Плавающий стол для сверлильного станка
Обновлено: 15.05.2024
Стол круглый с пневматическим приводом применяется для установки и крепления заготовок. Стол оснащен сменными специальными наладками, устанавливаемыми на его поверхности. Зажимающие элементы наладочного устройства связаны со штоком 1 пневмопривода. Ход штока при заданных размерах стола 12 мм. При давлении воздуха в сети pиз=4 кгс/см 2 усилие на штоке составляет 1500 кгс. Управление зажимом и раскреплением осуществляют рукояткой 2 распределительного крана.

Стол переналаживаемый универсальный
Стол переналаживаемый универсальный предназначен для установки и крепления различных по форме и размерам заготовок, обрабатываемых на фрезерных станках. Для установки и крепления сменных наладок на поверхности стола имеются пазы. Силовыми приводами для элементов зажима служат 10 гидравлических плунжеров 1, расположенных на столе и действующих от пневмогидравлического привода. При работе одного плунжера его ход составляет 8 мм, при трех одновременно работающих плунжерах ход каждого составляет 3 мм, для большого количества плунжеров — соответственно меньше. Неработающие плунжеры выключают гайкой 2. Подвод зажимающих элементов и предварительное крепление заготовок производят с помощью рукоятки 3. При давлении воздуха в сети pиз=4 кгс/см 2 усилие на штоке может быть отрегулировано в пределах 300-1200 кгс.

Стол круглый поворотный с механическим приводом
Заготовки могут устанавливаться непосредственно на столе или в установленном на нем приспособлении. Стол имеет отверстие для центрирования и пазы для крепления заготовок и приспособлений.
Для настройки стола на требуемый угол поворота служат пальцы 3, установленные и закрепленные в кольцевом пазу стола. Упором для пальцев является выдвижной фиксатор 2. Поворот производится от механического привода или вручную. Направление вращения стола может изменяться переключением реверсивного механизма посредством рукоятки 1.
h и h1 — размеры высоты паза (h — нижней части).

Размеры в мм
d (доп. откл. по А)
Столы с одновременным фиксированием и креплением поворотной части
Тип I
Стол с одновременным фиксированием и креплением поворотной части 1-го типа предназначен для легких работ.
Управление зажимом осуществляют через рычаг 5, шарнирно закрепленный в точке А. Для фиксирования и крепления поворотной части стола следует повернуть рукоятку 7 с насаженным на нее эксцентриком 3. При повороте эксцентрика кулачок 4 заходит в паз делительного диска 1, фиксируя заданный угол поворота. Одновременно эксцентрик отжимает вниз рычаг 5, который через палец 6 осуществляет закрепление. Палец 2 служит для предварительной установки стола на заданный угол.

Тип II
Стол с одновременным фиксированием и креплением поворотной части 2-го типа предназначен для легких и средних работ.
В столе имеются делительные отверстия, расположенные по окружности через 45°. Поворотом рукоятки 5 стол фиксируют и закрепляют в заданном положении. При этом фиксирующий палец 4 при помощи пружины вводится во втулку 3, а клиновой наконечник 6 разводит сегменты 7, помещенные между закрепленной в корпусе втулкой 1 и шайбой 2, последняя отжимается сегментами вниз, обеспечивая надежное крепление стола. Поворот стола осуществляют с помощью ручек. При усилии на рукоятке, равном 15 кгс, крутящий момент составляет 225 кгс·см.

Тип III
Стол с одновременным фиксированием и креплением поворотной части 2-го типа предназначен для установки и закрепления тяжелых заготовок с помощью приспособлений.
Для разгрузки опорной поверхности стола при его повороте служат подшипники качения 4, не препятствующие подъему поворотной части. В заданном положении стол фиксируют эксцентриком 5, управляемым рукояткой 6. Эксцентрик имеет две рабочие поверхности, боковую и торцовую (верхнюю). При повороте рукоятки 6 шарики 3 через плунжеры 2 действуют на сухари 1, которые закрепляют стол в рабочем положении.

Стол поворотный двухпозиционный
Стол поворотный двухпозиционный применяют на фрезерных операциях, когда по условиям обработки допускается смена заготовок за счет машинного времени.
Для этого на концах стола устанавливают приспособления. Предварительную установку стола в рабочем положении производят по упору 10; управление окончательным фиксированием и закреплением осуществляют рукояткой 9 через рейку 8 и рычаг 1. При повороте рукоятки рычаг перемещается вправо и с помощью шпенька 4 заводит фиксатор 5 в гнездо. Одновременно рычаг 1 нажимает уступом на ролик 3 и поворачивает кулачки 7. При этом цапфа 2 опускается и прижимает стол к корпусу, а кулачки передвигают ползуны 6 и при помощи сухарей 11 окончательно закрепляют его. Пружины 12 служат для подъема стола при повороте.
Поворотный стол для фрезерных, расточных, сверлильных станков
Наличие поворотного стола на фрезерных станках, а также строгальных, сверлильных и расточных существенно расширяет диапазон их применения. Конструкция данного узла определяет жёсткость агрегата, а, следовательно, и точность производимых на нём операций. Если станок оборудован системой ЧПУ, то поворотный стол обеспечивает возможность производства металлорежущих операций на нескольких заготовках одновременно, что увеличивает производительность фрезерования.

Классификация
Рассматриваемый узел представляет собой тщательно отшлифованную поверхность, где имеются так называемые Т-образные пазы, предназначенные для позиционирования обрабатываемой детали. Пазы размещаются либо по дуге окружности, либо в продольном направлении (реже – в поперечном). Соответственно этому различают круглые и прямоугольные поворотные столы.
С наличием такого узла снятие металла (при фрезеровании, строгании и иным подобным операциям) может производиться сразу по трём координатам X, Y, Z, причём с одновременным поворотом заготовки на любой требуемый угол. Функциональность особенно повышается, если горизонтальный поворотный стол установлен на станке, оснащённом системой ЧПУ. В этом случае допустимо высокоточное оформление таких сложных переходов, как получение спиральных канавок, круглых радиусных переходов и других элементов контура повышенной сложности.
Поворотный стол может быть спроектирован и изготовлен в следующих вариантах:
- Круглый: здесь возможна обработка заготовок по дуге окружности или получение винтовых поверхностей. При размещении Т-образных пазов по дуге можно устанавливать несколько исходных заготовок одновременно .
- Вертикально наклоняемый поворотный стол: он допускает фрезерные операции на составных конструкциях, в том числе и располагающихся перпендикулярно друг другу.
- Вертикально наклоняемый с поворотными дисками: при их наличии на станке можно производить фрезерные операции с несколькими заготовками без их переустановки.
- Горизонтальный поворотный стол, который обеспечивает возможность для фрезерных работ с заготовками увеличенных габаритных размеров; такой вариант конструкции подходит для малогабаритного оборудования.
- Поворотный стол, снабжённый вакуумным захватом. При такой конструкции фиксация фрезеруемой заготовки может быть произведена по любой плоскости, в горизонтальном/вертикальном положениях, и под любым углом. Применяется на агрегатах с ЧПУ.
Конструкция
Для выполнения вышеперечисленных функций ручной поворотный стол металлорежущего станка должен состоять из:
- Массивного призматического корпуса.
- Механизма перемещения (чаще — червячной передачи, конструкция которой обеспечивает точную установку заготовки относительно фрезерной головки станка).
- Планшайбы – детали с Т-образными пазами и устройством для точной установки обрабатываемого изделия.
В зависимости от технологического назначения данные узлы могут комплектоваться и иными приспособлениями.
Поворотный стол для металлорежущих станков с ЧПУ дополнительно оснащают сельсинными электродвигателями (иногда – шаговыми), что даёт возможность отрабатывать все перемещения в соответствии с поступающими управляющими командами. Наиболее часто встречаются такие конструкции для выполнения синхронного поворота стола станка с последующим перемещением по одной или нескольким координатам.
Точность отработки управляющих команд, при минимальных потерях мощности сельсинного привода возможна тогда, когда необходимые перемещения выполняются при помощи радиально-аксиальных подшипников. Они нечувствительны к изгибающим моментам и поперечным силам, возникающим во время обработки массивных деталей.
Следует отметить, что отечественная станкоинструментальная промышленность производит гамму рассматриваемых приспособлений разных размеров, но с импортными приводами (японскими или германскими).
Наклонные узлы имеют подобное строение, но дополнительно оснащаются устройствами ручного либо автоматического поворота планшайбы на фиксированный или плавающий угол (в последнем случае станок должен быть оснащён системой ЧПУ).
Поворотный наклоняемый стол фрезерного станка: параметры для оптимального выбора
Главной характеристикой таких систем является амплитуда перемещения. В зависимости от этого показателя приспособления могут устанавливаться даже на сверлильные станки. При этом появляется возможность получения отверстий, ось которых размещена вертикально, под углом 90° к основной плоскости детали. Фиксация при повороте производится с помощью кривошипного механизма, оборудованного фиксирующими защёлками. При наличии делительного диска возможно производство металлорежущих операций одновременно с несколькими заготовками. Планшайба подобных узлов фиксируется в определённом положении при помощи задней бабки.

Технологические характеристики приспособлений, которые следует принимать во внимание при выборе их подходящего исполнения:
- Угол поворота, град – до 360°.
- Точность наклона, град – не более 0,08.
- Форма посадочного отверстия для соединения с основным столом станка – конус Морзе.
- Размеры и количество Т-образных пазов (устанавливаются согласно индивидуальному заказу, но обычно составляют 12 мм по ширине, и 6 шт. – по количеству).
- Диаметр (для круглых исполнений) выбирается из размерного ряда 160, 250, 400, 630, 1000, 1250, 1600 и 2500 мм. Более крупные узлы изготавливаются по спецзаказам, и под станки определённых моделей, в том числе – и с ЧПУ.
Относительно вариантов с ручным управлением дополнительно устанавливаются требования к червячному механизму – передаточное отношение, точность градуировки лимба и делительной окружности, а также модуль червяка и расстояние между геометрическим центром опорной плоскости и механизмом управления.
Для вертикальных и универсальных поворотных столов станков с ЧПУ предел вертикальной регулировки их относительного положения должен быть 0…90±5°.
Для обеспечения точности поворота используются специальные ограничивающие винты, которые устанавливаются на вертикальных торцах планшайбы. Перемещение производится включением микромуфты, которая при работающей фрезерной головке блокируется.

Поворотные столы обычно имеют механическую систему отсчёта, с применением измерительных лимбов, однако в современных конструкциях применяется цифровая система контроля, с индикацией координат на дисплейном устройстве (применяется на станках, оснащённых ЧПУ).
Поворотный горизонтально-вертикальный стол для станков фрезерной или строгальной группы: параметры для оптимального выбора
Такие узлы предназначены для обработки изделий, которые не нуждаются в частых переустановках. Конструктивно этот вариант является наиболее бюджетным и доступен для установки на любом фрезерном оборудовании, включая и малогабаритное.
На нем возможно производство следующих переходов:
- кругового фрезерования;
- обработки уступов и площадок с горизонтальными участками;
- угловых элементов.
Особенно эффективна установка подобного типа приспособлений для станков, которые не оснащены устройством продольно-поперечного перемещения фрезеруемых изделий, и не оснащены ЧПУ. Перемещение производится шарико-винтовыми парами или реечными передачами (для более массивных исполнений применяются именно реечные приводы).
Параметрами выбора являются:
- габаритные размеры конструкции в плане (длина×ширина), мм;
- количество Т-образных пазов;
- толщина планшайбы;
- способ присоединения поворотного стола к опорной поверхности станка (конусами Морзе).
При выборе типа привода учитываются плавность его функционирования, точность фиксации при обработке заготовки, возникающие дополнительные нагрузки на привод, требуемый угол наклона, а также скорость фрезерования/строгания.
Самодельные поворотные столы для фрезерных станков дают возможность повысить точность обработки в условиях домашней мастерской. Они небольшие по размеру (диаметр 100 мм), доступны в сборке и просты в эксплуатации. Для самостоятельной сборки понадобятся:
- токарный патрон;
- угловой лимб и два диска для его фиксации;
- круглая шайба с приваренными «ушами» для основания;
- болты.

На столешнице фрезерного станка он крепится с помощью прижимов. Такое устройство поворотного стола упрощает процесс обработки на фрезере небольших деталей.
Имея навыки работы по дереву можно сделать фрезерный стол своими руками. Последовательность действий следующая:
- На основе габаритов обрабатываемых заготовок и наличия свободного места в мастерской определить параметры стола.
- Сделать столешницу (из МДФ или фанеры толщиной 19…25 мм). Высверлить в поверхности необходимые отверстия и вырезы.
- Изготовить основание, достаточное, чтобы разместить фрезер.
- Врезать монтажную пластину.
- Доработать упоры.
Важно предварительно продумать его конструкцию с учетом индивидуальных потребностей, составить чертеж, точно выполнять разметку и вырезать заготовки.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Стоимость поворотного стола
Магазины предлагают большой ассортимент поворотных столов для фрезерных станков. В таблице приведены ориентировочные цены на некоторые типовые поворотные столы, не бывшие в употреблении.
| Тип конструкции | Ориентировочная цена, руб. |
| Круглый фрезерный | 40 000 |
| Синусный | 48 000 |
| Поворотный круглый (привод ручной или механизированный) | 80 000 |
| Вертикальный с механизированным приводом | 75 000 |
| Горизонтально-вертикальный (Польша) | 113 000 |
| С механической системой отсчета (Россия) | 200 000 |
| Глобусный | 313 000 |
Стоимость поворотного стола зависит от его типа, конструкции, наличия дополнительных элементов, необходимости выполнения пуско-наладочных работ и фирмы–изготовителя.
Сертифицированные модели
Наличие сертификата соответствия является гарантией надежности и точности оборудования. Наиболее распространенные сертифицированные модели описаны в таблице.
· возможность оснащения добавочной панелью;
· угол поворота 360 град . ;
· отверстие «Конус Мк II»;
· интервал наклона 0…90 град.;
· габариты 630 х 630 мм;
· локальная обработка деталей;
· использование горизонтально и вертикально;
· конусность отверстия «КМ3»;
· угол наклона 0…90 град;
· наличие специальных уникальных крепежных элементов;
· отверстие типа «Конус МТ2»;
· фрезерование пазов, шлицов, шпоночных канавок;
· угол наклона 110 град., поворота- 360 град.;
· фиксация заготовок в Т-пазах;



Для автоматизированных производств предназначены станки MIKRON HPM. Они обладают таким характеристиками:
- компактность;
- производство высококачественных изделий;
- наличие водоохлаждаемого поворотно-наклоняемого стола с индивидуальным приводом;
- герметичная кабина;
- простота обслуживания благодаря наличию легко открывающихся боковых панелей;
- простое программное обеспечение.
Дополнительным преимуществом, подтверждающим стабильно высокое качество модели, является наличие сертификата соответствия системы управления качеством ИСО 9000.
Таким образом, поворотные столы позволяют облегчить обработку деталей и заготовок различным оборудованием, повысить производительность и точность выполняемых работ.
Вертикально-сверлильный станок 2С132
Вертикально-сверлильный станок 2С132 разработан для решения многочисленных задач по рассверливанию, зенкованию, сверлению, зенкерованию, подрезки и развертывания торцов. Все процедуры выполняются на твердосплавном и быстрорежущем устройстве в деталях разной конструкции. Эта модель распространена в мелкосерийном, единичном и серийном выпуске в сборочных и ремонтных цехах.

Вертикально-сверлильный станок 2С132
Что касается климата, то здесь эксплуатационные условия предусматривают работу аппарата при температуре от -10 до +45 градусов. Стоит отметить, что он боится больших перепадов температуры и воздействия долгого нагрева, потому как могут пострадать отдельные узлы и схема электрическая. Относительная влажность воздуха должна быть не больше 80 процентов.
Модели агрегатов
Для начала нужно расшифровать базовую модификацию станка:
- 132 — это основной показатель машины, т.е. максимальный диаметр рассверливания;
- С – модернизация устройства;
- 2 – группа сверлильных агрегатов.
С учетом базовой модификации агрегата произведены следующие модели:
- 2С132Ц – изделие с автоматическим управлением;
- 2С132К – координатное устройство с плавающим столом;
- 2С132ПФ2И – аппарат с ЧПУ (программное числовое управление).
Конструкция и технические характеристики
В техпаспорте указаны следующие элементы и узлы агрегата:
- плунжерный насос;
- сверлильная головка;
- охлаждающая система;
- коробка передач (необходима для движения по оси шпинделя);
- плита;
- шпиндельная бабка;
- устройство управления скоростями и подачами;
- привод;
- коробка скоростей (придает вращение шпинделю);
- электросхема.

Расположение основных частей станка 2С132
Особенности конструкции устройства:
- рабочий стол наделен механизмом, позволяющим регулировать высоту;
- чугунные литые части корпуса отвечают за высокую жесткость;
- специальный узел определяет глубину высверливания;
- в колонне уже имеется электрооборудование;
- подача СОЖ с баком, уже имеющимся в основании.
Плавающий стол
Эта деталь устройства необходима для сверления заготовок. Если заглянуть в паспорт, то можно увидеть, что он состоит из следующих составляющих: салазки, непосредственно сам стол и его основа. Стол движется засчет игольчатых подшипников продольного действия. Они же отвечают за движение салазок поперек. Салазки обеспечивают необходимое положение стола, делая все перемещения простыми и плавными.

Кинематическая схема станка 2С132
Стол сверлильного станка 2C132 фиксируется за счет специального зажима, включающего следующие узлы: верхняя тяга, эксцентриковый вал, два клина, нижняя тяга. Это часть агрегата регулируется за счет специального винта.
Меры безопасности
При выпуске станка производитель предусмотрел максимальную безопасность труда для работников. Она обеспечивается за счет следующих агрегатов:
- блокировки;
- защитное ограждение зоны сверления и резания;
- фиксаторы рукояток;
- предохранители;
- внешнее устройство для запора вводного выключателя.
Технические характеристики предусматривают наличие специального движущегося ограждения, которое прикрывает патрон, конец шпинделя и устройство резания во время работы главного привода. Ограждение, отходя от шпинделя, запускает блокировку питания цепей, управляющих агрегатом в нерабочем виде.
Паспорт электрооборудования вертикально-сверлильного станка 2C132 показывает наличие автоматического вводного выключателя-разъединителя, находящийся в правой части от колонны. После того как станок будет отключен, его необходимо блокировать при помощи специального запора.
Если посмотреть руководство по эксплуатации, то нужно обратить внимание, что во время работы нельзя удалять стружку. Даже в нерабочем виде ее нужно убирать при помощи специальных защитных рукавица при остановленном вращении шпинделя. Более мелкую стружку можно убрать щеткой во время вращения агрегата в отведенном состоянии.
Станок 2C132 оснащен автоматическим торможением шпинделя. Техническая характеристика агрегата показывает, что время торможения после выключения станка составляет не более пять секунд, независимо от частоты вращения. Обратите внимание, при частоте от 3000 мин -1 и более, в паспорте не прописано время торможения.
Вертикально-сверлильный станок 2C132 технические характеристики подтверждают, что он оборудован специализированными фиксаторами рукояток и иных узлов устройства, которые не допускают произвольное движение отдельных частей агрегата.

Электрическая схема станка 2С132
Уровень громкости звука
Создавая вертикально-сверлильный станок 2C132 производитель позаботился о подавлении громких звуков, которые станки издают во время эксплуатации. Громкость звука колеблется около 80 дБА. На холостом ходу, работая с частотой вращения около 1000 оборотов за минуту, уровень издаваемого шума не более 76 дБА. Уже подкорректированная мощность звука составляет примерно 87 дБА.
Шумовая характеристика измеряется согласно ГОСТу и требованиям ИСО 230-5. Все показатели напрямую зависят от числа оборотов, динамической характеристики изделия при обработке и т.д.
Высокий уровень шума создается засчет:
- интенсивных колебаний;
- обтачивания и рассверливания тонкостенных и нежестких заготовок;
- функционирования с нерабочим или сломанным устройством.
Установка станка
Учитывая предназначение агрегата и то что, после того как будет окончено сверление, останется немало стружки, его нужно устанавливать, учитывая следующее:
- необходимо наличие свободного места вокруг агрегата;
- необходимое пространство для проведения ремонтных работ и обслуживания;
- достаточное пространство для движения работника;
- площадь для установки бункера, размещения изделий и заготовок, тележки для стружки и т.д;
- дверца электрошкафа должна открываться на 120 градусов.
Стоит отметить, что рядом не должна находиться не одна сверлильная установка, шлифовальный агрегат, которые работают без должного охлаждения, а также нельзя размещать кузнечно-прессовое и обдирочное устройство.

Общий вид вертикально-сверлильного станка 2С132
Транспортировка
Универсальный вертикально-сверлильный станок 2C132 можно транспортировать на любом виде автомобилей. При доставке универсального станка нужно четко планировать выгрузку, а также перевозку к будущему месту установки.
Перед перевозкой или перемещением агрегата в распакованном виде нужно надежно закрепить все движущиеся детали:
Конструкция и характеристики вертикально-сверлильного станка 2С132
Вертикально-сверлильный станок 2С132, который массово выпускался Стерлитамакским станкостроительным заводом вплоть до 2014 года, является популярной моделью оборудования, используемого для оснащения серийных, мелкосерийных и единичных производств. Станок данной модели предназначен преимущественно для обработки деталей из конструкционных материалов быстрорежущими и твердосплавными инструментами.

Внешний вид вертикально-сверлильного станка 2С132
Сферы применения станка модели 2С132
Вертикально-сверлильный станок модели 2С132, эксплуатация которого допускается в диапазоне температур от +1 до +35 градусов Цельсия, может эффективно использоваться не только для сверления отверстий, но и для выполнения целого перечня других технологических операций:
- рассверливания и растачивания отверстий;
- развертывания;
- зенкерования;
- нарезания внутренней резьбы;
- подрезки торцов.

Основные органы управления станком находятся на передней панели
По специальному заказу производитель станка выпускал модели 2С132, которые могут работать в более широком температурном диапазоне – от –10 до +45 градусов Цельсия. В руководстве по эксплуатации рассматриваемого вертикально-сверлильного станка запрещено воздействие на оборудование локальных источников высокой температуры, так как от этого могут серьезно пострадать его электрическая схема и отдельные элементы.
Конструкция станка 2С132 отличается достаточно высокой сложностью, поэтому к работе на таком оборудовании допускаются только специалисты, прошедшие специальную подготовку, которая ранее (на момент выпуска модели) осуществлялась и в рамках предприятия-производителя.
Конструктивные особенности оборудования
Об основных технических особенностях вертикально-сверлильного станка 2С132 говорит его маркировка. Цифра 2, стоящая в самом ее начале, указывает на то, что станок относится к оборудованию сверлильной группы, литера С – это модификация станка, по цифрам 132 можно понять, что на станке сверлят отверстия диаметром до 32 мм.

Станок 1С132 — вид сбоку
На основе станка 2С132 специалисты конструкторского бюро завода-производителя создали несколько модификаций.
Несущая колонна этого вертикально-сверлильного станка имеет круглое сечение.
Данное устройство оснащено крестовым столом плавающего типа.
В этом вертикально-сверлильном станке реализованы элементы автоматизированного управления. Осуществляется такое управление за счет предварительной настройки аппарата при помощи специальных кулачков и кнопок.
Это вертикально-сверлильный станок координатного типа, оснащенный плавающим крестовым столом и управляемый при помощи системы ЧПУ.
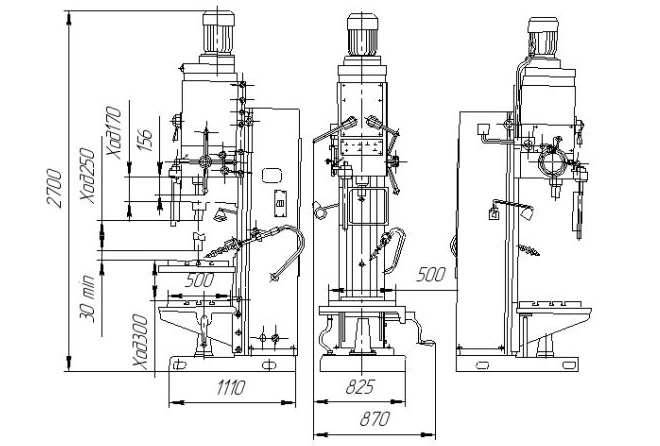
Установочные и присоединительные размеры станка
Рассмотрим устройство станка 2С132.
- Детали корпуса, выполненные из чугуна, обеспечивают конструкции оборудования высокую жесткость.
- Для хранения и подачи смазывающе-охлаждающей жидкости предусмотрен специальный бак, встроенный в основание станка.
- Элементы электрического оснащения компактно располагаются в колонне станка.
- Характеристики рабочего стола позволяют располагать его на любой высоте.
- Кинематическая схема оборудована узлом, позволяющим контролировать глубину выполняемого сверления.
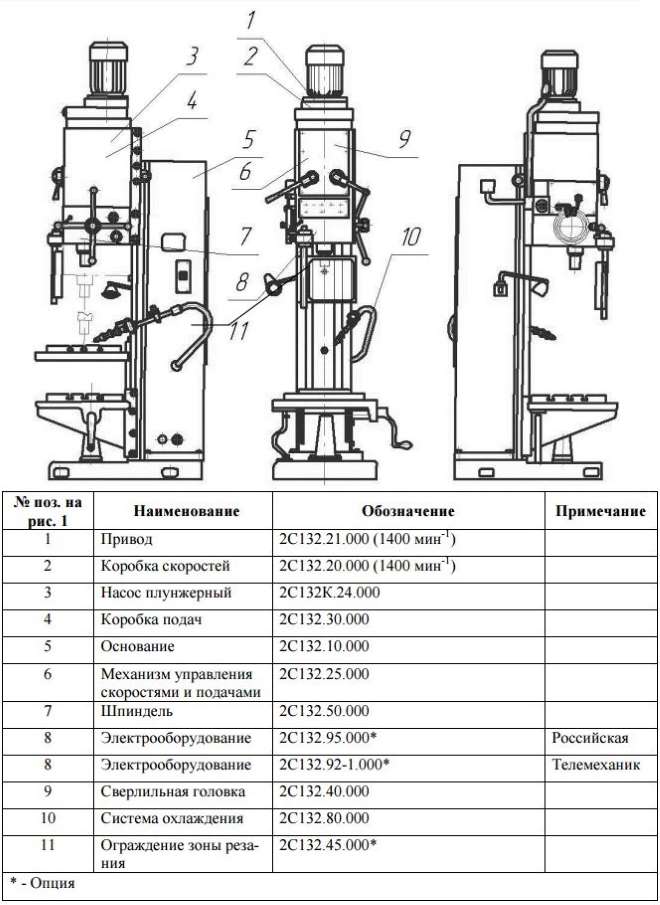
Расположение составных частей станка
Технические характеристики вертикально-сверлильного станка 2С132 определяются его конструкцией, которая состоит из:
- системы, обеспечивающей хранение и подачу охлаждающей жидкости в зону обработки;
- рабочей головки, в которой фиксируется режущий инструмент;
- шпиндельного узла;
- механизма, за счет которого обеспечивается управление рабочими подачами и скоростями вращения шпиндельного узла;
- плиты, служащей основанием оборудования;
- рабочего стола, на котором фиксируется деталь в процессе выполнения обработки;
- коробки подач;
- насоса плунжерного типа;
- коробки, обеспечивающей регулировку скоростей вращения шпиндельного узла;
- главного привода;
- элементов, составляющих электрическую схему.
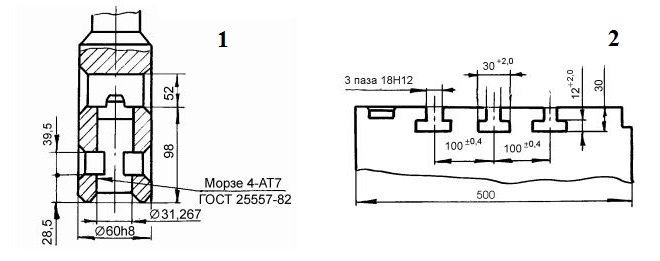
Параметры шпинделя (1) и подъемного стола (2)
Несущей частью вертикально-сверлильного станка, по направляющим которой перемещаются рабочий стол и сверлильная головка, является колонна. Конструктивно данный элемент представляет собой пустотелую чугунную отливку. Для эффективной фиксации оснастки на поверхности рабочего стола станка имеется три Т-образных паза.
В нижней части колонны станка – на плите-основании – смонтирован электронасос, используемый для подачи СОЖ, а в ее верхней части установлен шкаф, в котором располагается электрооборудование установки.

Электромонтажный щиток станка
Главный электродвигатель вертикально-сверлильного станка 2С132 передает вращение входному валу коробки скоростей, позволяющей регулировать частоту вращения шпиндельного узла. При помощи перемещения подвижных блоков, которыми оснащена такая коробка, шпиндельному узлу может сообщаться от 12 до 15 режимов вращения. Передача крутящего момента происходит при помощи шлицевого соединения, а коробка подач приводится в действие посредством зубчатой передачи.
За перемещение шпиндельного узла в вертикальном направлении отвечает коробка подач, при помощи которой можно регулировать параметры такого движения по 9 ступеням. Вращение передается посредством муфты, а от нее – на червячный механизм коробки подач.
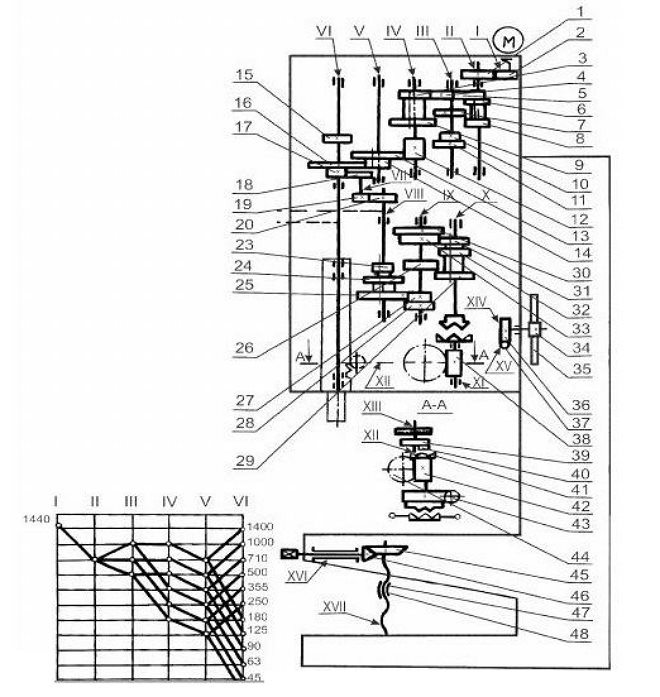
Кинематическая схема станка
За точное и плавное вращение передней бабки отвечают два подшипника, смонтированные в пиноли оборудования, а за ее вертикальное перемещение – реечная передача. Режущий инструмент устанавливается в шпиндельном узле в специальное посадочное отверстие (конус Морзе), а выбивается из него при помощи при помощи специального приспособления, расположенного на шпиндельной головке. Действует такое приспособление следующим образом: при вращении управляющего штурвала передняя бабка, которая контактирует с обоймой приспособления, поднимается, и происходит выбивка инструмента.
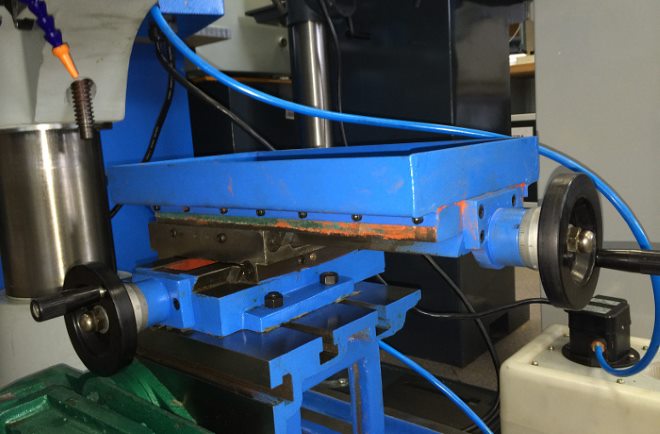
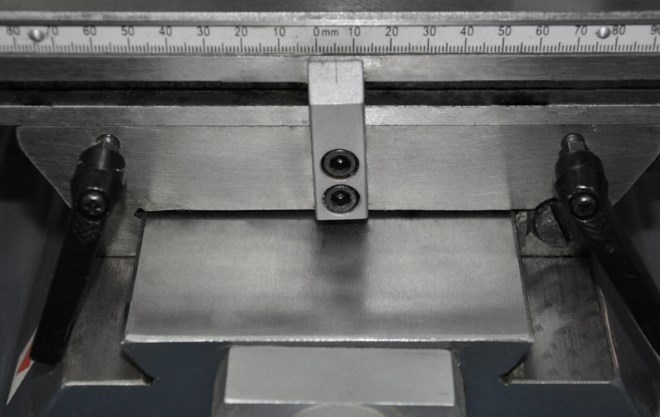
Конструкция плавающего стола
Характеристики плавающего стола, которым оснащено оборудование, позволяют не только надежно фиксировать обрабатываемые детали, но и удобно располагать их по отношению к режущему инструменту. Данный механизм вертикально-сверлильного станка 2С132 состоит из следующих элементов:
- несущей поверхности;
- салазок-направляющих;
- основания.

Так выглядит накладной плавающий стол для станка 2С132 и его модификаций
Плавное и точное перемещение рабочего стола в продольном и поперечном направлениях обеспечивается за счет игольчатых подшипников, установленных в узлах салазок. Для того чтобы обработка детали была точной, необходимо обеспечить надежную фиксацию рабочего стола в заданном положении, за что отвечают следующие элементы в его конструкции:
- вал эксцентрикового типа;
- верхняя и нижняя тяга;
- два клиновых механизма.
Для того чтобы управлять зажимным механизмом рабочего стола и регулировать его работу, в его конструкции используется винтовой механизм. Характеристики данного узла и элементов, из которых он состоит, обеспечивают надежную работу зажимного устройства.
Какими техническими возможностями отличается станок данной модели
Для того чтобы понимать, какими возможностями обладает вертикально-сверлильный станок модели 2С132, достаточно познакомиться с его техническими характеристиками.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.

Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
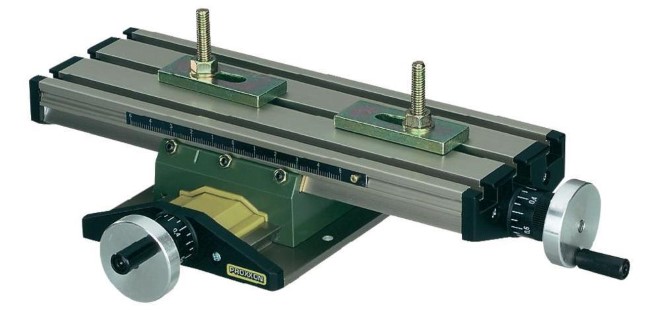
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
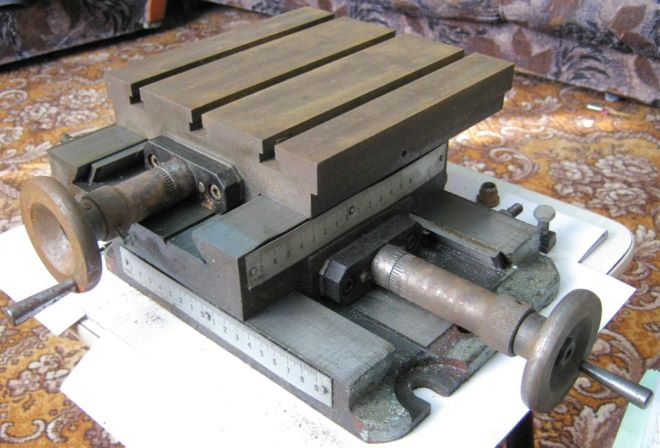
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
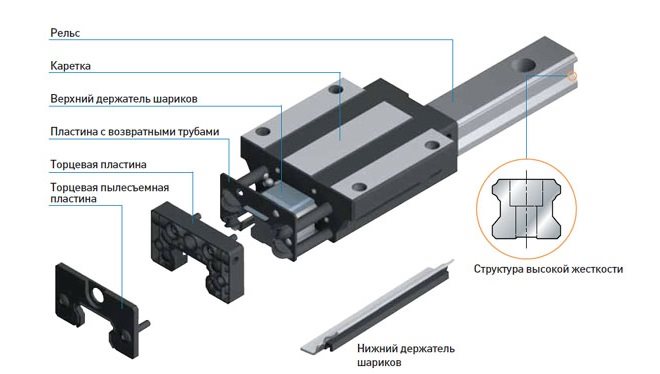
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
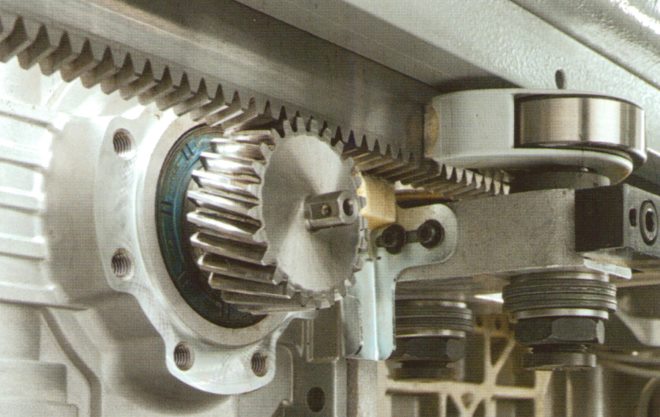
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
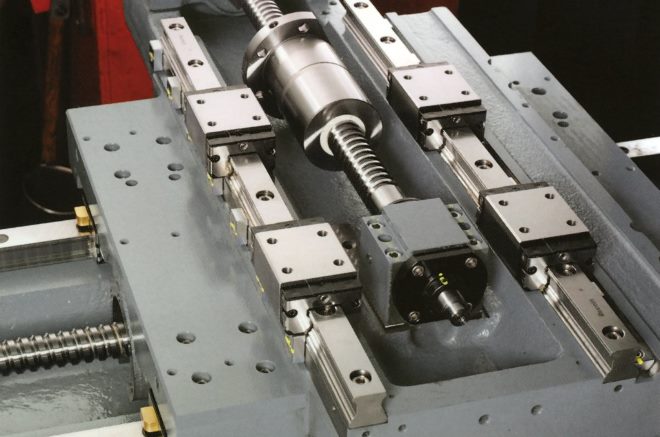
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Читайте также: