Пайка на паяльном столе
Обновлено: 01.05.2024
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 – вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П – припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Паяют обязательно под флюсом – вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифоль и припой
Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Как научиться паять: руководство для новичков
Умение паять с использованием правильных методов пайки - фундаментальный навык, которым должен овладеть каждый производитель. В этом руководстве мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажем и наконечниками по безопасности. Собираете ли вы робота или работаете с Arduino, умение паять вам пригодится.
Что такое пайка?
Если бы вы разобрали любое электронное устройство, содержащее печатную плату, вы бы увидели, что компоненты прикреплены с помощью техники пайки. Пайка - это процесс соединения двух или более электронных частей вместе путем плавления припоя вокруг соединения. Припой - это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно отменить с помощью приспособления для удаления припоя, как описано ниже.
Инструменты для пайки
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник - это ручной инструмент, который подключается к стандартной розетке и нагревается, чтобы расплавить припой вокруг электрических соединений. Это один из самых важных инструментов, используемых при пайке, и он существует в нескольких вариантах, например, в форме ручки или пистолета. Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные наконечники, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника любого типа, потому что он может очень сильно нагреваться очень сильно.
Паяльная станция
Паяльная станция - это более продвинутая версия базовой автономной паяльной ручки. Если вы собираетесь много заниматься пайкой, паяльные станции подходят вам больше, поскольку они обеспечивают большую гибкость и контроль. Основное преимущество паяльной станции - это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов. Эти станции также могут создать более безопасное рабочее место, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Паяльные жала
В конце большинства паяльников находится сменная деталь, известная как паяльное жало. Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах по электронике, - это жало-конус и жало-клин.
Жало-конус - используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
Жало-клин - этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Латунная или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление. Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива - использовать латунную губку.
КАК ПРАВИЛЬНО ПАЯТЬ? ПАЙКА ДЛЯ НАЧИНАЮЩИХ
Чтобы научиться, что-либо чинить или ремонтировать, очень полезно понимать базовую (физическую) основу той или иной работы. В чем состоит суть пайки, как процесса? Если обратиться к физике, то можно сказать, что во время пайки мы используем способность одного металла, который находится в расплавленном виде, растекаться по поверхности другого металла. Соединенные пайкой детали обволакиваются слоем припоя и остаются неподвижно соединенными после его застывания.
При пайке для нас наиболее важны два параметра: прочность спаянного соединения и проводимость спаянного соединения. Как правило, эти два параметра пропорциональны – чем прочнее и плотнее схвачены детали, тем больше между ними проводимость. Но следует помнить, что используемый припой имеет высокое удельное сопротивление, поэтому его слой должен быть, как можно тоньше, а вот укрывистость наоборот, как можно больше.
Возможность пайки определяется двумя основными условиями:
- Чистота деталей в месте спаивания. Соединение припоя происходит на атомном уровне, а присутствие даже самой малейшей оксидной пленки или загрязнения сделает надежное соединение невозможным.
- Температура плавления припоя должна быть ниже температуры плавления спаиваемых деталей. Вроде бы это само собой разумеется, но существуют и припои температура плавления, которых выше чем у алюминия.
ИНСТРУМЕНТ И РАСХОДНИКИ ДЛЯ ПАЙКИ
ФЛЮСЫ. Опытные мастера говорят, что правильный выбор припоя и флюса – это уже половина успеха при пайке. Сфера применения флюсов, как правило, подробно описывается на упаковке. Имеются и универсальные флюсы, которые подойдут для большинства случаев.
Флюс применяется для протравливания деталей, для снятия оксидной пленки и защиты металла от коррозии. Покрывая поверхность флюсом, вы очищаете ее и даете возможность олову растекаться по ней и смачивать ее.
Условно флюсы принято делить на два типа.
- Активные флюсы, сделанные на основе кислот, как правило, хлорной или соляной, могут паять почти что угодно. Основным их недостатком является необходимость смывки флюса сразу же после пайки. Это необходимо делать, потому что остатки кислоты вызывают сильную коррозию, а кроме того кислоты сами по себе являются проводниками и могут вызвать замыкание.
- Второй тип флюса – это флюсы, созданные на базе канифоли, которую используют и в чистом виде. Канифоль менее эффективна при пайке стальных деталей, но хороша для пайки цветных металлов и сплавов. Канифоль также требует смывки, так как со временем тоже способствует коррозии, а кроме того со временем же становится проводимой, вбирая в себя влагу из окружающей среды.
ПРИПОЙ. Чаще всего используют свинцово-оловянные припои под маркой ПОС. В маркировке припоя цифра после букв означает содержание в припое олова. Чем больше олова, тем выше механическая прочность соединения, а также его электропроводность. Кроме того, при большом содержании олова температура плавления припоя ниже. Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Выделяют и специальные типы припоев. Например, бессвинцовые (марка БП). В таких припоях свинец заменен на индий или цинк. Эти припои не токсичны за счет отсутствия свинца, но имеют более высокую температуру плавления. Кроме того, такие припои дают более прочное более устойчивое к коррозии соединение. Также можно выделить специальные легкоплавкие припои, которые растекаются уже при температуру 90-100 градусов C. Эти припои используются при пайке деталей чувствительных к высоким температурам, например, в радиоаппаратуре. К таким специальным легкоплавким припоям относят сплавы Вуда и Розе.
ПАЯЛЬНИК. Паяльники различают по типу питания: сетевые и паяльные станции. Сетевые паяльники питаются от сети 220В. Они хороши для пайки проводов и массивных деталей за счет своей большой мощности. Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки. Выполнять тонкие работы таким паяльником неудобно и затруднительно.
В паяльных станциях используется термоконтроль для поддержки стабильного уровня температуры. Это маломощные паяльники, как правило, не более 40 Вт. Таким паяльником можно работать с мелкими деталями и деталями чувствительными к перегреву.
ЖАЛА ПАЯЛЬНИКА. Жала различают по форме: шиловидное (универсальное), лопаточка, тупой конус, скос и др. Выбирая форму жала важно добиться максимальной площади соприкосновения со спаиваемыми деталями. Это даст мощный, но непродолжительный нагрев.
Практически все жала изготавливаются из меди. Но жала могут быть с покрытием или без него. Жала с покрытием из хрома или никеля очень долговечные, но хуже смачиваются припоем, а также требуют бережного к ним отношения. Чистят такие жала с помощью латунной стружки или вискозной губки. Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении. В результате использования такое жало очень быстро стачивается.
Это наиболее простой вид пайки и выполнить его достаточно просто. Залуживаем провода. Концы проводов опускаем в раствор флюса. Затем смачиваем жало паяльника во флюсе и проводим эти жалом по концам проводов. Излишки расплавленного припоя стряхиваем. После лужения формируем скрутку и тщательно прогреваем, наносим припой в небольшом количестве, заполнением им пространство между жилами проводов.
Можно использовать и другой способ. Перед скручиванием провода смачивают флюсом, а пайку производят без предварительного лужения. Этот способ особенно часто используется при пайке многопроволочных жил.
Это касается электромонтажных работ. Соединять проводку с помощью пайки в распределительных коробках не принято. Потому что, во-первых, это будет неразъемным соединением, а во-вторых пайка со своим высоким переходным сопротивлением вызовет риск коррозии соединения. Провода, как правило, паяют при соединениях внутри самого электрического прибора или залуживают концы многопроволочных жил перед их затяжкой с помощью винтовых клемм.
ПРОИЗВОДИМ ПАЙКУ ПРОВОДОВ
ПАЙКА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ
Для пайки электроники уже нужен определенный опыт. Хотя простая работа по замене неисправного электронного компонента на плате по силу и дилетанту.
Проще всего паять выводные элементы. Это элементы с ножками. Для начала фиксируем выводы этих элементов в отверстиях платы. Теперь с обратной стороны платы плотно прижимаем паяльник к хвосту, чтобы его прогреть. Затем в место пайки вводим проволочку припоя с флюсом. Обратите внимание, что достаточно небольшого количества олова. Нужно чтобы оно равномерно затекло в лунку и образовало подобие небольшой выпуклой «шляпки».
Во время пайки важно сохранять соединяемые элементы неподвижными до момента полного остывания припоя. Ведь любое даже самое малое нарушение формы олова во время кристаллизации приведет к дроблению всего припоя на мельчайшие кристаллики. Признаком такого явления будет резкое помутнение припоя. Если такое произошло, то нужно еще раз разогреть припой и дать ему остыть в полной неподвижности.
В нашей статье мы кратко рассказали лишь о самых первых основах пайки. Но даже эти минимальные знания будут полезны нашим домашним мастерам, которые впервые сталкиваются с проблемой пайки.
Записки мастера. Часть 3. Паяльные дела
Продолжаем узнавать про самостоятельный ремонт на дому, без похода в сервис.
Сегодня речь пойдет про азы паяльных работ.
Рабочее место
При проведении паяльных работ обеспечьте хорошую вентиляцию и освещение. А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Техника безопасности
Оснастите свое рабочее место надежным держателем для паяльника, который у вас не получится случайно смахнуть рукой или сдернуть за провод. Уберите от паяльника все легко воспламеняющиеся материалы. Замечательно, если лежащий на своем месте паяльник будет защищен от возможности к нему прикоснуться (домашние животные очень любят их нюхать или трогать, и поверьте будет не очень приятно носиться по дому за орущим котом или собакой, у которых распух нос или лапа от знакомства с поверхностью такого интересного предмета). То же самое справедливо и по отношению к маленьким детям.
Инструмент и материалы
Что нам понадобится для пайки? Для начала, конечно паяльник со сменными жалами (в идеале паяльная станция). Как я уже писал в предыдущей статье, для начала своей ремонтной деятельности лучше всего использовать паяльник небольшой мощности (25W), таким образом вы сведете к минимуму риск перегреть, а значит вывести из строя элементы на плате.
Основными расходными материалами, которые потребуются вам для пайки, являются припой и флюс.
Припой – материал, используемый для соединения различных элементов методом пайки.
В качестве припоя, в ремонте электроники чаще всего используют сплав олова с различными материалами.
Существуют припои с разной температурой плавления. Если вы не планируете паять алюминиевые кастрюли, вам подойдет самый популярный вид припоя – ПОС-61, который состоит из 61% олова и 39% свинца. Температура его плавления 190 С.

ПОС-61, это мой основной вид припоя. Он бывает в различных формах, начиная от толстых прутков, слитков, и заканчивая тонкими, полыми трубками, внутренности которой заполнены флюсом (канифолью). Таким образом мы получаем удобный материал «2 в 1», использование которого существенно упрощает нам жизнь. Благодаря такой конструкции нет необходимости отрываться от процесса пайки и опускать жало паяльника в канифоль.
Но, не всегда получается использовать ПОС-61. В процессе ремонта электроники нередко возникает необходимость паять элементы, чувствительные к перегреву, которые необходимо паять при низкой температуре. В этом случае я использую в качестве припоя сплав Розе (ПОСВ-50). Он состоит из трех элементов, олово – 25%, свинец – 25%, висмут – 50%.

Особенностью этого сплава является очень низкая температура плавления, всего 94С (ниже температуры кипения воды). В этом случае можно не беспокоится о возможном перегреве схемы. Однако, важно понимать, что не стоит паять сплавом Розе элементы, в процессе эксплуатации, подвергающиеся воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50 существует довольно большое количество припоев, для различных условий пайки, но я рассказываю лишь о собственном опыте и о домашнем применении, поэтому ограничусь этими двумя видами, которые использую.
Флюсы
Флюс – активное вещество, с помощью которого паяемые поверхности очищаются от оксидов, и обеспечивается лучшее растекание припоя и его контакт с поверхностью.
Вот тут начинающего мастера ждет раздолье, и одновременно муки выбора.

Все флюсы можно поделить на две больших категории: 1 — агрессивные, 2 — не агрессивные. Агрессивные обычно сделаны на базе различных кислот, активно воздействующих на поверхности, поэтому после применения их обязательно нужно смыть с помощью Flux-off. Не агрессивные в своей основе как правило имеют всем хорошо знакомую канифоль.
Самый простой способ – купить флюс в любом магазине радиодеталей. Я чаще всего использую ЛТИ-120.

Но и в домашних условиях можно сделать оба вида флюса самостоятельно. Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Кроме этого, если по каким-то причинам, вам нужен агрессивный флюс, можно залить спиртом обычный аспирин, который прекрасно справится с этой ролью. Только будьте готовы к неприятному запаху при пайке.

Кроме всего прочего, настоятельно рекомендую обзавестись маленькими кусачками, надфилем (напильником) и несколькими пинцетами. Надфиль вам понадобится для зачистки паяльника, кусачки для откусывания лишних ножек с деталей или снятия изоляции с проводков, ну а пинцет, чтобы держать детали во время пайки.
Начало
Жало у паяльников бывает двух основных видов.
- Медное (или из сплава меди).
- Никелированное, его еще называют вечным или несгораемым.

На этапе обучения, я бы все-таки советовал бы медное жало — им паять проще. Никелированное требует особого ухода и очень не любит механических воздействий. Его нельзя зачищать напильником, царапать, шкурить. Чистить рекомендуется только мокрой тканью. А еще, чтобы им паять, необходимо не только не давать ему греться выше 300 градусов, но соблюсти целую технологию, для которой больше подходит слово ритуал, иначе припой просто не будет липнуть на жало.
Новый паяльник с медным жалом перед началом работ нужно привести в боевую готовность – прогреть и залудить.
При первом включении вы можете почувствовать запах гари. Не пугайтесь, это нормально. В паяльнике выгорает лишняя смазка. Это быстро пройдет.

Первый прогрев можно осуществлять в течении 10-15 минут. После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После того, как подготовили паяльник, необходимо подготовить элементы, которые мы будем паять. Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Рекомендую начинать учиться паять не с телефонов, которые вы собираетесь ремонтировать, а с крупных деталей, например, ненужных проводов.

После того, как паяльник и детали подготовлены, наша задача припаять их друг к другу. Для этого необходимо поднести спаиваемые делали друг к другу, кисточкой нанести нужное количество флюса (без излишеств) прижать детали друг к другу, а затем взяв на жало чуть-чуть припоя (ровно столько, чтобы хватило на спайку и при этом не осталось так называемых «соплей»), пропаять. Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Принцип пайки паяльником одинаков для разных деталей.
Позже, когда вы освоите уверенную пайку крупных деталей с одного прикосновения, можно будет попробовать свои силы на мелких деталях телефонов (ножки системных разъемов и т.д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
В свое время мне очень понравились несколько видео на данную тематику. Меня подкупило качество картинки и ракурсы. Советую посмотреть:
На этом канале еще не одно подобное видео.
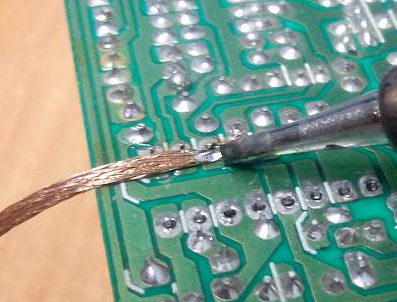
Обратный процесс
Зачастую, перед впайкой новой детали, необходимо выпаять предыдущую. Иногда для этого недостаточно просто разогреть деталь. Вам может потребоваться удалить старый припой. Для этого существуют специальные аппараты – отсосы. Но учитывая их стоимость, в домашних условиях проще обойтись старым проверенным методом – медной оплеткой. Специальные мотки такой оплетки продаются в любом магазине электротехники, наряду с припоями и флюсами.

Для того, чтобы удалить старый припой, необходимо приложить оплетку в нужное место, капнуть (смазать) флюсом, а затем прижать к нему паяльник. Расплавленный припой впитается в оплетку и позволит освободить деталь.
Заключение
На словах данный процесс не представляет ничего сложного, и кажется простым. Но на деле, не всегда получается достичь нужного результата.
Как говорится, мужчины, это случайно выжившие мальчики. J И хоть паяльные дела не столь опасны, как плавка аккумуляторных свинцовых пластин над костром и изготовление бомбочек из магния и марганцовки, скорее всего если вы решите попробовать себя в паяльном деле, то столкнетесь и с обожженными пальцами, и со слезящимися глазами, и с неприятным запахом.
Стоит оно того или нет, решать вам, но для меня, ощущение, когда сделанная тобою вещь вновь работает, сродни маленькому чуду, на которое способен каждый, при должном желании и усердии.
BGA пайка с нуля
BGA — это тип корпуса микросхем. Микросхема припаивается при помощи шариков к плате. Благодаря этому уменьшается площадь платы, и повышается компоновка в целом. Основные неисправности при этом это так называемый отвал микросхемы от платы. Поговорим поподробнее об основных способах накатки, трафаретах и процессе пайки.
Что такое микросхемы BGA
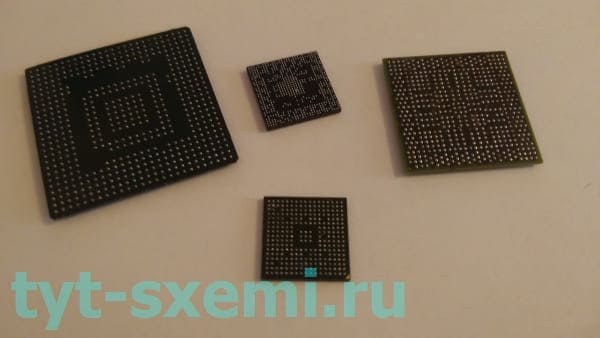
В зависимости от назначения и устройства микросхемы бывают разного размера, что в свою очередь влияет на диаметр и шаг шариков.
Например, мост от материнской платы компьютера и процессор от смартфона отличаются колоссально (еще меньше разве что шарики от процессора к подложке).
Так же BGA микросхемы часто покрывают компаундом в целях охлаждения, защиты от влаги и механического воздействия, однако при этом получается намного сложнее сделать замену такой микросхемы.
Что нужно для пайки BGA
Паяльная станция (фен и паяльник), припой (bga паста или шары), пинцет, изопропиловый спирт (или бензин калоша), оплетка для снятия припоя, термоскотч и трафареты. Еще понадобится нижний подогрев и инструменты для удаления компаунда с платы (химикаты, острые пинцеты и лезвия).
Какие бывают трафареты

Трафареты бывают очень разные.
Шаг между контактами, диаметры шариков и их уникальное расположение могут потребовать свой уникальный рисунок. Иногда они продаются как отдельно друг от друга, так и в сборке. Например, для iPhone разных моделей продаются прямоугольные трафареты сборники, где есть все необходимые рисунки.

Есть универсальные, у которых нет «рисунка» и ими можно накатывать разные микросхемы.
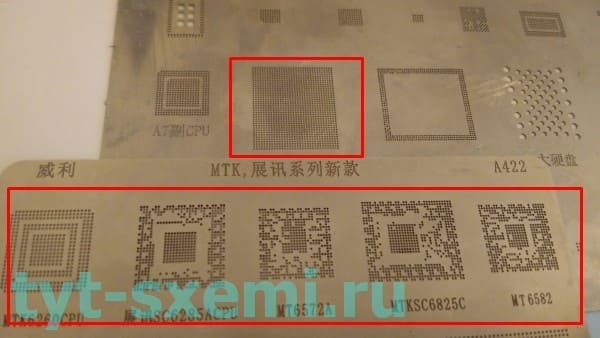
На фотографии сверху расположен трафарет для процессора iPhone. Он универсален, и отлично подойдет для MTK процессоров.
Универсальные трафареты подходят только в том случае, если шаг и диаметр шариков совпадает и нет хаотичного расположения. То есть, контакты должны быть прямолинейными, но если контакты находятся чуть-чуть не по прямой линии, то тут такие трафареты не особо помогут. Специализированные же имеют рисунок, и ими легче наносить шарики.
Однако не всегда в наличии есть нужный трафарет и его отдельно приходится заказывать. Так же есть и 3D трафареты, которые очень удобно крепятся. Есть как одиночные трафареты, так и на одном листе все сразу.
Еще к трафаретам предъявляются высокие требования качества. Они не должны быть гнутыми, мятыми, иметь большие царапины, резко гнуться от небольшого нагрева. Также имеет значение качество отверстий. Они должны быть строго по рисунку BGA, одинаковых размеров и без перекосов.
Есть два основных типа припоя для накатки шаров.
Паяльная паста
Паяльная паста — это тоже самое, что и обычный припой с флюсом. Только она имеет пастообразную форму.
В этой пасте содержится флюс и микроскопические шарики из припоя.
Преимущества пасты:
- Пасту удобно наносить на трафарет;
- Не требует много места для хранения;
- Можно использовать на любом трафарете;
- Позволяет восстанавливать оторванные контакты на микросхеме и плате

Недостатки пасты:
- Шары получаются не одинаковых размеров;
- Паста со временем высыхает (можно, конечно, разбавить с другим флюсом, но у нее уже не будет прежних свойств);
- Шары можно получить только с использованием трафаретов;
- Большой расход для крупно габаритных микросхем.

Из популярных — можно использовать пасту от производителя Mechanic. Самые ходовые и популярные — это XG30 и XG50. Продается в небольших баночках (есть разные размеры) и шприцах.
Температура плавления от 180 ℃. Хранится при температура от 0 ℃ до +10℃. Кстати, шарики в этой пасте начинаются с диаметром от 25 микрон (а в некоторых баночках и от 20). Такой диаметр шариков в домашних условиях трудно сделать, поэтому самодельные пасты уступают заводским.
Готовые шарики

Готовые шарики продаются разных диаметров. Бывают как 0,15 мм, так и 1 мм.
Преимущества готовых шаров:
- Их проще паять, чем паяльную пасту (именно паять, а не наносить);
- Возможность нанесение шаров без трафарета (каждый шарик отдельно припаивается на микросхему);
- Одинаковые размеры шаров, по сравнению с пастой;
- Лишние шарики после накатки можно использовать повторно/
Недостатки готовых шаров:
- Нужно покупать много шариков разных диаметров, поэтому итоговая стоимость будет выше, по сравнению с пастой;
- Неудобное нанесение шариков на трафарет, их нужно перебирать и отсеивать лишнее;
- Требуется дополнительный флюс.
Выбор зависит в целом от потребностей и навыков. Кому-то проще будет с пастой. А при ремонте ПК, пасты будет мало, поэтому шары будут экономичнее. Все зависит от ситуации.
Какой паяльный флюс выбрать для BGA
Лучше всего подойдет пастообразный или гелевый флюс. Не пытайтесь паять жидкой канифолью или жиром. Канифоль и жир слабо распределяют температуру по шарикам, и еще начинают кипеть при нагреве. А это большой риск, поскольку микросхема может подскочить из-за большого парообразования. И в таком случае шарики слипнуться.
К тому же, спирто-канифоль будет негативно влиять на контакты под микросхемой.
Из бюджетных вариантов подойдет RMA 223 или его высококачественные клоны. Не покупайте дешевые подделки, которые стоят меньше 4$. Они плохо смачивают припой.
Отечественный вариант флюса для BGA — Interflux (интерфлюкс) IF 8300.
Если позволяет бюджет, то можно попробовать Martin HT00.0017.
Накатка шаров
При накатке шаров необходимо использовать чистый и ровный трафарет (особенно при пайке пастой).

Пример гнутого и грязного трафарета. Он не подойдет для накатки.
Если вы будете использовать гнутый и не ровный трафарет во время накатки шаров с помощью паяльной пасты, то весь припой слипнется под трафаретом. Это бесполезно.
Сама микросхема очищается от старых шаров, но не под корень, чтобы было легче установить ее на трафарет. Трафарет нужно установить ровно, чтобы все контактные площадки было видно через трафарет, без перекосов.
Пайка небольшой BGA eMMC микросхемы

Чистим микросхему изопропанолом. Ее контакты должны быть ровными. Если есть припой — удалите паяльником. Микросхему и трафарет во время пайки надо класть только на салфетки или деревянные дощечки. Металлическая поверхность будет впитывать в себя тепло, а деревянная, бумажная или воздушная нет.
Чем крепить микросхему к трафарету
Есть несколько вариантов. Первый — это термоскотч. Он быстро крепится, не оставляет после себя много клея и не экранирует высокую температуру. Из недостатков — быстро отклеивается и не надежно крепится по сравнению с алюминиевым термоскотчем скотчем.
Алюминиевый скотч надежно крепится к плате, но оставляет после себя много клея и экранирует температуру.
С одной стороны, алюминиевый лучше крепится, с другой быстрее и практичнее использовать обычный термоскотч. Начните учится с алюминиевого, пробуйте разные варианты.
Нанесение пасты
Пасту наносим обычной зубочисткой или лопаткой. Можно использовать ватные палочки, но они впитывают в себя много пасты.
На поверхности трафарета не должны оставаться большие комки припоя, иначе они слипнуться и придется их отпаивать.
Придерживание трафарета

Если во время нагрева трафарет начинает гнуться, и не получается нанести шары, то его нужно придерживать пинцетом.
Давить нужно не сильно, небольшим давлением. Нагреваем трафарет сначала до 100 °C, затем увеличиваем до температуры плавления пасты. Обычно это от 200 до 260 °C. Шарики должны сформироваться постепенно. Если быстро повысите температуру — флюс в паяльной пасте начнет кипеть и припой выпрыгнет с трафарета. Придется начинать все заново
Стекло и тачскрин

Также можно использовать стекло или тачскрин, чтобы придерживать трафарет.
Если перепады температур и давление буду высокими, то стекло может треснуть и лопнуть. Будьте осторожней и внимательны, используйте защитные очки.
Как снять микросхему с трафарета
Нельзя резко снимать микросхему с трафарета, гнуть его или выковыривать. Можно погнуть трафарет или сорвать BGA контакты. Если не получается снять микросхему, посмотрите на сторону отверстий. Припой на лицевой стороне не должен слипнуться с трафаретом. Попробуйте почистить трафарет с микросхемой изопропанолом или бензином Калоша щеткой несколько раз.
Далее, нагрейте микросхему до 120 °C в течении 30 секунд. Микросхему можно снимать пинцетом и только слегка разогнув трафарет, без резких движений.
Видео с примером
На видео используется другая микросхема, и пайка без пинцета.
Перекатываем шары на южном мосте

На этой микросхеме сначала нужно восстановить контакты.
Восстановление контактов
Наносим паяльную пасту тонким слоем и начинаем греть феном с 100 °C, плавно повышая до 200 °C.
И паяльная паста начинает зауживать контакты микро шариками. Почему не паяльником и обычным припоем? Они хуже подойдут для такой работы. Фен равномерно нагревает контакты, и микро шарики не слипаются сразу в большой комок припоя. А остальной припой убираем паяльником.
Один из участков восстановлен.
Таким образом проходим по всем контактам. После восстановления и удаления лишнего припоя чистим контакты изопропанолом и ватой.
Еще один способ крепления
Микросхема большая, поэтому трафарет одиночный. Для одиночных трафаретов есть специальный крепеж. Это каретка с двумя фиксаторами и пружина. Крепится шестигранником.
Фиксируем микросхему в крепеже и ровняем ее согласно шагу трафарета.
Нанесение пасты и пайка
Наносим паяльную пасту равномерно по всей площади.
На контактах микросхемы должно быть достаточно пасты, без дефицита и без перебора.
Круговыми движениями прогреваем трафарет сначала до 100 °C. Плавно повышаем температуру и одного края медленно нагреваем до 200 — 250 °C. Постепенно паста начнет превращаться в припой.
Чистим трафарет изопропанолом, чтобы разбавить флюс. Снова нагреваем трафарет до 100 °C в течении 20 секунд.
При помощи лезвия аккуратно поддеваем трафарет без резких движений со всех сторон и он сам отлипнет от южного моста (микросхемы).
Чистим микросхему от ненужных шариков и флюса. Теперь осталось подравнять шарики. Наносим флюс каплями по всей площади.
Нагреваем микросхему и шарики начинают равномерно распределяться на своих местах. После этого снова чистим микросхему от флюса.
Крепим трафарет к микросхеме и проверяем качество и наличие шариков.
Результат пайки.
Немного о нижнем подогреве
Далее, микросхема припаивается к плате. Такие массивные BGA детали трудно припаять к плате только с помощью фена. Мастера в сервисных центрах используют нижний подогрев. Он помогает разогреть плату. Обычно используются инфракрасные паяльные станции для пайки материнских плат.

Несмотря на то, что мобильные BGA микросхемы можно паять только феном, для уменьшения риска плохой пайки или отрыва контактов, мастера также используют нижний подогрев. Он меньше, чем для материнских плат, но не менее эффективен.
Готовые шары и способ нанесения
Отличается от пасты способом нанесения. Нанесите на микросхему флюс. Он нужен для того, чтобы склеить микросхему и трафарет на время пайки. И затем положите в контейнер трафарет с приклееной микросхемой и насыпьте шарики нужного диаметра. Зубочисткой распределите шарики и удалите лишние.
Пайка аналогична пасте.
Что такое компаунд и как его удалить с платы

Компаунд — это смола, которая позволяет увеличить прочность платы и уменьшить температуру работы микросхем. Также спасает плату при попадании влаги
Если нужно перепаять микросхему, компаунд придется удалить. Его наносят по разному. Производители могут нанести по краям контактов с SMD деталями. А могут и залить полностью.
Чем удалить смолу с платы
Можно удалить механически. Для этого нагреваем плату феном до 150 °C и зубочисткой или металлическим пинцетом снимаем кусочки компаунда с платы. Не всегда получается так сделать.
Еще можно попробовать химические растворители. Обычно продаются в магазине запчастей для мобильных телефонов.
А чтобы выпаять микросхему, у которой под контактами компаунд, нужен режущий пинцет. Процедура пайки аналогично обычной, но в этот раз нужно срезать компаунд.
BGA пайка процессора на примере планшета
Планшет загружался через раз. При давлении на процессор проходит экран загрузки, но процент зарядки 0%. Смена аккумулятора и попытки прошить аппарат ни к чему не привели. Так же режим инженера не доступен.
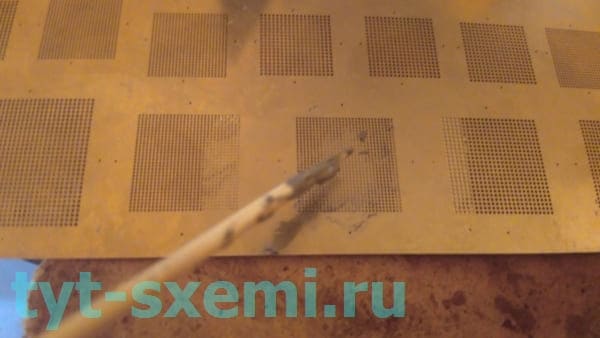
Возле процессора есть много рассыпухи, лучше закрыть ее плотным алюминиевым скотчем, чтобы случайно не сдуть.
Выпайка процессора

Обязательно нужно сфотографировать место пайки, чтобы не было проблем определить в какой стороне находится ключ. Сначала место пайки прогревается 100 — 150 °C на максимальном потоке воздуха. Где-то после минуты постепенно увеличиваем температуру. 200 °C, 250 °C и потолок 310 °C — 320 °C. При температурах от 250 пытаемся аккуратно пинцетом покачивать процессор. Если он стоит на мертво, то ждем еще (или увеличиваем температуру, но не больше 320 °C). Когда процессор от одного прикосновения пинцета пошатывается, то время снимать его. В данном случае все защищено фольгой, то риск задеть рассыпуху минимален, поэтому пинцетом можно откинуть его на плату.
Убираем припой
Лучше не использовать оплетку, дабы избежать повреждения маски. При помощи паяльника и немного припоя на жале (для разбавки припоя с тем, что на плате) легкими и не резкими движениями проходим по площадкам. Естественно перед этим наносим флюс на плату. Та же процедура и с самим процессором. Важно не перегреть его и не сорвать пятак.
Кстати, после выпайки обнаружилось, что на нескольких контактах был отвал процессора от платы. Так как слой меди был на процессоре целый, то удалось заново залудить оторванные контакты с шарами.
Реболлинг процессора
Реболлинг — это перепайка микросхемы. Это не замена старой на новую, по сути обновляются шарики на микросхеме для лучшего контакта с платой.
При помощи паяльной пасты и трафарета наносим новые шарики на процессор.
Температура пайки значительно ниже. 180 °C — 200 °C. Закрепляем процессор на трафарет при помощи все того же алюминиевого скотча.
После трафарета чистим процессор и наносим немного флюса. Затем снова греем его, чтобы шары точнее встали на свои места и лучше расплавились. Чистить после этой процедуры.
Затем, перед установкой, на плату ровным слоем наносим флюс. При помощи лопаток или зубочисток распределяем его равномерно, чтобы все контакты хорошо пропаялись и процессор не поплыл.

Ставим процессор по ключу и позиционируем его края. Так как вокруг много скотча это не составит особого труда. После этого также сначала греем плату на 100 — 150 °C, затем увеличиваем до 200 °C — 230 °C и аккуратно пытаемся пинцетом прикоснуться дабы убедиться, расплавился припой или нет. Если сделать это резко, то придется повторять все заново т.к. шары слипнуться.
После пайки убираем скотч и лучше всего не чистить плату вообще. Под BGA микросхемами очень мало воздуха, и поэтому, когда чистящее средство доберется туда, то полностью его удалить оттуда очень сложно. Конечно, можно попытаться на 100 °C «выпарить» флюс, но если у вас хороший и безотмывочный флюс, то не стоит беспокоиться.
Планшет начал включаться уже и без давления на процессор, однако после загрузки он выключался на 0%. Только теперь уже можно войти в режим инженера и попытаться сбросить планшет. После сброса аппарат включился нормально и показывает процесс зарядки, остаток и перестал отключаться.
Теперь нужно тщательно проверить все его функции. Камера, звук, микрофон, Wi-Fi, тачскрин.
Видео по теме
Альтернативная пайка BGA микросхем
Очень интересно видео. Способ накатки шаров паяльником без трафарета.
Читайте также: