Покрытие стола 3д принтера
Обновлено: 30.04.2024
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
"Не все йогурты одинаково полезны"(c) гласила одна реклама.
В мире 3d печати й̶о̶г̶у̶р̶т̶о̶в̶ тюнячек достаточно много. В одном "широко известном в узких кругах" чатике один из пользователей рассказал об установке вместо стекла стальной пластины, покрытой PEI. Мол работает отлично, китайский производитель даже сделал лот, специально для принтеров Picaso.
У меня как раз на стекле одного из принтеров начали появляться сколы.
Стоимость комплекта - магнитное основание с двусторонним скотчем + стальная пластина с двусторонним покрытием (гладкое и текстурированное) pei - чуть ниже чем стоимость оригинального стекла. Душа требует экспериментов)) оформляю заказ.
Три недели спустя на почту пришла посылка - все целое, комплектное, на гладкой поверхности пластины даже защитная пленка, для предохранения от царапин.
Разобрать стол Designer X, убрать штатную пружину зажима стекла не очень сложно, просто нужно быть очень аккуратным - много мелких элементов, мало места и освещения. Можно было бы вырезать паз в магнитном основании и в пластине, но мне было проще убрать лишние элементы из принтера.
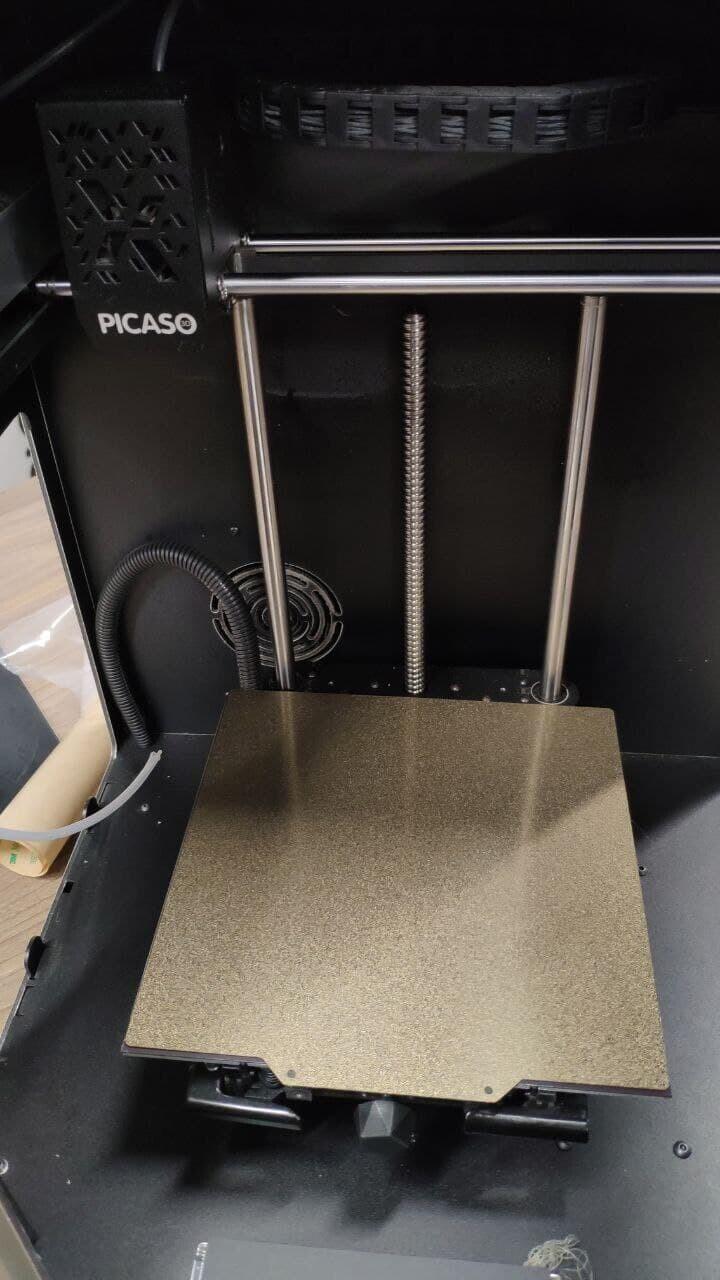
Designer X с установленной на стол магнитной подложкой и стальной пластиной с покрытием PEI
Тестировать буду на следующей конфигурации: блок 400 (стальной термобарьер), стальное сопло 0,5 мм, пластик ABS Picaso, температура сопла 250, температура стола 95, скоростной режим печати "Черновик" (внешний периметр 60 мм/сек, внутренние периметры, заполнение 80 мм/сек).
Для начала хочу проверить качество адгезии и в удерживающую способность магнита.
Рисую две простых модели - параллелепипед 180*180*100 мм, для занятия практически всей площади стола, параллелепипед 180*80*80 мм располагаю под углом 45 градусов.
Настройки печати стандартные - заполнение 10%, высота слоя 0,2 мм, ширина линий 0,62 мм, три периметра, 5 нижних слоев.
Задание с моделью 180х180 мм в PolygonX
Задание с моделью 180х80 мм в PolygonX
Первая же печать выдает печальный результат - модель не только оторвало от покрытия, но и лист с pei оторван от магнитного основания.
Останавливаю печать, снимаю модель, калибрую стол заново, запускаю то же самое задание еще раз.
Углы оторвало снова, но магнитное основание на месте. Уже неплохо.
Запускаю более узкую модель на печать
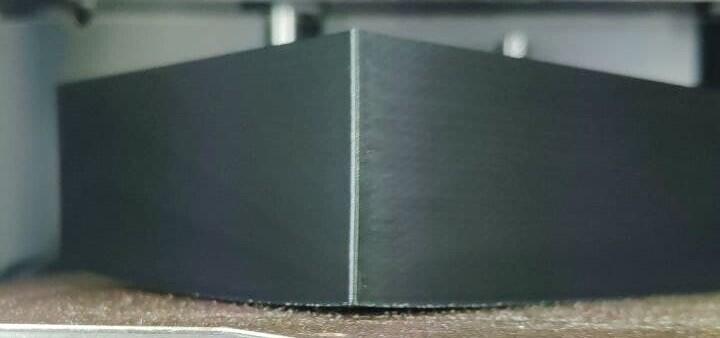
Углы снова оторваны.
Проверяю первый слой, может быть я накосячил с прижимом или выравниванием стола?


Нет - прижим нормальный, слои ровные. Текстура получается шикарная! Но ABS отказывается держаться на этой поверхности((
Пробую перевернуть пластину гладкой стороной, может быть картина изменится? Нет. все точно так же - углы детали задираются в процессе печати. Запускаю повторно - пластик вообще очень неохотно клеится к гладкой пластине.
Возвращаю шершавую сторону обратно, наношу на нее клей. И снова результат не радует. Совсем.
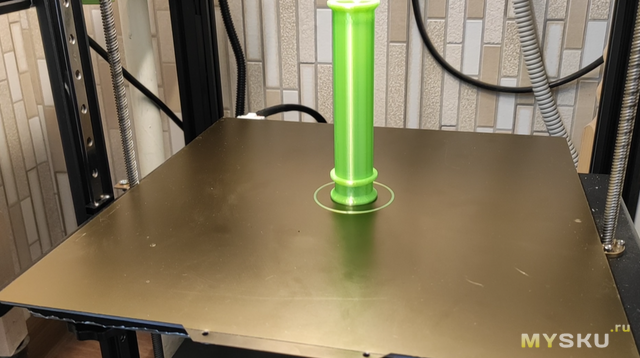
Время на простые эксперименты закончилось, нужно распечатать несколько деталей из прозрачного REC Relax (pet-g)Цилиндр диаметром 120 мм клеится на шершавую поверхность без проблем. Отпечатал пару деталей, отдал товарищу. Запустил на печать все ту же тестовую модель 180*80. Углы начали отрыватьсяВ общем вывод я сделал - "тюнинговая" замена стекла этой пластиной дает возможность печатать небольшие детали из несложных пластиков. При печати больших деталей никаких бонусов, только потенциальные проблемы.з.ы. для чистоты эксперимента запустил на соседнем X-pro задание 180*80, пластик ABS Picaso, стекло, клей Picaso
В любом случае тратить на это деньги и время - решать вам.
Всегда были люди, которые ставили на машины электро-турбины, антистатики на задний бампер и "мухобойки" на капот. Вот и в 3d принтерах скоро появятся такие же сомнительные тюнячки.
Подпишитесь на автора
PEI покрытие стола для 3д принтера

-Ультрабаза
-Голубая наклейка two trees идущая в комплекте с принтером
-PEI от Energetic 3d
-Стекло.
Начал знакомство с покрытиями столов 3д принтеров я с ультрабазы принтера dexp. Хорошее покрытие, мне понравилось. Обычно мазал клеем-карандашом.
Далее купил two trees sapphire plus родная синяя наклейка оказалась полным барахлом, к ней не липнет ничего.
В качестве замены купил PEI от Energetic 3d. С одной стороны гладкий с другой шершавый + магнитное основание.
Первое впечатление на гладкой стороне офигенно, на шершавой отлипает все.
Через несколько месяцев уехал в командировку и там печатал на bizon2 со стеклом и 3д клеем пикасо. Обплевался, по сравнению с PEI стекло барахло, даже с клеем Пикасо. PLA липнет очень плохо.

Начну с недостатков
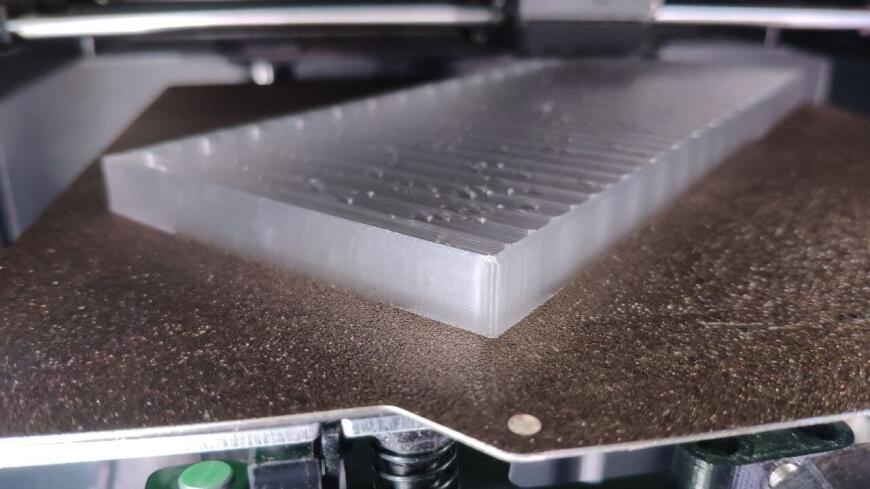
Я выяснил что шершавая сторона у меня недостаточно спечена на фото это видно как песок на поверхности, на самом деле это недорасплавленный порошок PEI. Также в процессе производства 2 песчинки PEI попали на противоположную сторону листа под гладкую наклейку PEI.
Продавец предложил бесплатно выслать новую наклейку PEI, я поразмыслив решил доплатить за стальной лист (тонкий листочек PEI вряд-ли бы доехал целым, кроме того я слышал отодрать PEI от стального листа крайне затруднительно) и мне выслали односторонний стальной лист с наклеенным PEI по цене наклейки.
Рассмотрим что такое PEI и какие виды бывают.
PEI это специальный полимер который размягчается примерно при 240 градусах. Насколько я понял принцип работы этой технологии: при укладке первого слоя во время 3д печати расплавляется верхний слой PEI и спекается с расплавленным филаментом выходящим из сопла.
Практический опыт показывает: чем выше температура, тем лучше прилипание. Некоторые пользователи в отзывах пишут что отрывали PETG вместе с PEI, но у меня такой проблемы нет. (я чуть снизил температуру стола для petg — 65 градусов)
Покрытие состоит из 3х частей
-Магнитная наклейка — плоский магнит с наклеенным 3М скотчем он приклеивается на нагревающий стол.
-Стальной лист
-Наклейка PEI
Наклейка PEI может быть наклеена на заводе, а может быть положена рядом (обычно такое лот дешевле на 1$)
На стальной лист PEI может быть нанесен с 1 или 2х сторон.
-PEI бывает шершавым это когда на лист насыпают порошок PEI, засовывают в печь и он он запекается. Называется порошковое покрытие.
-Eсть гладкий PEI, это когда берут тонкий лист PEI и приклеивают на стальной лист (сам никогда не клеил поэтому каким образом происходит приклеивание не знаю)
Магнитное основание — наклейка тоже бывает разным: высокотемпературным (130 градусов) и низкотемпературным 85 градусов, так что внимательно читайте описание. (у данного продавца все магниты высокотемпературные насколько я понял)
Мой личный опыт использования
Поскольку шершавая сторона у меня была недоспечена, я думал что это песок и боялся повредить сопло, поэтому устанавливал большой зазор между столом и как следствие прилипало плохо.
Торчащие песчинки PEI на шершавой стороне я сточил мелкой шкуркой (потому что песчинки осыпались и впивались в магнитное основание)
Моя любимая сторона гладкая, на текущий момент я распечатал уже наверно 400 деталей и почти все на гладкой стороне и не вижу почти никакого износа.
Но иногда нужна шершавая сторона например для ножек, или когда нужно снизить прилипание к столу, когда печатаю ABC.
В основном я печатаю PLA или PETG стол грею до 55 и 65 градусов соответственно.
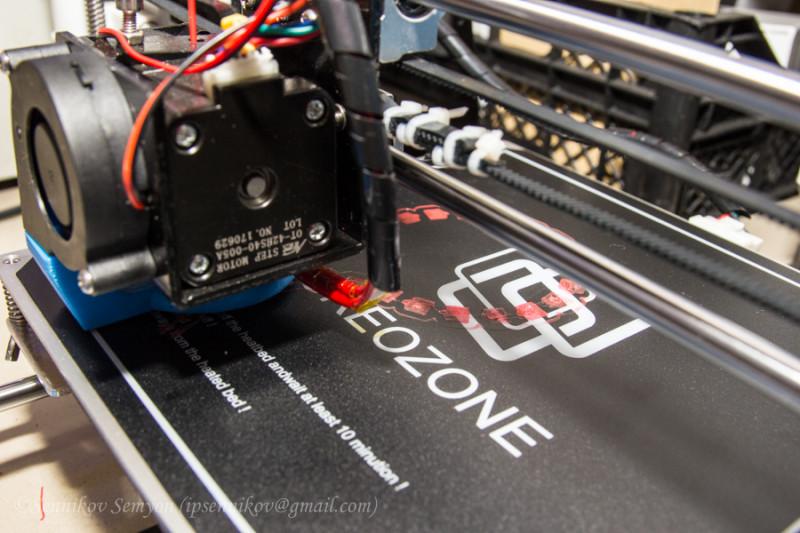
Когда начал печатать ABC стол грел до 95-100 градусов и на гладкой стороне ABC прям въедается в PEI нужно быть очень аккуратным с настройкой высоты стола. У меня еще и стол искривляется при нагреве до 100 градусов. После первого прогрева стола до 100 градусов по ощущениям магнитная сила упала раза в 2, но этой силы по прежнему достаточно и еще сильнее магнитная сила не падает, печатал уже раз 10.
Недавно печатал ABC и на ходу начал регулировать высоту стола не в ту сторону, поэтому покрытие попортил (на фото справа сверху).
В общем покрытием очень доволен, магнитное основание это круто, очень удобно и быстро снимать модели. Стальной лист можно снять с горячего стола, из-за его малой толщины он довольно быстро остывает, снять деталь, примагнитить лист на место и уже через пару минут печатать следующую деталь
В данном магазине не очень хорошее описание лотов и их наплодили дикое множество, как будто специально чтобы запутать покупателя. Не всегда понятно что представляет из себя лот, есть там магнитное основание или нет, приклеено PEI покрытие к стальному листу или просто идет в комплекте, так что читайте внимательно или спросите у продавца. Во время скидок цена чуть снижена 42$, обычная цена 48$ за двухсторонний стальной лист с приклеенным на заводе гладким PEI с одной стороны и текстурированным PEI с другой стороны + магнитное основание, все размером 310*310. Размер имеет значение, более маленькие размеры прилично дешевле.
Товар куплен за свои деньги.
Видео обзор снятый чуть ранее.
Магнитное покрытие для стола 3Д принтера. Есть ли смысл?
У штатного покрытия Creality Ender 3 есть «маленький нюанс». Покрытие стола пристегивается к нему 4 прищепками, и имеет малую толщину и жесткость. Из-за этого при печати больших деталей — они при усадке приподнимают это покрытие над столом, искривляясь — что не есть гуд. И тут появилось новое оригинальное покрытие, которое все сильно хвалили. Ну и пока по акции — решил взять попробовать.
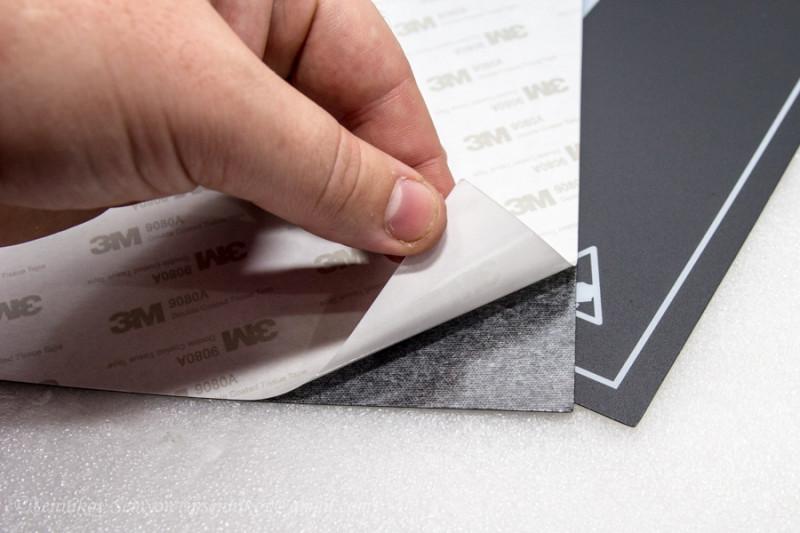
В чем фишка данного покрытия. Оно состоит из двух слоёв: первый просто магнит и клеится на стол на самоклейку вроде как 3М, второй — магнит с шершавым покрытием, на котором ведётся собственно печать и который клеится к уже магнитному столу. После печати мы отклеиваем верхний слой с прилипшей отпечатанной моделью, и изгибаем коврик, в результате чего модель просто отклеивается. Главный плюс всего этого — не нужно елозить по покрытию шпателем, повреждая его и иногда и саму модель. В результате покрытие становится далеко не таким «липучим» как новое. В случае нового магнитного покрытия это исключается, и вроде как всё красиво и «в шоколаде».
Казалось бы — что может пойти не так? Но для начала посмотрим что ж нам приехало.

Покрытие (верхний слой) чуть больше нижнего, слегка выступает за края стола, в принципе можно подрезать, но мне особо пока не мешает, а потом посмотрим. Вот в сравнении с комплектным. Видна небольшая разница в размерах:
По толщине суммарно сопоставимо с штатным (замерить точно забыл), но регулировать стол нужно. Я выставил зазор 0.08мм.
Покрытие «злое», пластик лепится ОЧЕНЬ хорошо, отодрать — ну прям сложно, даже после остывания.
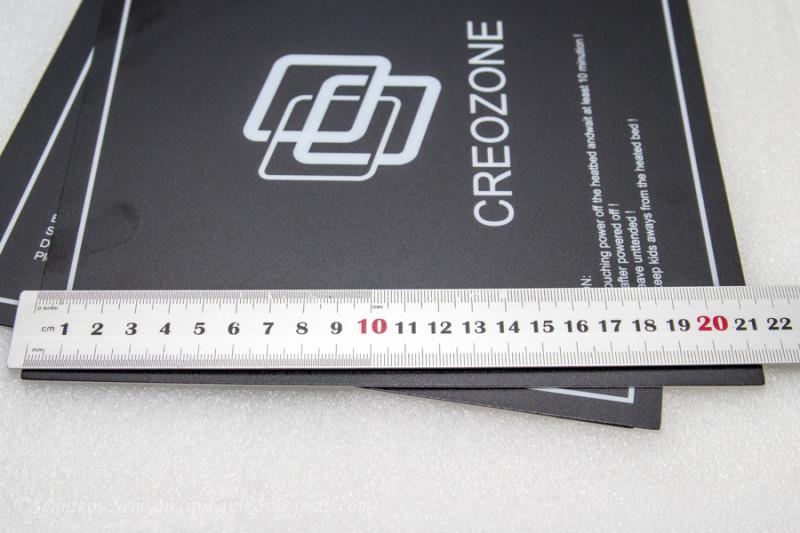
Теперь о грустном. Одной из первых моделей была описанная в прошлом обзоре Christmas Village — считай 13см в диаметре с квадратным отверстием где-то 8х8см в центре. Температура стола при печати была 55 градусов. После печати и остывания модель отодралась с большим трудом, края в том числе. И это выглядело воодушевляюще, пока я не поставил модель на стол. А потом взял линейку.

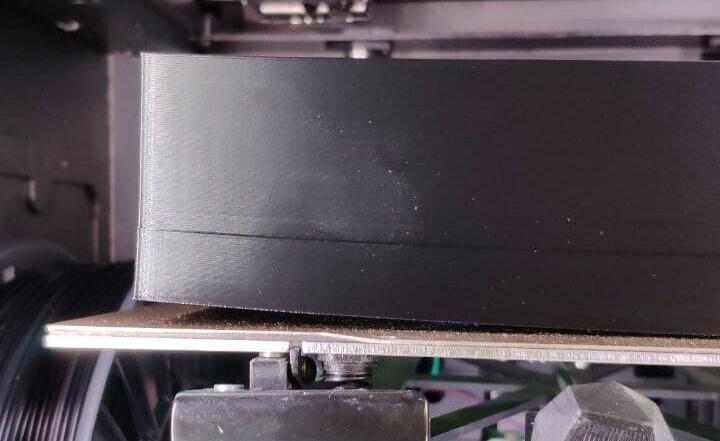
Как видим — чуда не произошло. Хоть и нет проблем с прилипанием модели к покрытию — но есть проблемы с его жесткостью, точнее, «усилием примагничивания» к основанию. В итоге модель таки изгибается, задирая края и изгибая этот магнит, хотя и держится на покрытии — не отодрать.
Что я могу сказать в итоге: покрытие я покупал осознанно, прекрасно понимая, что оно может оказаться не тем что мне бы хотелось. Но кто-то же должен был его проверить? ;) В результате… Ну фиг знает. с одной стороны оно точно не хуже штатного. Пожалуй даже более шершавое. Но вот ожидаемый эффект «жесткости» — увы, не получен, покрытие при усадке пластика по-прежнему идёт волнами. АБС пробовать даже не стал, потому что при нагреве магнитные свойства магнитов еще ухудшатся, и шансов считай что и нет. Не, я-то попробую как-нить потом, но думаю что результат я уже знаю процентов на 90 ;)
Но если так это честно — то оно пожалуй получше родного покрытия — там высокие детали можно было пошатать и было видно как изгибается покрытие к которому они приклеены. тут с этим гораздо лучше.
Так что, вероятно, стекло и волшебный клей рулят. Или скотч, или каптоновая плёнка большой ширины.
Несомненно, я могу капитатьно ошибаться с выводами. Но вроде как ошибки быть не должно. Разве что вообще подогрев при печати не включать? ;) Стоит ли оно своих денег? Стоит ли покупать? Я не знаю. Я в принципе не жалею потраченных 11.5 баксов, досадно что в итоге придётся похоже тупо вырезать стекло и замазать БФ-2, что можно было сделать уже давно ;)
В общем — жду обсуждения в комментах ;)
UPD: забыл важный нюанс — имеет значение ориентация поверхностей. если повернуть под 90 градусов — магнитится хуже.
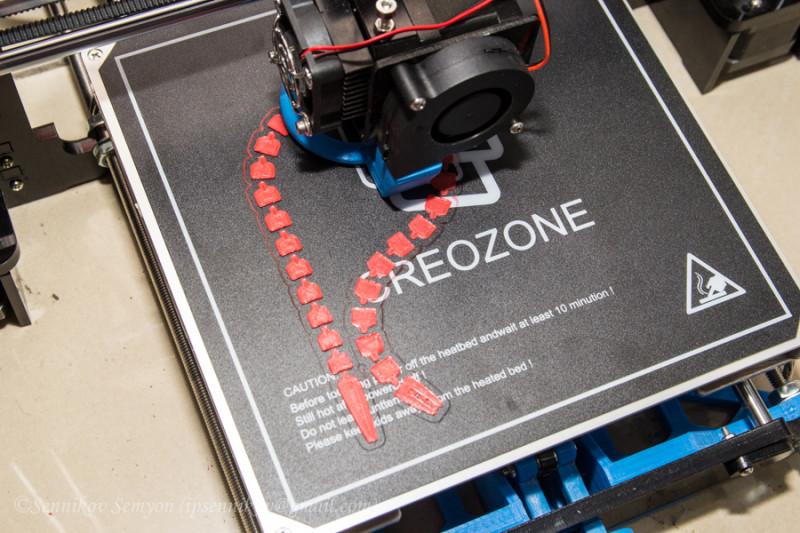
Подложка для горячего стола на 3D принтер, от бренда Creozone. Отличная замена стеклу, пиву, сладкой воде, клею и лаку для волос.
«НЕ ЗНАЛА БАБА ГОРЯ, КУПИЛА БАБА ПОРОСЯ!»
Это я так про свой 3Д принтер Anet A8, обзор на который делал совсем недавно. Вот и я теперь морочусь всякими доработками принтера. И покупкой дополнительных аксессуаров и запчастей. Сегодня решил рассказать про подложку для горячего стола.
С момента покупки, на греющем столе был наклеена клейкая лента, на которую прекрасно прилипал PLA пластик. Но у этой ленты есть один минус-она начинает отрывается через 2-3 печати, вместе с напечатанной моделью. В итоге печать мелких деталей у меня превратилась дополнительно в игру «угадай в слайсере место, на котором лента еще целая». Но честно сказать мне это надоело.
Купленные в оффлайне малярные скотчи, оказались более тонкими, менее шершавыми и PLA к ним просто не желал прилипать.
Попытка печати на стекле мне не понравилась также. По причине не очень удобного крепежа в виде канцелярских зажимов. Да к тому же через два дня после тестирования, я умудрился стекло расколоть и еще и порезаться.
В общем как-то у меня со стеклом не получилось. Поэтому я решил дальше не мудрить, и просто заказать новый рулон клейкой ленты на Aliexpress. Выбор пал на клейкую ленту от фирмы Mikromake. И я ее уже почти заказал, но в этот момент увидел подложку для горячего стола в магазине Creozone. У нее заявлена многоразовая возможность использования и отличная адгезия с любыми пластиками. Цена 15 долларов за 3 подложки. Я немного подумал и решил, что лучше заказать подложку. Еще не малую долю в моем решении повлиял внешний вид подложки. Она выглядит красивее чем наклеенная на горячий стол липкая лента.
Магазин меня конечно порадовал. Тем что выдал трек номер уже через 3 часа после заказа. Не часто вижу такую расторопность.
Подложки пришли в обычной упаковке, которую даже не фотографировал. Внутри находились три подложки в антистатическом пакете с мешочком силикагеля:


Устанавливается подложка довольно просто.
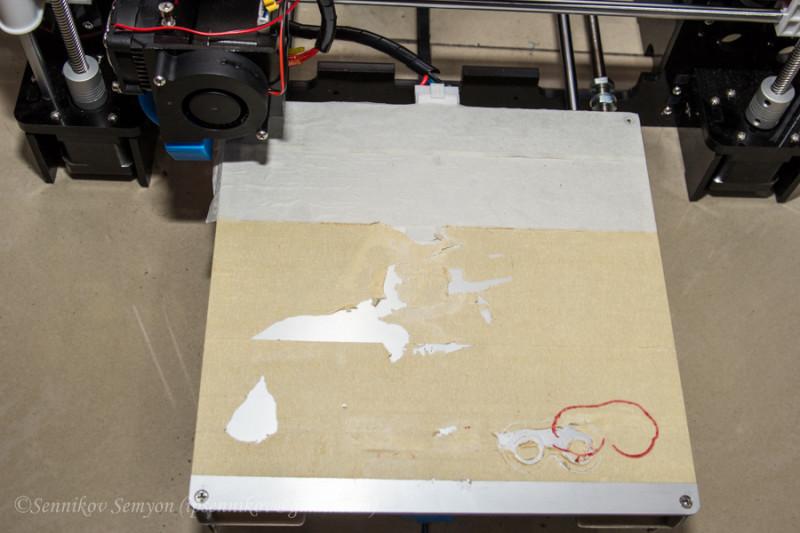
На момент прихода посылки, мой стол выглядел вот так:


Но предварительно я отрезал обычными ножницами уголки. Чтобы был доступ к болтам для регулировки уровня стола.
Получилось вот так:
И отправил на печать тестовую змейку, у которой довольно много отдельных деталей, с небольшой площадью прилипания.

Пластик PLA от BestFilament.
Спустя 3.5 часа получил готовую модель:

Адгезия отличная. Даже после того как стол и модель остыли, отрываются очень плохо. Приходится использовать отвёртку в качестве рычага.
За несколько дней я уже напечатал несколько различных деталей разными пластиками, и несколько подобных змеек.

Могу сказать, что печатать на такой подложке мне очень нравится. Первый обводной слой после полного остывания стола также удаляется и не оставляет никаких следов.
Данная подложка, по цене в ≈5$ за штуку, является отличной альтернативой стеклам, лентам, скотчам и прочим средствам необходимым для надежного прилипания печатающихся моделей на 3D принтерах. Подложка достаточно плотная и толстая. Опыт по ковырянию подложки ножом, шпателем и отверткой (снимаю готовые модели со стола подручными средствами) показывает, что подложка достаточно устойчива к механическим повреждениям. И если намеренно ее не резать и не царапать, хватит ее на большой срок печати.
Единственный минус, это то, что при серийной печати, придётся ждать остывания стола, прежде чем снимать модель. Но у серийных печатников должен быть бюджет побольше, и там уже можно брать более дорогие ситалловые стекла. А вот для неспешного домашнего печатания, подложка подходит идеально. Я покупкой однозначно рад, и смело могу советовать данную подложку владельцам 3Д принтеров.
На этом я свой обзор заканчиваю. Желаю всем только радующих покупок.
Калибровка стола 3D-принтера: пошаговое руководство
Калибровка стола 3D принтера имеет решающее значение для успешной 3D печати. При использовании 3D-принтера необходимо учитывать ряд факторов. Ровный стол для печати является важной частью этого процесса, поскольку она позволяет экструдеру равномерно распределять материал по всей поверхности платформы и ключевое значение имеет качество первого слоя будущей 3D модели, а точнее его адгезия к поверхности стола 3D принтера .
Для выравнивания стола 3D принтера, нам нужно отрегулировать высоту по оси Z, т.е. зазор между соплом экструдера и поверхностью платформы для 3D печати.
Признаки того, что вам необходимо калибровать стол 3D принтера

Первый слой отпечатка не прилипает или плохо прилипает к столу 3D принтера
Несколько общих признаков некалиброванного стола 3D принтера:
- Высота и ширина первого слоя неравномерны
- Первый слой не формируется во время начала 3D печати
- Нить не прилипает или плохо прилипает к столу 3D принтера
- Деформация модели у основания из-за отслоившегося первого слоя во время 3D печати
Необходимые инструменты и подготовительные этапы для калибровка стола 3D принтера
Набор инструментов, необходимых для калибровки стола 3D принтера:
- Лист бумаги: для выравнивания стола 3D принтера вам понадобится лист такого размера, который вы можете удобно держать и перемещать между соплом и столом 3D принтера. Отлично подойдет обычная офисная бумага А4 размером примерно 100 x 40 мм. Предпочительно использовать толщину 120–160 г/ м² .
- Отвертка или шестигранный ключ: стол вашего 3D-принтера регулируется винтами или шестигранными болтами, в зависимости от этого используйте соответствующий инструмент.
- Термостойкие перчатки, удобны для работы вокруг насадки с нагретыми соплом экструдера и столом 3D принтера
- Чистая хлопчатобумажная ткань и латунная щетка, нужны для очистки сопла от остатков пластика
- Для удаления остатков клея или пластика с поверхности стола 3D принтера, можно использовать лезвие бритвы, нож или шпатель
- Мыло для посуды и чистая сухая хлопчатобумажная ткань также пригодятся для удаления пыли, жира и грязи.
- Изопропиловый спирт, позволит обезжирить и очистить несъемный стол 3D принтера.
Очистите сопло 3D принтера
Если у вас есть остатки пластика на кончике сопла, откалибровать стол 3D-принтера будет достаточно сложно. К счастью, его легко очистить сухой хлопчатобумажной тканью.
Нагрейте сопло до температуры плавления пластика, при которой использовался последний используемый материал и сотрите излишки тканью. Если это не поможет, можно использовать латунную щетку, чтобы тщательно очистить кончик сопла. Только будьте осторожны, не переусердствуйте, иначе сопло может быть повреждено жесткой щетиной.
При работе с нагретым соплом обязательно соблюдайте меры безопасности, надевайте термостойкие перчатки и руководствуйтесь здравым смыслом.
Очистите стол 3D принтера
Как и в случае с соплом, поверхность стола вашего 3D-принтера также должна быть чистой. Для стеклянной поверхности мы обычно можем использовать лезвие бритвы, нож или шпатель, чтобы убрать любые крупные остатки и мусор. Не используйте острые инструменты на рабочей платформе, которая может быть легко повреждена, например с PEI покрытием.
После того, как крупный мусор будет удален, можем приступить к мытью рабочей пластины. Если ее можно легко снять со стола 3D принтера, можно очистить ее в раковине обычным мылом для посуды и теплой водой. Для несъемной платформы можно использовать бумажное полотенце смоченное изопропиловым спиртом.
Не касайтесь очищенной рабочей поверхности голыми руками, так как это может привести к загрязнения кожным жиров. Если это произошло, обезжирьте поверхность изопропиловым спиртом.
Выравнивание и калибровка стола 3D принтера

Многие 3D-принтеры имеют автоматическое или полуавтоматическое выравнивание стола, но и ручная калибровка так же позволит улучшить качество первого слоя и по-прежнему необходимо для повышения точности и согласованности для автоматического выравнивания.
Зазор между соплом и столом 3D принтера:
Большинство столов FDM 3D-принтеров крепятся с помощью трех или четырех регулируемых винтов в углах или по бокам рабочей платформы. Отрегулируйте каждый винт на пару оборотов, чтобы увеличить расстояние между соплом и поверхностью стола.
Установите платформу 3D принтера в исходное положение:
Теперь поднесите сопло к рабочей платформе вручную или с помощью программного обеспечения, которое вы используете для управления 3D-принтером. Обычно установка в исходное (нулевое ) положение происходит автоматически.
Измерьте зазор и откалибруйте стол 3D принтера
Откалибровать стол 3D-принтера нужно так, чтобы он была как можно более ровной по всем четырем углам и посередине относительно сопла 3D принтера.
Переместите печатающую головку в один из углов и поместите лист бумаги между сопла и платформой для печати. Если при перемещении листа вперед и назад между соплом и столом нет сопротивления, отрегулируйте ближайший регулировочный винт, чтобы уменьшить зазор.
Будьте осторожны, чтобы не надавить на стол 3D-принтера (например , рукой), так как это прижмет основание настолько вниз, что зазор станет больше, чем он есть на самом деле. Снова используйте лист бумаги, продолжая регулировать винт, пока не почувствуете легкое сопротивление сопла и стола 3D-принтера.
Повторите тот же процесс со всеми оставшимися углами. Когда откалибруете стол по углам, переместите печатающую головку в середину и убедитесь, что там сопротивление аналогично тому которое наблюдалось по углам.
Наконец, еще раз проверьте каждый угол и центр, так как постоянные корректировки могли повлиять на другие места. В этом случае повторите всю процедуру, пока все пять точек не будут выровнены.
Первый слой 3D печати
Перед выполнением полного задания на 3D-печать рекомендуется распечатать только первый слой, чтобы убедиться в успешной калибровке. В случае успеха первый слой должен выглядеть более или менее одинаково по всей поверхности.
В случае, если слой однородный, но слишком сплющенный (или не прилипающий), вам может потребоваться отрегулировать смещение Z, изменив зазор между соплом и платформой для первого слоя вашего отпечатка.
Признаки некорректного зазора между соплом и столом 3D принтера
Устанавливая высоту по оси Z, вы решаете, какой размер зазора сопла вам нужен. Это полезно, если бумага, которую вы использовали для выравнивания, была не совсем оптимальной толщины и следовательно, ваш первый слой слишком тонкий или не прилипает.
Второе использование параметра смещения по оси Z — убедиться, что ваш первый слой имеет точно правильную высоту, установленную в вашем слайсере. Это можно измерить, распечатав тест и измерив толщину штангенциркулем, соответствующим образом отрегулировав значение смещения.
Во многих принтерах смещение по оси Z можно изменить напрямую с помощью встроенных элементов управления принтера. Однако, если этого нет, настройку обычно можно найти и изменить в слайсере .
Признаки того, что зазор между соплом и столом 3D принтера слишком мал:
- Первый слой едва заметен или очень тонкий
- Расплавленная нить накапливается на сопле
- Расплавленная нить не выдавливается на рабочую платформу
ПРИЗНАКИ СЛИШКОМ БОЛЬШОГО ЗАЗОРА СОПЛА:
Нужно уменьшить смещение по оси Z, сделав зазор меньше.
Чтобы настроить смещение по оси Z, мы рекомендуем несколько раз напечатать простой тест , для поиска оптимального значения.
Читайте также: