Паз на фрезерном столе
Обновлено: 18.05.2024



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
Типы специальных пазов
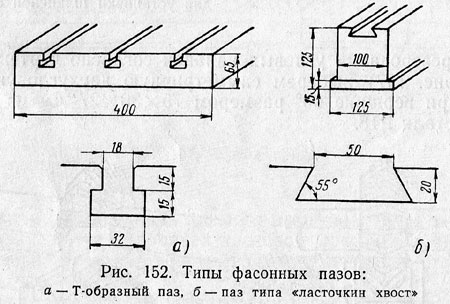
В машиностроении широкое применение имеют специальные пазы, в том числе так называемые Т-образные и пазы типа «ласточкин хвост». На рис. 152, а показана плита с тремя Т-образными пазами, подобными пазам в столе фрезерного станка. На рис. 152, б показана плита с пазом типа «ласточкин хвост»; пазы такого типа часто встречаются в фрезерных станках — в направляющих станины под хобот, в направляющих станины под консоль, в направляющих салазок под верхний стол и т. д.
Фрезы для обработки специальных пазов
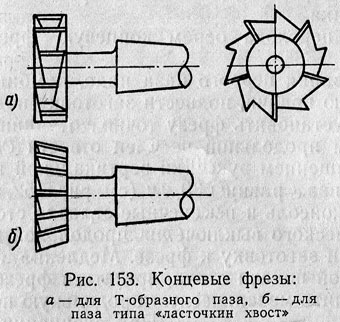
Фрезерование Т-образных пазов и пазов типа «ласточкин хвост» производят обычно на вертикально-фрезерном станке. Для фрезерования Т-образных пазов применяют концевые пазовые фрезы (рис. 153, а), подбираемые строго по размерам паза. Так как Т-образные пазы выполняют по нормализованным размерам, то фрезы для фрезерования этих пазов стандартизованы по ГОСТ 7063—54. Для фрезерования паза «ласточкин хвост» применяют концевые угловые фрезы (рис. 153, б) с углом, равным углу паза (55 или 60°).
Фрезерование Т-образных пазов
Рассмотрим фрезерование трех Т-образных пазов согласно рис. 152, а. Материал заготовки — мягкий чугун. Т-образные пазы фрезеруют обычно в два перехода: при первом переходе фрезеруют прямоугольную прорезь (18X30 мм), при втором переходе — широкую часть паза (32X15 мм). Размеченную заготовку устанавливают непосредственно на столе станка, как показано на рис. 154. Выверяют установку заготовки на горизонтальность (параллельность) столу рейсмасом, двигая его вдоль стола станка. Затем закрепляют рейсмас в шпинделе станка и проверяют продольной подачей стола правильность установки размеченных пазов по отношению к столу станка. После выверки окончательно закрепляют заготовку болтами к столу станка. Для первого перехода берем концевую фрезу диаметром 18 мм. Для фрезерования первого паза надо, комбинируя продольную и поперечную подачи, подвести заготовку под фрезу до легкого касания и установить фрезу точно по линии разметки первого паза. Затем продольной подачей отвести стол в исходное положение и вращением рукоятки вертикальной подачи поднять стол на глубину паза, равную 30 мм (см. рис. 152, а). Застопорить консоль и поперечные салазки стола, установить кулачки механического выключения продольной подачи стола и вручную подвести заготовку к фрезе. Медленно поворачивая рукоятку продольной подачи стола, врезаться фрезой в заготовку, после чего включить механическую продольную подачу стола. По окончании фрезерования первого паза таким же образом фрезеровать второй и третий пазы. Закончив фрезерование пазов концевой фрезой, можно приступить к окончательному фрезерованию пазов, для чего нужно установить в шпиндель Т-образную фрезу с разнонаправленными зубьями диаметром 32 мм и шириной 15 мм, с шейкой диаметром 18 мм (рис. 153, а). Материал фрезы — быстрорежущая сталь Р18; число зубьев 8. Для окончательного фрезерования первого паза необходимо подвести заготовку под фрезу с таким расчетом, чтобы шейка фрезы диаметром 18 мм совпадала с профрезерованньш пазом шириной 18 мм. Глубина установки фрезы определяется так, чтобы основание фрезы коснулось дна паза. Затем следует отвести продольной подачей стол в исходное положение, застопорить консоль и поперечные салазки стола и медленной ручной подачей стола врезаться в заготовку, после чего включить механическую продольную подачу стола. По окончании прохода следует проверить штангенциркулем или шаблоном размеры паза. Затем приступить к фрезерованию второго паза, повторяя все приемы, изложенные выше, и, наконец, к фрезерованию третьего паза. Иногда Т-образные пазы имеют заваленные кромки, как это показано на рис. 155, в. В этом случае делают третий переход угловой концевой фрезой, подобно показанной на рис. 153, б, но с обратным конусом, и снимают фаску. Таким образом, фрезерование Т-образного паза следует производить в три перехода: при первом переходе фрезеруют прямую канавку (рис. 155, а), при втором фрезеруют Т-образный паз (Рис. 155, б), при третьем снимают фаски (рис. 155, в). фрезерование трех прямоугольных пазов при первом переходе можно производить вместо вертикального станка на горизонтально-фрезерном станке одновременно -набором из трех трехсторонних дисковых фрез. Такая обработка резко сокращает время и позволяет применить скоростные режимы фрезерования дисковыми фрезами с твердосплавными ножами.
Фрезерование паза «ласточкин хвост»
Фрезерование паза «ласточкин хвост» в заготовке по рис. 152, б производят за два перехода. При первом переходе фрезеруют концевой фрезой диаметром 50 мм прямоугольный паз размерами 50X20 мм, а при втором переходе снимают скосы паза «ласточкин хвост» дисковой одноугловой фрезой с углом 55°. Первый переход фрезерования прямоугольного паза 50X Х20 ммможно произвести трехсторонней дисковой фрезой при скоростных режимах. Фрезерование нешироких пазов «ласточкин хвост» в небольших деталях производят за один проход фрезами, подобно показанной на рис. 153, б. Для устранения зазора между сопряженными по типу «ласточкин хвост» двумя деталями паз выполняют с уклоном по ширине к одной стороне. Подумайте, как построить технологический процесс обработки в этом случае и какой надо выбрать фрезерный станок.
Возможный брак при фрезеровании фасонных канавок и специальных пазов
При фрезеровании фасонных канавок и специальных пазов, кроме общих случаев, рассмотренных на стр. 169—170 для фрезерования уступов, прямоугольных пазов и канавок, возможны следующие виды брака: 1. Профиль фасонной канавки или специального паза не соответствует шаблону при проверке. Причины : неправильно выбранный профиль фасонной фрезы; неправильная заточка затылованной фасонной фрезы; неправильная установка по глубине фрезы; неправильный шаблон. 2. Профиль фасонной канавки или специального паза сбит от разметочной риски. Брак неисправимый. Причины : невнимательность фрезеровщика. 3. При фрезеровании фасонных пазов в чугуне имеет место брак из-за выкрашивания углов паза при выходе фрезы из паза. Во избежание этого рекомендуется выключать механическую продольную подачу стола в момент выхода фрезы и дофрезеровывать осторожно паз вручную. Это особенно необходимо, когда фрезерование происходит с большими подачами.
Технология фрезерования пазов, канавок, уступов и разрезания заготовок фрезой
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
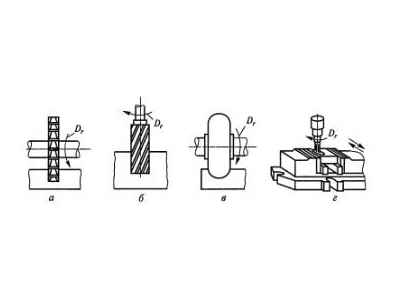
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
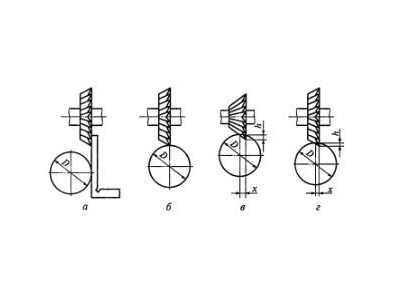
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) - hsinδ/cosγ),
где D – диаметр заготовки, h - глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
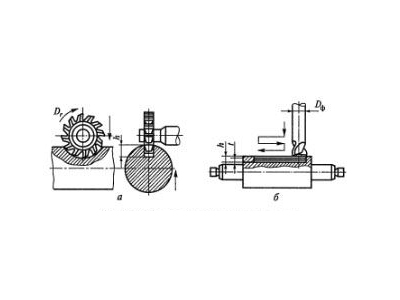
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr – направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
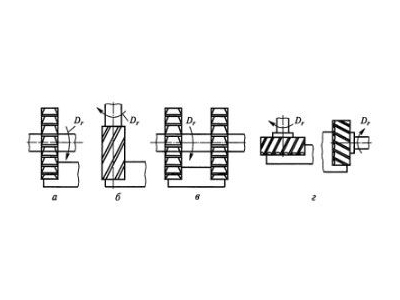
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr – направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180° и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Способы работы с фрезерным столом

Установка фрезера в стол существенно расширяет возможности. Чтобы вы могли эффективно воспользоваться всеми преимуществами, мы покажем пять приемов работы, освоение которых повысит уровень вашего мастерства. Фрезерный стол может сэкономить не только время, но и деньги, заменяя собой несколько других инструментов. У вас еще нет фрезерного стола? Нашем сайте были представлены проекты для самостоятельного изготовления. Его нетрудно сделать, и с ним удобно работать.
Шаблоны при фрезеровании

1. Например, вы хотите сделать для столика четыре ножки с одинаковыми изгибами. Установленный в стол фрезер и шаблон позволят вам изготовить сколько угодно одинаковых деталей. Из 6-миллиметрового оргалита или МДФ сделайте шаблон, придав ему любые очертания. С помощью ленточной пилы или лобзикового станка выпилите по контуру и отшлифуйте до линии разметки. Прикрепите шаблон к заготовке двухсторонним скотчем на тканевой основе, сообразуясь с направлением волокон для максимальной прочности и эффектного внешнего вида будущей детали. Ленточной пилой грубо опилите заготовку по контуру, оставив припуск около 3 мм.
Для дальнейшей обработки на фрезерном столе вы можете выбрать один из двух типов копирующих фрез: с верхним или нижним подшипником. В некоторых случаях могут потребоваться обе.
При использовании фрезы с подшипником, расположенным на конце, заготовка кладется на фрезерный стол шаблоном вверх. Отрегулируйте вылет фрезы так, чтобы подшипник катился по кромке шаблона. Используя фрезу с подшипником, находящимся между лезвиями и хвостовиком, расположите заготовку шаблоном вниз.
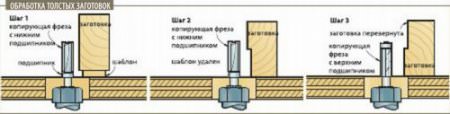
Какую бы фрезу вы ни выбрали, медленно придвиньте к ней заготовку, чтобы кромка шаблона коснулась подшипника, и передвигайте заготовку справа налево, как показано на фото вверху. Если на некоторых участках оставлен припуск более 3 мм, удаляйте его за несколько осторожных проходов. Не останавливайте подачу заготовки, чтобы не возникли прижоги. Внимательно осмотрите обработанные поверхности, прежде чем удалить шаблон. Иногда дополнительный проход позволяет сгладить грубые шероховатости. Вставьте лезвие шпателя между шаблоном и заготовкой, разделите их и удалите скотч. Если толщина заготовки превышает длину лезвий фрезы, используйте фрезы обоих типов в последовательности, показанной на рисунке внизу. Сначала сделайте один проход фрезой с нижним подшипником, положив заготовку шаблоном вниз. Снимите шаблон и сделайте еще один проход, чтобы подшипник катился по уже обработанной поверхности. Наконец, переверните заготовку и установите фрезу с верхним подшипником, который также будет опираться на обработанную поверхность.
Ламельный фрезер

2. Ламельные фрезеры по праву считаются одними из самых удобных электроинструментов, но во многих случаях такие соединения можно делать с помощью фрезерного стола. Для этого потребуются шлицевая фреза толщиной 4 мм (стандартная толщина плоских шкантов-ламелей) и поперечный упор с деревянной накладкой.
Приступая к настройке, поднимите фрезу так, чтобы выровнять ее посередине толщины заготовок, и сделайте несколько пробных соединений, используя обрезки. Чтобы уменьшить вероятность образования ступеньки в готовом соединении, пометьте лицевые стороны заготовок и обрабатывайте их в одинаковом положении. Обычная шлицевая фреза выбирает в заготовке гнездо, длина которого меньше длины стандартных ламелей. Можно удлинить гнездо, передвинув заготовку и еще раз погрузив фрезу в материал. Однако если требуется сделать всего лишь несколько соединений, быстрее и проще укоротить ламели. Чтобы соединить с помощью ламелей детали рамы, пользуясь стальной линейкой, выровняйте переднюю сторону продольного упора с подшипником фрезы.
Приклейте к упору над фрезой полоску малярного скотча. С помощью угольника и карандаша отметьте на скотче осевую линию фрезы. Затем поставьте метки посередине ширины перекладин. Прижмите перекладину к накладке поперечного упора, которая должна почти касаться продольного упора. Совместите обе центральные метки и закрепите на продольном упоре струбциной стопор, упирающийся в заднюю сторону поперечного упора. Теперь, используя накладку поперечного упора в роли продольного упора, подавайте заготовку пол прямым углом на вращающуюся фрезу до тех пор, пока ее торец не коснется подшипника. Разметьте длину ламели с обоих концов, сделав ее немного короче гнезда, и удалите лишнее ленточной пилой. Проверьте, как ламель вставляется в гнездо, и убедитесь, что она входит не больше чем наполовину своей ширины.
Чтобы сделать ответное гнездо в стойке, оставьте поперечный упор и стопор на месте. Осторожно подавайте заготовку на фрезу. Гнездо на другом конце стойки можно сделать с этими же настройками, перевернув заготовку лицевой стороной вниз. Если лезвия фрезы расположены точно посередине толщины заготовок, соединения будут безупречными. Другой способ: измерьте расстояние от центра фрезы до поперечного упора и закрепите стопор на таком же расстоянии слева от фрезы. Сняв поперечный упор и правый стопор, отфрезеруйте гнездо на другом конце стойки, подавая ее, как и прежде, лицевой стороной вверх.
Большие шканты

3. Иногда приходится долго и безуспешно разыскивать круглые деревянные стержни, изготовленные из той же породы древесины, что и остальные детали проекта. Но их несложно изготовить на фрезерном столе, и мы предпочитаем этот способ для большинства случаев.
Потребуется фреза для скруглений, радиус которой равен радиусу (половине диаметра) деревянного стержня. Например, мы используем фрезу радиусом 12,7 мм, чтобы сделать шканты диаметром 25,4 мм. Закрепите фрезу в цанге и установите продольный (параллельный) упор вровень с подшипником. Приклейте к продольному упору две полоски малярного скотча (справа и слева от фрезы) и поставьте на них метки на расстоянии 75 мм от оси фрезы.
С помощью пильного станка сделайте заготовки квадратного сечения, соответствующие требуемому диаметру круглого стержня, оставив припуск по длине 150 мм.
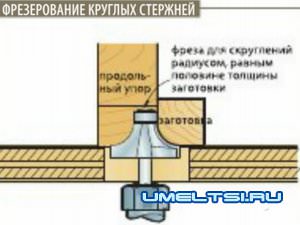
Расположите заготовку, как показано на рисунке. Выровняйте ее левый конец с левой меткой (фото справа), плотно прижимая его к продольному упору, и осторожно придвиньте заготовку к фрезе. Подавайте заготовку до тех пор, пока ее задний конец не сравняется с правой меткой. Повторите операцию на всех четырех ребрах заготовки. Оставленные на концах плоские участки не только не дают заготовке вращаться, но и удерживают ваши пальцы на безопасном расстоянии от фрезы.
Соединения на ус с помощью шпонок

4. Это отличный способ увеличения прочности соединений с заусовкой в шкатулках и других небольших предметах. Вы можете делать пазы для потайных шпонок с помощью прямой фрезы, двух стопоров и простого направляющего приспособления. Закрепите в цанге прямую 3-миллиметровую фрезу и установите ее вылет равным 6 мм. Струбцинами прикрепите к продольному упору деревянную накладку, чтобы заготовка не попадала в вырез упора.
Зафиксируйте упор на расстоянии от оси фрезы, равном или немного превышающем толщину заготовок. На рисунке показаны настройки для фрезерования пазов в заготовках толщиной 12 мм. Опилите скосы на концах заготовок, придавая им окончательную длину. Возьмите две одинаковые заготовки и сложите их лицом к лицу, соединив двухсторонним скотчем.
На толстой доске опилите под углом 45° скос вдоль одной из кромок. Прижмите соединенную пару заготовок к внутреннему углу, образованному поверхностью стола и продольным упором, чтобы с их помощью установить доску со скосом параллельно упору. Зафиксируйте оба конца доски, прижав их струбцинами к столу. Теперь разметьте на заготовке концы будущего паза. Совмещая эти метки с лезвиями фрезы, закрепите на продольном упоре стопоры слева и справа от фрезы.

Включив фрезер, прижмите скос заготовки к упору и опускайте ее на вращающуюся фрезу, как показано на фото. Правый край заготовки должен касаться правого стопора. Осторожно подавайте заготовку до левого стопора, а затем поднимите вертикально, прижимая к упору. Сделав восемь пазов для прямоугольной коробки, выпилите шпонки. Их можно изготовить из твердого оргалита или фанеры, а можно использовать такую же древесину, как и для стенок. В этом случае волокна в шпонках должны быть направлены поперек линии стыка соединения, чтобы избежать проблем, связанных с усушкой и разбуханием древесины.
Вместо строгального станка

5. Для фугования кромок можно оснастить фрезерный стол продольным упором с раздельными передней и задней частями или применить показанный здесь примитивный способ. Мы просто закрепили с помощью струбцин на задней (левой) половине продольного упора тонкую полосу бумажно-слоистого пластика и слегка смягчили шлифовкой ее передний (ближайший к фрезе) край, чтобы торцы заготовок не цеплялись за него. Используя стальную линейку, выровняли пластик с лезвиями установленной в стол прямой фрезы, как показано на фото.
Вылет фрезы должен быть таким, чтобы кромка доски обрабатывалась по всей ширине. Включив фрезер, подавайте заготовку справа налево, удаляя за один проход слой, равный толщине пластика, чтобы получить идеально прямую и перпендикулярную кромку. Повторив операцию со второй доской, вы склеите из двух заготовок щит без малейшего зазора по клеевому шву.
Паз на фрезерном столе
Читайте также: