Привод для поворотного стола
Обновлено: 12.05.2024
Двигатель (поворотный стол) серии RT24-93-HS с полым роторомсостоит из неподвижного статора с залитой теплопроводящим компаундом трехфазной системой обмоток и вращающегося ротора. Равномерность перемещения и точность позиционирования достигается синусоидальной модуляцией токов статора и регулированием их амплитуды сервоконтроллером в зависимости от рассогласования по положению.
Делительный стол предназначен для быстрых поворотов в режиме старт - стоп. Четырехточечный радиально упорный подшипник отличается высокой жесткостью, допускает нагрузку в любом направлении и любое расположение оси вращения (вертикальное, горизонтальное, под углом, вверх ногами). Вращение стола с максимальной частотой 1400 об/мин
1.Определение необходимых величин для выбора двигателя:
1.1. Определение вращающего момента.
Вращающий момент М будет равен:
∑m - сумма масс двигателя, направляющих, зеркала и болтов, кг
где, mд- масса двигателя;
mн- масса направляющих;
g=9,81 м/с 2 - ускорение свободного падения,
r - плечо момента, r=20 мм=0,2 м.
Отсюда получаем, что вращающий момент равен
М=4кг∙9,81м/с 2 ∙0,2м=7,8 Н∙м.
1.2.Определение частоты вращения и угловой скорости.
Угловая скорость определится, как
где n – требуемая частота вращения, об/мин.
где – линейная скорость обработки; = 0,05 м/с.
– длина обрабатываемой зоны детали.
В нашем случае она будет определяться, как
где – диаметр обрабатываемой детали, =0,4 м.
Но регулируемая частота должна быть больше:
1.3.Определение времени разгона и ускорения нагрузки.
Ускорение нагрузки находится по формуле
– время разгона двигателя.
Время разгона tразг определяется, как
- линейная скорость обработки; = 0,05 м/с.
а - заданное ускорение; а=0,5 м/с 2 .
1.4.Определение момента инерции нагрузки.
Вычислим момент инерции нагрузки по формуле
М – вращающий момент; М=33 Н∙м,
tразг – время разгона двигателя,
ω – угловое ускорение.
1.5.Определение мощности двигателя.
Мощность двигателя определяется как
Рдин - динамическая мощность,
Рст - статическая мощность.
Динамическая мощность находится по формуле
Статическая мощность находится по формуле
∑m - сумма масс двигателя, направляющих, зеркала и болтов; ∑m=4кг,
m=0,1 - коэффициент трения качения,
r - плечо момента, r=0,2м,
n - требуемая частота вращения, 2,4 об/мин.
Значит, что мощность двигателя должна превышать
2. Выбор двигателя.
2.1. Расчет дополнительных характеристик двигателя.
Внешний момент инерции JВ вычислим по формуле:
J- момент инерции нагрузки;
n- частота вращения нагрузки;
nМ- максимальная частота вращения.
Рассчитаем статический вращающий момент:
Динамический момент находится по формуле:
Jд - момент инерции двигателя, Jд=0,002 кг∙м 2 ;
JВ - внешний момент инерции;
nМ- максимальная частота вращения;
tразг - время разгона двигателя;
Мст - статический вращающий момент.
Получаем, что динамический момент равен:
Номинальный вращающий момент МN, определяется как:
При этом обеспечивается надежный разгон.
3. Проверка точности остановки.
Двигатель останавливается механическим тормозом, а время торможения вычисляется по формуле:
Мп - пусковой вращающий момент, Мп=13,6 Н м
При этом замедление при торможении равно:
График разгона и торможения представлен на рис. 4.2.
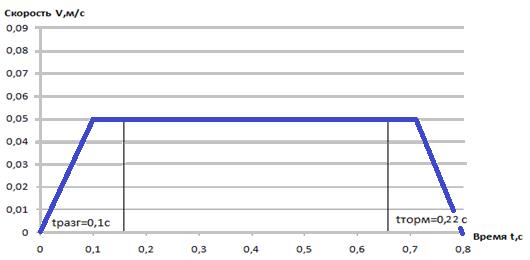
Рис. 4.2. График разгона и торможения двигателя поворотного привода.
Длина тормозного пути находится как:
где V- линейная скорость обработки;
tторм- время торможения;
tх- время торможения обеспечиваемое двигателем на холостом ходу, tх=0,003с.
Почему поворотные столы DETRON – лучшее решение для фрезерного обрабатывающего центра?

Если геометрия детали предполагает фрезерную обработку детали с нескольких сторон или необходимо выполнить обработку нескольких отверстий на цилиндрической поверхности детали, без поворотного стола не обойтись. Но так ли просто выбрать подходящий поворотный стол?
Даже опытный технолог или механик предприятия учитывает далеко не все требования к техническому устройству и комплектации стола. В результате после монтажа и запуска фрезерного центра с новым поворотным столом может оказаться, что диаметр стола не подходит или нет необходимого узла, который приходится дозаказывать и ждать несколько недель.
Мы собрали самые необходимые рекомендации для специалистов металлообрабатывающих производств по выбору стола, чтобы избежать ошибок, грамотно вести переговоры с поставщиком этой оснастки и оборудовать фрезерные станки столами в кратчайшие сроки и без переплат.
Компания “Инкор” поставляет и запускает не менее 35 столов DETRON в год на предприятиях наших клиентов, мы регулярно проводим обучение для сотрудников и напрямую работаем с производителем.
О самом производителе можно прочитать на нашем сайте по ссылке
Поворотными и наклонно-поворотными столами;
Поворотными и наклонно-поворотными столами с прямым приводом;
Горизонтальными поворотными столами;
Поворотные столы DETRON обладают весомыми преимуществами по сравнению с аналогами от других производителей.
Шлифованное центральное отверстие в планшайбе обеспечивает хорошую округлость и шероховатость поверхности, что повышает точность при установки технологической оснастки на планшайбе поворотного стола.
Термическая обработка и шлифовка тормозного диска обеспечивают высокую износоустойчивость и большую силу зажима.
Detron применяет запатентованный высокопрочный сплав на всех моделях поворотных столов, который повышает износостойкость червячного колеса на 260% по сравнению со стандартным материалом других производителей.
Червячный вал устанавливается в нижнюю часть поворотного стола и полностью погружен в масло, что обеспечивает полную смазку механизма и увеличивает срок службы.
Центральное отверстие большого диаметра позволяет устанавливать многопотоковый маслораспределитель для подключения разнообразной зажимной оснастки.
Одноосевые столы можно установить как в горизонтальном, так и в вертикальном положении.
Возможность подключения к станку с ЧПУ FANUC, Siemens, HEIDENHAIN, Балт-Систем, Mitsubishi и к другим системам ЧПУ, а также возможно установить на универсальный станок с управлением поворотным столом от отдельного контроллера.
Отдельно хочется остановиться на конструкции шпиндельного узла:
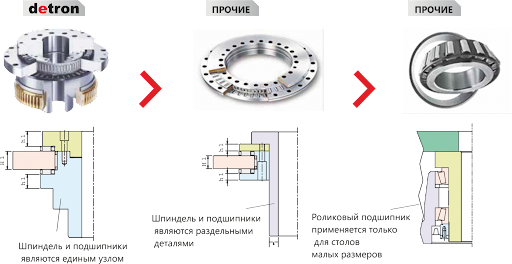
В конструкции применён комбинированный узел радиального и осевых подшипников
Размер роликов увеличен на 20-30%
Размер направляющей качения увеличен на 70-80%
Данные направляющие значительно толще, чем направляющие прочих производителей, жесткость в тяжелых режимах обработки значительно выше.
Направляющие качения подшипников (H1 и Н2) превышают по размерам направляющие прочих производителей, что обеспечивает большую жесткость в тяжелых режимах обработки.
Минимальное количество составных узлов в механизме обеспечивает минимальные отклонения при сборке, высокую точность индексации и повторяемость.
Большой диаметр отверстия.
Все это обеспечивает шпиндельному узлу высокую жёсткость, минимальные деформации рабочего стола, возможность применить при работе в тяжелые режимы резания.
Полный ассортимент продукции Detron насчитывает более 50 моделей поворотных столов. Также доступно большое количество опционального оснащения к ним.
Данная оснастка позволяет работать со сложными деталями, добавляя в станок ещё одну или две оси и позволяет освоить выполнение новых видов обработки или наладить изготовление дополнительных типов изделий.
Остановимся на двух основных группах: поворотные столы для вертикальных и горизонтальных фрезерных станков.
Вертикальные
обрабатывающие
центры
Горизонтальные
обрабатывающие
центры
Поворотные столы DETRON для вертикальных обрабатывающих центров
Серия GXA-S
GXA-S Поворотный стол
Многофункциональный пневматический зажим
Модели: GXA-125S, GXA-210S/SL, GXA-170S, GXA-250S
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
170 - размер стола
S – улучшенный пневматический зажим
Характеристики:
Диаметр рабочего стола 125, 170, 210, 255
Эксклюзивная запатентованная тормозная система с двойным пневматическим поршнем
Более высокая скорость вращения
Оснащен высокоточным крестообразным роликовым подшипником
Червячная передача с двухзаходным червячным приводом и полной глубиной зацепления
обеспечивает более высокую эффективность и меньший люфт
Модель SL, мотор слева
Модель с несколькими поворотными осями GXA-170S-2W-250
Серия GXA-H
Поворотный стол с ЧПУ
Сверхбольшое отверстие шпинделя, гидравлический зажим
Модели: GXA-255H, GXA-400H, GXA-320H
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
255 – размер стола
H - Гидравлический зажим
Характеристики
Диаметр рабочего стола 255, 320, 400
Внутреннее отверстие шпинделя позволяет зажимать и закреплять более сложные детали.
Сверхвысокое усилие зажима
Объединенный шпиндель с радиально-упорным подшипником. Встроенный.
Червячная передача с двухзаходным червячным приводом и полной глубиной
зацепления обеспечивает более высокую эффективность и меньший люфт
Объединенный шпиндель со встроенным радиально-упорным подшипником.
Cерия GFA-S
Наклонно-поворотный стол с ЧПУ
Модели: GFA-101S, GFA-170S, GFA-125S, GFA-210S
G - червячная передача
F - пять осей
А - новая оптимизированная модель
125 – размера стола
S – улучшенный пневматический зажим
Диаметр рабочего стола 100, 125, 170, 210
Увеличенный высокоточный крестообразный роликовый подшипник
Диаметр рабочего стола 255, 320
Гидравлический тормоз с радиальными и осевыми подшипниками.
Червячная передача с двухзаходным червячным приводом и полной
глубиной зацепления обеспечивает более высокую эффективность и меньший люфт
Cерия GTFAE
Наклонно-поворотный стол с ЧПУ
Модели: GTFAE - 210S, GTFAE - 410XB, GTFAE - 320XB, GTFAE - 500XB
G - червячная передача
Т – цапфовый тип для уменьшения высоты
F - пять осей
А - новая оптимизированная модель
E - дополнительная плоская база для стандартного 3-х осевого станка
410 – размер стола
X - гидравлический зажим с помощью встроенного воздушного преобразователя.
(если S – улучшенный пневматический зажим)
B – двигатель, наклоняющий стол, установлен на задней части
Диаметр рабочего стола 210, 320, 410, 500
Встроенный воздушный преобразователь для предлагаемых моделей в комплектации
Индивидуальная база доступна по запросу
Диаметр рабочего стола 255, 320, 410, 500
Пошаговое руководство по выбору модели поворотного стола DETRON
Автор: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич
В статье 1 мы с Вами рассмотрели основные преимущества поворотных столов DETRON, сравнив это оборудование с аналогами и убедившись в его экономической выгодности. Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Шаг 1. Габариты детали и крепёжных приспособлений
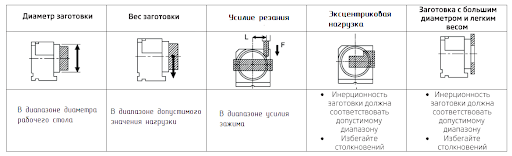
Первое, на что нужно обратить внимание - это, конечно же, габариты детали. То есть нужно выбрать размер планшайбы поворотного стола таким образом, чтобы деталь полностью вписалась в размер планшайбы.
Нужно учесть размер крепёжных приспособлений. Это может быть 3-х кулачковый патрон (что часто применяется) или какая-то другая зажимная оснастка. Обращаем внимание на грузоподъемность.
То есть, поворотный стол должен выдержать деталь с учётом зажимного приспособления.
Шаг 2. Рабочая зона
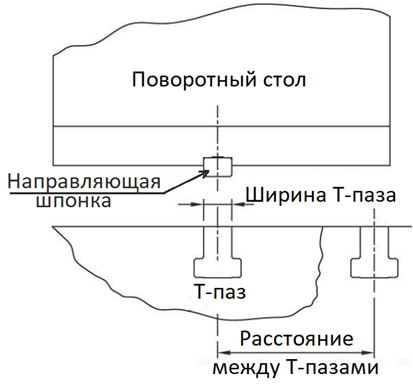
Следующее - это рабочая зона самого станка. Поворотный стол с закрепленной на нем деталью и со всей крепежной оснасткой должен поместиться в рабочую зону. Тут важно расположение направляющих шпонок, по которым поворотный стол будет базироваться и Т-пазы на столе фрезерного станка. Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
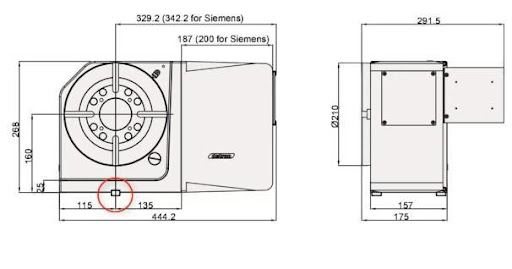
Расположение шпонки (сухаря) можно посмотреть на чертеже поворотного стола:

Болты с Т-шляпкой

Шаг 3. Расположение двигателя
Важно определить, относительно какого Т-паза будет закреплен поворотный стол.
И вот тут пришло время обратить внимание на расположение двигателя. Двигатель может быть расположен справа, слева или сзади относительно корпуса поворотного стола. Если вдруг установить стол так, что двигатель будет выступать за пределы стола станка, в этом случае смотрим на конфигурацию детали.
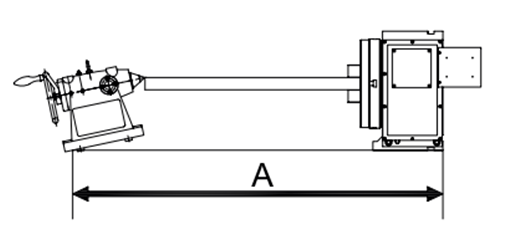
Размер А (длина: детали + поворотного стола + задней бабки + патрона) не должен превышать длину рабочего стола станка.
Понимаем, какие ходы нужны. Например: вариант, когда нужно перемещение по оси Y и проверяем чтобы при этом перемещении не произошло столкновения узлов поворотного стола с узлами станка. А еще не забываем про заднюю бабку: если она требуется, то ее размер также нужно учесть в рабочей зоне.
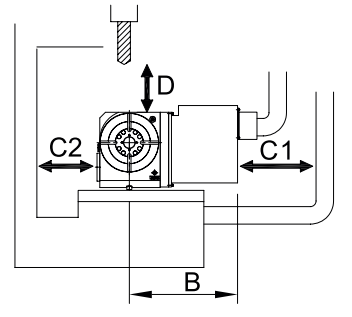
Размер B должен располагаться по центру рабочего стола станка.
Размер D – должно оставаться расстояние от режущего инструмента до верха поворотного стола.
Размер С1 и С2 – не должно быть столкновений с кожухами станка.
Шаг 4. Инструментальные магазины
Дальше: инструментальный магазин . Самые распространенные - это барабанного и карусельного типа.
Если на станке магазин барабанного типа, то он меньше всего ограничивает рабочую зону и стол можно легко разместить на столе, так как магазин располагается за пределами рабочей зоны.
Если магазин карусельный, то он находится в рабочей зоне, обычно слева от колонны. Ось крепления инструмента параллельна оси шпинделя. Если стол окажется под магазином, тогда важно, чтобы он не помешал работе смены инструмента. Лучше в этом случае ставить стол справа. Тогда вроде бы с одной стороны проблем нет, но если появляется задняя бабка, она также может не позволить установить инструмент нужной длины.
Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
Нужно обратить внимание на усилие зажима. Столы могут быть: пневматические или гидравлические. Гидравлика, конечно, держит сильнее. Пневматические столы рассчитаны на маленькие и средние габариты, гидравлические - на средние и крупные. При обработке конкретных деталей возникают определенные силы резания. В каталожных значениях в табличке с характеристиками каждого стола всегда есть параметр “усилие зажима”. Важно, чтобы усилие зажима выдерживало те усилия резания, которые будут возникать при обработке конкретной детали.
Если нужно установить поворотный стол на уже имеющийся станок, то станок должен иметь подготовку.
Последнее: если поворотный стол нужен для уже имеющегося оборудования, привод для поворотного стола должен быть совместим с той системой ЧПУ, которая есть.
Размещение детали и учет рабочей зоны на конкретном примере
Дано: станок фрезерный со столом 1000х500 мм.
Расстояние от стола до торца шпинделя: 600 мм - максимальное и 100 мм - минимальное. Ход по оси Z соответственно - 500 мм
Деталь - корпус, размером 100 мм (высота) и 38 мм (ширина).
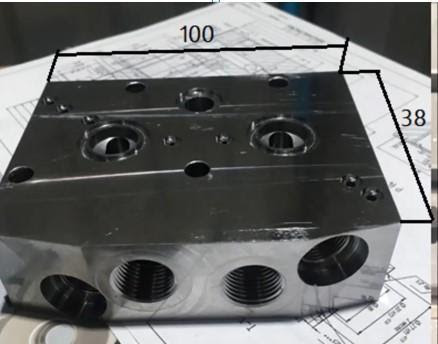
Заготовка - вот такой прямоугольник:

Деталь достаточно сложная, имеет отверстия со всех сторон, причем отверстия глубокие, свыше 10 диаметров.
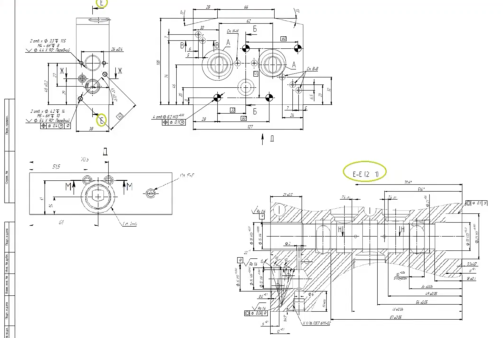
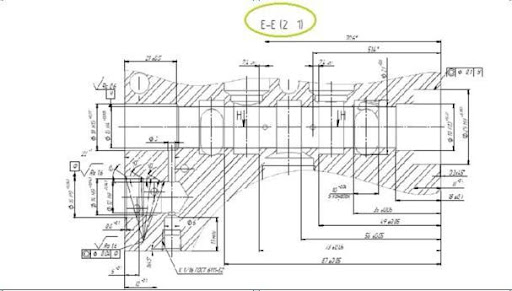
А на чертеже по разрезу ЕЕ видно, что отверстия - на всю глубину детали, то есть - 100 мм.
Но речь пойдет не про обработку этой детали, а про то, как она размещается на поворотном столе и как учесть размеры рабочей зоны. Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра - 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Вспомним еще раз чертеж детали.
Обработка отверстий на всю глубину. В этом случае (да и в любом другом) важно учитывать величину вылета инструмента.
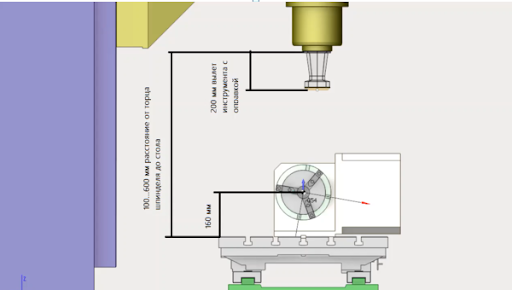
Здесь нужен вылет равный минимум высоте детали. А еще инструменту должно хватить места на выход из детали. В итоге получаем такую схему:
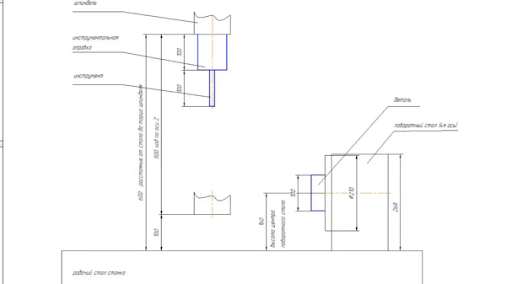
Деталь высотой 100 мм крепится на планшайбе 210 мм. Длина инструмента для сверления на всю глубину - 100 мм. Еще возьмем 100 мм на длину инструментальной оправки. (Не придирайтесь к цифрам, здесь все показано схематично, просто принцип подбора для того, чтобы было понятно, на что обратить внимание). Максимальное расстояние от стола до торца шпинделя - 600 мм. Эта деталь малюсенькая и в рабочей зоне п олно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
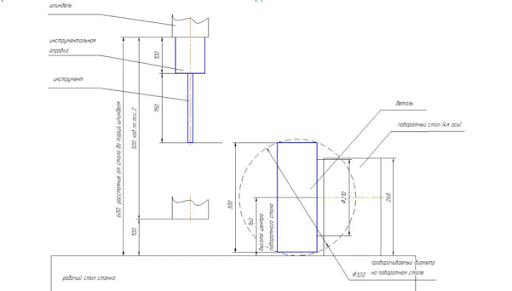
Выбранная 4я ось позволяет провернуть деталь диаметром чуть меньше 320 мм, так как высота центра - 160 мм. На схеме - пунктирная окружность. То есть, если наша деталь по размерам вписывается в эту окружность, она может быть закреплена на планшайбе. Пусть это будет деталь высотой 300 мм. И тогда ,чтобы сверлить на всю глубину, нужен инструмент, длиной тоже 300 мм. 300+300 = уже 600, а у нас расстояние от стола до торца шпинделя всего 600. А еще и инструментальная оправка (это примерно 100 мм), а еще на выход инструмента около 10 мм. Значит 300+300+100+10, получаем 710. А у нас 600. Не влезло. В лучшем случае тут можно сверлить на глубину около 190 мм. На схеме как раз это видно, и это очень важный момент. Поэтому, если нужно обрабатывать деталь на поворотном столе, надо учитывать, что стол занимает место в рабочей зоне и деталь закрепляется на планшайбе выше, чем просто на столе станка. Надо учесть вылет инструмента с оправкой, место для выхода инструмента и сделать это так, чтобы вся конструкция вписалась в рабочую зону по высоте.
Требования к подготовке фрезерного станка для установки поворотного стола
Здесь в первую очередь важно отметить, что система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси).
Кроме того, нужно внести в систему ЧПУ дополнительное программное обеспечение.
ПО, предназначенное для работы станка в комплексе с поворотным столом, обеспечивает:
возможность одновременной обработки по осям X, Y, Z станка и 4 координатой
редактирование программ управления поворотным столом на стойке ЧПУ
Усилитель сигнала системы ЧПУ.
Работа по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола.
Наличие пневматической или гидравлической системы в станке.
Наличие дополнительных кабельных соединений и их крепления, расположенных на наружной поверхности станка.
Схема подключения поворотного стола и одноосевого контроллера
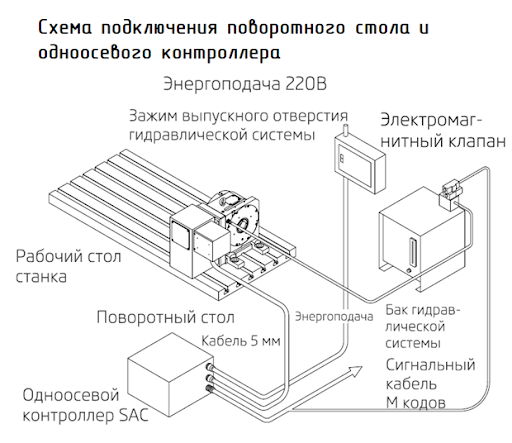
- Применяется для станков без функции 4 оси, контроллер подаёт сигнал, позволяя выполнить позиционирование.
- Нет функции одновременной обработки по 4 – 5 осям
- Программы задаются напрямую через контроллер и позволяют считывать М – коды станка
- Совместим с любой системой ЧПУ
Схема подключения узлов поворотного стола
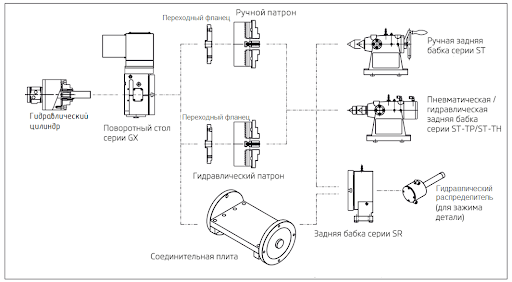
Соединительная плита
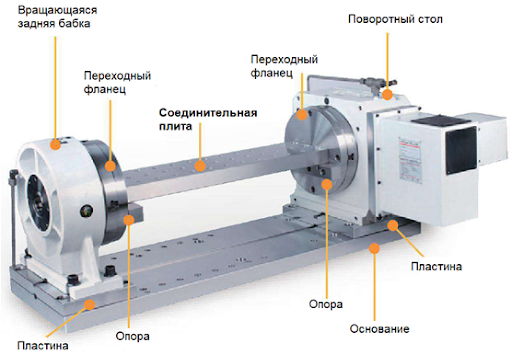
Соединительная плита применяется совместно с вращающейся задней бабкой и служит для установки различных специальных приспособлений для закрепления детали.
Угловой датчик (энкодер)
Энкодер – это датчик угла поворота, позволяющий повысить точность позиционирования. Исходя из требований к изготовлению деталей, необходимо выбрать соответствующий энкодер. Если точность не оговорена, то от энкодера можно отказаться.
Подготовка фрезерного станка для установки поворотного стола - работа, требующая довольно тщательного и скрупулезного подхода, учета технологических, механических и физических факторов. Мы постарались как можно подробнее описать для Вас тонкости этой работы. Тем не менее, вся информация, предоставленная в статье представляет собой только часть огромного объема данных, которые анализируют и прорабатывают специалисты Инкор. В связи с этим, перед тем как принять окончательное решение по выбору поворотного стола DETRON, рекомендуем обратиться за индивидуальной консультацией.
Поворотные столы

Поворотный стол с ЧПУ – это оснастка, которую устанавливают непосредственно в рабочую зону обрабатывающего станка. Дает дополнительный оси вращения заготовки, что позволяет обрабатывать ее с разных сторон без дополнительной переустановки. Применяются для расширения технологических возможностей металлорежущих станков. Состоит из:
1. Основание - аналог станины, имеет системы крепления к зоне обработки в станке.
2. Планшайба - поворотная часть. На ее поверхности находятся Т-образные пазы для установки заготовок, в центре отверстие – прямое или конус Морзе.
3. Червячное колесо (червячок) – дает возможность малых точных перемещений.
Эту оснастки разделяют по типу управления: ручное или ЧПУ. Данный узел фрезерного танка предназначены для движения (вращения) заготовки в тисках либо в зажимном патроне относительно металлорежущего инструмента.
Чем больше осей вращения, тем больше возможностей для обработки заготовки с разных сторон без остановок для изменения положения детали в тисках — и тем более эффективно используется время. Наличие поворотного стола позволяет обрабатывать спиральные и круглые заготовки.
Наклонно-поворотный стол дает дополнительные возможности: сверление и обработка отверстий, круговое фрезерование, установка углов, локальная обработки и многое другое.
Поворотный стол с прямым приводом имеет какие преимущества как скорость, точность, жесткость и защита.
Индексный поворотный стол совершает вращения вокруг своей оси с заданной периодичностью. Передача Хирта позволяет вести обработку на тяжелых режимах резания
Многошпиндельные поворотные столы применяют при необходимости одновременной обработки нескольких деталей или для последовательной обработки одной детали разными фрезами.
Горизонтальный поворотный стол является одним из самых универсальных и простых по своей конструкции. Представленные в данном разделе поворотные столы отличаются следующими возможностями и преимуществами:
• 4-х осевые поворотные столы — помимо 3-х осей X, Y, Z (вправо-влево, вперёд-назад, вверх-вниз) позволяют осуществлять движение по 4-й оси — вращения.
• 5-ти осевые поворотные столы — помимо оси вращения добавлена ось наклона.
• индексные поворотные столы — отличаются повышенной грузоподъемностью и точностью позиционирования.
• Диаметр рабочей зоны (планшайбы) от ∅ 100 мм до ∅ 800 мм
• Поворотные механизмы с разным типом регулировки – ручные, собственный прямой привод, привод от станка.
• Плоскости работы – горизонтальные, вертикальные и универсальные (могут работать в двух плоскостях).
Ведущие производители: DETRON, TJR, GANRO, GSA, NIKKEN, LEHMANN, SAMCHULLY представленные в Перми и Пермском крае.
Подобрать поворотный стол для фрезерного станка с ЧПУ для решения ваших производственных задач можно в нашем каталоге. В нем указаны все характеристики, особенности и преимущества каждого устройства. Сервисный центр компании Инкор осуществляет необходимые пусконаладочные процессы, диагностику оборудования и, если понадобится, аварийный ремонт.
Для получения дополнительной информации вы можете оставить заявку на сайте или позвонить нам.
Расчет поворотного привода
Читайте также: