Поворотные столы и стойки
Обновлено: 16.05.2024
Предназначены для установки на фрезерные и сверлильные станки для точного позиционирования заготовки под разными углами относительно вертикальной или горизонтальной оси.





| Бренд: | CNIC |



| Бренд: | PROMA (Чехия) | |
| Изготовитель: | Китай |











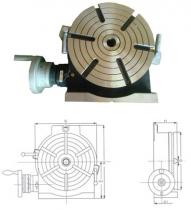
Крепление столов осуществляется к Т-образным пазам станков болтами. Столы имеют маховик с помощью которого через редуктор происходит поворот план шайбы на нужный угол.Для удобства закрепления заготовки столы могут комплектоваться трех кулачковыми патронами или зажимными устройствами.
Поворотный стол для фрезерных, расточных, сверлильных станков
Наличие поворотного стола на фрезерных станках, а также строгальных, сверлильных и расточных существенно расширяет диапазон их применения. Конструкция данного узла определяет жёсткость агрегата, а, следовательно, и точность производимых на нём операций. Если станок оборудован системой ЧПУ, то поворотный стол обеспечивает возможность производства металлорежущих операций на нескольких заготовках одновременно, что увеличивает производительность фрезерования.

Классификация
Рассматриваемый узел представляет собой тщательно отшлифованную поверхность, где имеются так называемые Т-образные пазы, предназначенные для позиционирования обрабатываемой детали. Пазы размещаются либо по дуге окружности, либо в продольном направлении (реже – в поперечном). Соответственно этому различают круглые и прямоугольные поворотные столы.
С наличием такого узла снятие металла (при фрезеровании, строгании и иным подобным операциям) может производиться сразу по трём координатам X, Y, Z, причём с одновременным поворотом заготовки на любой требуемый угол. Функциональность особенно повышается, если горизонтальный поворотный стол установлен на станке, оснащённом системой ЧПУ. В этом случае допустимо высокоточное оформление таких сложных переходов, как получение спиральных канавок, круглых радиусных переходов и других элементов контура повышенной сложности.
Поворотный стол может быть спроектирован и изготовлен в следующих вариантах:
- Круглый: здесь возможна обработка заготовок по дуге окружности или получение винтовых поверхностей. При размещении Т-образных пазов по дуге можно устанавливать несколько исходных заготовок одновременно .
- Вертикально наклоняемый поворотный стол: он допускает фрезерные операции на составных конструкциях, в том числе и располагающихся перпендикулярно друг другу.
- Вертикально наклоняемый с поворотными дисками: при их наличии на станке можно производить фрезерные операции с несколькими заготовками без их переустановки.
- Горизонтальный поворотный стол, который обеспечивает возможность для фрезерных работ с заготовками увеличенных габаритных размеров; такой вариант конструкции подходит для малогабаритного оборудования.
- Поворотный стол, снабжённый вакуумным захватом. При такой конструкции фиксация фрезеруемой заготовки может быть произведена по любой плоскости, в горизонтальном/вертикальном положениях, и под любым углом. Применяется на агрегатах с ЧПУ.
Конструкция
Для выполнения вышеперечисленных функций ручной поворотный стол металлорежущего станка должен состоять из:
- Массивного призматического корпуса.
- Механизма перемещения (чаще — червячной передачи, конструкция которой обеспечивает точную установку заготовки относительно фрезерной головки станка).
- Планшайбы – детали с Т-образными пазами и устройством для точной установки обрабатываемого изделия.
В зависимости от технологического назначения данные узлы могут комплектоваться и иными приспособлениями.
Поворотный стол для металлорежущих станков с ЧПУ дополнительно оснащают сельсинными электродвигателями (иногда – шаговыми), что даёт возможность отрабатывать все перемещения в соответствии с поступающими управляющими командами. Наиболее часто встречаются такие конструкции для выполнения синхронного поворота стола станка с последующим перемещением по одной или нескольким координатам.
Точность отработки управляющих команд, при минимальных потерях мощности сельсинного привода возможна тогда, когда необходимые перемещения выполняются при помощи радиально-аксиальных подшипников. Они нечувствительны к изгибающим моментам и поперечным силам, возникающим во время обработки массивных деталей.
Следует отметить, что отечественная станкоинструментальная промышленность производит гамму рассматриваемых приспособлений разных размеров, но с импортными приводами (японскими или германскими).
Наклонные узлы имеют подобное строение, но дополнительно оснащаются устройствами ручного либо автоматического поворота планшайбы на фиксированный или плавающий угол (в последнем случае станок должен быть оснащён системой ЧПУ).
Поворотный наклоняемый стол фрезерного станка: параметры для оптимального выбора
Главной характеристикой таких систем является амплитуда перемещения. В зависимости от этого показателя приспособления могут устанавливаться даже на сверлильные станки. При этом появляется возможность получения отверстий, ось которых размещена вертикально, под углом 90° к основной плоскости детали. Фиксация при повороте производится с помощью кривошипного механизма, оборудованного фиксирующими защёлками. При наличии делительного диска возможно производство металлорежущих операций одновременно с несколькими заготовками. Планшайба подобных узлов фиксируется в определённом положении при помощи задней бабки.

Технологические характеристики приспособлений, которые следует принимать во внимание при выборе их подходящего исполнения:
- Угол поворота, град – до 360°.
- Точность наклона, град – не более 0,08.
- Форма посадочного отверстия для соединения с основным столом станка – конус Морзе.
- Размеры и количество Т-образных пазов (устанавливаются согласно индивидуальному заказу, но обычно составляют 12 мм по ширине, и 6 шт. – по количеству).
- Диаметр (для круглых исполнений) выбирается из размерного ряда 160, 250, 400, 630, 1000, 1250, 1600 и 2500 мм. Более крупные узлы изготавливаются по спецзаказам, и под станки определённых моделей, в том числе – и с ЧПУ.
Относительно вариантов с ручным управлением дополнительно устанавливаются требования к червячному механизму – передаточное отношение, точность градуировки лимба и делительной окружности, а также модуль червяка и расстояние между геометрическим центром опорной плоскости и механизмом управления.
Для вертикальных и универсальных поворотных столов станков с ЧПУ предел вертикальной регулировки их относительного положения должен быть 0…90±5°.
Для обеспечения точности поворота используются специальные ограничивающие винты, которые устанавливаются на вертикальных торцах планшайбы. Перемещение производится включением микромуфты, которая при работающей фрезерной головке блокируется.

Поворотные столы обычно имеют механическую систему отсчёта, с применением измерительных лимбов, однако в современных конструкциях применяется цифровая система контроля, с индикацией координат на дисплейном устройстве (применяется на станках, оснащённых ЧПУ).
Поворотный горизонтально-вертикальный стол для станков фрезерной или строгальной группы: параметры для оптимального выбора
Такие узлы предназначены для обработки изделий, которые не нуждаются в частых переустановках. Конструктивно этот вариант является наиболее бюджетным и доступен для установки на любом фрезерном оборудовании, включая и малогабаритное.
На нем возможно производство следующих переходов:
- кругового фрезерования;
- обработки уступов и площадок с горизонтальными участками;
- угловых элементов.
Особенно эффективна установка подобного типа приспособлений для станков, которые не оснащены устройством продольно-поперечного перемещения фрезеруемых изделий, и не оснащены ЧПУ. Перемещение производится шарико-винтовыми парами или реечными передачами (для более массивных исполнений применяются именно реечные приводы).
Параметрами выбора являются:
- габаритные размеры конструкции в плане (длина×ширина), мм;
- количество Т-образных пазов;
- толщина планшайбы;
- способ присоединения поворотного стола к опорной поверхности станка (конусами Морзе).
При выборе типа привода учитываются плавность его функционирования, точность фиксации при обработке заготовки, возникающие дополнительные нагрузки на привод, требуемый угол наклона, а также скорость фрезерования/строгания.
Самодельные поворотные столы для фрезерных станков дают возможность повысить точность обработки в условиях домашней мастерской. Они небольшие по размеру (диаметр 100 мм), доступны в сборке и просты в эксплуатации. Для самостоятельной сборки понадобятся:
- токарный патрон;
- угловой лимб и два диска для его фиксации;
- круглая шайба с приваренными «ушами» для основания;
- болты.

На столешнице фрезерного станка он крепится с помощью прижимов. Такое устройство поворотного стола упрощает процесс обработки на фрезере небольших деталей.
Имея навыки работы по дереву можно сделать фрезерный стол своими руками. Последовательность действий следующая:
- На основе габаритов обрабатываемых заготовок и наличия свободного места в мастерской определить параметры стола.
- Сделать столешницу (из МДФ или фанеры толщиной 19…25 мм). Высверлить в поверхности необходимые отверстия и вырезы.
- Изготовить основание, достаточное, чтобы разместить фрезер.
- Врезать монтажную пластину.
- Доработать упоры.
Важно предварительно продумать его конструкцию с учетом индивидуальных потребностей, составить чертеж, точно выполнять разметку и вырезать заготовки.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Стоимость поворотного стола
Магазины предлагают большой ассортимент поворотных столов для фрезерных станков. В таблице приведены ориентировочные цены на некоторые типовые поворотные столы, не бывшие в употреблении.
| Тип конструкции | Ориентировочная цена, руб. |
| Круглый фрезерный | 40 000 |
| Синусный | 48 000 |
| Поворотный круглый (привод ручной или механизированный) | 80 000 |
| Вертикальный с механизированным приводом | 75 000 |
| Горизонтально-вертикальный (Польша) | 113 000 |
| С механической системой отсчета (Россия) | 200 000 |
| Глобусный | 313 000 |
Стоимость поворотного стола зависит от его типа, конструкции, наличия дополнительных элементов, необходимости выполнения пуско-наладочных работ и фирмы–изготовителя.
Сертифицированные модели
Наличие сертификата соответствия является гарантией надежности и точности оборудования. Наиболее распространенные сертифицированные модели описаны в таблице.
· возможность оснащения добавочной панелью;
· угол поворота 360 град . ;
· отверстие «Конус Мк II»;
· интервал наклона 0…90 град.;
· габариты 630 х 630 мм;
· локальная обработка деталей;
· использование горизонтально и вертикально;
· конусность отверстия «КМ3»;
· угол наклона 0…90 град;
· наличие специальных уникальных крепежных элементов;
· отверстие типа «Конус МТ2»;
· фрезерование пазов, шлицов, шпоночных канавок;
· угол наклона 110 град., поворота- 360 град.;
· фиксация заготовок в Т-пазах;



Для автоматизированных производств предназначены станки MIKRON HPM. Они обладают таким характеристиками:
- компактность;
- производство высококачественных изделий;
- наличие водоохлаждаемого поворотно-наклоняемого стола с индивидуальным приводом;
- герметичная кабина;
- простота обслуживания благодаря наличию легко открывающихся боковых панелей;
- простое программное обеспечение.
Дополнительным преимуществом, подтверждающим стабильно высокое качество модели, является наличие сертификата соответствия системы управления качеством ИСО 9000.
Таким образом, поворотные столы позволяют облегчить обработку деталей и заготовок различным оборудованием, повысить производительность и точность выполняемых работ.
Координатные и поворотные столы
1596 [DESCRIPTION] => [DEPTH_LEVEL] => 2 [DESCRIPTION_TYPE] => text [UF_IMG] => [UF_IMG_HOVER] => [UF_STYLE] => [UF_STYLE_HOVER] => [UF_FILTERS] => Array ( [0] => 793 [1] => 819 [2] => 452 [3] => 1054 [4] => 1016 [5] => 1017 [6] => 1018 [7] => 1019 [8] => 1020 [9] => 1021 [10] => 1022 [11] => 972 ) [UF_BIGGROUP] => ОСНАСТКА [UF_LINKGOODS] => [UF_SMALLSEC] => ) -->
По вашему запросу товаров не найдено

длина стола 730мм; ширина стола 210мм; ход по X 500мм; ход по Y 210мм

длина стола 425мм; ширина стола 240мм; ход по X 225мм; ход по Y 150мм
длина стола 600мм; ширина стола 240мм; ход по X 400мм; ход по Y 150мм

диаметр стола 100мм; конус шпинделя MT2; передаточное отношение 1:72
диаметр стола 160мм; конус шпинделя MT2; передаточное отношение 1:90
диаметр стола 200мм; конус шпинделя MT3; передаточное отношение 1:90
диаметр стола 250мм; конус шпинделя MT3; передаточное отношение 1:90
диаметр стола 320мм; конус шпинделя MT4; передаточное отношение 1:90
диаметр стола 400мм; конус шпинделя MT4; передаточное отношение 1:90

диаметр стола 1000мм; конус шпинделя MT6; передаточное отношение 1:120
диаметр стола 500мм; конус шпинделя MT5; передаточное отношение 1:120
диаметр стола 630мм; конус шпинделя MT5; передаточное отношение 1:120
диаметр стола 800мм; конус шпинделя MT6; передаточное отношение 1:120

длина стола 300мм; ширина стола 140мм; ход по X 180мм;
Все цены на товары и услуги указаны с учётом НДС. Обращаем ваше внимание, что цены на товары и услуги не являются публичной офертой. Информация о товаре, услугах и ценах носит исключительно информационный характер. Актуальную стоимость и наличие товара и услуг просьба уточнять дополнительно в офисах продаж.
Пошаговое руководство по выбору модели поворотного стола DETRON
Автор: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич
В статье 1 мы с Вами рассмотрели основные преимущества поворотных столов DETRON, сравнив это оборудование с аналогами и убедившись в его экономической выгодности. Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Шаг 1. Габариты детали и крепёжных приспособлений
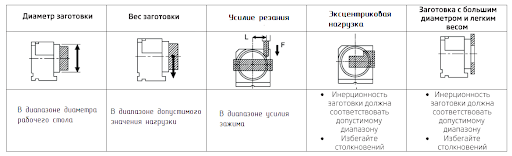
Первое, на что нужно обратить внимание - это, конечно же, габариты детали. То есть нужно выбрать размер планшайбы поворотного стола таким образом, чтобы деталь полностью вписалась в размер планшайбы.
Нужно учесть размер крепёжных приспособлений. Это может быть 3-х кулачковый патрон (что часто применяется) или какая-то другая зажимная оснастка. Обращаем внимание на грузоподъемность.
То есть, поворотный стол должен выдержать деталь с учётом зажимного приспособления.
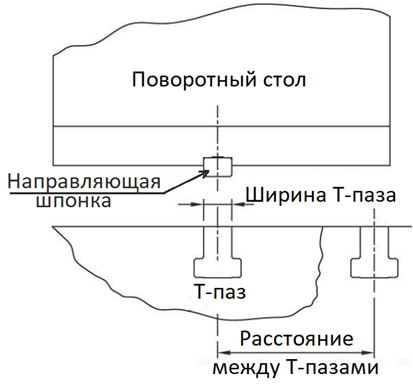
Шаг 2. Рабочая зона
Следующее - это рабочая зона самого станка. Поворотный стол с закрепленной на нем деталью и со всей крепежной оснасткой должен поместиться в рабочую зону. Тут важно расположение направляющих шпонок, по которым поворотный стол будет базироваться и Т-пазы на столе фрезерного станка. Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
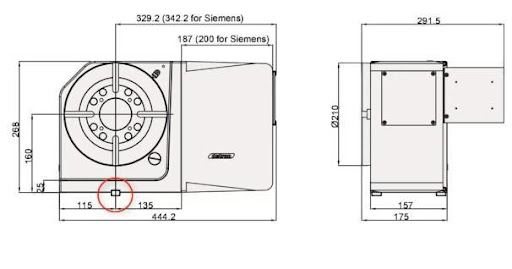
Расположение шпонки (сухаря) можно посмотреть на чертеже поворотного стола:

Болты с Т-шляпкой

Шаг 3. Расположение двигателя
Важно определить, относительно какого Т-паза будет закреплен поворотный стол.
И вот тут пришло время обратить внимание на расположение двигателя. Двигатель может быть расположен справа, слева или сзади относительно корпуса поворотного стола. Если вдруг установить стол так, что двигатель будет выступать за пределы стола станка, в этом случае смотрим на конфигурацию детали.
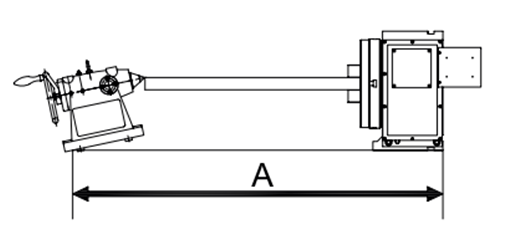
Размер А (длина: детали + поворотного стола + задней бабки + патрона) не должен превышать длину рабочего стола станка.
Понимаем, какие ходы нужны. Например: вариант, когда нужно перемещение по оси Y и проверяем чтобы при этом перемещении не произошло столкновения узлов поворотного стола с узлами станка. А еще не забываем про заднюю бабку: если она требуется, то ее размер также нужно учесть в рабочей зоне.
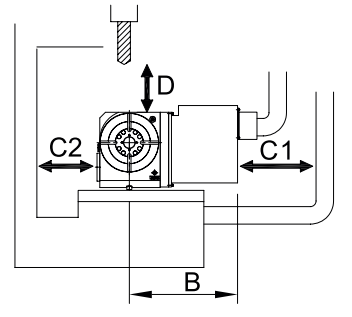
Размер B должен располагаться по центру рабочего стола станка.
Размер D – должно оставаться расстояние от режущего инструмента до верха поворотного стола.
Размер С1 и С2 – не должно быть столкновений с кожухами станка.
Шаг 4. Инструментальные магазины
Дальше: инструментальный магазин . Самые распространенные - это барабанного и карусельного типа.
Если на станке магазин барабанного типа, то он меньше всего ограничивает рабочую зону и стол можно легко разместить на столе, так как магазин располагается за пределами рабочей зоны.
Если магазин карусельный, то он находится в рабочей зоне, обычно слева от колонны. Ось крепления инструмента параллельна оси шпинделя. Если стол окажется под магазином, тогда важно, чтобы он не помешал работе смены инструмента. Лучше в этом случае ставить стол справа. Тогда вроде бы с одной стороны проблем нет, но если появляется задняя бабка, она также может не позволить установить инструмент нужной длины.
Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
Нужно обратить внимание на усилие зажима. Столы могут быть: пневматические или гидравлические. Гидравлика, конечно, держит сильнее. Пневматические столы рассчитаны на маленькие и средние габариты, гидравлические - на средние и крупные. При обработке конкретных деталей возникают определенные силы резания. В каталожных значениях в табличке с характеристиками каждого стола всегда есть параметр “усилие зажима”. Важно, чтобы усилие зажима выдерживало те усилия резания, которые будут возникать при обработке конкретной детали.
Если нужно установить поворотный стол на уже имеющийся станок, то станок должен иметь подготовку.
Последнее: если поворотный стол нужен для уже имеющегося оборудования, привод для поворотного стола должен быть совместим с той системой ЧПУ, которая есть.
Размещение детали и учет рабочей зоны на конкретном примере
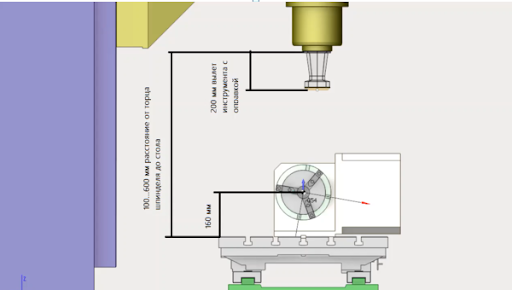
Дано: станок фрезерный со столом 1000х500 мм.
Расстояние от стола до торца шпинделя: 600 мм - максимальное и 100 мм - минимальное. Ход по оси Z соответственно - 500 мм
Деталь - корпус, размером 100 мм (высота) и 38 мм (ширина).
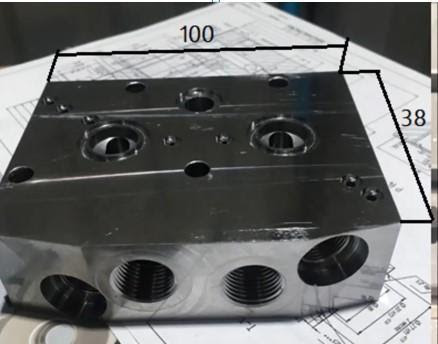
Заготовка - вот такой прямоугольник:

Деталь достаточно сложная, имеет отверстия со всех сторон, причем отверстия глубокие, свыше 10 диаметров.
А на чертеже по разрезу ЕЕ видно, что отверстия - на всю глубину детали, то есть - 100 мм.
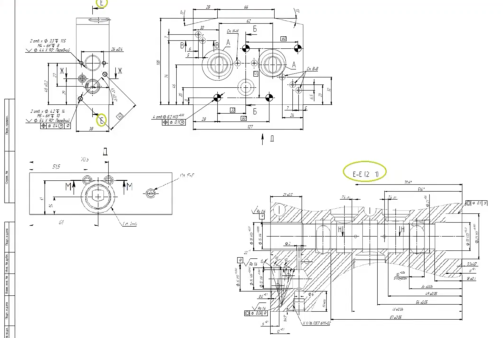
Но речь пойдет не про обработку этой детали, а про то, как она размещается на поворотном столе и как учесть размеры рабочей зоны. Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра - 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Вспомним еще раз чертеж детали.
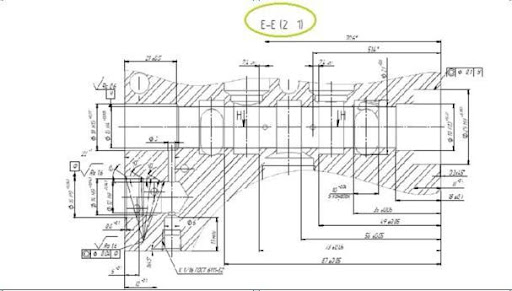
Обработка отверстий на всю глубину. В этом случае (да и в любом другом) важно учитывать величину вылета инструмента.
Здесь нужен вылет равный минимум высоте детали. А еще инструменту должно хватить места на выход из детали. В итоге получаем такую схему:
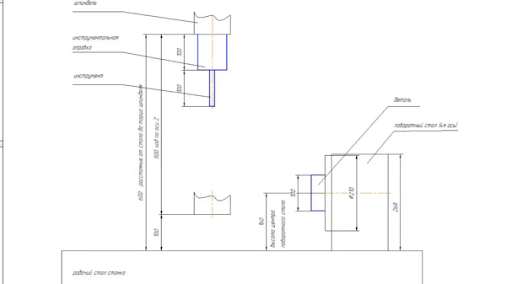
Деталь высотой 100 мм крепится на планшайбе 210 мм. Длина инструмента для сверления на всю глубину - 100 мм. Еще возьмем 100 мм на длину инструментальной оправки. (Не придирайтесь к цифрам, здесь все показано схематично, просто принцип подбора для того, чтобы было понятно, на что обратить внимание). Максимальное расстояние от стола до торца шпинделя - 600 мм. Эта деталь малюсенькая и в рабочей зоне п олно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
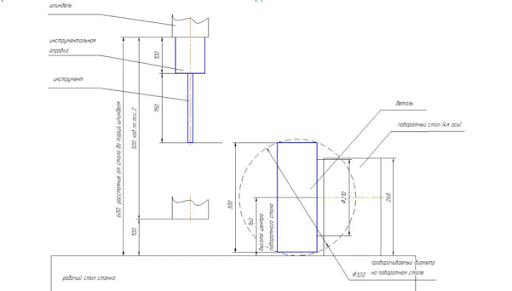
Выбранная 4я ось позволяет провернуть деталь диаметром чуть меньше 320 мм, так как высота центра - 160 мм. На схеме - пунктирная окружность. То есть, если наша деталь по размерам вписывается в эту окружность, она может быть закреплена на планшайбе. Пусть это будет деталь высотой 300 мм. И тогда ,чтобы сверлить на всю глубину, нужен инструмент, длиной тоже 300 мм. 300+300 = уже 600, а у нас расстояние от стола до торца шпинделя всего 600. А еще и инструментальная оправка (это примерно 100 мм), а еще на выход инструмента около 10 мм. Значит 300+300+100+10, получаем 710. А у нас 600. Не влезло. В лучшем случае тут можно сверлить на глубину около 190 мм. На схеме как раз это видно, и это очень важный момент. Поэтому, если нужно обрабатывать деталь на поворотном столе, надо учитывать, что стол занимает место в рабочей зоне и деталь закрепляется на планшайбе выше, чем просто на столе станка. Надо учесть вылет инструмента с оправкой, место для выхода инструмента и сделать это так, чтобы вся конструкция вписалась в рабочую зону по высоте.
Требования к подготовке фрезерного станка для установки поворотного стола
Здесь в первую очередь важно отметить, что система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси).
Кроме того, нужно внести в систему ЧПУ дополнительное программное обеспечение.
ПО, предназначенное для работы станка в комплексе с поворотным столом, обеспечивает:
возможность одновременной обработки по осям X, Y, Z станка и 4 координатой
редактирование программ управления поворотным столом на стойке ЧПУ
Усилитель сигнала системы ЧПУ.
Работа по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола.
Наличие пневматической или гидравлической системы в станке.
Наличие дополнительных кабельных соединений и их крепления, расположенных на наружной поверхности станка.
Схема подключения поворотного стола и одноосевого контроллера
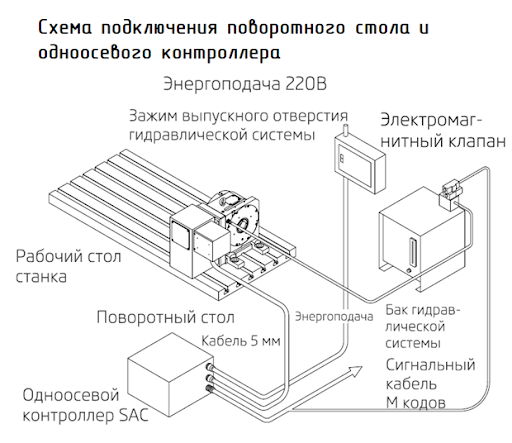
- Применяется для станков без функции 4 оси, контроллер подаёт сигнал, позволяя выполнить позиционирование.
- Нет функции одновременной обработки по 4 – 5 осям
- Программы задаются напрямую через контроллер и позволяют считывать М – коды станка
- Совместим с любой системой ЧПУ
Схема подключения узлов поворотного стола
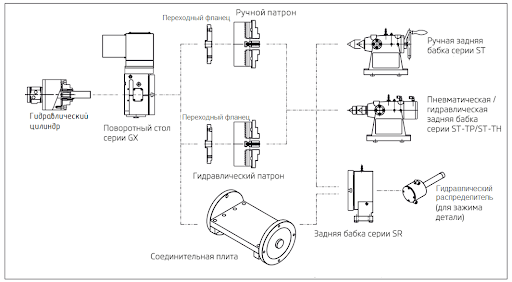
Соединительная плита
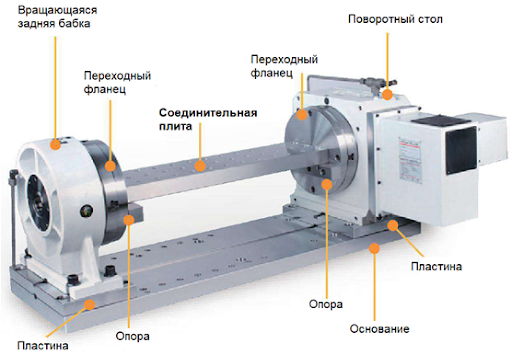
Соединительная плита применяется совместно с вращающейся задней бабкой и служит для установки различных специальных приспособлений для закрепления детали.
Угловой датчик (энкодер)
Энкодер – это датчик угла поворота, позволяющий повысить точность позиционирования. Исходя из требований к изготовлению деталей, необходимо выбрать соответствующий энкодер. Если точность не оговорена, то от энкодера можно отказаться.
Подготовка фрезерного станка для установки поворотного стола - работа, требующая довольно тщательного и скрупулезного подхода, учета технологических, механических и физических факторов. Мы постарались как можно подробнее описать для Вас тонкости этой работы. Тем не менее, вся информация, предоставленная в статье представляет собой только часть огромного объема данных, которые анализируют и прорабатывают специалисты Инкор. В связи с этим, перед тем как принять окончательное решение по выбору поворотного стола DETRON, рекомендуем обратиться за индивидуальной консультацией.
Стол поворотный

Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения - как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.
Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые. Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.
Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
Конструкция поворотных столов
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
Читайте также: