Поворотный стол для сверлильного станка своими руками
Обновлено: 27.04.2024

Для настольной циркулярной пилы я сразу после покупки сварил простую подставку, делал как временную, но это временное растянулось аж на 12 лет. И вот, все же я решил "добить" эту тему, и сделать нормальный стол, и сразу же делать с поворотной столешницей, чтобы можно было закрепить на ней, и легко использовать сразу два станка.
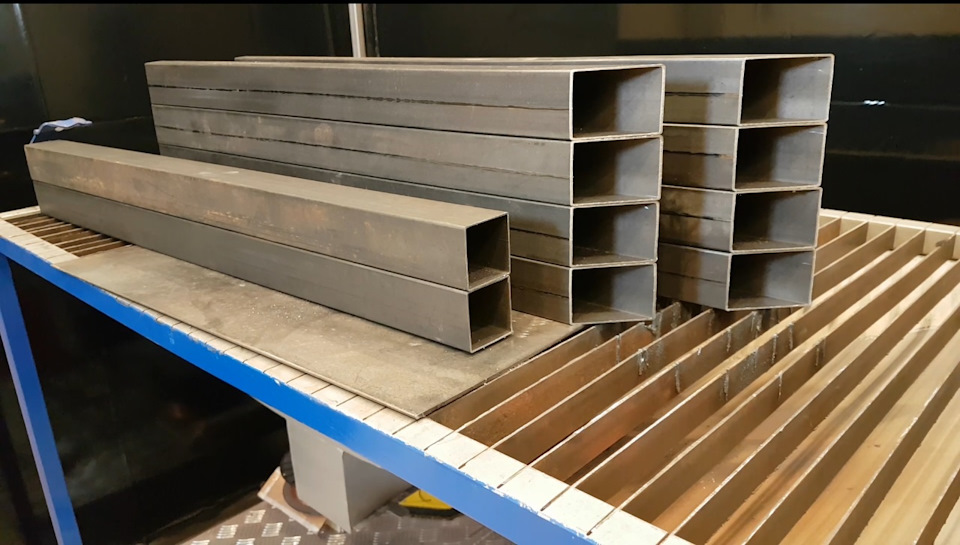
Раму и столешницу решил делать из профильной трубы 50х50х1.5 Нарезал заготовки по размеру.
в верхних перекладинах сразу же разметил и просверлил отверстия под поворотную ось столешницы.

Закрепил детали боковой стенки в струбцинах, проверил углы, диагонали и сварил.
К боковым стенкам приварил нижние перекладины.

Основание стола готово

Аналогично, с помощью угловых струбцин собрал поворотную столешницу, так же проверил углы, диагонали и сварил.

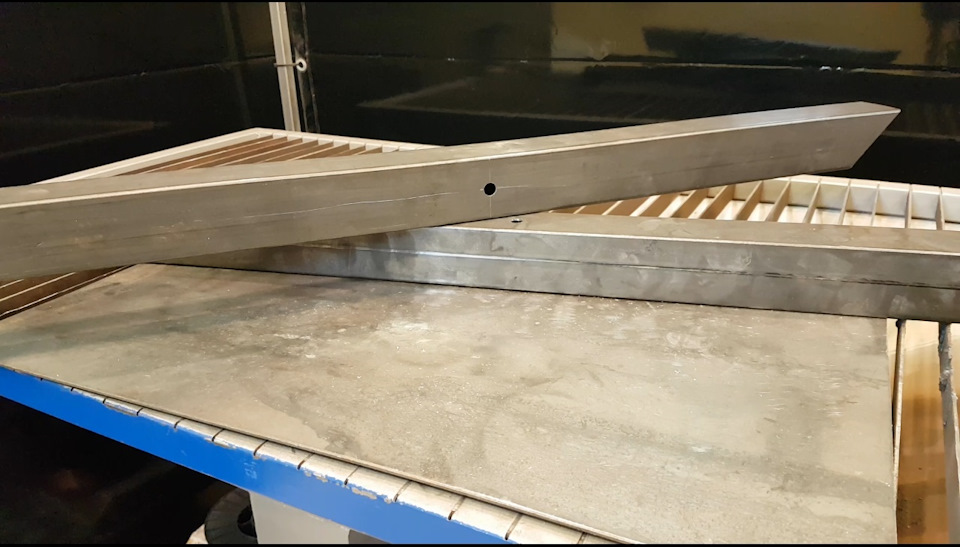
С помощью струбцин соединил столешницу с основанием и просверлил в ней отверстия для оси. Пока временной. Все проверил, вращается отлично.

По бокам ножек приварил упоры для колесиков и сами колесики. Колесики пришлось делать выносными, т.к. циркулярка у меня достаточно большая, мне приходилось "биться" за каждый см. высоты.

Временную ось заменил на трубу 1/2 дюйма, ее толщины вполне хватает для веса двух станков.

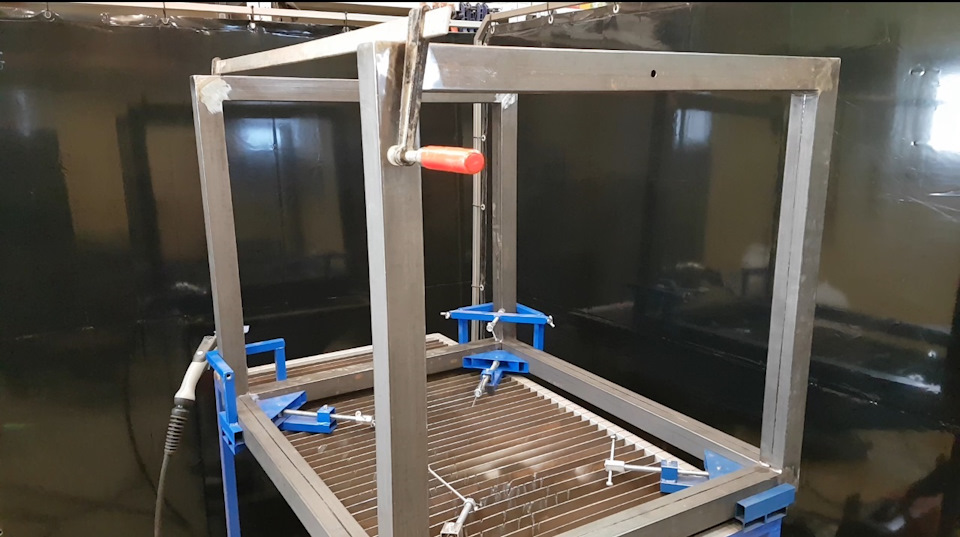
Для фиксации столешницы относительно основания сделал 4 запора. Пошел самым простым путем, две проходных гайки и болт 12х60. Болты потом заменил на отрезки шпильки 12, с приваренными к ним гайками барашкового типа, чтобы было проще крутить рукой.

Для крепления пилы приварил к раме 2 отрезка профильной трубы 20х40, разметил крепежные отверстия, закрепил на столешнице пилу и провел первые испытания, результат оказался положительным. Столешница вращается очень легко, достаточно ее просто легонько придерживать рукой при повороте.

Снизу основания приварил упоры для нижней полки.

А к боковым стенкам удерживающие пластины для боковых стенок .

Для рейсмуса сначала планировал сделать столешницу из фанеры, потом решил, как и для циркулярки приварить профильную трубу 20Х40, в таком варианте будет проще убирать опилки из внутренностей циркулярки. Провел очередную примерку и испытание уже с двумя станками, все вращалось отлично. Разобрал и приступил к грунтовке и последующей окраске.

После чего к основанию прикрепил нижнюю полку и к боковинам стенки из алюминия. Боковые стенки сделал с зазорами т.к листы алюминия у меня были узкие, а покупать новые как-то совсем не хотелось.

Установил на место столешницу, все отрегулировал, проверил и приступил к установке станков на их места.

При необходимости могу работать с циркуляркой,

А если понадобится рейсмум, то за пару минут (необходимых на откручивание 4 удерживающих болтов) меняю пилу на него.
Как бонус, освободилось место на стеллаже.

Когда станки не нужны, они стоят у стенки и не мешают. :)
Более подробно можно посмотреть в видео.
Метки: стол для станка, подставка для станка.
Комментарии 14
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а какой высоты получилась столешница?можете размеры скинуть?

Высота рабочей поверхности пилы 96 см.
Размеры конечно могу измерить, но смысл в этом? Я же делал под конкретную пилу, под другую и размеры будут другие, в т.ч. и высота.
сам сейчас делаю стол подставку передвижной под комбо станок и ни как не могу определится с высотой и размерами столешницы… станок типа ФПШ-5м
Имхо, надо исходить из той высоты, которая удобна именно вам для работы, ну и чтобы безопасно было работать.


Отличная конструкция!
— автору на заметку))
Может 3-й приладит
Если бы у меня была мастерская размером как у Джеймса, я может быть и 4 в ряд забабахал бы. ;)
А так то, у него сделан рабочий стол, с возможностью подъема 3 станков.

Видел что-то подобное в соц сетях, только из дерева. У вас конструкция какая-то «сыроватая»
Опорные колёса не поворачиваются на 360*, так как опоры поворотные то нужно какие-то ещё дополнительные фиксирующие опоры чтобы стол не повернулся во время работы (стопоры на колёсах не помогут, опоры крутятся вокруг своей оси).
Для работы с циркулярной пилой высота может и нормальная но вот для работы с рейсмусом маловато, рисовал подобную подставку и понял что из-за разности высот рабочих столов станков они не совместимы на таком поворотном столе, ну или придётся нагибаться когда работаете на рейсмусе.
Дажа при работе с хорошей аспирацией при работе на одном станке, опилки будут сыпаться на нижний станок, нужно между ними проложить лист из чего-либо, а то будут вечные качели с опилками.
На ютюбе есть варианты как из дерева, так и из металла.
То, что колеса не поворачиваются на 360 согласен — это минус, но это обусловлено было тем, что приходилось "бороться" за каждый см. высоты, поэтому не хотелось их делать снизу стола, а если бы делал их полностью поворотными на выносных консолях, то длинна этих консолей была бы большой, и они бы мешались под ногами. Тк я двигать этот стол буду достаточно редко, то исполнение в таком варианте меня вполне устраивает.
Этот тип колес при нажатии фиксатора блокирует не только вращение колеса, но и поворот вокруг оси.
Высоту я рассчитывал для более удобной работы с циркуляркой, тк при работе с ней нужно не только удобство, но и максимальная безопасность.Да и высота рейсмуса вполне приемлемая, я ведь не на производстве, где мне придется с утра, до вечера запускать в него заготовки в неудобной позе, для нечастой работы вполне подойдет и такая высота.
Столешницу не стал делать специально, потому что в таком исполнении опилки проще убрать пылесосом, чем вытягивать их из щели между основанием пилы и плоскость столешницы.

Хорошая идея- поворотный стол. Тоже сейчас изобретаю подставку под такую пилу. 👍

Все гуд!
Тоже ремонт, тоже варю углорез…
Вчера подогрели подшипникми завтра начну сборку.

Идея хороша. Но это надо порядком возбудиться, чтобы такое изваять. Что стало последней каплей? Места мало в мастерской?
Да, рейсмус занимал много места на полке, вот и пришлось заняться.
А кроме того, на таком столе очень удобно обслуживать внутренности циркулярки, перевернул, и все перед тобой.
Алгоритм изготовления координатного стола своими руками для начинающих
Самодельный
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.

Крепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Электрический
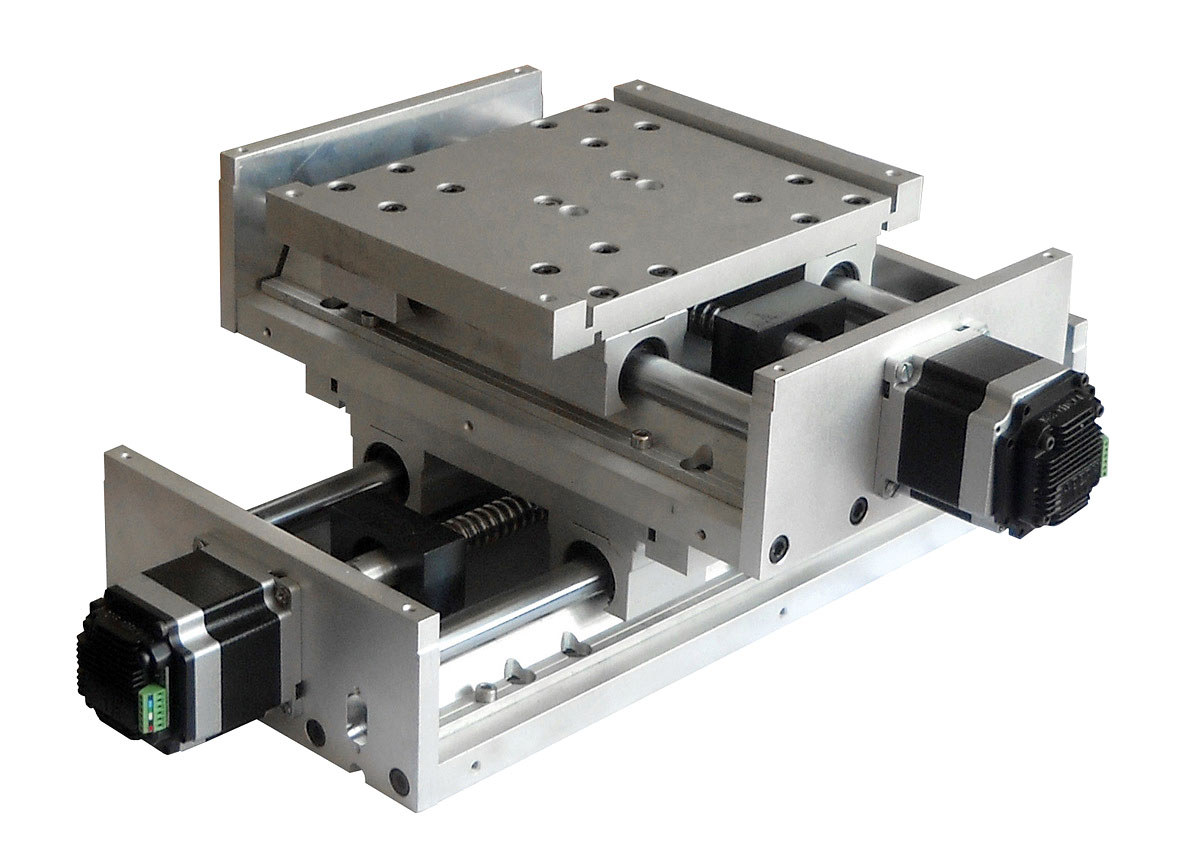
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
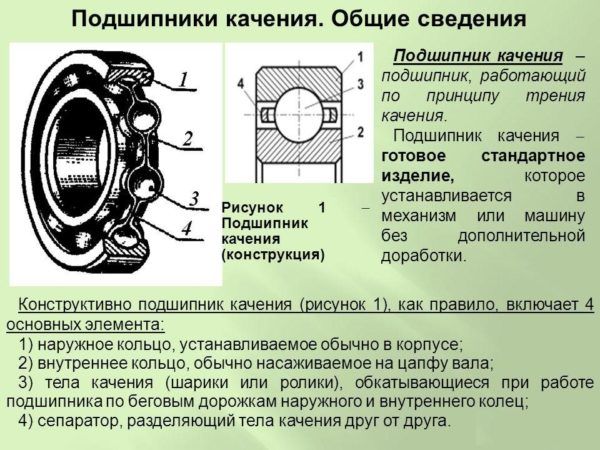
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
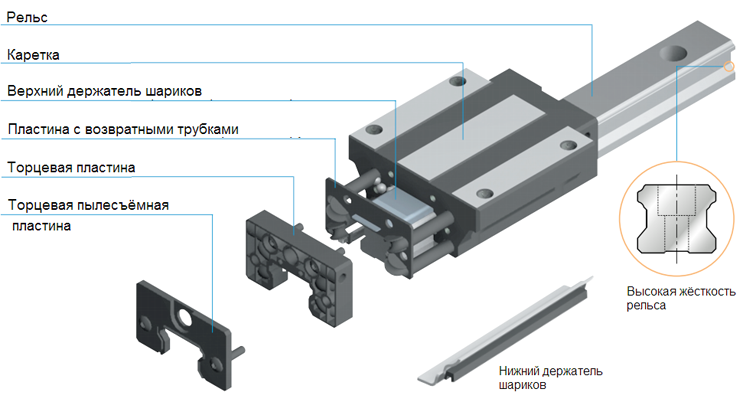
Рельсовые направляющие и каретка
Цилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
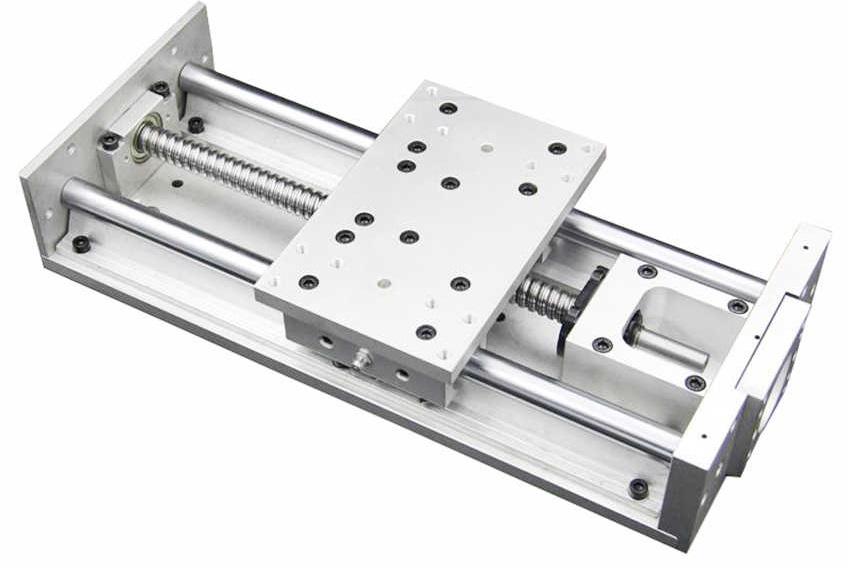
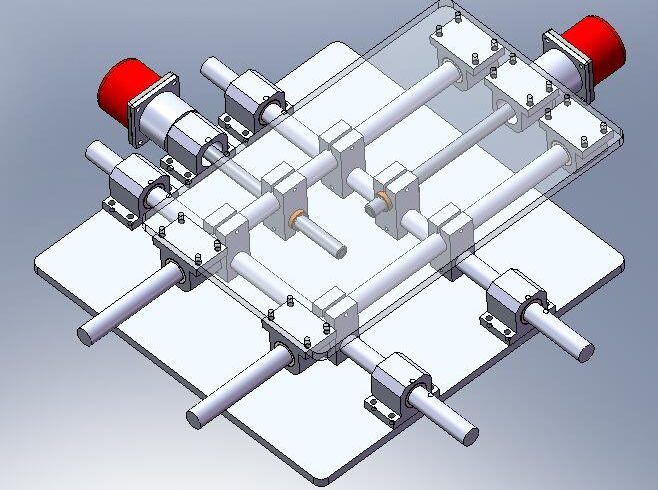
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
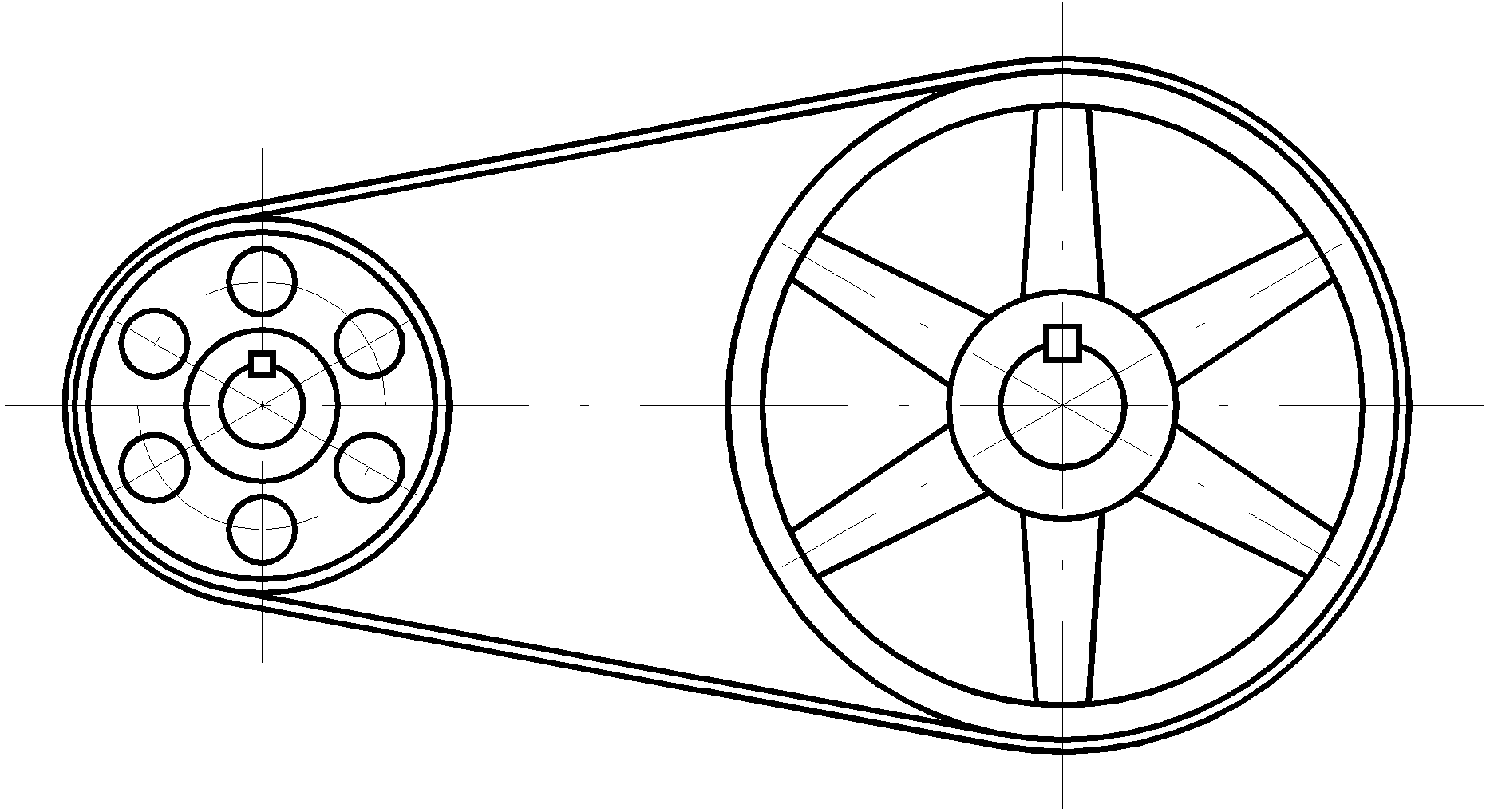
Ременная передача
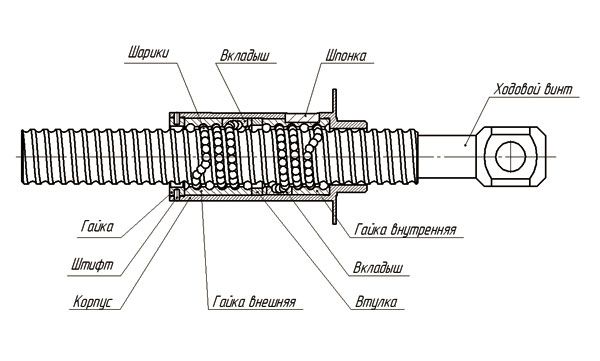
Шарико-винтовая
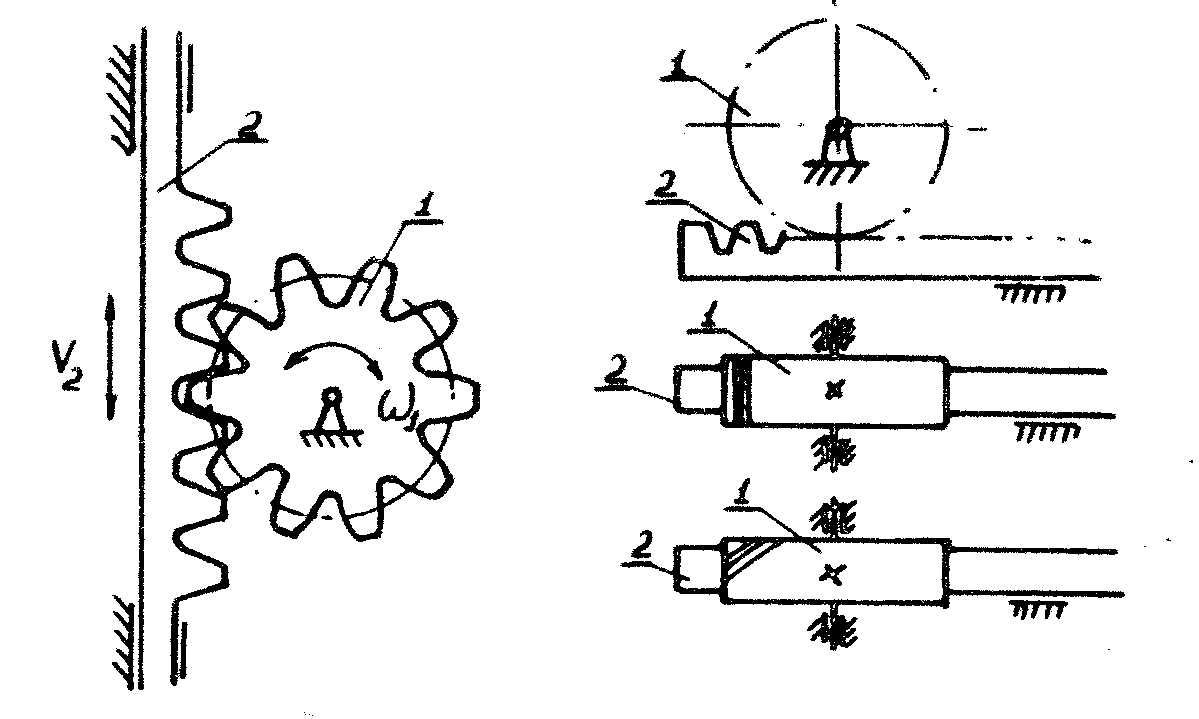
Зубчато-реечная
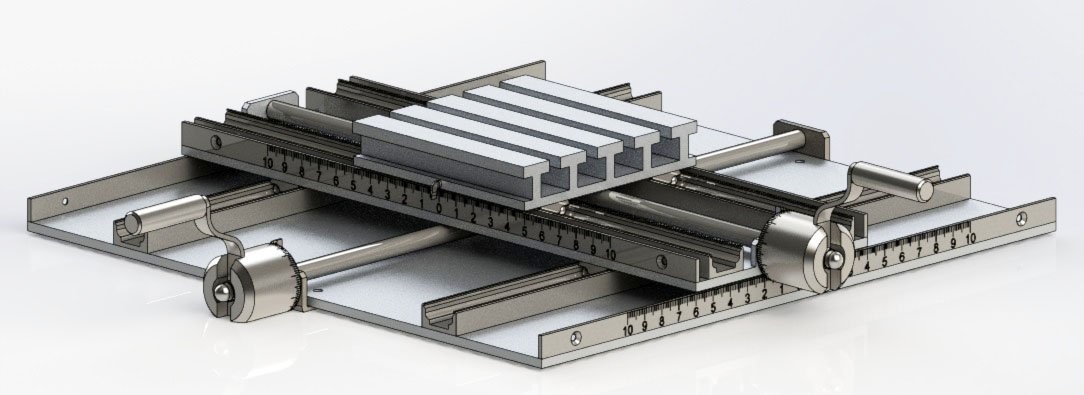
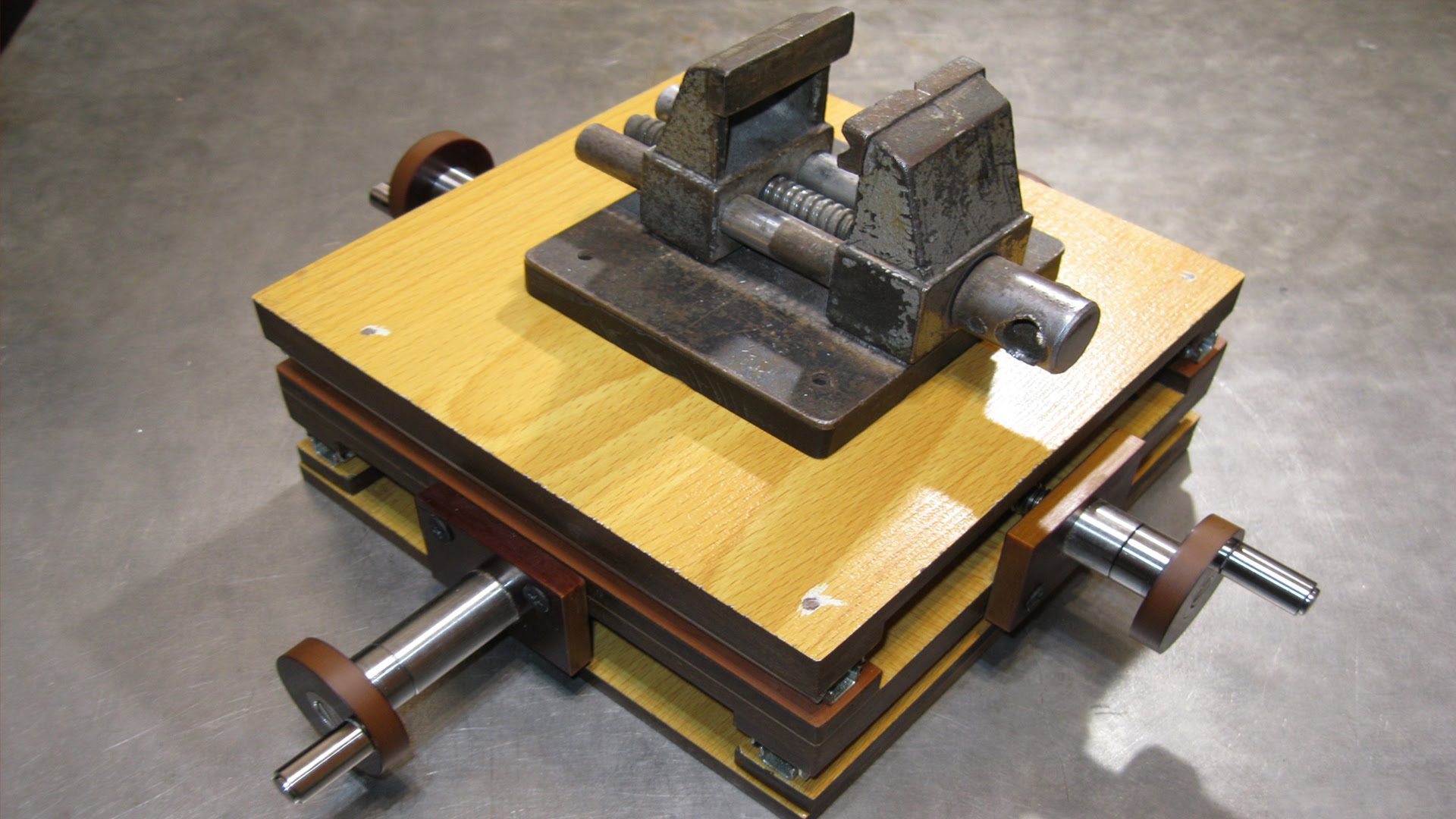
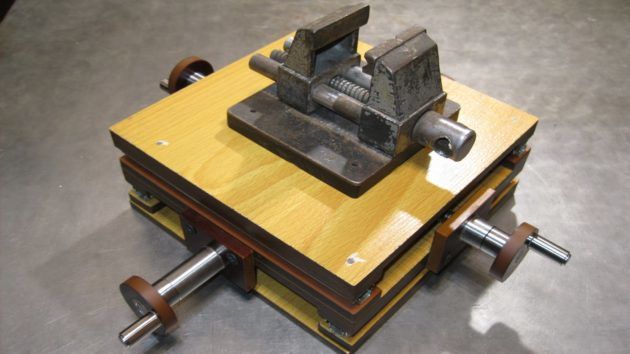
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
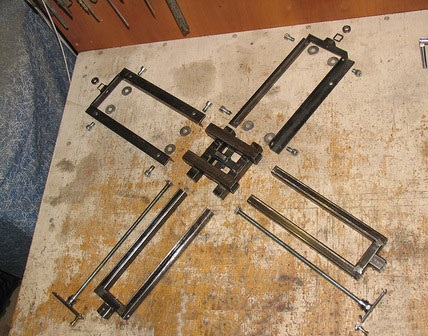
Изготовить центральный узел стола в виде крестовины
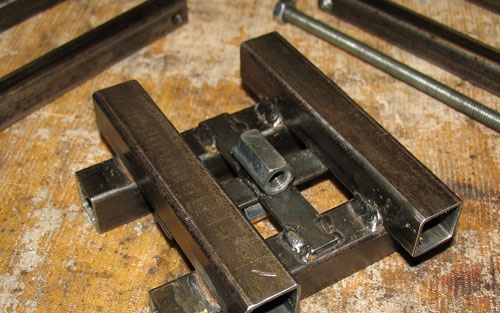
На поверхности готовой крестовины собрать каретки

Профили обработать напильником, вставить гайки

На шпильках произвести сборку рукояток с подшипниковым узлом

Сварить два П-образных основания из уголка

Собрать всю конструкцию

Все узлы, подвижные части протереть смазочным материалом

Прикрепить к станине сверлильного станка
Видео
Самостоятельное создание стола для сверлильного станка
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
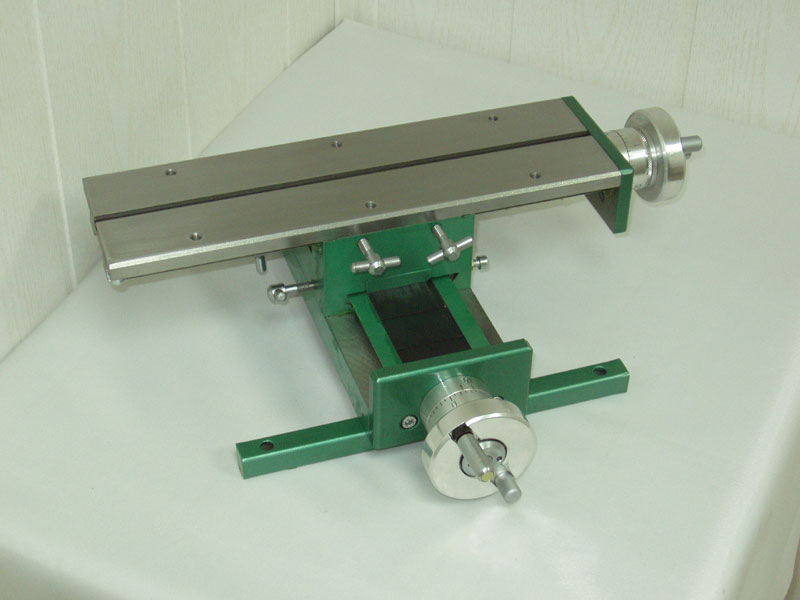
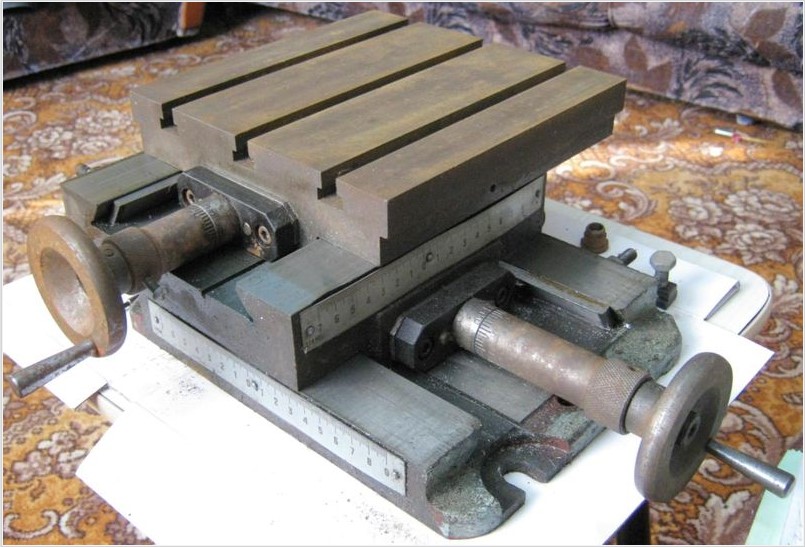
Координатный стол, возврат в строй…

Всем привет.
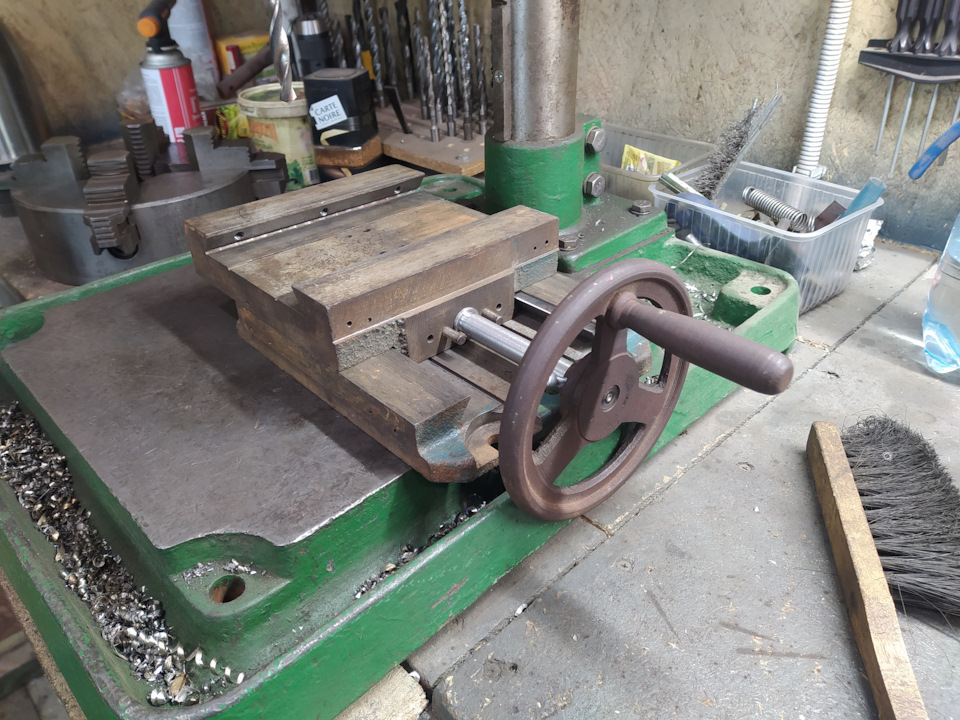
Окончена работа по восстановлению очередной боевой единицы в мой гараж.
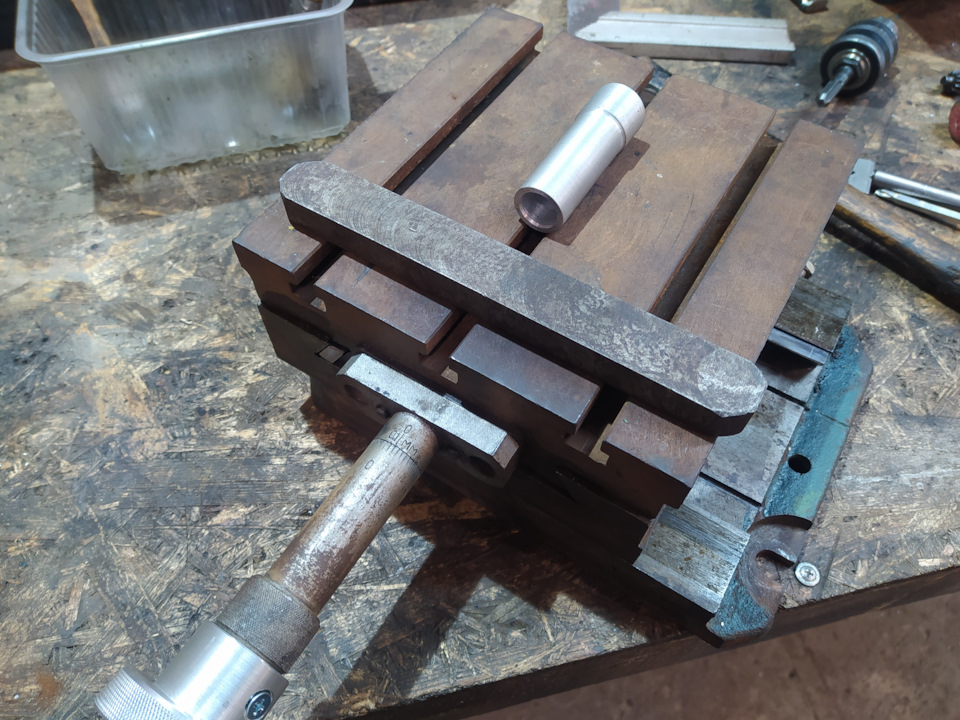
И так, координатный столик россыпью и еще несколько железяк, достался мне по цене 30 рублей за килограмм на металлоприемке. В момент его приобретения я даже не подозревал что это готовое изделие, просто насобирал деталей для будущего использования в самоделках.






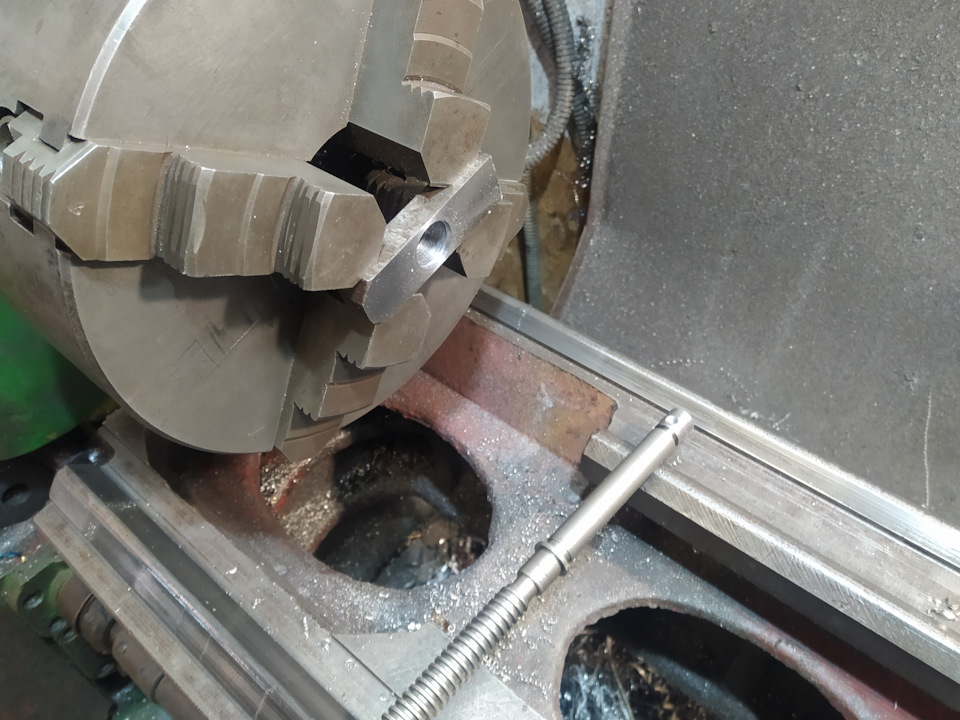
Недостающий винт будет изготовлен из вала электромотора, металл там используется якобы ст45, а ежели нет то всяко лучше кругляка или шестигранника из пластилина с металл базы.

Роторы от моторов мне достаются на халяву, как правило от сгоревших. Заказчику нужны только шкивы. В общем вал аккуратно выталкивается и идет в обработку…



Недостающий лимб решено сделать из алюминиевой втулки сайлентблока задней балки автомобиля киа рио, давно валялась и пригодилась.


Ступица получилась составная из двух частей, делать единую из кругляка, нет никакого желания и потребности

Промежуточный результат, забыл упомянуть что рукоятки для маховиков я использую из шарниров от стоек стабилизаторов автомобиля, очень удобно

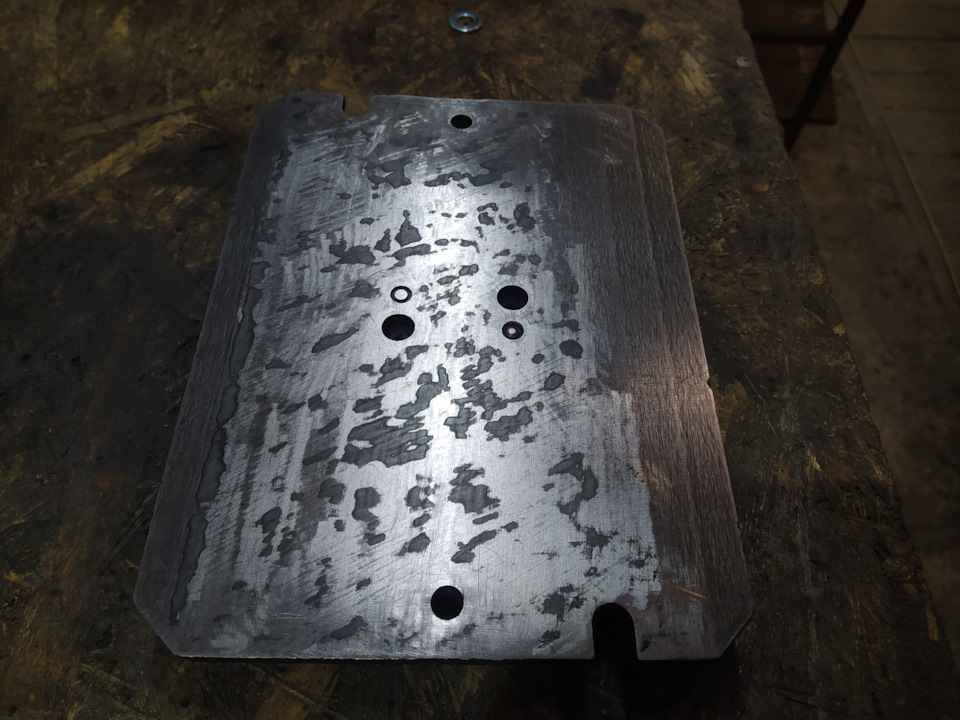
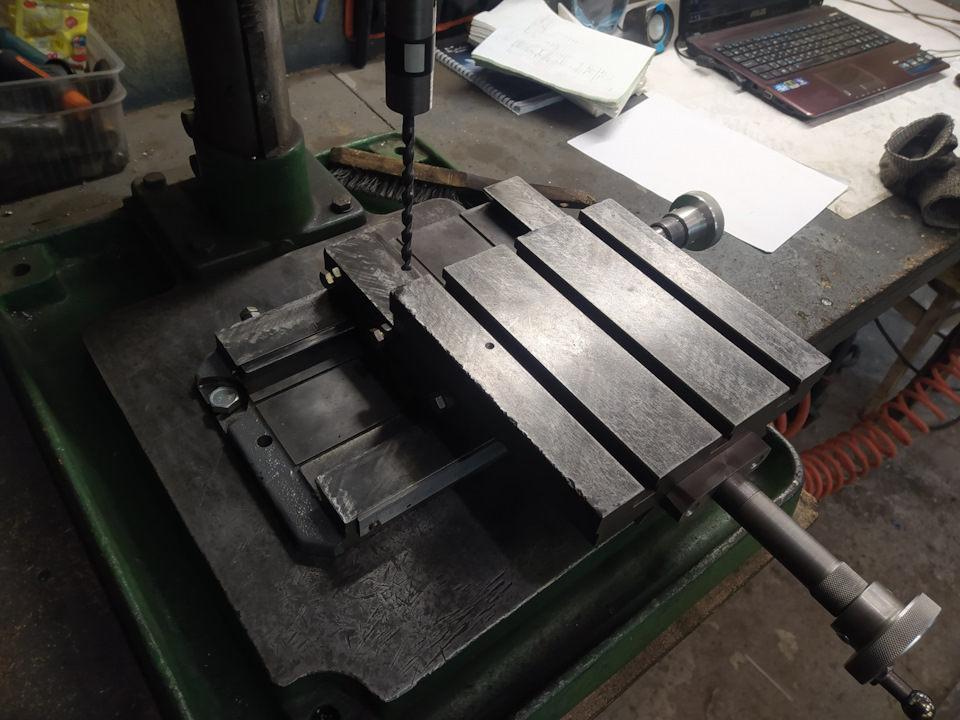
Работа проделанная ранее, просто фигня по сравнению с продолжением. Очистка от ржавчины, краски и последующее шабрение рабочих плоскостей





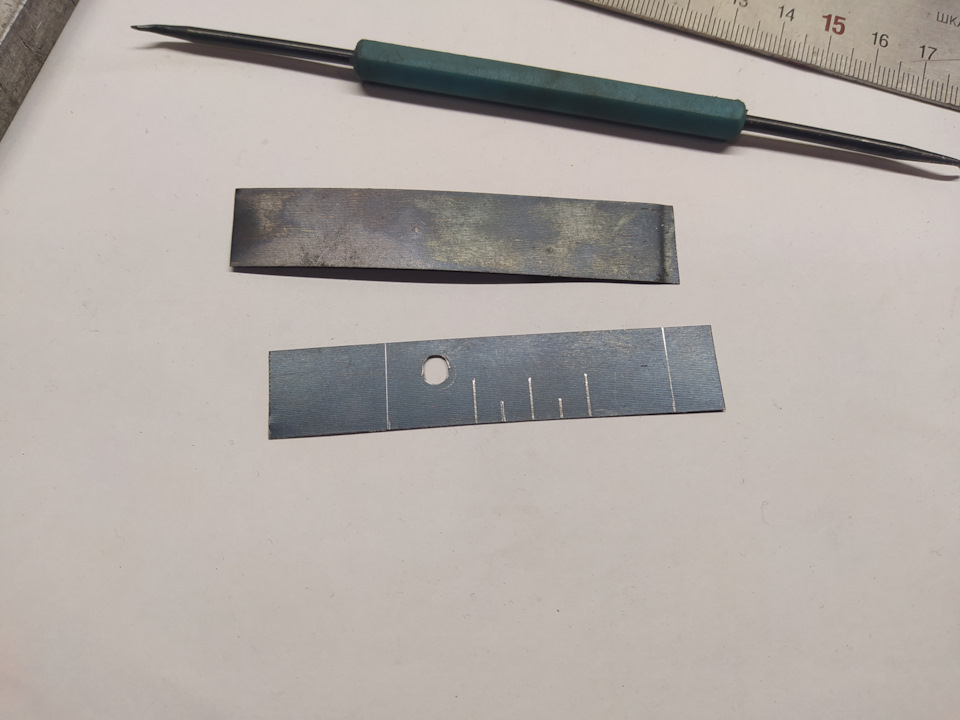
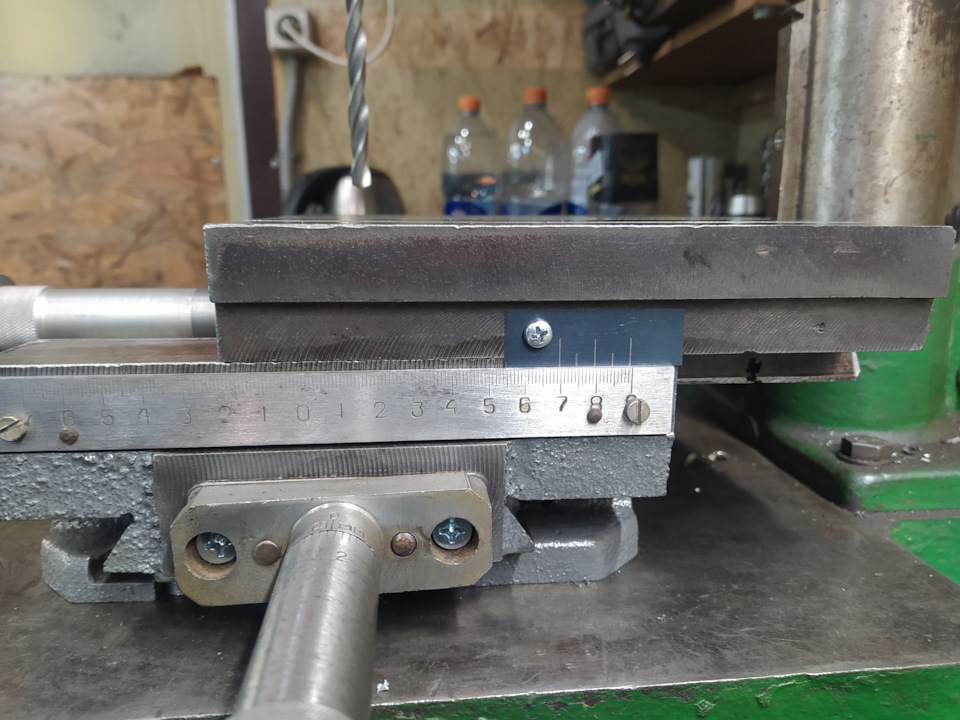

Расстояние от стола до основания КМ, 235 мм. На изготовленном лимбе разметку не делал, поворотным столом или делительным устройством пока не разбогател. В прочем на данном конкретном станке, пока вполне достаточно линеек для позиционирования детали. Тисков пока нет, может подвернутся или сделаю если приспичит

Всем добра, не болейте)
Комментарии 33




Мастер! И только с заглавной буквы!)
Спасибо конечно, не так все сложно)
И тем не менее. Абы кто не возьмётся за такую работу — это надо понимание!)

Класс! У меня такой же сверлильник. Тоже ищу, хотя бы плиту с пазами, чтоб тиски установить. Но, наш Тракторный разобрали и сдали, БУМ по станкам на приемках прошел и если что и попадается, то крайне редко и в убитом состоянии. А так у нас цена на "деловой металл" 40р. Недавно тиски небольшие взял за 500р. На "развалах" и авито такие 1500 в среднем

Я так заехал, спросил магнитную плиту, они мне, есть.Я посмотрел, она электрическая и горантии что она рабочая нет, стою думаю.Подхожу:
почем отдадите,
они а сколько даш,
я им 2 тыщи,
они да нуу, там меди выгон и тележка,
я а за сколько,
они да лучше я себе оставлю
ну ладно, пошел я своей дорогой.
И я потом ещё заезжал к ним и спрашивал, они говарили что нет.А спустя год я узнал, что они их спалили и задали на чермет.Вот сука, жадность что делает, не себе, не людям.
Станок 1а616 продавали, за 50, ессно не в самом лучшем состоянии. В итоге за 25 продали.
А ведь 30 изначально предлагали, нормальную цену, жлобы…
Жабы и видь не предьявиш.Рынок, хочеш бери, хочешь нет
Да гниды, че тут скажешь…


Был у мну такой же НС 12. Хороший сверлилко.

Никуя не понятно, но очень интересно!)

Есть такой же столик, тоже одного винта не хватает. Он есть, но кривой совсем :-(((

Где же такие металлоприемки найти, в моем городе видимо все сдали уже не часто встретишь такую оснастку да и не продаст ее не кто по 30 за кг
Это чистое везение. Приобретая такие вещи на чермете, надо проявлять крайнюю осторожность. А именно не подавать вида)))
Если бы я стал собирать его на месте, в поиске не достающих деталей, он легко мог бы быть переквалифицирован из категории металлолома в изделие, а там сразу ценник улетает за горизонт. Если они умудряются державки от напайных резцов предлагать по 100 рублей, представляете?
Так и покупаю — вот это возьму и вот ту железку кидай на весы пригодится и эта фигня куда нибудь пойдёт и так далее)))
Это да.Иногда получается инструмент в виде ключей, напильников и т.д. купить по 25-30₽, а иногда просто цену ломят, чуть не как с магазина
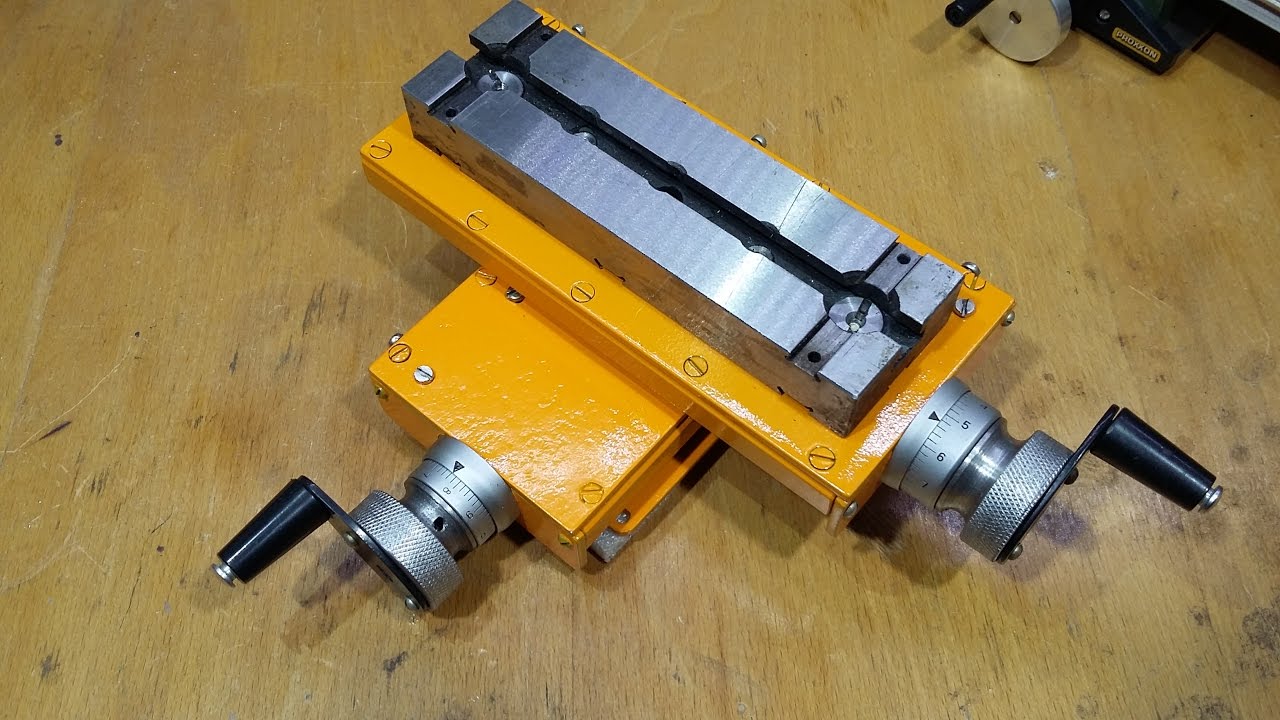
Особенности координатного стола для станка
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
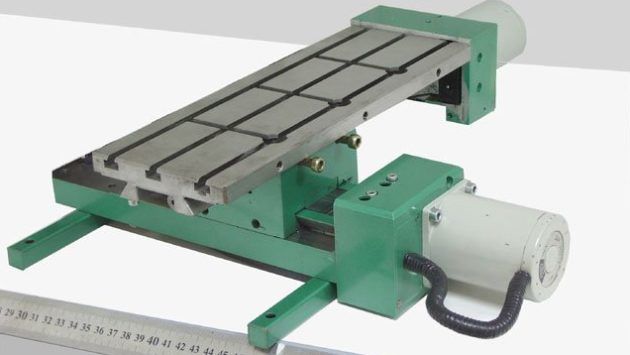
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.

Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.

Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:

Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Видео по теме: Самодельный координатный столик
Читайте также: