Не прилипает к столу нейлон
Обновлено: 02.05.2024
Отвечаю на свой вопрос сам. К каптону нифига не липнет. Случайно взгляд пал на кусок ДВП. Попробовал печатать на нем, впринципе неплохо. Хорошо прилипает к ворсистой стороне. Печатал на балконе. Вони особой не чувствовал, но если долго подышать голова побаливала.
andreykyz » 06 июл 2014, 15:21
andreykyz писал(а): Что-то не могу понять, нейлон липнет к каптону или нет? Если да, то какая температура? Пробовал 100-60 Печатаю триммерной леской. 2.7мм
Отвечаю на свой вопрос сам. К каптону нифига не липнет. Случайно взгляд пал на кусок ДВП. Попробовал печатать на нем, впринципе неплохо. Хорошо прилипает к ворсистой стороне. Печатал на балконе. Вони особой не чувствовал, но если долго подышать голова побаливала.
4.9-4.85 мм где-то получилось. Тут другая проблема, пластик сильно выгибает.Напечатал 2 шестерни, одна из них на бок. И ещё края детали поднимаются вверх.
ales2k » 08 июл 2014, 13:37
Взял промышленный безконтактный градусник и проверил температуру нагрева кровати по разным частям по площади стола - при заданной 110 градусов, температура снятая со стекла лежащего на нагревательном элементе гуляет от 108 до 129 градусов. Соответственно и деламинацию замечаю все время в тех же местах при больших деталях.
Вопрос - поможет ли подъем температуры стола градусов на 10? (Со 110 до 120 - по датчику)
om2804 » 08 июл 2014, 21:52
Странно, должно хватить и 80 градусов. Попробуйте напечатать пластину 50х50x0.5 мм.
И после печати не выключайте стол минут 15. Ножом снемите пластину и проверьте мягкость. Если жёсткая, то температуру поднимать
Vovich70 » 08 июл 2014, 23:12
А может таки сделать небольшой бортик по периметру стола?Тогда по поверхности температура должна более-менее стабилизироваться.
Вроде даже где-то уже такой вариант проскакивал.
Акелла » 09 июл 2014, 12:45
Ну и торнадо в режиме спираль ваза
В целом очень доволен, единственно нужно поднять сопло немного выше чем на обыной печати, иначе прилипает очень сильно особенно пла.
diglook » 09 июл 2014, 13:05
Акелла » 09 июл 2014, 13:47
Поподробнее было несколько страниц ранее, нет не ламинат, поверхность схожа с поверхностью сковородок тефаль, такая же на ощупь
icehardy » 09 июл 2014, 20:52
А в Россию похоже не шлют они свои чудесные изделия
только через абонентский ящик получится переслать
Акелла » 09 июл 2014, 21:07
porex » 09 июл 2014, 23:35
ABS, PLA пластик для 3д принтеров
1.75 мм производства Bestfilament по цене 1390 руб./кг.
Доставка по России!
Пишите в личку, быстрее отвечу;)
Акелла » 10 июл 2014, 00:04
karabas2011 » 10 июл 2014, 10:34
Кто пользовался силиконовыми китайскими нагревателями? Оранжевого цвета, они на алиэкспрессе самых разных размеров. Мне не ясно как делать кровать с ними. Они гибкие? То есть их надо снизу поджимать к какой-нибудь алюминиевой пластине?
Toshik » 10 июл 2014, 14:02
karabas2011 писал(а): Кто пользовался силиконовыми китайскими нагревателями? Оранжевого цвета, они на алиэкспрессе самых разных размеров. Мне не ясно как делать кровать с ними. Они гибкие? То есть их надо снизу поджимать к какой-нибудь алюминиевой пластине?
Лучше бы ссылку, а то с телепатией туго
sezam » 10 июл 2014, 17:50
Блин, что делать?
Печатаю на холодный стол. Стол покрываю расплавом АБС в ацетоне. Через 10-15 минут можно печатать. Прилипает жестко.
При печати примерно за час закрываю балкон и все окна. Жду пока температура стабилизируется. Затем запускаю на печать большую деталь (45 куб. см).
Время печати - 4 часа.
И тут начинаются траблы.
Через 60 мин после начала печати (где-то 20-25 слой) начинается отслоение примерно от пятого слоя (кол-во слоев может быть разным). и идет поднятие детали с изгибом в сторону сопла экструдера. И причем такое происходит только на краях, иногда к концу печати доходя до центра модели.
В чем может быть дело?
Температура экструдера 210-220 градусов. Стол не нагреваю. Печатаю АБС 1.75 мм.
Уже думал изготовить корпус с подогревом пространства.
Printer: RepRap Prusa Mendel i2
Host: Repetier-Host
Slicer: Slic3r v.9
Filament: ABS - 1.75 mm
Nozzle: 0,3 mm
3d tools: SketchUp
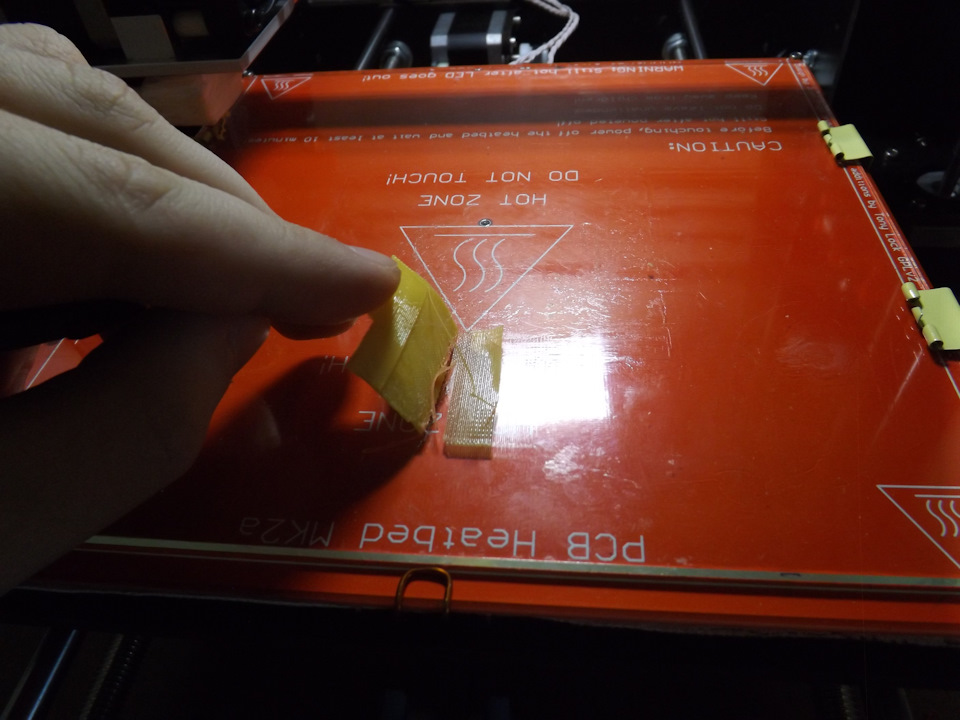
Печать Нейлоном (Nylon) на холодном столе 3D принтера
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.

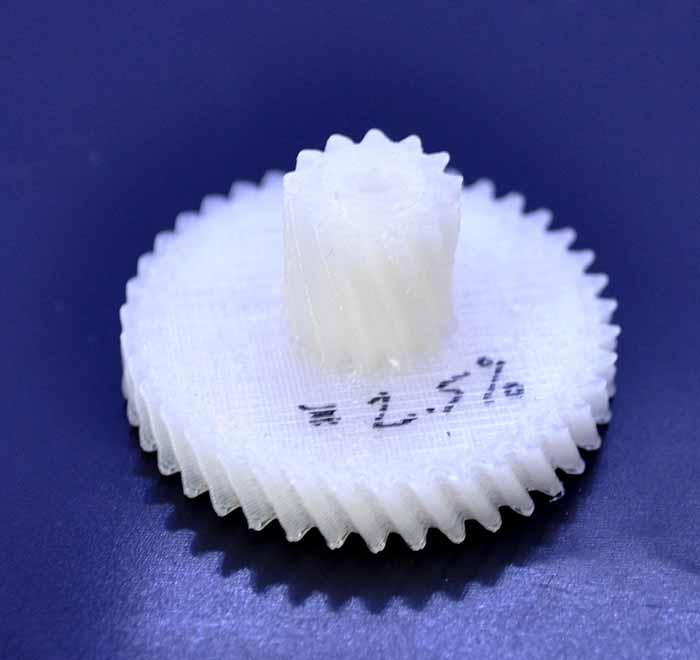
Недавно у нас появилась идея протестировать три вида материала Нейлон: Nylon, Nylon+1% иNylon+2,5%. Поскольку у нас был пробник Nylon+, было решено провести сравнительный тест четырех образцов.
Внешне материал для 3D-печати Nylon+ отличается цветом - он имеет естественный натуральный цвет, остальные образцы - чуть прозрачнее.
До начала печати, как и положено, все тестируемые материалы Нейлон были просушены в духовке для сушки полимеров при температуре 80°С в течение четырех 4 часов.
Для определения оптимальной температуры работы с пластиком Нейлон, суть первого теста состояла в печати Температурных столбиков. Во всем диапазоне температур от 260 до 222 градусов в процессе 3d-печати пластик ложился ровно и не расслаивался.
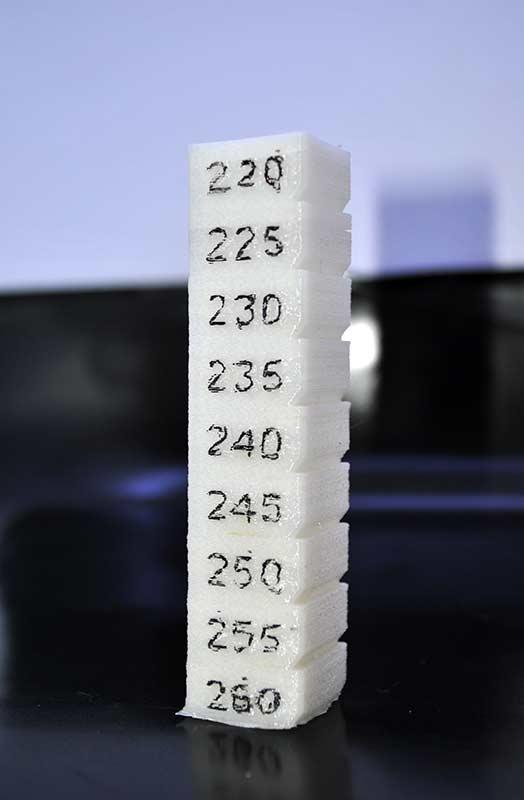
При механическом воздействии - резка температурного столбика канцелярским ножом - определили, что от 220 до 235 градусов слои разрезаютя, а при температуре 2400С и выше спекаемость слоев хорошая и изделие разрезать не получится.
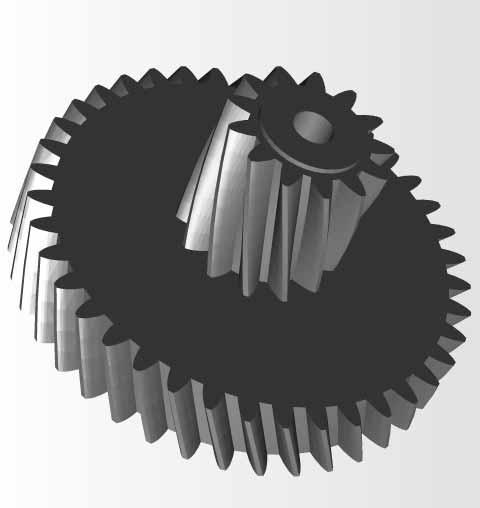
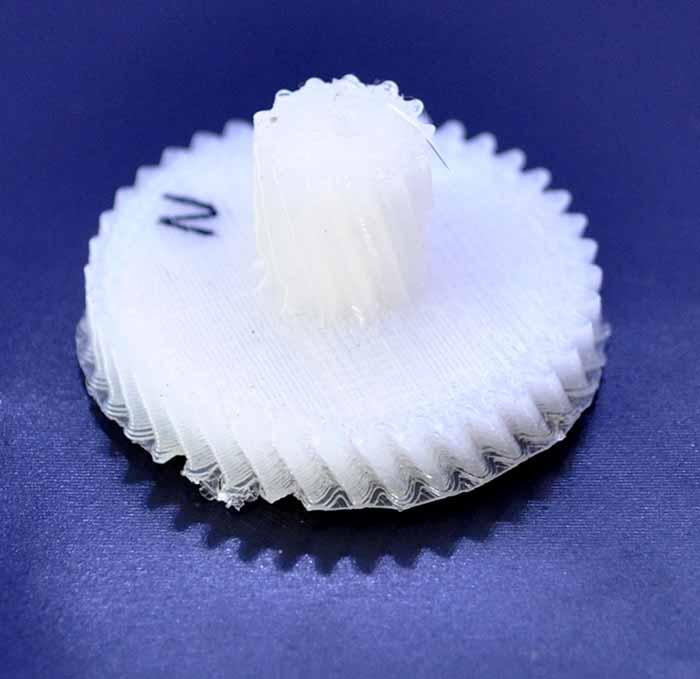
В качестве тестовой модели была выбрана двойная косозубая шестерня небольшого размера.
Для того, чтобы обеспечить хорошую адгезию к столу, был применен один из наших проверенных методов печати с такими установками:
Температура головки – 260 °С-первые два слоя, - 245 °С -последующие
Температура стола – 0 °С
Высота слоя – 0.25 мм
Плотность заполнения – 50 %
Скорость печати по внешней границе – 20 мм/с
Скорость печати по внутренней границе – 50 мм/с
Скорость заполнения – 50 мм/с
Тип прилипания к столу: Кайма (Brim)
Рекомендуемые производителем параметры температуры для печати:
Температура головки – 220 - 240 °С
Температура стола – 100 - 120 °С
Подготовка к 3D печати
Перед началом работы обязательно очищаем стеклянную поверхность от клеящего вещества и загрязнений. Наносим сплошным тонким слоем клей ПВА D3, стараясь распределить клей равномерно по всей поверхности той части стола, на которой будет печататься модель.
Ждем пока клей высохнет.
Стол 3D-принтера Epo3d+ оставляем не разогретым, а печатающую головку до 260 °С и начинаем печать. Первый слой печатаем на маленькой скорости 10 – 20 мм/с. При печати первых слоев нужно задавать повышенную температуру - такой режим обеспечит хорошее прилипание слоев между собой и к стеклу. Далее через 5 – 6 слоев понижаем температуру до 245 °С. Именно такую температуру мы определили как оптимальную после исследования температурного столбика.
Таким образом, создается остывшая нижняя часть модели, которая не дает печатаемому образцу деформироваться.
При переходе принтера к печати меньшей по диаметру шестерни для предотвращения смещения слоев включаем обдув примерно на 20% и снижаем скорость печати.
Подведем итог
Из проведенного эксперимента делаем вывод, что все четыре разновидности пластика Nylon показали себя с хорошей стороны как материалы для 3D-печати.
Все виды пластика Нейлон не любят большой скорости печати.
Самое важное отличие Nylon+1% и +2,5% в том, что не было отклеивания от стола.
Метод 3D-печати, который применялся для теста, в целом обеспечил удовлетворительные результаты и может быть основнымтдля дальнейших экспериментов.
Далее по таком же методу распечатан держатель спинки от офисного стула. Материал Нейлон от компании Plexiwire.
Подпишитесь на автора
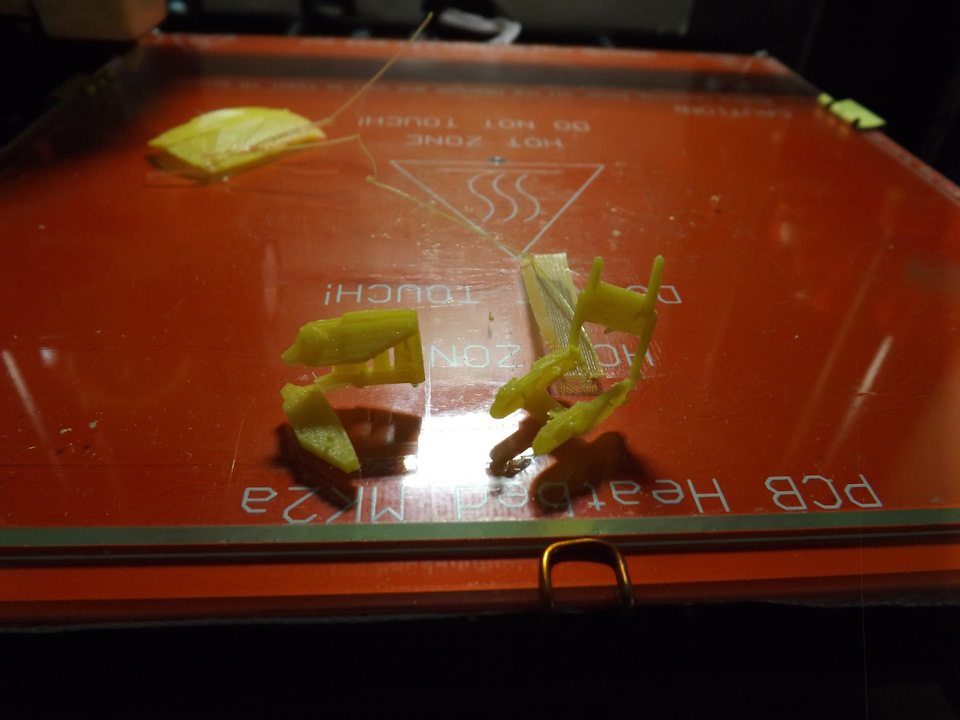
продолжаю опыты с нейлоном, что то не так опять Дополнение!

Дополнено.
получилось напечатать только если деталь обдувать феном с обдувом в 210 и температура детали части которая не отошла 140, та что отошла 120, деталь не распадается, не пузырилась и можно сказать гладка печать, но что за танцы с бубном?
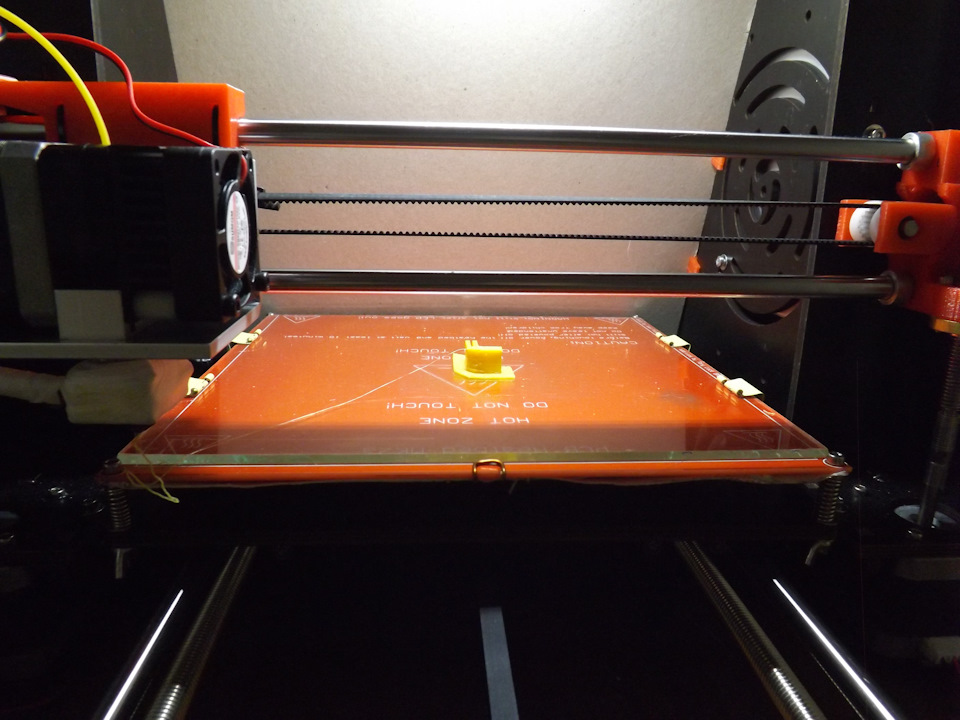
Бокс сделал, поднял температуру внутри бокса до 45-50 градусов, температура стола 110, головы 240, нейлон не стреляет, так как я его держу в коробке с гельпакетами от влаги.
обдува печати нет
скорость печати 20
но слои также не слипаются, ну может капельку лучше чем без бокса.
к столу не липнет, та часть которая прилипла, в голове был остаток PLA.
стол покрыт БФ.




Комментарии 45
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

я пробовал печатать разным типом нейлона, для этого покупал леску для триммера
пришел к выводу, что не весь нейлон идет для печати, у некоторого слои потом расходятся.
Для хорошей адгезии пришлось разработать свой способ, если интересно пиши в личку, расскажу как правильно печатать из нейлона.

я почти научился заставлять деталь липнуть к столу, только деталь более 70мм длинной немного отслаивается. и слои стали спаиваться. скажем как делал ни где такого не находил. и по поводу типа нейлона разница не большая когда получается обходить раслоение, но один параметр который всё замедляет это скорость печати. он и нужен очень низкий, и при такой низкой скорости большая деталь может расслоится. сейчас нейлон кончился и нужно ждать пока появится снова, но в лс напишу.

нейлон на шершавую поверхность. температура не так сильно важна.
не погу подобрать эту шершавую поверхность, может свою пятку туда поставить?)))
как то случайно остался лист бумаги для калибровки, начал печать, так первый слой от бумаги оторвасся вместе с бумагой, специально повторить не получилось закрепив (на клеев) бумагу на стол, возможно голова должна почти шкрябсти по столу с бумагой, но это бред и так сопло можно об бумагу сточить за короткое время
Я пробовал на скотч липкой стороной вверх. Вроде получалось, но только маленькие детальки, скотч открывало от стола.
Кто то еще на текстолита печатал. Говорят тоже норм. Еще пробовал на фанерном сторонке без всего.
а у меня сопли катал по скотчу, самый идеальный результат печати на пластине нагрева стола покрытая клеевым карандашом и то деталь маленькая и не высокая
первый слой очень медленно и температура сопла 250-260.
от 250 нейлон парит и теряет свои свойства и в добавок в моём принтере нет изменяемых параметров температуры по слоям, скорость да и плюсЪ ручная корректировка в процессе.
и скорость замедлял даже до 10. всё не то
температуру по слоям делает вроде слайсер ? не? Да и скорость тоже.
тут на вскидку нашел
Рекомендуемые параметры печати:
Температура экструзии — 240-260C (каждый тип Нейлон (Nylon) нити немного отличается. Следуйте рекомендациям производителя).
Температура подогреваемого стола — 70-80C (используем клей ПВА)
Скорость печати: 30-60мм/с
Высота слоя: 0,2 – 0,4 мм
я больше склоняюсь 0.4 высоте слоя и диаметром 0.5 сопла.
а вот температура стола почему то мала.
слайсером попробую (откладывал на последок)
но вот у меня нейлон без рекомендации производителя) нейлон из СПБ производства. а нейлон из германии (пробник) печатал также один в один с такими же проблемами.
скорость печати также пробовал. и иногда 140 скорость спаивалась лучше чем 50
Честно сказать приличного качества я от нейлона не получил. Более-менее приличные получаются мелкие детали. Ну и условия печати у меня на момент экспериментов были не самые комфортные. Принтер на балконе. И на улице зима прошлого года. Высокая температура и тут же низкая. Нужно контур принтера закрывать и подогревать для стабильной печати. Нижние слои кривые.
Еще кстати нейлона может быть влажный и тогда тоже ничего не получится
у меня бокс и отверсти для установке строительного вена, разогревал внутрянку до 50 градусов, больше не рискнул, часть деталей принтера на PLA, хотел заменить на нейлон))). Ну он скоро мне надоесть и вернуть к АБС
3D печать нейлоном: технологии, настройки 3D принтера
Нейлон это прочный и универсальный материал. В этой статье рассмотрим 3D-печать нейлоном и о том, как создаются детали с помощью FDM, SLS и MJF из этого материала. Нейлон — это синтетический полимер из семейства полиамидов, для 3D печати он используется либо в виде порошка, либо пластиковой нити. В 3D-печати нейлон считается инженерным материалом, поскольку для печати требуются определенные навыки и специализированное оборудование.
Физические свойства нейлона
Нейлон — популярен в промышленной 3D-печати, поскольку он прочный, долговечный и устойчивый к механическим воздействиям в частности истиранию. Тонкие стенки из нейлона, обеспечивает приличную гибкость при сохранении прочности.
Полимер обладает следующими физическими характеристиками: низкий коэффициент трения, водоотталкивающие свойства, высокая механическая прочность, износостойкость, хорошие антифрикционные и диэлектрические свойства, он может использоваться для звуковой и вибрационной изоляции. ПА 66 по сравнению с Полиамидом 6 имеет меньшую плотность, при этом он более жесткий, прочный и твердый.
Низкий коэффициент трения нейлона также означает, что он хорошо подходит для изготовления функциональных движущихся частей механизмов. Учитывая это, нейлон часто используется для изготовления функциональных прототипов, живых петель, шестерен и аналогичных деталей для конечного использования.
Химические свойства нейлона
Нейлон, Полиамид 66, ПА 66 (полигексаметиленадипамид ) относится к алифатическим полиамидам, термопластам инженерно-технического назначения и представляет собой конструкционный кристаллизирующийся материал. За рубежом полимер обозначается как Polyamide 66, PA 66, PA 6.6, Nylon, Nylon 66 и пр. Полимер является продуктом поликонденсации адипиновой кислоты и гексаметилендиамина (соль АГ).
Нейлон отличается химической и климатической стойкостью, устойчив к смазочным материалам и нефтепродуктам, автомобильному топливу, а также к растворителям органического происхождения. По сравнению с ПА 6 нейлон имеет меньшую степень водопоглощения, обладает лучшими электроизоляционными характеристиками и более высокой теплостойкостью. Температура плавления нейлона составляет около 260°C. Полимер способен постоянно сохранять форму при температуре до 180°C и временно при 200°C.
Нейлон (полиамид 66) соответствует химической формуле ( [-NH- (CH2 )6-NH-CO- (CH2 )4-CO-]n). Две шестерки соответствуют количеству атомов углерода в исходном мономере: 6 атомов в адипиновой кислоте и 6 — в гексаметилендиамине.
Технологии 3D печати нейлоном
Нелон может использоваться в 3D-печати моделированием послойным наплавлением (FDM ) с использованием нейлоновой нити или с помощью селективного лазерного спекания (SLS ) или Multi Jet Fusion (MJF ) с использованием нейлонового порошка. Ниже мы объясним различия между этими технологиями и то, как они используются для создания нейлоновых деталей, а также плюсы и минусы каждой из них.
3D печать нейлоном на FDM 3D принтерах

В 3D-принтерах FDM используются нити, которые плавятся, а затем экструдируются через сопло на платформу сборки слой за слоем. Хотя 3D-печать нейлоном на FDM 3D принтерах намного доступнее, чем SLS или MJF, качество нейлоновой детали, напечатанной FDM, не так впечатляет.
Во-первых, не все принтеры FDM могут легко работать с нейлоновой нитью. Важно иметь качественный (цельнометаллический ) хотэнд, способный выдерживать температуры выше 250 ° C. Кроме того, нейлон также склонен к усадке, поэтому адгезия к столу 3D принтера является как никогда актуальной проблемой.
Нейлоновая нить выпускается в различных вариантах, наиболее распространенными из которых являются PA 6 и PA 66. Оба они обладают стандартными свойствами нейлона прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток: высокое влагопоглощение.
Скорость 3D печати нейлоном на FDM 3D принтерах
Оптимальная скорость 3D печати нейлоном от 30 до 60 мм/с. Более высокие скорости, такие как 70 мм / с, также будут уместными, если вы одновременно увеличите температуру сопла. Большинство пользователей печатают со скоростью 40 мм/с, детали будут отличного качества и высокой детализации.
Хранение нейлоновой нити для 3D печати
Высокое влагопоглощение может отрицательно сказаться на качестве 3D печати. Чтобы предотвратить такой сценарий, решающее значение имеет правильное хранение.
Простой пластиковый герметичный контейнер — хорошее решение, когда нить не используется, но что делать во время 3D печати? Идеальное решение — это блок для хранения с контролем влажности, который также позволяет нити попасть в экструдер. Если уже слишком поздно и ваша катушка уже впитала слишком много влаги, ее можно спасти, если вы правильно высушите нить.
Настройки 3D печати нейлоном
- Температура сопла: 240-290 ° C
- Температура стола 3D принтера: до 65 ° C
- Адгезив: клей-карандаш ПВА, ПВП, 3D лак
- Скорость печати: 25-50 мм/с
- Скорость вентилятора: 0-50%
- Термокамера: рекомендуется, но не обязательна
SLS 3D печать нейлоном

SLS использует лазер для спекания порошка слой за слоем, пока деталь не будет готова. Существуют разные типы технологий лазерного спекания — есть приспособления для металла и стекла, — но большинство 3D-принтеров SLS ориентированы на полимеры.
Материалы используемые в SLS 3D печати
Одним из основных материалов, используемых с SLS, является нейлон, в частности нейлоновые порошки PA 11 и PA 12. Порошки PA 11 используются для деталей, требующих устойчивости к ультрафиолетовому излучению и ударам, в то время как PA 12 предпочтительнее из-за повышенной прочности и жесткости деталей. Существуют также порошки армированного полиамида, также известные как порошки из нейлоновых композиционных материалов, которые, помимо нейлона, обычно содержат частицы стекла, алюминия или углеродного волокна.
Преимущества SLS 3D печати нейлоном
После завершения детали полностью окружены неспеченным порошком, который также служит поддержками для готовых деталей. К счастью, с SLS можно повторно использовать до 50-70% этого неспеченного порошка для будущих отпечатков. С точки зрения рентабельности это большое преимущество перед FDM, поскольку любой материал, выдавленный в качестве опор в FDM печати, обычно не будет использоваться повторно.
Нейлон отлично подходит для изготовления функциональных деталей, а SLS может производить сложные функциональные детали и приобретает отличную прочность и детализацию за счет использования порошка, а не нити.
Недостатки SLS 3D печати нейлоном
Обратной стороной SLS является стоимость. Промышленные 3D-принтеры SLS часто продаются по цене выше 100000 долларов. Хорошая новость заключается в том, что в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 000 долларов и цене порошка около 60 долларов за кг.
MJF 3D печать нейлоном
MJF — это уникальная технология спекания порошка, разработанная Hewlett Packard и запущенная в 2016 году. MJF похожа на SLS, но также имеет кое-что общее со струйным нанесением связующего .
И MJF, и SLS запускают процесс печати одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако, в то время как в SLS лазер затем начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде химических агентов.
Поверх каждого свежего слоя порошка, именно там, где будут спекаться будущие слои, распыляется химический компонент. Он помогает порошку поглощать энергию от источника тепла принтера. В то время как SLS использует мощный лазер, MJF полагается на мощное инфракрасное излучение в качестве источника тепла. Инфракрасный свет в паре с термозакрепителем ускоряет процесс спекания, благодаря чему MJF в целом быстрее, чем SLS.
Преимущества MJF 3D печать
Хотя обе технологии позволяют создавать детализованные 3D модели, MJF опережает SLS.
После завершения печати вы сможете утилизировать неспеченный порошок, как и в случае с SLS. Однако MJF позволяет повторно использовать еще больше порошка, даже до 80%. Хотя это во многом зависит от конкретных машин, которые вы сравниваете, машины MJF сопоставимы по цене с промышленными машинами SLS, но имеют более быстрое время печати с потенциально большей детализацией.
Не прилипает к столу нейлон


Всем привет! Принтер Longer LK4 Pro, PETG, первый принтер, перепробовала все настройки, никак не пойму, почему первый слой (нижний, на подложке) выходит так плохо..
На фото верхний последний слой (нормальный) и нижний
и + еще трабл, любая печать прилипает к поверхности плохо, печатает только на хорошей подложке, с подогревом стола 100 на первых уровнях и потом 80-90, печать основной детали с вентилятором 250 (первые слои - 0), сопло 230. Что делаю не так? Если ставлю подогрев стола меньше - то отклеивается. Возможно слишком большое расстояние сопла от стола?

покрытие стола пленка или стекло? если пленка - то липнуть должно так, что сложно оторвать будет. если стекло, то нужны адгезивы. ПЕТЖ печатается БЕЗ подложки, на 85-95 градусах, изменяя температуру стола во время печати - вы усаживаете пластик, и его отрывает. Поставьте в слайсере стол на 85С, добавьте 10-20 контуров каймы и намажте стол тонким слоем PVP клей-карандаша (или любого другого адгезива).
Николай, это Longer LK4 pro, там стекло, на нем спец, покрытие, без подложки всё отлипает сразу же, даже при 100 градусах(
Но меня пока что больше волнует первая проблема, подложку мне не сложно напечатать
Арина, пленка, стол протрите влажной тряпкой. ПЕТЖ без проблем должен к нему липнуть. Скорость печати 1го слоя не более 30мм/с, лучше даже меньше. Если опять не прилипнет, то вам за адгезивами в магазин. Без фотографии дефекта отлипания и настроек слайсера, вам невозможно помочь. На подложках никто не печатает давно, эта настройка для нейлонов и столов без покрытия. Я вам выше всё написал, но вы почему-то считаете что у вас уникальная проблема. Без подложки! - 85С стол + адгезив + кайма. НО если у вас еще скорость первого слоя 50.. и вы зачем-то еще жарите пластик до 250С. то я пас
Николай, печать не на 250, а на 230, как и указано в характеристиках этого PETG
В любом случае бОльшая проблема, как уже писала выше, это - первая, а прилипание это уже второстепенно для меня
Арина, сопло высоко, поднимите гайками стол на четверть оборота. Или можно в слайсере Z-OFFSET в -0.1мм. Не поможет ставьте -0.15мм, пластик должен немного вмазываться в стол, а он у вас отдельными нитями. Ну и про протереть стол и нанести адгезив я уже писал, без адгезива будете по два-три раза печать перезапускать.

Присоединяюсь к написанному ранее, если всё равно плохо будет липнуть- протрите стол обычным аптечным аммиаком. У меня раз в полгода, при интенсивной эксплуатации, перестает прилипать пластик, помывка стола не помогает, а после аммиака, он хороший обезжириватель, все приходит в норму. Не поможет если сопло стоит не верно по высоте.
Михаил, адгезия у меня уже решилась вчера, обычным малярным скотчем ) первая проблема все еще актуальна..
Читайте также: