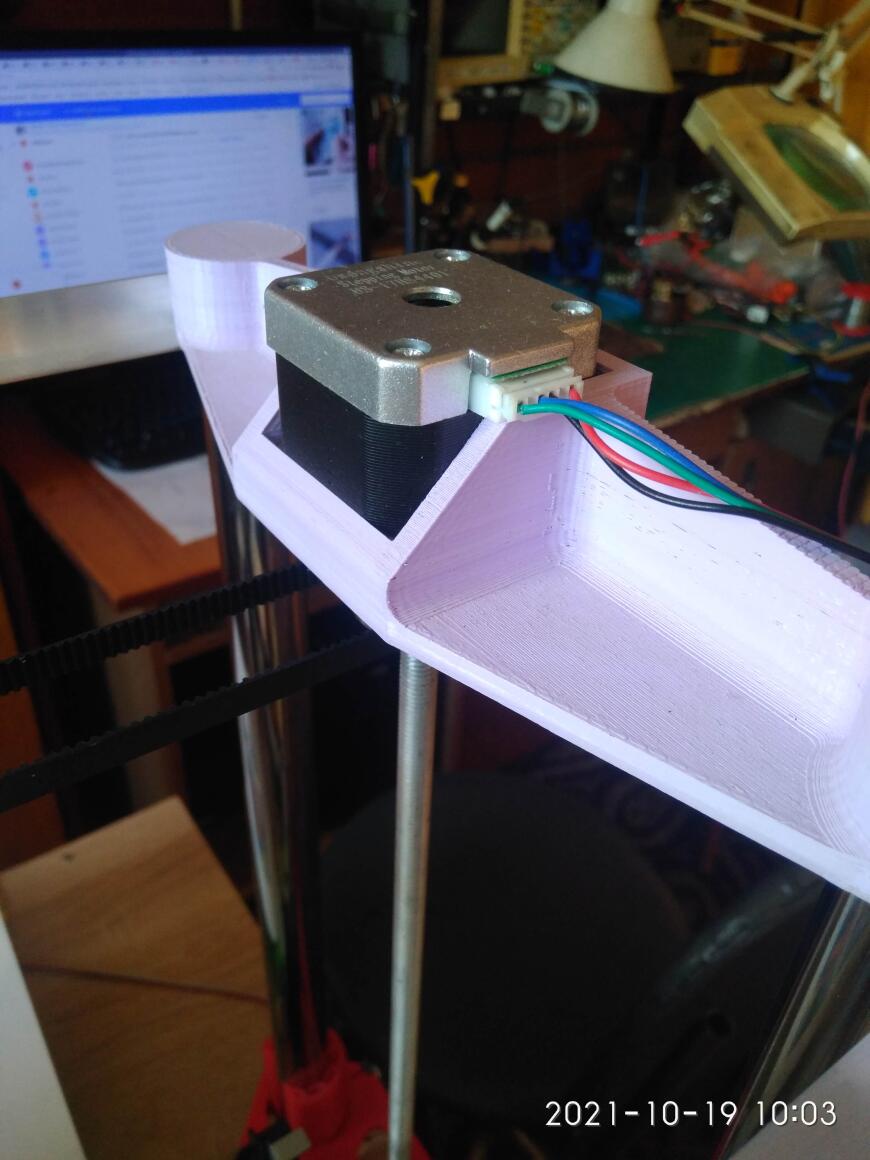
Ось Z
Тут было два варианта либо мы изменяем высоту столика , либо поднимаем принтер над столиком. Я остановился на втором варианте.
В качестве направляющих хромированная труба диаметром 25мм. ,приобретена в хозяйственном магазине , где она используется для каких то потребностей в ванной. От трапециидального винта отказался, в следствии отсутствия нужды в такой точности , заменив на шпильку диаметром 8мм. Изначально поставил два двигателя запитав их от одного драйвера и соединив их последовательно . Но в конечном варианте оставил один двигатель соединив шпули через кольцевую ременную передачу.
Контроллер
В качестве платы управления была выбрана плата контроллера для 3D принтера ,благо на нём всё необходимое уже есть и с избытком . Не большие переделки были . Но они незначительны. Взял 32-х разрядную с процессором LPC1768 Bictreetech skr v1.3 .
Двигатели , шаговики Nema17, с разным форм фактором 60мм. по оси Y и 38мм. по оси Z .
Программа
Писал на Си , на плате есть разъём для программирования контроллера , респект разработчикам, С алгоритмом пришлось повозиться . Сменил несколько. Основная засада в том , что принтер думает , что он печатает на бумаге, но мы то знаем ,что он печатает на столике . Информацию о передвижении мы получаем от датчика энкодера . Эту информацию надо обрабатывать в реальном времени, запаздывания движению не должно превышать несколько миллисекунд.
Шаговики не рассчитаны на большие скорости , у них крутящий момент падает с её увеличением . Поэтому выбор пал на шаговик с форм фактором 60мм. и желательно выбирать мотор с малой индуктивностью обмоток. Изначально по оси Y ставил два шаговика с двух сторон, они управлялись каждый своим драйверами. Сигналы управления были общими .
Торт обладает массой , которая может доходить до двух килограмм, что требует значительного момента для старта и торможения . В конечном итоге всё таки остановился на одном двигателе. Драйвер принтера позволяет печатать с разной скоростью . На малых скоростях при установке высокого качества печати достаточно и одного двигателя.
Алгоритм
Который оказался рабочим,основан на принципе прошедшего пути . Зная путь на , который провернулся вал , и диаметр вала , не трудно рассчитать и расстояние на которое будет перемещаться платформа.
Техническая документация на принтер рассчитана на сервис центры по ремонту и не предлагает полную информацию . Для меня было загадкой сколько импульсов даёт энкодер за полный оборот вала , я предполагал что эта цифра должна была быть кратно 360 -ти, но в конечном итоге она оказалась кратна 180 -ти.
Что необходимо учитывать при движении столика , так это датчик бумаги . Этот датчик отслеживает начало бумаги и её конец относительно старта, и в случае если это время выйдет за рамки заранее заданного диапазона принтер выдаст ошибку «Замятее бумаги». Это время было определено эмпирически. С начало я ставил оптический концевик, но в конечном варианте формировал этот сигнал программно и подавал его на плату управления принтера в нужный момент времени относительно момента старта.

Столик
Установлен на платформе, на четырёх регулируемых по высоте винтах , верхняя его часть выполнена из оргстекла формата А4 толщиной 4мм.

Панель управления
Состоит из семи кнопок . Две это перемещение по оси Y, вправо влево , две по оси Z , вверх вниз . Одна кнопка аварийного останова ,кнопка управления перистальтическим насосом . На нём я остановлюсь немного подробней. Я писал ,что он связан системой шестерён, с валом подачи бумаги . Предназначен для подачи чернил в головку принтера и прочистки дюз . Так как шестерни с валом были удалены пришлось искать замену. Наши китайские друзья и здесь меня выручили, на ебее нашёл подходящий, с двигателем на 12в. Подключил к ШИМу, на плате контроллера уже всё это есть. Установил переключатель на два положения с возможностью управления автоматом и ручное. Это было необходимо , так как принтер в некоторых случаях начинает безбожно качать чернила.
Да. ещё, обязательно вентилятор, для обдува радиаторов драйверов TMC2208 . Без него во время печати они перегревались и возникали пропуски шагов. Ну и кнопка автоматической установки высоты печати.

Емкость для сбора чернил с насосом
Питание
24в. 3А. такое напряжение выбрано из за необходимости быстрого старта и высокой скорости.

Датчики
В основном это концевики ,ограничивающие движение, по всем направлениям и лазерный датчик , излучатель и приёмник, установленные на фронтальной части принтера . Сигналы с этого датчика используются для автоматического задания высоты между печатающей головкой и объектом печати в пределах 2-3мм

Стол
Выполнен из ДСП, рама сварена из металлического профиля 15х15мм. Из нижней части столешницы выдвигается небольшая площадка для установки ноутбука. Печать деталей из АBC , только втулки распечатаны из PETG . Изначально планировал использовать нейлон , но в принципе и так работает.Печатать можно не только на пряниках , но и на дереве , керамике , тканях , в общем на любой плоской поверхности. Проблема только в чернилах однажды заправив под определённый вид материала сложно перейти на другие чернила особенно это касается пищевых и технических.
Подпишитесь на автора
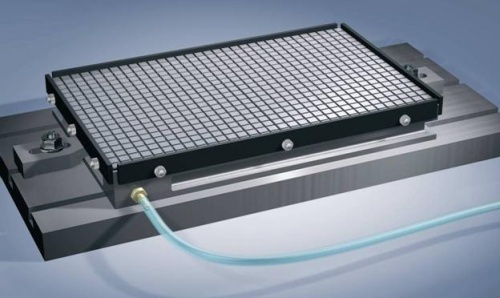
Варианты внешнего вакуумного стола для планшетного принтера
Решетчатые вакуумные столы - самый распространенный тип вакуумных плат. В пазы решетки укладываетсяуплотнение по периметру печатаемой заготовки, образуя замкнутый контур. Послезаготовка выкладывается сверху и базируется по эксцентриковым упорам на торцахплаты. При подаче вакуума заготовка плотно прижимается к поверхности платы.
Платы изготавливаются в различных исполнениях. Модульные платы имеютвозможность соединения между собой, образуя большую площадь закрепления.Круговые платы предназначены для закрепления колец и круглых заготовок. Подводвакуумного шланга возможен как с торца платы (обычное исполнение на крупных станках), так и в центре (закрепление наповоротных столах обрабатывающих центров и в печатных станков). Существует рядстандартных размеров плат из алюминиевого сплава либо стали (вариант исполнениядля магнитных столов станков), но зачастую размер платы определяется размерамистола станка.
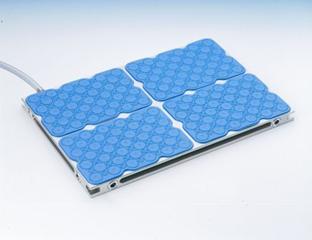
Вакуумные столы VAC-MAT
Платы для работы с жесткимиполимерными каркасами VAC-MAT. Устройство каркасов позволяет откачивать воздухиз объема множества камер, образующихся между заготовкой и резиновым каркасом.В результате становится возможной выполнение окон или обход по контуру заготовки с одногопрохода.
Всекаркасы имеют стандартный размер 300х200х2,5 мм, но различаются по жесткости,что в итоге влияет на точность изготовления обрабатываемой заготовки. Каркасыявляются расходным материалом и заменяются по мере повреждения режущиминструментом. Как правило, один каркас используется некоторое время после чего ,каркас заменяется.
ПлатыVAC-MAT могут быть выполнены в различном исполнении, в том числе, как и вслучае решетчатых плат - модульными. Также существуют адаптер- платы, которыеможно устанавливать на решетчатые платы для работы с каркасами VAC-MAT.
Шлицевые вакуумные столы
Данный вид плат предназначен длязакрепления заготовок с малой контактной площадью (мелкие изделия, заготовки сбольшим количеством отверстий и окон). Использование плоских каркасов,обладающих высоким коэффициентом трения, позволяет создаватьдополнительное усилие от сдвига заготовки относительно плоскости закрепления.
На плиту укладывается плоский каркас, в которомвырубаются отверстия, расположенные под опорной поверхностью заготовки, какпоказано на рисунках. При закреплении заготовка плотно прижимается к каркасу.На этих платах также как и на платах VAC-MAT возможна сквозная обработказаготовок. После вырубки отверстий, каркас будет являться шаблоном длязакрепления и обработки однотипных деталей. Специальное устройство, установленное на плате, позволяет работатьот магистрали сжатого воздуха или компрессора. Требуемое давление – 4-6bar. При этом низкое давление на рабочей поверхности платы составляет до940 mbar, или примерно равно 10% атмосферного давления. Создаваемоеусилие мало отличается от работы непосредственно с вакуумным устройством,поэтому нет необходимости использовать вакуумный насос.

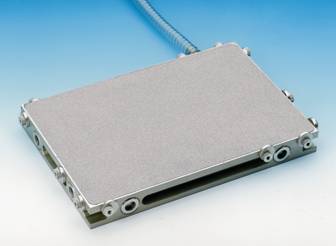
Столы с вставками из пористых материалов
Вакуумные платы из пористыхматериалов предназначены для обработки без использования СОЖ тонких листовыхматериалов вплоть до фольги. Однородная пористая структура рабочей поверхностивакуумных плат образует площадь, в пределах которой можно выставить по упорам изакрепить заготовку без дополнительных операций по переналадке платы наданную форму детали. Заготовка может быть любой конфигурации. Прижимающееусилие в этом случае будет зависеть от суммарной площади контактной поверхностизаготовки и платы, а также от качества обработки базовой поверхности заготовки.
Пористые блоки платы выполнены из различныхматериалов, разных по структуре и свойствам (спрессованные материалы соднородной пористой структурой и спеченные металлы: бронза, сталь, алюминий).Подбор материала выполняется специалистами на основе данных об обрабатываемыхзаготовках. Возможно выполнение вакуумных плат с точностью рабочей поверхности по плоскости 5 мкр. Платы могут бытьвыполнены по заданному размеру или в виде объединяемых модулей. Пористыематериалы могут поставляться отдельно в виде блоков максимального размера500х500х400 мм. При необходимости получения большего размера блоки могутсклеиваться в листы. После склеивания листы подвергаются вторичной механическойобработке для получения требуемой точности поверхности. Данный тип плат хорошозарекомендовал себя при проведении высокоточной гравировки тонких листовыхматериалов.
Другое назначение данных плат это закрепление материалов для точного ихизмерения на КИМ.

Вакуумные столы FLIP-POD
Вакуумные платы FLIP-PODбыли разработаны для закрепления крупных заготовок. Зажим с помощью даннойсистемы позволяет производить печать торцевых поверхностей заготовок за счетвакуумных присосов (элементов FP).
Каждый вакуумный элемент FPработает как самостоятельный клапан. Когда элемент перевернут в положениеприсосом вверх, происходит включение его в вакуумный канал (рабочее положение),в положении присосом вниз элемент FP занимает свое место внутри платы ивыключает подачу вакуума. Элементы FP, регулируемые по высоте, позволяютрасширить номенклатуру закрепляемых заготовок.
Размеры плат ирасположение элементов FP выбираются на основании данных по столу станка ивыполняемой на нем задаче. Существуют различные виды дополнительных элементовдля базирования заготовок. Плата может крепиться к столу станка при помощибоковых прижимов либо непосредственно через специальные крепежные отверстия всамой плате.
Отличие промышленного планшетного принтера от непромышленного планшетного принтера.
Нам как поставщику, который уже более 10 лет занимается поставкой исключительно промышленного полиграфического оборудования, часто задают вопрос «почему промышленные принтера такие дорогие», по сравнению с непромышленными аналогами, которые могут стоять на 50 % дешевле. Поэтому в этой статье мы хотим подробно разъяснить разницу между промышленным планшетным принтером и не промышленным планшетным принтером.
Прежде всего, промышленный планшетный принтер рассчитан для ежедневного круглосуточного использования, при условии регулярного технического обслуживании. Такое техническое обслуживание промышленных принтеров проводят, как правило, раз в полгода. Что касается не промышленных планшетных принтеров, то они предназначены, прежде всего, для индивидуально печати сверх малых тиражей. Поэтому не промышленные планшетные принтера имеют полное право перегреваться, и отказываться печатать большие тиражи хоть каждые два часа, и это не считается гарантийным случаем или браком в оборудовании, так как продавцы бюджетных не промышленных принтеров никогда не заявляют их как «промышленное оборудование».
Помимо надежности немало важный параметр это производительность, и здесь главная ошибка думать, что скорость печати зависит только от базы (Epson, Mutoh) на которой собран тот или оной принтер. Главное что влияет на скорость печати это скорость, с которой плата управления кинематики обрабатывает, и передает обратно сигналы на материнскую плату принтера. Приведем простой пример, на одинаковой платформе Epson 1390\1410 формата А3+. Наш клиент приобрел два принтера, один у нас промышленный Dreamjet 329 модель на 6 каналов за 450 000 рублей, другой не промышленный отечественной сборки за 310 000 рублей. На первый взгляд не промышленный принтер стоит на 140 000 дешевле. Но при печати с одного и того же ПО Partner Rip, при одинаковом разрешении печати и файле, время печати резко отличается. Промышленный принтер формат 300 на 550 мм печатал 2 минуты, и не промышленный 15 минут. Качество печати образцов отпечатанных на промышленном принтере за 2 минуты и на не промышленном принтере за 15 минут не отличается. Вывод при одинаковых условиях не промышленный принтер не просто дольше печатает, а ровно в 7.5 медленнее промышленного аналога. Таким образом, чтобы догнать по скорости промышленный принтер необходимо 7.5 не промышленных аналогов. И здесь получается, что при промышленном применении покупать не промышленное оборудование просто убыточно.
Раз мы начали сравнивать платформы принтеров Epson 1390\1410, давайте рассмотрим подробно как они собраны.
Фото №1 кинематика стола по оси Y:

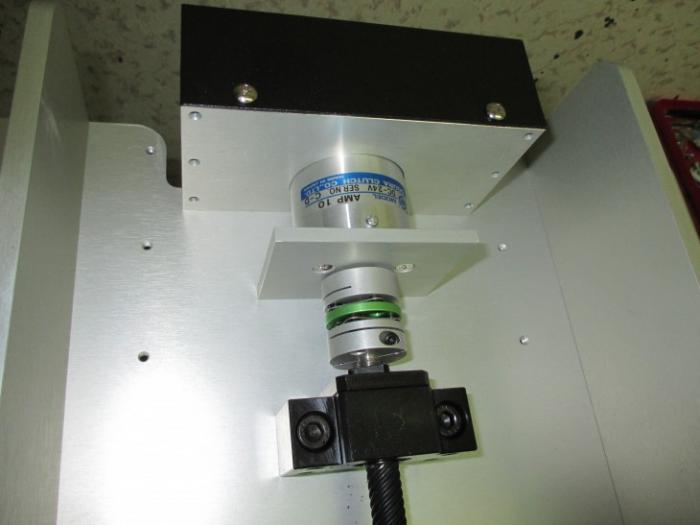
На фото, четко видно разную точность приводов, что в первую очередь влияет на попадание принтера в одно и тоже место при повторной печати. Все промышленное оборудование, как правило, использует технологию совмещенного энкодера и двигателя, никаких ремней и передаточных ремней - только прямой привод. Так же обязательным атрибутом промышленного оборудования является демпферная муфта.
Фото №2 кинематика стола по оси Z:

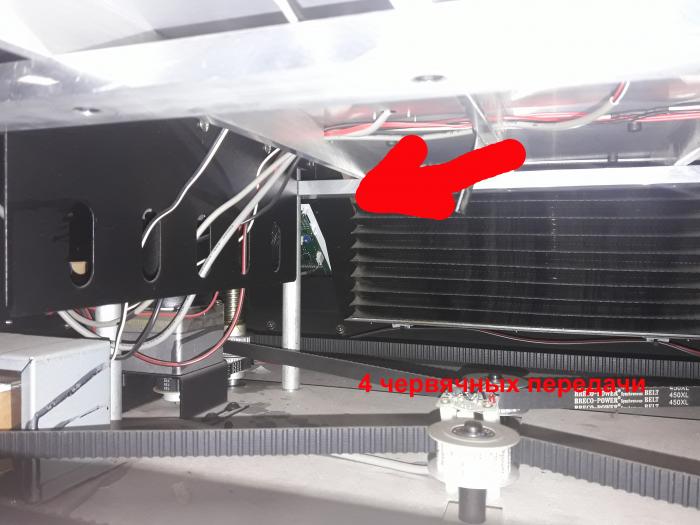
Мы четко видим, что в не промышленных принтерах зачастую кинематику на ось Z просто не ставят. И клиенты вынуждены настраивать высоту, подкладывая дополнительные предметы и подбирая их высоту. К сожалению многие производители не промышленных планшетных принтеров не считают нужным предупредить клиента о полном отсутствии кинематики стола по оси Z. Но фото кинематики промышленного принтера, мы можем видеть механизм из четырех червячных передач, который по средствам оптоволоконных датчиков вообще избавляют пользователя от регулировки высоты, самостоятельно. Сверх точная автоматическая регулировка высоты от печатной головки до материала, является обычным условием промышленного оборудования.
На фото № 3 мы видим разницу в СНПЧ:

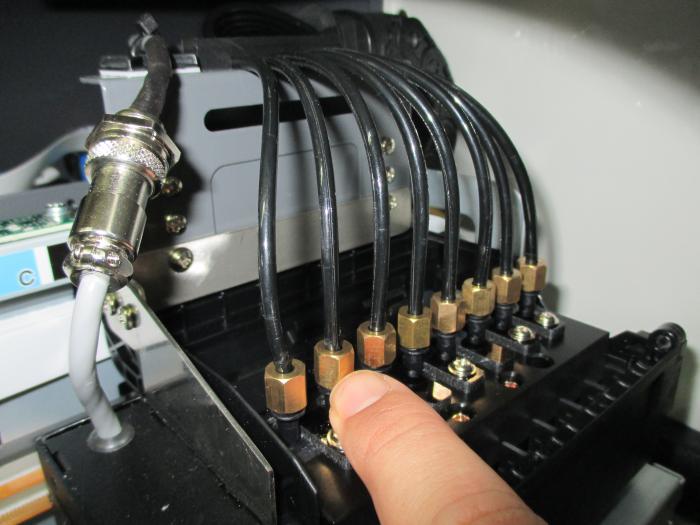
Как мы видим не промышленные принтера используют обычную СНПЧ для водной краски Epson, но как мы видим в СНПЧ залита именно сувенирная краска. То, что такая система просто разъедается сувенирной краской, и служит ровно неделю, как правило, клиенту не сообщают, все направленно на то, чтобы выдать минимальную отпускную цену. У промышленного принтера вы видим не только сольвентостойкую СНПЧ, но и систему фильтров на краску, без которой ресурс печатной головки снижается примерно в 7 раз.
В данной статье мы постарались быть объективными, и умышленно не называли производителя не промышленного оборудования. Если у кого то появятся более конкретные вопросы мы с радостью готовы на них ответить , как на форуме так и в индивидуальном формате.
Текстильный принтер своими руками — продолжение

Недавно я тут писал про текстильный принтер из, практически, подручных материалов.
Суть была исключительно убедиться в работоспособности идеи — и это удалось. Но на этих выходных я решил довести дело до конца, устранить выявленные косяки и максимально приблизить аппарат по функционалу к продаваемым решениям. Итак, начал с изготовления рамы.
Было решено делать из ДСП, т.к. материал довольно крепкий, имеет достаточную жесткость и довольно прост в сборке-обработке. Быстренько прикинул конструкцию, залез в интернет, нашел распил ДСП поближе ко мне, позвонил, отправил список деталей, попросил сразу же распилить поехал и через пол часа всё было уже у меня дома. бюджет — 25$
Второй нюанс был связан с проблемой удлиннения шлейфа для двигателя и датчика вращения — они находились на противоположной стороне от платы. Можно, конечно, было помучаться с паяльником, но я решил перенести всё на сторону платы — поэтому теперь между валом подачи бумаги и столом появились дополнительные ролики (вал то стал в обратную сторону вращаться). Решение было подсмотрено на буржуйских форумах — и, надо сказать оно очень хорошее. Пусть это выглядит смешно, но колеса от скейта очень хорошо подходят на эту задачу. Быстро нашел дешевый китайский скейт б/у за 10$.
В принципе — это все изменения в конструкции. Собрал всё и меня такой вариант порадовал — никаких люфтов, всё чётко и шикарно.
Третий нюанс был связан с печатью белой подложки. Существуют дорогие коммерческие RIPы, которые позволяют залить в дополнительные картриджи белый (для аппаратов, где кроме CMYK используются доп цвета — у меня это светло-голубой и светло-малиновый). Но дорогое решение идет в разрез с идеей сделать всё максимально дешево. Первым делом полез на все возможные ресурсы и торренты с пиратским софтом — увы, нужного мне решения не нашел. Зато случайно нашел информацию, что под линуксом через гутенпринт можно много чего настроить. Две ночи ставил убунту, но что-то у нас с ней не получилось подружиться — так она и не установилась, ругаясь на разные ошибки. Но копаясь по форумам нашел решение — winGP — позволяет печатать под виндой из гимпа через гуттенпринт. Ещё одна бессонная ночь ковыряния с его настройками, картридж залитый неправильными цветами (вместо лайтов залил желтый — что бы видеть когда какой цвет печатает) и вот настройки найдены — теперь принтер может печатать либо в режиме чистого CMYK не используя лайты, либо в режиме лайтов, не используя CMYK картриджи — так что смело можно печатать и белую подложку и картинку на одном принтере. Дело за малым — завтра закажу из Москвы белые краски и буду ждать.
Ну и вот несколько фото — на них понятна вся конструкция.
вот так теперь вращение передается через колеса от скейтборда




вот качество печати
Ну и для поднятия настроения — моя кошка, дрыхнущая в 5 утра пока я вожусь со своим монстром

UPD
По просьбам трудящихся — система привода стола
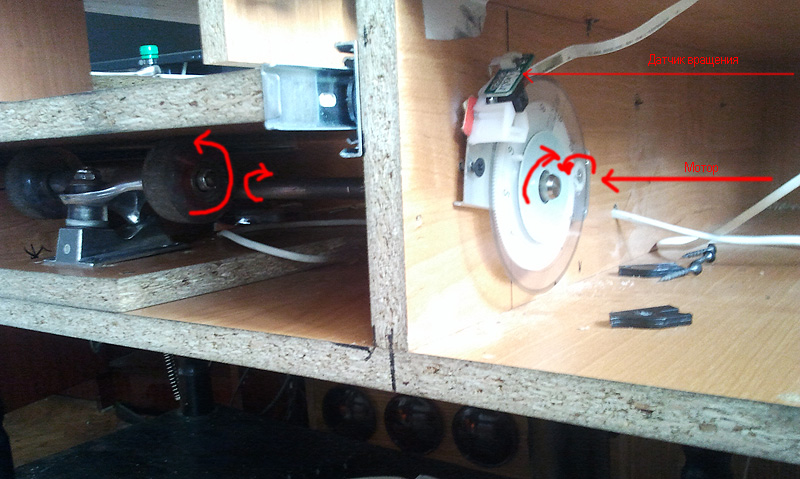

А тут четко видны два модуля — это выдерается из принтера — печатающая часть и плата отдельно. Ну и привод, который на фото выше. ВСё. Вот три таких куска и больше ничего хитрого.

UPD: Завел свой блог, где буду делиться информацией по мере переделки принтера. Кому интересно — заходите на принтмод — блог посвящен как переделке принтеров под печать на текстиле, так и переделке принтеров в целом
О печатном столе 3D принтера, моём опыте и не только
Каждый охотник желает знать, где сидит фазан каждый владелец 3D принтера желает знать, как ему апнуть свой печатный стол. Именно об этом и пойдёт рассказ ниже.
Дело в том, что эта тема достаточно близка мне самому, так как я достаточно давно являюсь владельцем 3D принтера, и, так же, как и многие другие владельцы — прохожу через определённые стадии развития 3D-печатника, одной из которых является нестерпимый зуд, связанный со столом 3D принтера :-)
Почему вообще возникает этот вопрос? Дело в том, что стоковый вариант печатного стола у принтеров, как правило, оставляет желать лучшего: греется достаточно долго, а если ещё и принтер установлен в неотапливаемом помещении, а печатный стол подвергается воздействию сквозняков, — то принтер может постоянно останавливаться с ошибкой выхода за границы допустимого температурного диапазона. Таким образом, можно сказать, что родной стол «скорее мёртв, чем жив».
Хотя, конечно, я несколько утрирую, так как на своём 3D принтере с родным столом, я печатал добрых 3 года, и горя не знал. Просто на определённом этапе начинает надоедать это долгое ожидание и опасение за непрогнозируемый вылет с ошибкой.
Одним из достаточно популярных способов является установка так называемой силиконовой грелки, которая представляют собой бутерброд из нагревательного шнура высокого сопротивления и защитного силикона вокруг.
Плюсом таких грелок является то, что они могут обеспечить высокую скорость нагрева, и если раньше нагрев до 100-110 градусов занимал порядка 11 минут, то после установки такой грелки — время нагрева может быть уменьшено вплоть до 1 минуты (конечно, это сильно зависит от того, какой мощности грелка была установлена — рекомендуют ставить грелки от 300 Вт, а названное время в одну минуту было получено на силиконовой грелке, мощностью в 500 Вт).
Однако с новыми возможностями приходят и новые проблемы, одной из которых является некоторое утяжеление печатного стола, и если принтер построен по схеме «дрыгостол» :-) (то бишь во время печати, сам печатный столик перемещается), это может несколько увеличить нагрузку на всю конструкцию и инерцию системы. Но в моём случае — это не является проблемой, так как у меня принтер дельта-типа, и стол во время печати абсолютно неподвижен.
Второй существенной проблемой является снижение электробезопасности, так как грелка питается напрямую от 220 вольт.
Кроме того, скорее всего, выходной полевой транзистор, который установлен на самой плате 3D принтера, вряд ли потянет такую мощную нагрузку, поэтому необходимо городить некое промежуточное устройство, которое и позволит управлять грелкой. В качестве такого промежуточного устройства обычно используют недорогое китайское твердотельное реле FOTEK 40А, то есть, предназначенное на нагрузку до 40 ампер.
Управление этим реле производится с помощью штатного полевого транзистора 3D принтера, а схема подключения принтера выглядит следующим образом:
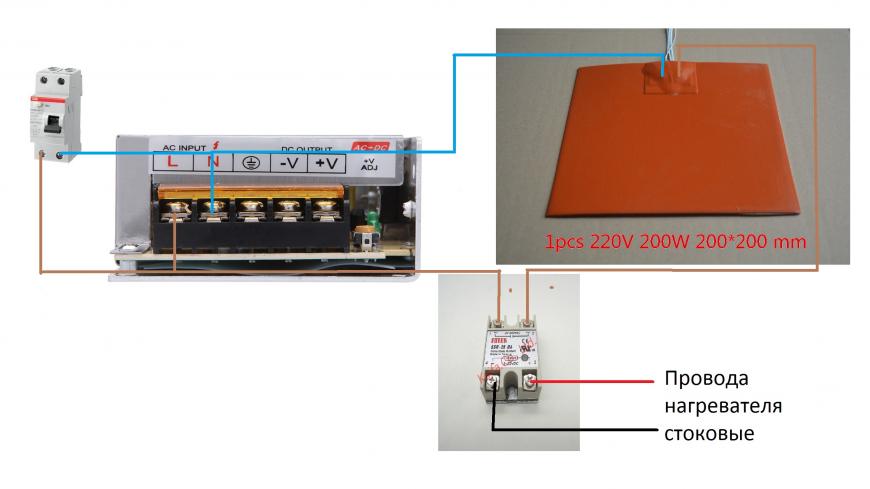
Картинка 3dtoday
Как можно заметить на схеме, прямо перед блоком питания установлен блок УЗО (то есть — устройство защитного отключения), которое позволяет защитить от поражения электрическим током, в случае возникновения утечек.
Для дополнительной защиты всей системы на случай превышения температуры, устанавливается керамический термопредохранитель с нормально замкнутыми контактами и определённой температурой размыкания сети. То есть, при достижении некоторой температуры — этот предохранитель размыкает электрическую сеть. Его можно поставить, например, на 130 градусов.

Несмотря на все эти плюшки, если вся эта система устанавливается на подвижный стол, то с течением времени мы в полный рост столкнёмся с износом соединительных проводов. Поэтому нужно ещё очень крепко подумать, а насколько вам всё это нужно? 3D печатники периодически выкладывают в сети фотографии выгоревших балконов и квартир, так что…
Кстати, если у вас есть собственные рецепты борьбы с поражением электрическим током и случайным возгоранием, будет интересно почитать в комментах!
Вторым весьма достойным способом (на мой взгляд), является использование стандартных возможностей печатного стола. Суть этого способа заключается в том, что мы снижаем сопротивление отдельных участков нагревательной дорожки на задней стороне алюминиевой пластины стола.
Например, если мы говорим о стандартном квадратном столе 3D принтера, то выглядит этот процесс примерно вот так:
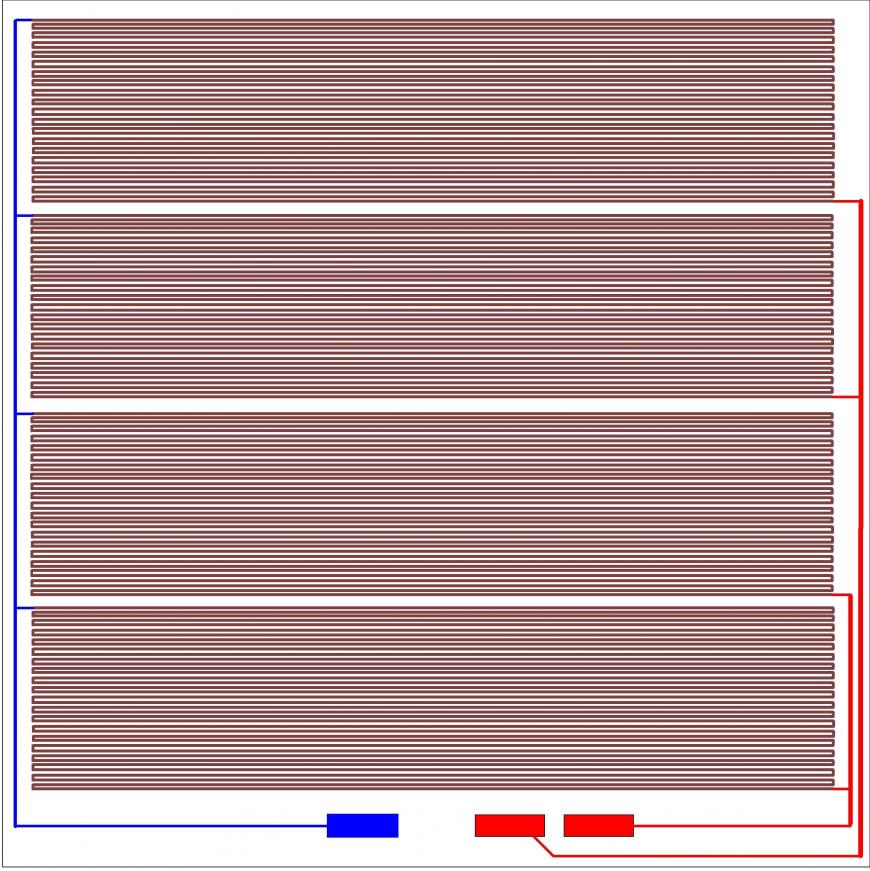
Как можно видеть, предыдущие четыре дорожки превратились в 8 штук. При этом если изначальное суммарное сопротивление всех нагревательных элементов составляло порядка 26 Ом, то после проведения этой процедуры — суммарное сопротивление стало равняться 1.4 Ом.
Если до проведения всей процедуры сам автор признавался, что нагрев его совсем не радовал и до 110° он грелся в течение 20 минут, то после проведения этой процедуры, нагрев до той же температуры стал занимать порядка 5 минут.
Честно скажу, что этот способ меня весьма подкупил, и я приступил к реализации (дальше будет мой неудачный опыт, однако, почитать о таком опыте тоже полезно, чтобы не попасть впросак :-) ).
Я поступил точно так же, как автор выше, и, используя канцелярский нож, зачистил краску на печатном столе, чтобы обнажить медные дорожки.

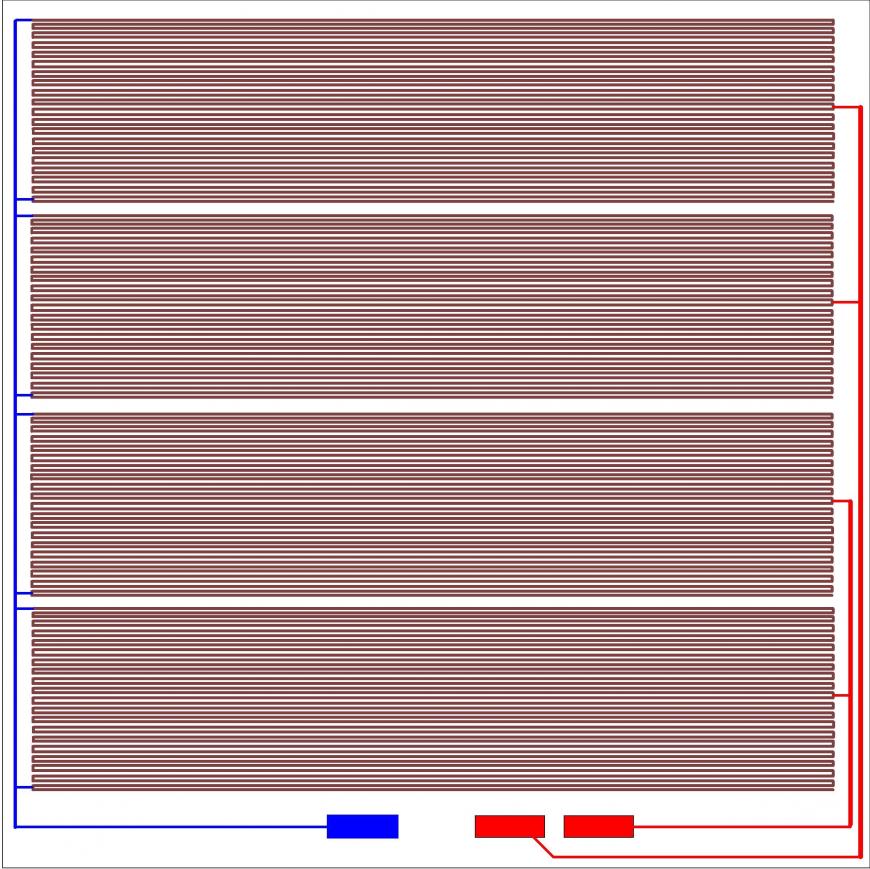
Фото припаянных проводов, к сожалению, у меня не сохранилось, но, могу сказать, что схема соединений была такой (заодно можете покритиковать, ежели что не так ;-) ):

Общее сопротивление всех нагревательных дорожек до начала процедуры составляло порядка 1.7 Ом:
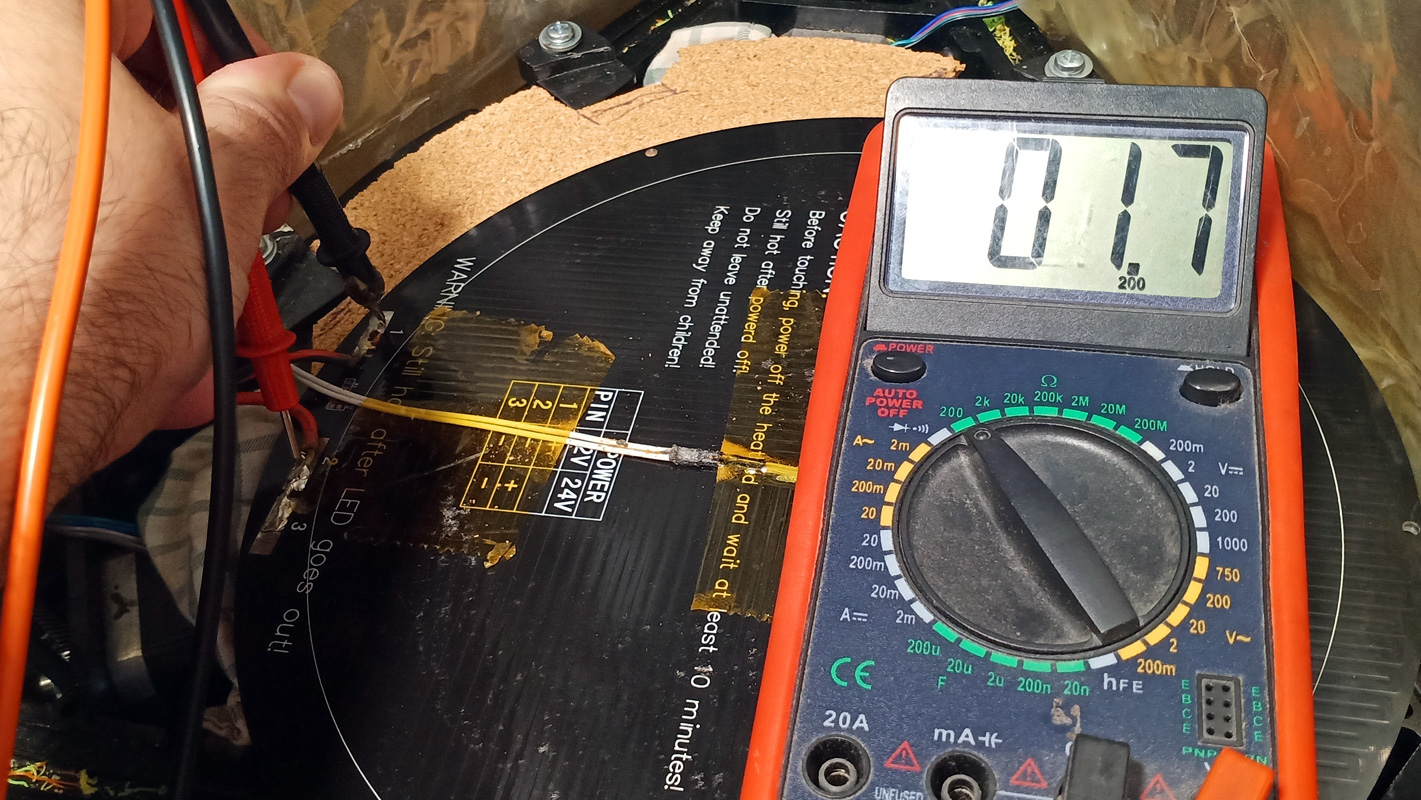
После проведения процедуры, — существенно уменьшилось. Причём, как можно видеть, так как дорожки по печатному столу идут по-разному, то и сопротивление отдельных элементов тоже стало разным. Например, одни элементы показали сопротивление порядка 1.4 Ом, в то время как другие, порядка 1.0 Ом.
Но тут нужно ещё учитывать, что сопротивление самого прибора — порядка 1.0 Ом:

Кстати, несколько отвлекаясь от темы, я хочу сказать, что попутно нашёл довольно интересный способ утепления печатного стола снизу: почти всё время с момента покупки принтера, он у меня печатал, утеплённый снизу скомканной старой рубашкой :-), но на каком-то этапе, я решил установить пробковый лист, как рекомендуют многие мануалы в сети. Приклеивать этот лист снизу к печатному столу я не стал и вместо этого случайно нашлось следующее решение. От предыдущих экспериментов у меня лежит довольно большое количество разнообразного навесного оборудования от бензиновых триммеров для стрижки газонов, в числе которого оказались и разнообразные насадки. Одной из таких насадок был треугольный нож из тонкой, но достаточно прочной стали, которая даже практически не гнётся:

Как оказалось, этот нож практически идеально ложится на раму 3D принтера, и даже выглядит как родная деталь. В итоге я сделал следующее: вырезал из пробкового листа утеплитель, уложил на этот нож и несколько приподнял держатели стола, чтобы утеплитель снизу только едва-едва касался стола, но не подпирал его (иначе стол будет гулять по высоте, так как утеплитель везде будет проминаться на разную величину). В итоге получилось довольно-таки недурно. Рекомендую такой способ для тех, у кого дельта-принтеры:

Однако, возвращаясь к моему опыту подключения апнутого стола: закончилось всё достаточно печально, — судя по всему, вышел из строя транзистор на плате управления (на тот момент мне не пришло в голову, что можно подключать всю эту систему через отдельное твердотельное реле, так что можете этот момент отметить для себя и экспериментировать с помощью отдельного элемента, не подвергая опасности свою плату). Судя по даташиту этого транзистора, он держит токи до 220 ампер, которые вряд ли были возможны, учитывая, что у меня блок питания на 125 ампер :-)), тем не менее… Короткое, скорее всего…
Возможно, здесь сказалось ещё и то, что я производил пайку, не отключая сам стол от питания. Зарекался 100 раз так не делать, но в этот раз просто пришлось — так как шанса «коротнуть» не было, а так как стол был алюминиевым и очень хорошо отводил тепло, — то пайка контактов была весьма проблемной. Поэтому я поступил так, как рекомендовали в одном из советов — включить нагрев стола и параллельно паять. Сразу скажу, что это справедливо только для паяльников, мощностью меньше 100 Ватт. Мощные паяльники без проблем паяют даже без подогрева стола.
Как говаривал Черчилль в своё время: «успех — это движение от неудачи к неудаче, не теряя оптимизма». Так что эта история ещё совсем не закончена для меня :-)
Если попробовать обобщить вообще все стимулы, которые меня сподвигли к какому-либо движению в направлении апгрейда своего принтера, то медленный нагрев был только одним из них.
Вторым, довольно сильным стимулом, было желание испытать так называемое «ситалловое стекло» (на фото: слева — ситалловое, справа — обычное):

Ценность его в том, что оно позволяет обеспечить высокую степень адгезии печатаемой модели к стеклу в процессе печати, что не требует использования дополнительных костылей в виде смазывания стола чем-либо ещё. Кроме того, подобное стекло обладает малой усадкой в процессе нагрева и охлаждения, что исключает коробление детали (по крайней мере, не по вине стола).
В сети в своё время шли довольно жаркие споры на тему того, является ли это стекло на самом деле ситалловым или же это обычное жаропрочное стекло, типа каминного. Пришли к выводу, что, скорее всего, это всё-таки каминное стекло.
Однако свойства этого стекла начинают наиболее ярко проявляться только при нагреве более 150° (тут следует сделать оговорку, что я печатаю практически исключительно ABS-пластиком, поэтому и имею дело с высокими температурами). Да, я знаю, что сейчас появились пористые материалы типа того же самого Ultrabase, которые обеспечивают хорошую адгезию в процессе печати, однако мне было интересно попробовать именно со стеклом. Достаточно долго нагревая принтер, предварительно плотно укутав его ватным одеялом, — я таки смог раскочегарить его до 160° на рабочем столе, однако никакие чудодейственные свойства ситалла так и не появились :-))), что, однако, вовсе не исключает их наличия: возможно, просто нужно греть стол до более высокой температуры.
Но стекло — это полбеды. Необходимо, чтобы и блок питания всей системы обеспечивал работу в подобном нагруженном режиме. Родной блок питания, который идёт в комплекте с 3D принтером, оставляет желать лучшего: он выдаёт 12 вольт и 20 ампер. Исходя из всего этого, я приобрёл на известном китайском сайте достаточно мощный блок питания, который обладает следующими характеристиками:
12 вольт, 125 ампер, 1,5 кВт (надо сказать, что и весит эта штука достаточно неплохо. Порядка 2 кг):
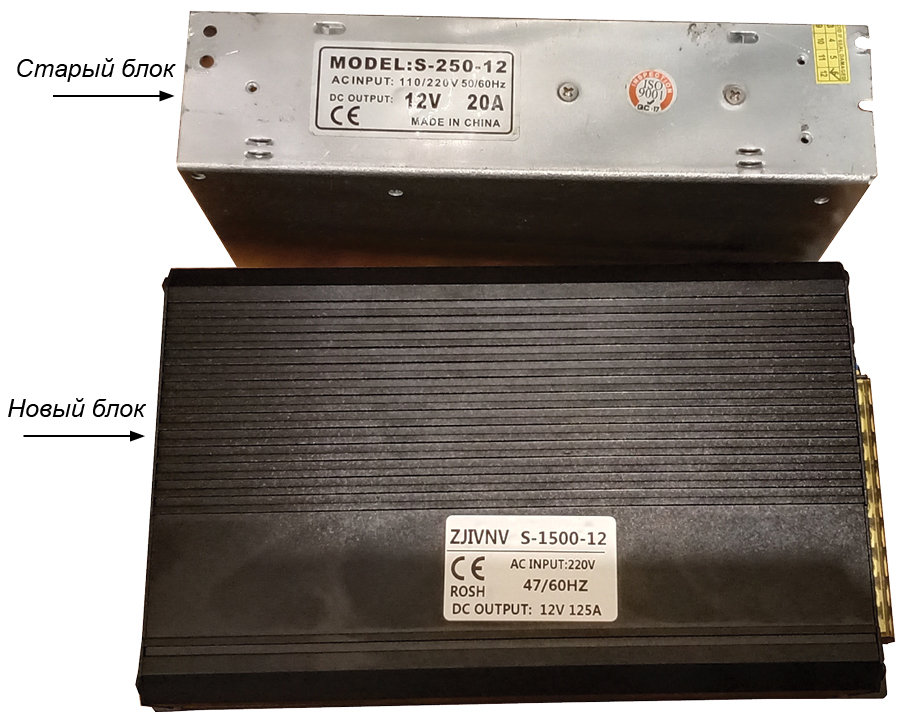
Почему я взял такой мощный блок питания? Здесь следует сказать о той концепции, на которой в целом я базировался, задумывая апгрейды: хотелось создать достаточно безопасное устройство, работающее с безопасным (условно) уровнем напряжения в 12В и в то же время иметь возможность обеспечить большой ток.
Сейчас, после проведённых экспериментов и обобщения того опыта людей, с которым я знакомился, я всё так же продолжаю придерживаться этой же концепции, только с небольшими изменениями: блок питания должен быть не менее чем на 24 вольта и достаточно мощный. В таком случае мы останемся в пределах условно безопасного вольтажа, и сможем запитать всю систему по следующей логике:
- рабочий стол запитывается от 24в, а сам стол рассчитан на 12 вольт (Таким образом, мы получаем большую температуру),
- вся электроника 3D принтера запитывается от понижающего модуля, соответствующей мощности. В качестве такого элемента могут выступать модули dc-dc преобразователей. Это нужно для того, чтобы не перегружать высоким напряжением входной тракт матплаты 3D принтера (которая, кстати сказать, может вполне даже и не тянуть такое напряжение).
Кстати говоря, именно такой подход и продемонстрировал один из самодельщиков в сети, что мне очень понравилось: таким образом, его система, переделанная согласно описанному выше принципу — с лёгкостью грелась да 110° приблизительно за 4 минуты. Потребление при этом составило около 300 Вт.
Тут следует отметить ещё одну важную вещь: достаточно большое количество любителей — потерпели неудачу, используя стандартный стоковый блок питания принтера, а также вариант с установленными в параллель ещё одним или несколькими блоками, — рано или поздно это всё заканчивалось не очень хорошо. Поэтому имеет смысл, если реализовывать подобную систему, сразу взять себе достаточно мощный блок, который по мощности будет минимум на 30% превосходить потребности системы (чтобы этот блок не работал на пределе возможностей).
▍ А что если.
В процессе утепления нижней части стола я начал думать, а какой же материал является наиболее теплоизолирующим?
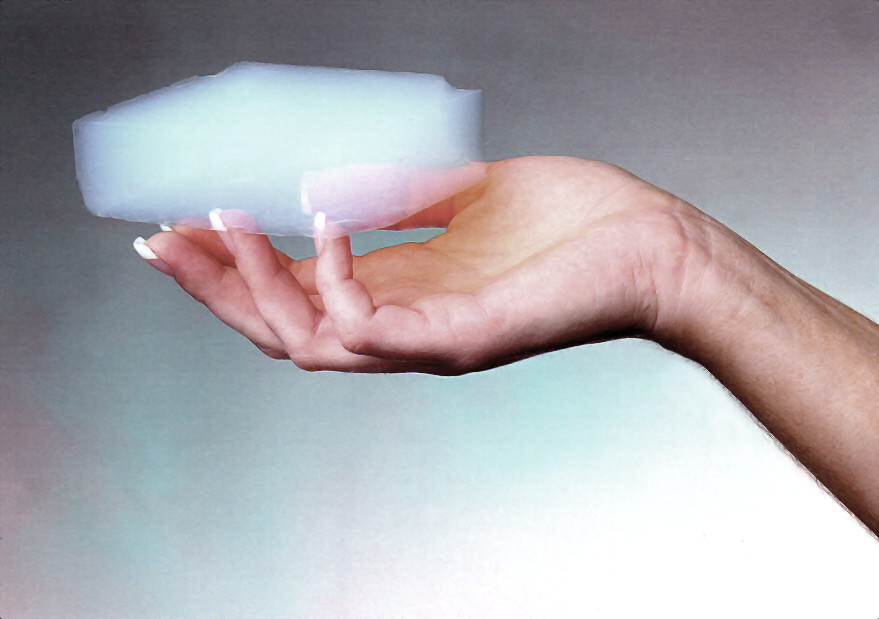
И вспомнил про одно удивительное вещество — аэрогель. Вещество, в котором жидкая фаза заменена газообразной.
Картинка wikipedia
Он эффективно позволяет изолировать даже от очень высоких температур!
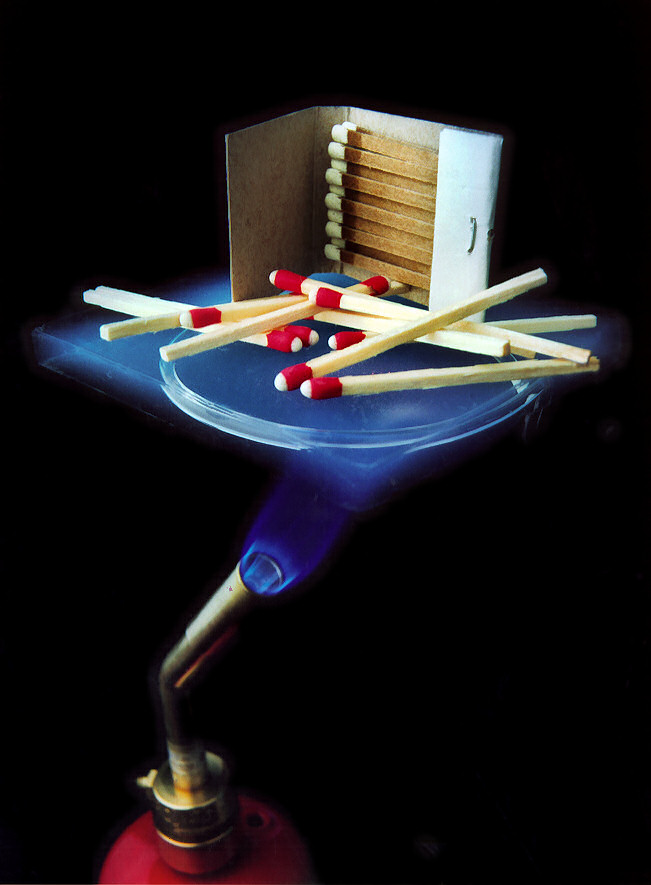
Скажем, как вам изоляция шоколадной конфеты в течение 16 минут о_О:
Аэрогель обладает многими поразительными свойствами, однако цена не относится к ним. Тем не менее — использование подобного материала может быть весьма интересным в деле утепления 3D принтера, так как в полной мере позволит реализовать интенсивный подход, когда мы не наращиваем вкачиваемые в принтер мощности, а вместо этого рационально используем имеющиеся тепловые возможности и сберегаем их.
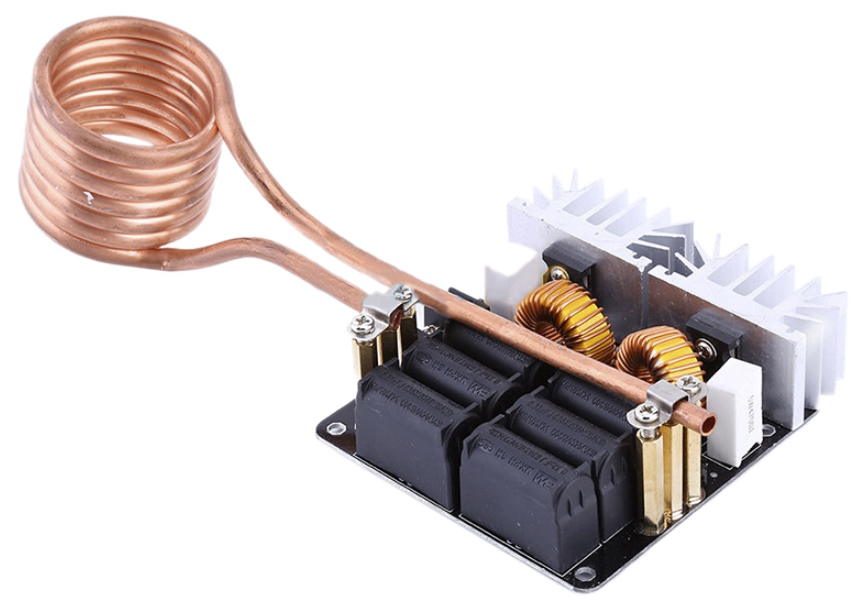
Это, что касается теплоизоляции. Говоря же об источнике нагрева, нельзя не отметить, что в 3D принтерах, на мой взгляд, незаслуженно обошли вниманием такой нагреватель, как индукционный: моментальный нагрев до высоких температур, лёгкое поддержание текущей температуры, недорогие высокочастотные платы — генераторы, которые можно купить на китайском сайте (даже менее чем за 2000 руб.):
Понятно, что к этому всему можно «прилепить» ШИМ и рулить с нужной частотой и интервалами включения — просто я на этих мелочах не останавливаюсь подробно.
Всё это делает возможным реализацию весьма интересного нагревателя для печатного стола. Кроме пользы, — это даже просто интересно, само по себе!
Мне удалось найти только один проект, где автор постарался реализовать нечто подобное, используя блок питания на 600 Вт. В качестве нагревательного элемента он использовал силиконовый кабель AWG 10, уложенный в виде спирали:

Картинка hackaday
Система потребляла порядка 500 Вт и была получена температура в 250 градусов (видео, youtube почему-то не разрешает сюда вставить, поэтому можно глянуть по ссылке выше, на странице проекта).
Насколько мне удалось понять по его деталям, — эксперимент прошёл вполне благополучно. Единственное, что его несколько смутило, это выраженная зона тепла в центре пластины и более холодные края. Однако, насколько я понимаю, это у него было обусловлено недостаточной мощностью блока питания, что не позволило покрыть индукционным кабелем всю нижнюю площадь испытываемой пластины. Вместо этого, он эту небольшую улитку расположил строго посередине. Естественно, в середине возникла ярко выраженная зона тепла! :-)
Однако, даже если я неправ и всё равно будет формироваться тепловое пятно, никто не мешает подавать импульсы нагрева с такой частотой, чтобы нагрев успевал распределиться по всей пластине (за счёт её теплопроводности). Но, способ вполне рабочий, и весьма интересный. Заслуживающий своего пристального внимания…
Подытоживая весь этот рассказ мне хочется сказать, что в деле апгрейда печатного стола мы можем пойти как по принципу энергосбережения, так и по принципу «залить всё мощностью». На мой взгляд, первый подход гораздо интересней, так как он требует более продуманных решений. Несмотря на это, остаётся поле и для интересных экспериментов, вроде индукционного нагрева, что, возможно, позволит создать новое любопытное устройство, с сильными потребительскими качествами.
По поводу апгрейдов стола, — будет интересно прочитать по поводу вашего опыта и подходов!
Читайте также: