Монтажный столик своими руками
Обновлено: 05.05.2024
Столярный верстак и монтажный стол — необходимые вещи в арсенале любого домашнего мастера. Обработать деревянные заготовки, собрать оригинальное изделие или мебель авторской работы – этим предметам всегда найдётся применение. Но, если столярный верстак чаще всего ассоциируется с картинкой, представленной ниже, то сборочный стол – более редкий гость в домашней мастерской.
При этом монтажный стол жизненно необходим для любого мастера, занимающегося изготовлением деревянных изделий. Как бы тщательно ни были выпилены или отфрезерованы заготовки, финальная операция — сборка — определяет качество будущего предмета. Согласитесь, обидно, если из-за перекоса заготовок или плохо склеенной детали получится брак, а вся работа пойдёт насмарку.
Именно здесь — на финишной прямой, полностью раскрываются все плюсы монтажного стола, но не всегда есть возможность расположить на ограниченной площади и верстак, и сборочный стол. В этом случае можно пойти на компромисс — совместить две функции в 1 предмете — верстаке-монтажном столе.
Я профессиональный шофёр с 40-летним стажем. В последнее время увлёкся столяркой. В этом деле без верстака не обойтись, но и собирать изделие на коленке или на полу —тоже не вариант. Качество не то. Поэтому я принял твёрдое решение — обзавестись универсальным рабочим столом. Посмотрев на цену промышленных изделий, желание их покупать отпало напрочь. Ничего не оставалось, как засучить рукава и сделать всё самостоятельно.
Первое, с чего начал работу albertfaktor — это сбор всей доступной информации и выработка собственной концепции такого стола. Изучив Интернет, пользователь определился со своими пожеланиями. Осталось только построить такой стол.
Нюансы изготовления сборочного стола-верстака
Отказавшись от использования сосновой доски, albertfaktor остановил свой выбор на толстой фанере как более прочном материале. На столешницу пошла фанера толщиной 21 мм и размером листа 1830х1520 мм.
Чтобы свести все отходы к минимуму, лист раскроили следующим образом:
1. Сначала вырезали из фанеры столешницу размером 1800х900 мм.
2. Оставшуюся часть фанеры раскроили на 3 части. 2 заготовки пошли на боковины столешницы, а третья, распиленная пополам — на торцы.
Для удобства пользования столом в нём предусмотрено место для 2-х выдвижных ящиков. Чтобы ящики легко и просто выдвигались, крепятся они на шариковые направляющие.
Одно из главных требований к столешнице монтажного стола — повышенная жёсткость. Короб из фанеры в 21 мм сам по себе уже является прочной конструкцией, но для увеличения жесткости внутри него нужно смонтировать перегородки. Все элементы стола скрепляются друг с другом конфирматами (мебельными шурупами) и сажаются на клей.
Затем в боковушках лобзиком выпиливаем отверстия под ящики, а сама столешница размечается для высверливания отверстий под крепление различной оснастки.
Разметочная сетка наложена с ячеёй в 150 мм. Отверстия я высверливал в шахматном порядке, сверлом Форстнера, диаметром 2 см. Сверлить чаще не стал. На мой взгляд, этих отверстий достаточно, чтобы зажать деталь любого размера, а на прочность столешницы влияния они не оказывают.
Кроме этого, на боковых стенках стола также высверлили технологические круглые и овальные отверстия. Они необходимы для прижима (например, крепления G или F-образной струбцины) при склейке деталей.
Причём, интересен такой момент — при изготовлении стола аlbertfaktor не использовал чертежей, планов или эскизов. Всё делалось по ходу, но руководствуясь поговоркой «семь раз отмерь, столько же раз подумай, но только один раз отрежь!».
На этом этапе уже стали вырисовываться будущие контуры стола-верстака. Также пользователь заранее предусмотрел такой вариант, что стол потребуется переместить в другое место. В собранном виде (с ножками) он не пройдёт в дверной проём, поэтому столешница и подверстачье — это две отдельные и разборные части.
На ноги верстака пошла фанера толщиной 16 мм (другой не оказалось), а для соединения закуплены мебельные болты «десятка» (с круглой головкой) длиной от 4 до 6 см.
Столешница и подверстачье крепятся при помощи уголков. Т.к. я не хотел, чтобы ноги выглядели простовато, то сделал их в виде полуокружности, согнув металлическую линейку, как разметочную приспособу и очертив дугу карандашом. Выпилив одну часть, я использовал её, как лекало для разметки остальных ножек.
Для прочности и жёсткости «скелета» ножки монтажного стола усиливаются опорами из сосновых досок и стягиваются между собой растяжками.
Также оставлено место для крепления нижней полки, на которую пошёл клеёный мебельный щит 2х0.4 м, а для боковых бортиков взята доска 95х20 мм. Всё скреплялось конфирматами.
Для прочного соединения полки и ножек аlbertfaktor пошёл на такую хитрость — во время сборки стянул их с помощью талрепа и верёвки.
Работа по изготовлению стола вышла на финишную прямую. Чтобы конструкция приобрела большую жёсткость, мастер склеил доски-растяжки в пакет из 2-х штук. Но теперь, из-за толщины, растяжки на конфирматы закрепить не получись, пришлось прикручивать их на длинные саморезы и сажать на клей.
Кроме этого, пришлось выкручиваться и при скреплении растяжки распоркой. Саморезы отпали. Аlbertfaktor склеил друг с другом 2 куска фанеры толщиной 16 мм и выпилил дырки для гаек, таким образом стянув конструкцию.
Осталось только приклеить по периметру столешницы плинтус из рейки, а также закрепить направляющие для выдвижных ящиков и покрасить изделие.
В принципе, стол уже готов, жесткость отличная, ничего не шатается. Пройдусь морилкой, а потом покрашу его яхтным лаком. Этот лак износостоек и не боится сырости. Для красоты углы стола я обклеили деревянным уголком, который закрыл саморезы и угловое соединение фанеры.
Т.к. стол делается «на вырост» — т.е., по мере повышения мастерства и увеличения сложности работ, к нему будут делать различные приспособления, интересен такой момент, как быстрозакрепляемая планка с гайками. Планка вырезается из оставшихся обрезков фанеры, края закругляются (для большей эстетичности), и в ней высверливаются отверстия под специальные мебельные гайки, которые заколачиваются молотком в фанеру. Расстояние между гайками – 300 мм. Третье отверстие, под болт, сверлится точно в центре. Благодаря такому приспособлению, значительно ускоряются монтажные работы по закреплению деталей.
Если нужны гайки для болтового (шпилечного) зажима, поворачиваем планку и совмещаем с двумя отверстиями в столе. Закончили работу — отворачиваем планку в сторону. При затяжке шпильки, при креплении детали на столе, гайки будут только сильнее вдавливаться в фанеру и не выскочат. Отверстие просверлено в размер, гайка плотно заколочена, а «рожки» не дадут ей проворачиваться.
На FORUMHOUSE можно присоединиться к обсуждению монтажного стола-верстака . Вы также можете посмотреть ещё один вариант монтажного верстака и варианты его оснастки.
Обсудить статью и прочитать другие материалы посвященные загородной жизни вы можете на портале FORUMHOUSE.
Подписывайтесь на канал чтобы не пропустить следующую публикацию!
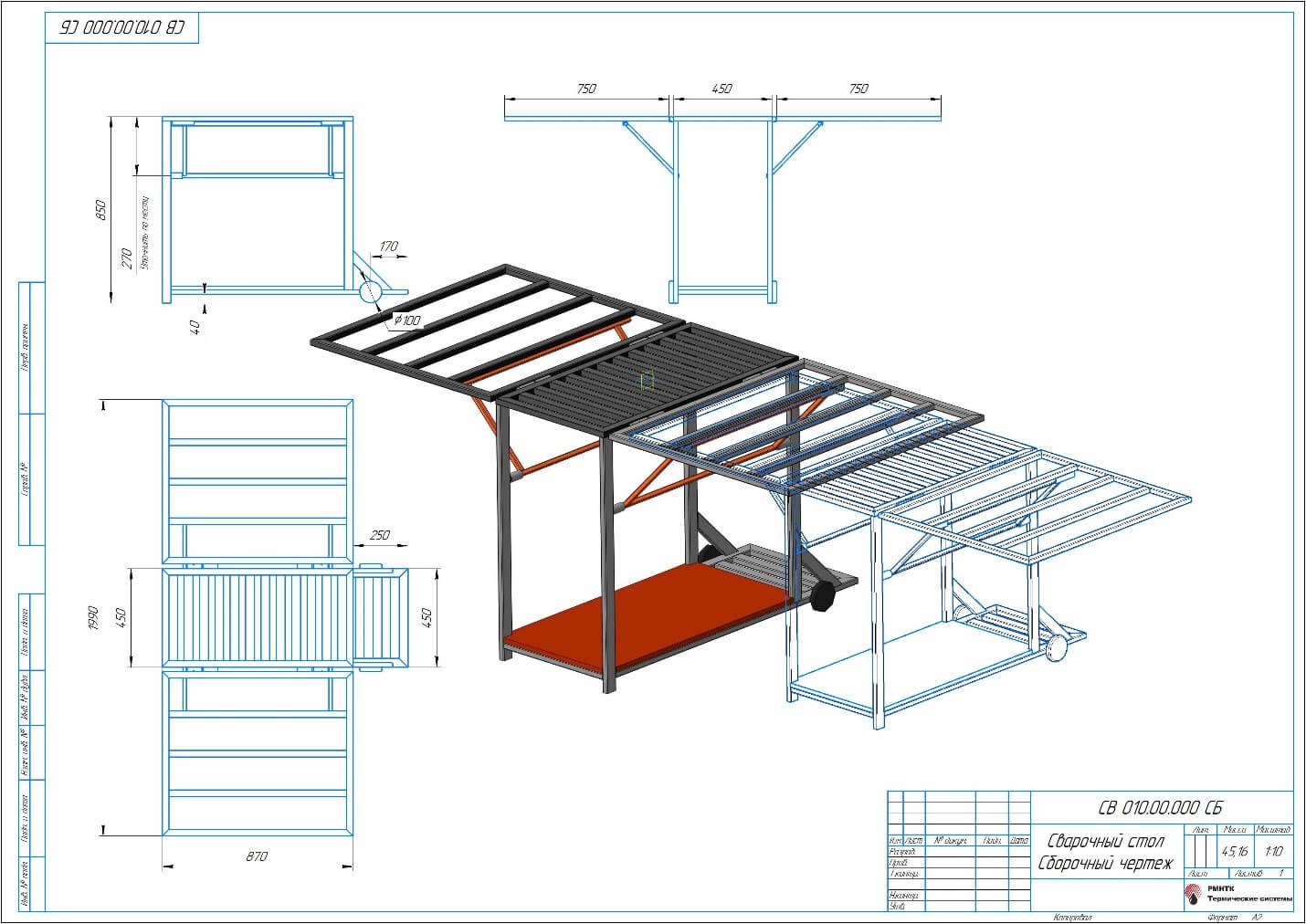
Складной сварочно-монтажный стол своими руками. Часть 2.

Это вторая часть отчёта по изготовлению большого складного сварочного стола.

Сам стол был собран в первой части (первая часть здесь), а здесь изготовление телеги для стола с «механизмом» подъёма / поворота и изготовление выдвижных элементов, увеличивающих размер стола с 1250х2500 до 2000х4500 мм.
Вес стола получился около 200 кг, поэтому телега основательная, на колёсах диаметром 100 мм.
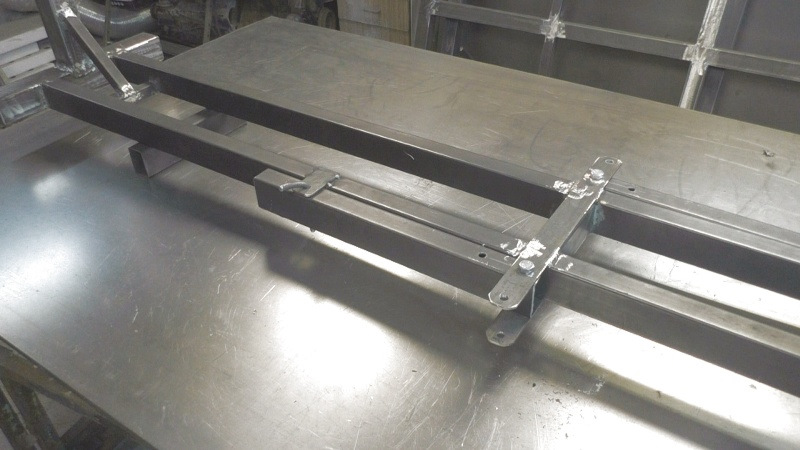
Рама сварена из труб 60х40х2 и обрезков труб 60х60 со стенками толщиной 2 и 4 мм.
Вот такой набор для творчества:

На поперечины остались подходящие обрезки трубы 60х60х2 мм, но они тонковаты и в местах крепления колёс усилил их пластинами толщиной 3 мм:

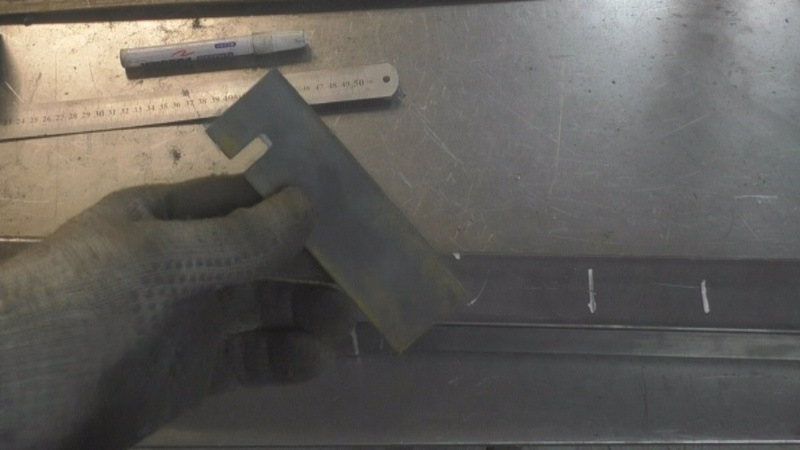
Для фиксации труб при сварке использовал свои угольники:

По центру рамы поперечина, к которой будут крепиться пластины для дополнительных опор, чтобы при перемещении стола в сложенном виде он не упал. Это страховочные опоры – стол сбалансирован и тенденций к падению нет, но так спокойнее )). Да и летом в хорошую погоду можно вывезти на улицу – не упадёт на неровностях. «Петли» из полосы 40х4, внутрь рычагов вварены шайбы под ось поворота для усиления:


Вертикальные стойки-слайдеры из пары труб – внешняя 60х60х4 мм, внутренняя – 50х50х2:

Рычаг с пазом, в который будет упираться старый жигулёвский домкрат:
Пропилил в наружной трубе паз под этот рычаг. Толщина трубы 4 мм позволяет это сделать с сохранением необходимой устойчивости:


Под ось поворота стола во внутренние трубы вварил втулки:

Укосины для вертикальных стоек:

Чтобы в слайдерах убрать зазор, наварил пластинки 0.8 мм на две стороны внутренней трубы внизу, а наружной – наверху:

Домкраты съёмные – можно снять и пользоваться в другом месте. Для фиксации сделал «ловушки»:

Между собой домкраты соединены шпилькой 10 мм:


«Свадьба» со столом:


Чтобы расширить функциональность стола сделал выдвижные элементы. Конечно, это не полноценное расширение, но оно позволяет работать с рамами большего размера. Можно использовать их как поддержку при работе с длинными трубами:

Трубы для выдвижных элементов – 50х50х2 мм, длина – по длине рамы. Вставляются в трубы рамы (60х60х3). Зазоры убираются аналогично зазорам в вертикальных стойках.



Для фиксации выдвинутых труб в определённом положении приварил гайки под болтики:

На процесс ваяния и складывания столика подробней можно посмотреть в видео (рекомендовано)))
Надеюсь, Вам понравилось и, может быть, кому-нибудь пригодится ))
Спасибо за внимание, если будут вопросы — отвечу с удовольствием!
Всем удачи, пока!
Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

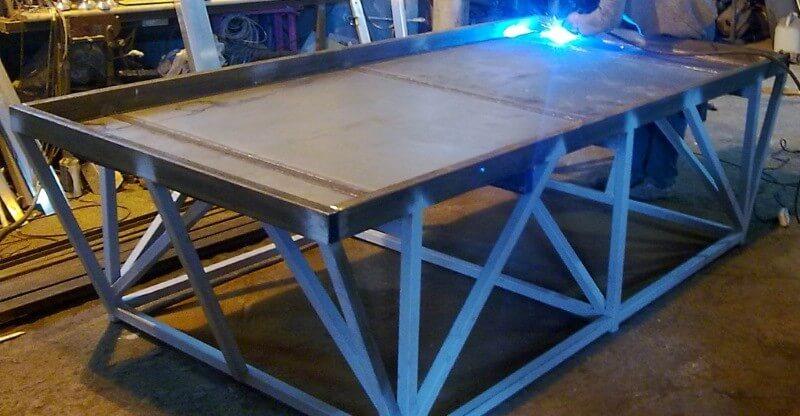
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
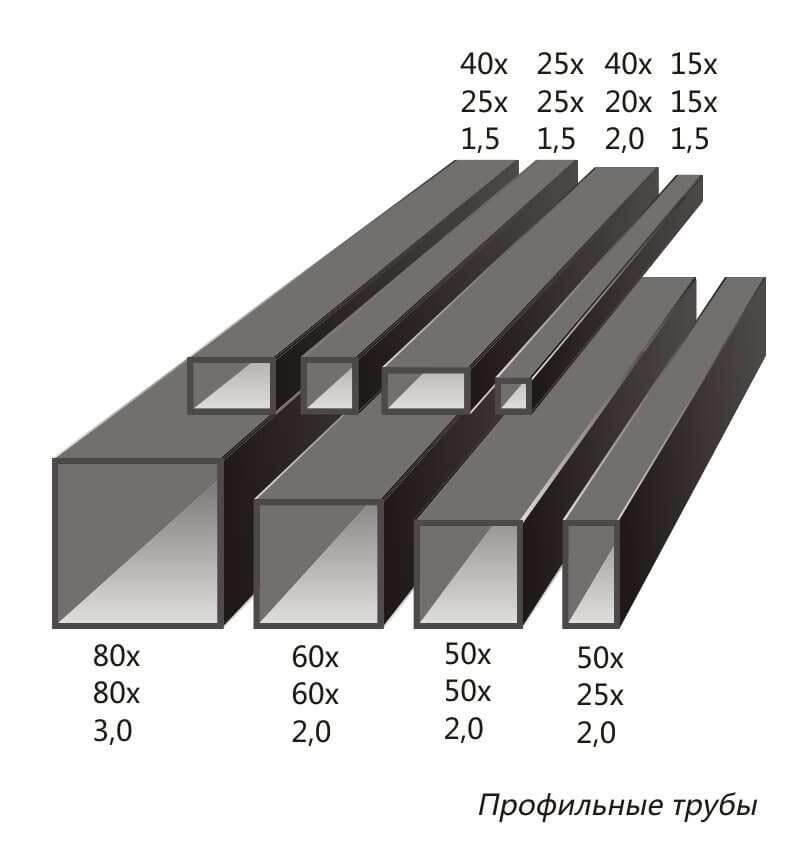
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
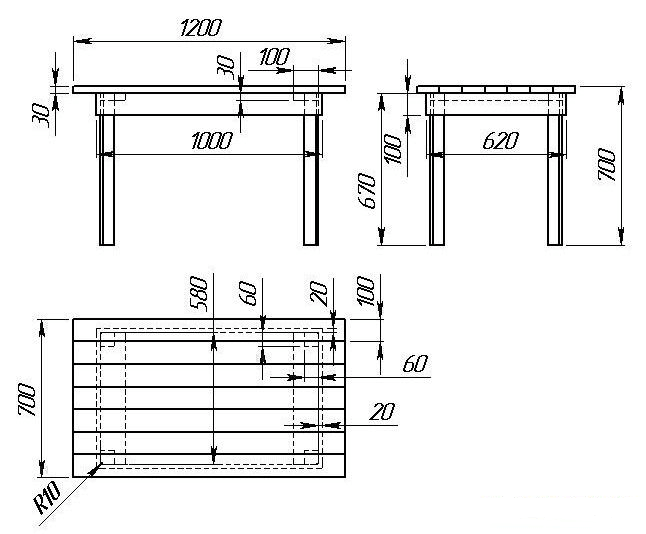
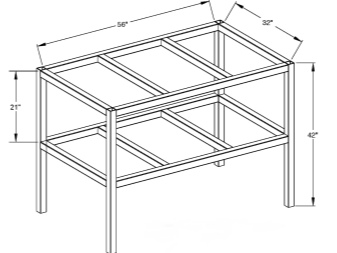
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
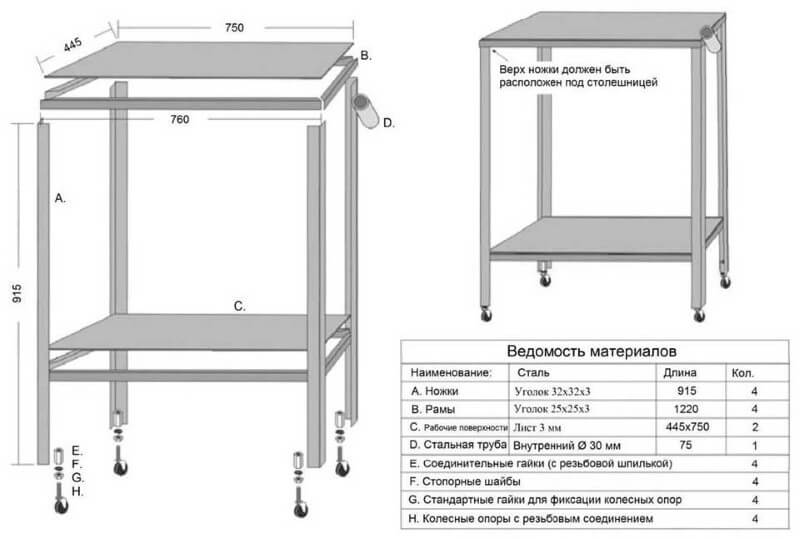
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
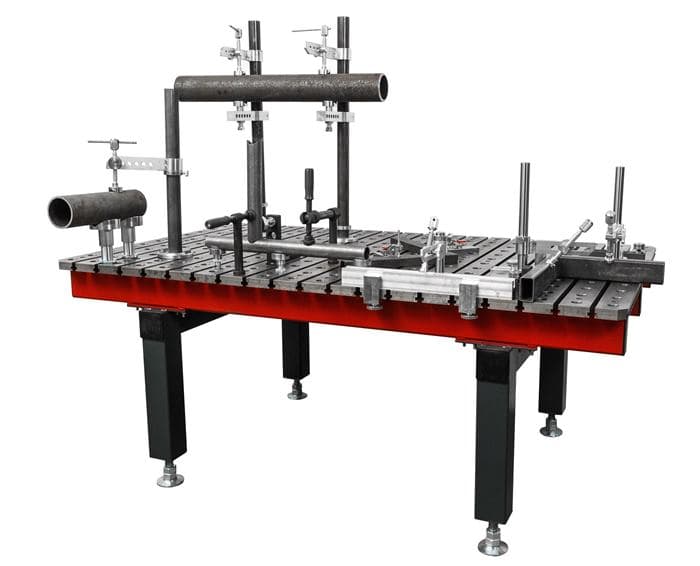
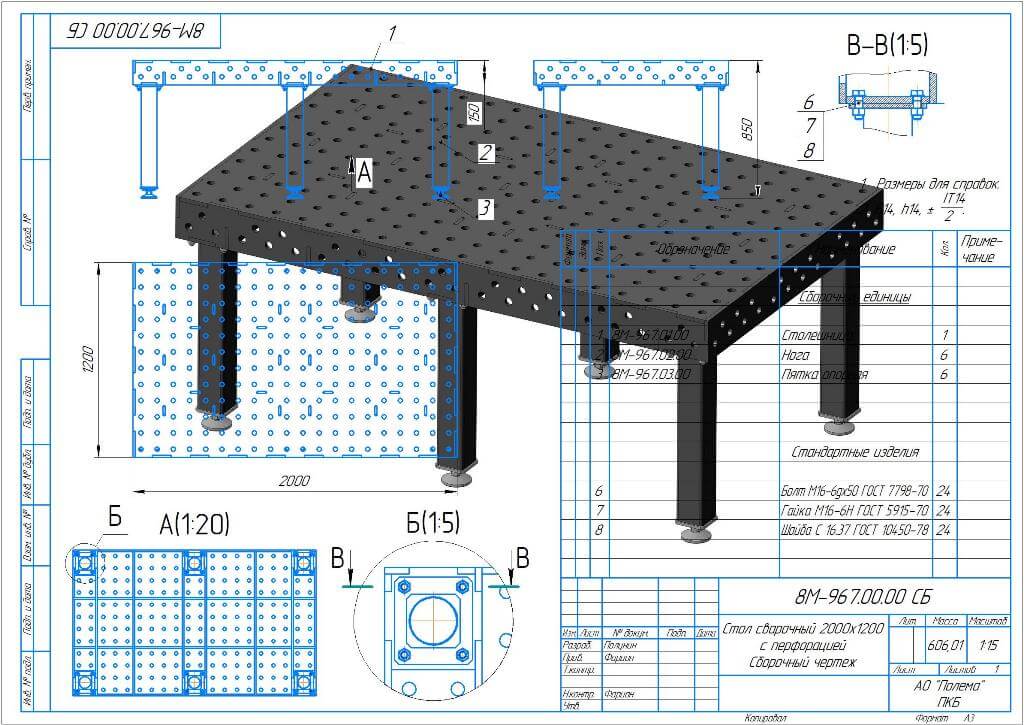
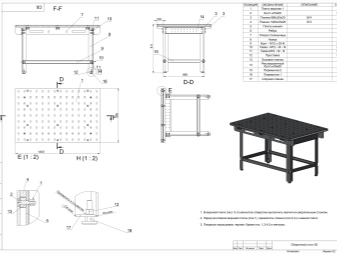
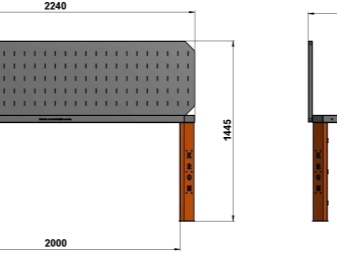
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
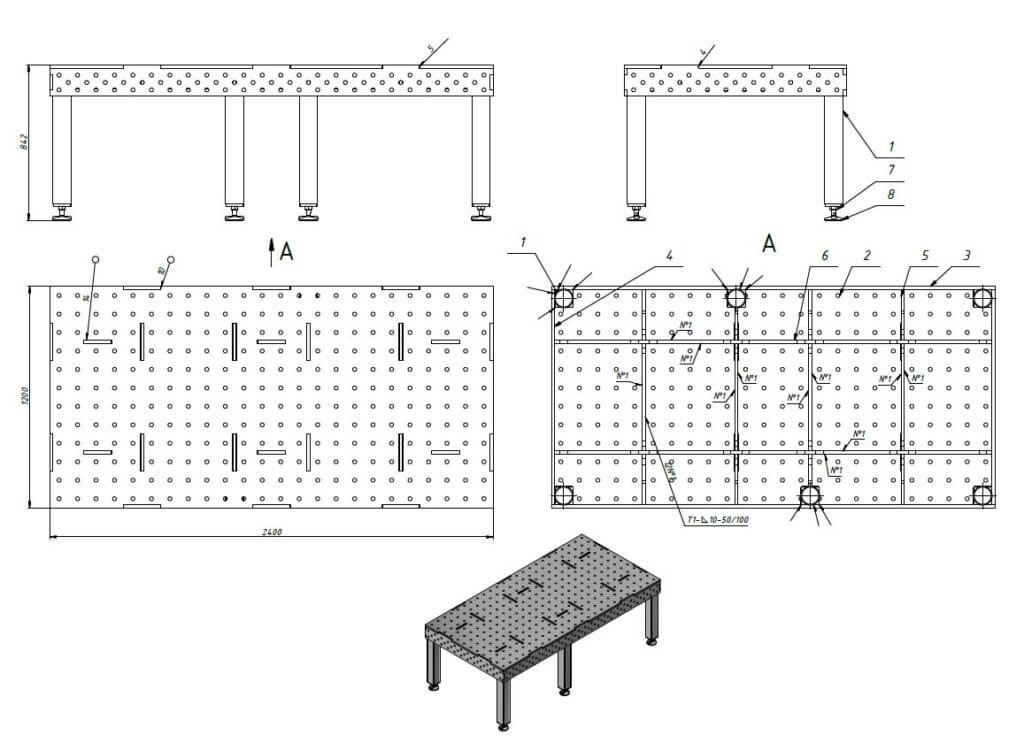
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
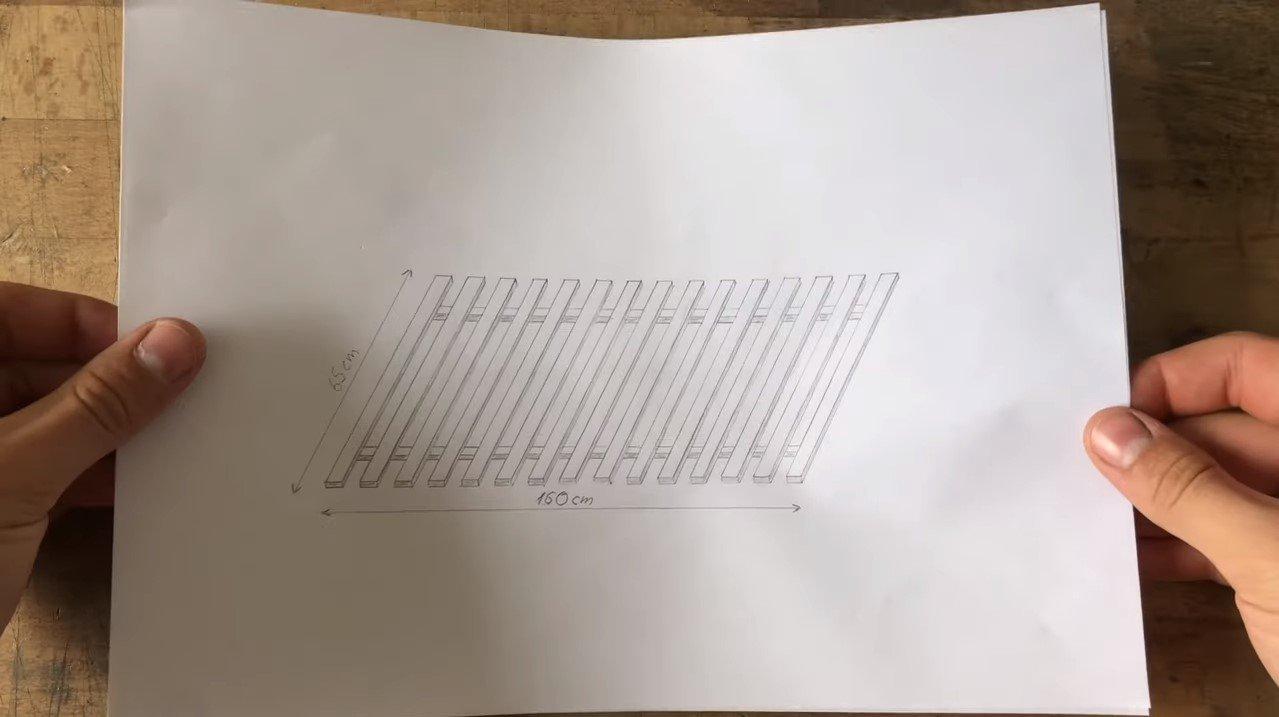

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Рабочий стол электронщика: место радиотехника своими руками
Большинство сварочной мебели имеет в качестве основы каркас из металлических труб, к которому крепятся боковые стенки из листового металла.

Столешница представляет собой толстый лист фанеры, покрытый текстолитом. Это очень удобно для сварки. Край поверхности представляет собой полосу алюминиевого литья, которую производители посторонним способом называют штамповкой. Размеры столешницы позволяют без проблем сваривать различные детали.
К заднему краю стола прочно закреплена надстройка с полками и небольшими шкафчиками, в объеме которых можно разместить множество аксессуаров.

Практически все модели сварочно-сборочных столов оснащены люминесцентной лампой, что позволяет увлеченно работать в любое время суток.
В комплект обычно входит блок розеток. Нет необходимости искать дополнительные точки для подключения. Вы можете безопасно работать со сварщиком, не беспокоя окружающих.
Готовые сборочные столы для перманентной сварки имеют защитный экран с каналами для принудительной вентиляции. Модели с вытяжками обычно приобретаются для промышленных предприятий.
использовать их дома неудобно. Вентилируемый козырек, являющийся продолжением задней стенки, производит впечатление громоздкой конструкции. Эта модель сварочной мебели намного дороже обычных сборочных столов.

Особое внимание сварщиков привлекают столы с возможностью вращения. Они более дорогие, но если приходится работать с вращением какого-либо элемента, то этот предмет мебели крайне пригодится.
Монтажный столик для пайки своими руками
Конструкция подъемно-поворотной втулки проста. Зубочистка: игла прикрепляется к стальному стержню D = 4 мм, состоящему из столешницы для вязания. На вращающейся подставке находится паяльник. Кронштейн надежно удерживает паяльник мощностью от 25 до 100 Вт. К внешней стороне боковой стенки крепится блок розеток.
В нем встроенный переключатель подсветки, вход от БП и внутри простенький стабилизатор напряжения (ошибка на фото) на ms7805. Питание светодиодов подсветки осуществляется через этот регулятор от стандартного адаптера переменного тока. Не вижу смысла вырезать отдельный силовой агрегат. Рекомендую установить блок розеток на то, насколько длинна боковая стенка; при эксплуатации всегда приходится запитать много потребителей от 220 В. Моих трех штук не хватит.
С первого дня стол стал самым удобным инструментом на рабочем месте. Рекомендую производить, особенно людям старшего поколения, у которых начались проблемы со зрением.
2. Намотчик обмотки трансформатора ИБП.
Размер: 230 мм x 200 мм
Изготовлен за один вечер, но качество изготовления катушек трансформатора, простота использования не сравнимы с ручным заводом. Трансформатор работает не более часа и с удовольствием. Особенно улучшено качество производства небольших рулонов. Защитный барьер без этой намотки всегда был противен.
Устанавливать на такие катушки с несколькими десятками витков счетчики, приводы, штабелеукладчики не рационально. Намотчик настолько прост, что все понятно по фотографиям. Стойка и Т-образная катушка из слесарного магазина, подшипники из автомагазина. Станки в производстве не применялись.
Подшипники вставляются в тройник, стягиваются болтом и к нему приваривается поворотная ручка. Все из магазина сантехники. Резьбовая втулка плотно ввинчивается в гнездо. На стальной балке подвесного потолка D = 4мм нарезали проволоку и приваривали балку к болту. Крепление приемной бобины к валу может выполнить любой желающий. Есть много разных вариантов. Гнезда просверливали плотницким пером на нужную глубину.
Перемотчик небольшой и очень удобен для изготовления небольших трансформаторов ИБП. Всегда без энтузиазма перематывал, с катушкой стало удобно и быстро, несмотря на элементарную простоту конструкции. Качество прокладки и изоляции кабеля не сравнимо с ручной намоткой. Это не только субъективная оценка, но и измерение параметров трансформаторов показывает улучшение качества их изготовления.
Подъемный стол для бурения Размеры: 150 мм x 150 мм x 100 мм
Когда вилка отключена, мотор управляется переключателем дрели. На плате блока питания сделан дополнительный стабилизатор импульсного тока для питания светодиода мощностью 1Вт для освещения рабочей зоны.
Стол оказался практически без люфта, удобной высоты для работы, с автоматическим запуском двигателя. Руки и глаза при сверлении не устают, лишних движений нет.
Кроме дрели делали ящик для хранения сверл небольших размеров. Коробка выполнена в парфюмерной коробке. В комментариях не нуждается.
Я разместил на сайте свои самоделки, чтобы показать, что многие устройства можно изготавливать очень быстро и недорого. С минимумом машинных работ. У каждого радиолюбителя в мусорных баках много мусора, который в ваших делах обретет новую жизнь. Срок изготовления таких устройств окупит первый проект. Удовольствие от работы и скорость его реализации.
Через сайт хочу выразить огромную благодарность моему другу Александру Юрьевичу, автору всех работ по станкам. Фармацевт по основной профессии, в душе ювелир-станочник.
По народной пословице, вот и конструкция паяльного стола, особенно светодиодов 5050. Пара недостатков совмещена с нагревом платы галогенным проектором, первый — неравномерный нагрев, нагрев более интенсивный по длине лампы, минус по краям, а второе, масло слепит, в процессе эксплуатации))) Поэтому и собирали эту плитку.

Нагреватель взят от промышленной электроплиты, из секции, в чугунном корпусе которой находятся 2 сопротивления по 3кВт 220в каждое, одно из которых взято, данной конструкции.

В качестве верхней была взята титановая пластина примерно 3-4 мм подходящего размера, к пластине приварены 4 болта, так что они находятся между «волнами» нагревательного элемента, прикрытые второй пластиной вверху и затянув грецкими орехами, получится своеобразный бутерброд.

Через бронзовые втулки (пилинговые направляющие анкеры) к крепежным болтам прикручивают болты М6 таким образом, чтобы выход ТЭНа не касался стола, в качестве силового кабеля использовался кусок проволоки с вилкой. В будущем могу добавить термостат, он на качелях нагревается.
Рабочий стол радиолюбителя
Стол радиолюбителя — это лицо инженера-электронщика, покажите мне свой стол, и я скажу вам, кто вы. Так что же это должно быть? Что должно быть там в первую очередь? Мой рабочий стол выглядит так:

Итак, поподробнее. Слева мы видим компьютерную мышь, которая каким-то чудом оказалась в кадре. Думаю, вы понимаете, что настоящий уважающий себя электронщик не может обойтись без компьютера с выходом в Интернет.
1) Вытяжное устройство — это устройство, которое улавливает дым во время сварки и пропускает его через угольную губку, защищая, таким образом, наши глаза и легкие от вредной канифоли и другого дыма. При сварке выделяется много вредных веществ, поэтому это очень важный момент. Если есть возможность, попробуйте работать с открытым окном.
2) Мультиметр. С помощью мультика (так я ласково называю мультиметр) производим различные измерения электрических величин.
3) Блок питания. Имеет два дисплея. На одном из них отображается напряжение, на другом — ток. Одним словом, очень полезная штука. Как мы видим, на фото на правом дисплее напряжение 4,0 В, а ток 0, потому что я не подключал никакой нагрузки.
4) USB-микроскоп. Думаю, вы уже знаете это из прошлой статьи. Он нужен нам для осмотра мелких деталей, следов, нанесенных на плату, а также для визуализации качества сварного шва и просто для того, чтобы себя побаловатьНа правой стороне блока питания находится золотая тряпка с жидким спиртом и емкость для промывки в белой емкости. Они попали в кадр случайным образом. О них вы можете прочитать в статье Химия для электронщика
5) Паяльная станция AOYUE INT 768. И самое главное на любом электронном столе — это паяльник! В моем случае это паяльная станция. Это фен и паяльник два в одном. Для пайки и пайки SMD элементов нам понадобится фен. Что это такое, мы обсудим в другой статье.
6) Осциллограф. Он нам нужен, чтобы узнать форму напряжения, частоту сигнала, а также период. Ну короче осциллограф нужен особо продвинутым электронщикам, но этот прибор не нужен и для чайников практически бесполезен.
Еще, думаю, вы узнали лампу, потому что паять в темноте — ерунда. Маленькие барсуки, очень полезная вещь, когда нужно что-то подержать или надавить. Устройство «из третьих рук» вам знакомо по предыдущим статьям, ну и паяльник, входящий в состав паяльной станции. Более подробно все устройства мы рассмотрим по мере написания статей. Ну вот и все! Желаю, чтобы у каждого радиолюбителя был стол во много раз богаче моего.
Рабочий уголок радиолюбителя
Участникам «Умелых рук» нужно постоянное место, где можно сидеть во время учебы, содержать в порядке инструменты, материалы и незаконченные предметы.
Во многих школах теперь есть рабочие комнаты для молодых техников. В такой комнате также удобно работать кружке «Умелые руки». Вам просто нужно убедиться, что на его учебу отведены определенные дни и часы и что сейчас здесь больше никто не работает.
История одного паяльника
У каждого наверняка была ситуация, когда вы с энтузиазмом паяли, возились и т.д. — и в самый неподходящий момент сварщик, к которому вы так привыкли, отказывает. И уже ночь, а новый паяльник купить некуда, магазины закрыты! Но тут вдруг вспоминаешь, что где-то в шкафу лежит старый паяльник, еще от отца, еще советского производства. Это копия ЭПСН-40, то есть 40 Вт.
Поднос
Радиолюбитель часто имеет ограниченное время для работы, которое он хочет использовать рационально. Если не использовать специальные приспособления, то подготовка к работе (подбор необходимых деталей и инструментов, укладка на стол) занимает много времени. После завершения работы нужно время, чтобы убраться. Чтобы использовать для работы любое свободное время, даже небольшое (например, 15-20 минут), нужно сделать простое приспособление — лоток (рис. 2).

он представляет собой лист фанеры размером 650х500 мм, толщиной 5 мм, к которому по краям прибиваются доски. Инструмент и детали выкладываются на поднос, затем кладутся на свободный стол. Если вам нужно остановить работу и опустошить стол, вам просто нужно вынуть лоток. При этом все инструменты и детали останутся на лотке в том виде, в котором они были на момент остановки работы. Нет необходимости снимать или перемещать их. Снятый со стола поднос нужно куда-то убирать. Место для хранения лотка легко найти, например, под столом. Для этого нужно закрепить под столешницей две деревянные планки или металлические скобы, на которых ставится поддон.
При использовании письменного стола в качестве рабочего места лоток удобнее хранить между тумбами (с двумя тумбами) или между тумбами и ножками (с одной тумбочкой). Для этого на боковых столиках стола закрепляются две планки, по которым скользит лоток. Вы можете переделать ящик стола и использовать его как поднос (рис. 3, а).

Для этого задняя стенка ящика складывается и фиксируется крючками. Во время работы ящик вынимается из гнезда и кладется на стол задней стенкой вперед, при этом крючки освобождаются и стенка откидывается назад (рис. 3, б). В квартире, где в стене есть встроенный шкаф, поддон можно приспособить к шкафу и задвинуть туда, как полку. Для этого в верхней части шкафа к его боковым стенкам прибивают две рейки. После изготовления поддон кисточкой покрывается льняным маслом. Когда льняное масло высыхает, оно вторично покрывается льняным маслом. Снизу лоток следует обклеить каким-нибудь материалом (больше подходящим для этого велосипеда или тканью), чтобы он не поцарапал стол, на котором он будет лежать во время работы.
В лотке передняя планка и передние концы боковых планок быстрее изнашиваются, и на этих частях лотка появляются царапины из-за действия напильников и сверл. Дно фанеры также повреждено. Через год-два лоток приобретет вид, который нужно выбросить. Для продления срока службы лотка на дно приклеивается линолеум или резина, а к лицевой и боковые планки прибиваются небольшие гвозди защитные полосы фанеры (рис. 4). Эти полосы ни в коем случае нельзя приклеивать к полосам лотка, так как по прошествии определенного времени (при их повреждении) защитные полосы заменяются новыми.
Как сделать сварочный стол своими руками?
Для людей, которые постоянно работают со сваркой, необходимым предметом является удобный сварочный стол. Это изделие выступает не только в качестве подходящего рабочего места, но и в качестве места заземления. Имеющиеся в продаже готовые конструкции стоят немало, поэтому есть смысл поговорить о том, как сделать такой стол своими руками.



Требования к самодельным столам
Перед началом работы по монтажу сварочного стола следует учесть основные требования, которые касаются изготовления. Например, должна быть предусмотрена возможность заземления сварочного оборудования. Данное условие является наиболее важным.
А также следует помнить, что стол для сварщика изготавливают только из безопасных и негорючих материалов, которые, кроме того, должны обладать достаточно хорошей устойчивостью к низким температурным режимам.



Прочность изделия тоже играет важную роль. Стол должен выдерживать нагрузку от 100 до 150 кг. Обязательно наличие специальной вытяжки. На одной из боковых сторон конструкции нужно разместить небольшой вентилятор для отвода с места работы вредных испарений, образующихся в процессе сварки.
Стол должен быть оснащен поддоном. Его располагают под столешницей. А нужен он для того, чтобы в нём скапливался мусор, образующийся в процессе сварочных работ. Конструкция должна предусмотривать место для хранения необходимых инструментов и материалов. Еще одним требованием для стола является наличие точечного и достаточно яркого освещения.
Лучшим вариантом в данном случае будет система, состоящая из нескольких небольших светодиодных источников.
Инструменты и материалы
Заранее приготовьте все необходимое для изготовления стола. Вам понадобится следующий набор инструментов:
- сварочный инверторный аппарат и электроды для него;
- пассатижи;
- дрель;
- свёрла по металлу;
- молоток;
- измерительная линейка;
- карандаш для необходимых разметок;
- рулетка;
- угольник;
- фреза;
- метчик, предназначенный для резьбы;
- пила для металлических изделий (вместо нее можно использовать электрическую болгарку);
- струбцины (всего нужно 3 элемента С-образного вида);
- вытяжка.




Кроме вышеперечисленных инструментов, следует подготовить магнитное основание. Оно позволит значительно упростить обработку маленьких деталей, которые практически невозможно удерживать вручную. Можно подготовить и несколько зажимов, что дают возможность поддержки конструкции под определенными углами.
А также нужно подготовить и материалы. Их количество легко посчитать, опираясь на обозначения, которые даны на чертежах. Но к обозначенным цифрам лучше прибавлять 15-20%, которые могут понадобиться в непредвиденных случаях (поломки, ошибки в расчетах и так далее).
Кроме того, понадобятся различные дополнительные фиксаторы в случае необходимости. Такие элементы будут нужны, если вы решите изготовить сварочный стол, у которого столешница сможет подниматься и опускаться до нужного уровня.
Иногда используют специальные конструкции для фиксации ножек к напольному покрытию. Часто это делают при помощи болтовых соединений.
Схема изготовления
На просторах интернета сегодня любой человек сможет найти огромное количество различных схем и чертежей, которые позволяют создать сварочный стол разных типов (складной, сборочный, поворотный). Рассмотрим наиболее простой вариант изготовления.
Сварочный стол состоит из большого количества деталей. Их рекомендуется изготавливать по отдельности. В конце, когда все заготовки будут сделаны, можно будет приступать к окончательной сборке.
Верхняя крышка
Литые столешницы использовать не следует. Лучше сделать новую сварку для верхней крышки. Для этого рекомендуется взять профильную трубу (оптимальный размер составит 60х40х2 мм). Решетка, расположенная внутри рамы, также выполняется из профиля, но меньшего размера.
Все элементы нарезаются при помощи электрической болгарки. Торцы на срезах обязательно тщательно зачищают, чтобы не было неровностей. После этого заготавливается верхняя рама, при этом ее диагонали должны быть максимально идентичными.
Затем профили, которые предназначены для внутренней части, аккуратно нарезаются соответственно размерам уже готовой каркасной конструкции. Позже их вставляют друг в друга, расстояние между ними при этом должно составлять около 30-50 мм. Поверх рамы закрепляют швеллера. Если в дальнейшем потребуется регулярное удлинение этой части стола, то тогда к столешнице дополнительно крепят откидные панели. На поверхность верхней части можно установить медный кант, он нужен для того, чтобы производить очистку электродов.
Ножки
Чтобы сделать эти детали, лучше взять трубы круглой формы с диаметром не менее 50 мм (если нет круглой, вполне пойдет квадратная). Длина одной заготовки должна быть около 760 мм. Стойки прочно свариваются по углам к заготовленной столешнице.
Увеличение жесткости
Когда ножки будут полностью закреплены к верхней части, для их большей прочности можно сделать специальную обвязку в нижней части стоек. Для этого от напольного покрытия надо отступить примерно 20-25 см, после чего произвести сварку ножек между собой уголком (30х30 либо 40х40 мм).
Уголок при этом варится к напольному покрытию своей ровной стороной. Делают это для того, чтобы в сформировавшуюся середину можно было уложить лист толстой фанеры или ДСП. Таким образом, будет изготовлена полка для хранения необходимых сварочных инструментов и материалов.
Во время изготовления и крепления ножек следите за тем, чтобы их не перекосило. К раме их присоединяют строго под прямым углом. В противном случае конструкция будет неустойчивой – на ней сложно будет работать.
При желании к стойкам можно отдельно приварить небольшие колесики, чтобы стол можно было переместить при необходимости. А также можно сделать несколько крючков для размещения кабеля.
Ручка
Важно сделать ручку максимально удобной, чтобы значительно облегчить наклон конструкции, а также перемещение сварочного стола. Для этого берут прут из металла с диаметром не менее 10 мм. Чтобы придать форму детали, следует применить молоток или тиски. Присоединять заготовку нужно к несущей раме столешницы. Для большего удобства лучше приварить сразу две такие ручки.
Вентиляционная система
Она предназначена для того, чтобы в процессе сварки человек не вдыхал вредные испарения. Лучше всего предварительно приобрести готовую вытяжку и установить ее к столу.
Как правило, вентиляционный механизм устанавливается слева от столешницы. Его размещают на высоте не менее 1,3-1,5 метров над ней.
Кабелепроводы и фиксаторы
Чтобы рабочая зона была максимально безопасной для человека, все силовые кабели должны быть организованы. Наиболее простым вариантом для фиксации является простой крючок. Такие детали приваривают по периметру изделия. А также для этой цели нередко берут специальные пластмассовые кабелепроводы.
Роликовые колеса
Такие детали не являются обязательными, но они значительно облегчают перемещение стола. Наибольшая устойчивость конструкции достигается только при наличии четырех небольших колес. Можно приобрести уже готовые элементы в магазине. К изделию они прикрепляются посредством сварки.
При изготовлении нужно сделать отделение для размещения сварочного оборудования. Чаще всего его производят из древесины или металлической основы.
Из данных материалов при помощи инструментов вырезают изделие, внешне напоминающее поддон. С заготовки убирают все неровности и шероховатости, если они имеются. Готовую нишу устанавливают в нижней части конструкции. Некоторые столы оснащаются целыми секциями для хранения, включающими несколько маленьких выдвижных ящиков и отдел с открытыми полками.


Дополнительный кожух
Этот элемент дает возможность очистки электродов от образовавшихся при работе окалин и другого мусора. Его выполняют из металлического листа, при этом допустимо брать основу почти любой толщины. Перед присоединением дополнительного кожуха нужно будет произвести приварку небольшого металлического прутка к ножкам с одной стороны, а после этого приступить к закреплению готовой детали. Сделать это также можно при помощи сварки или болтов.
Когда все отдельные детали стола будут полностью готовы, лучше провести тщательную зачистку образовавшихся сварочных швов. Если поверхность была изготовлена из металлических трубок, металлоконструкция должны быть сформирована в виде решетчатой поверхности с промежутками между ячейками (расстояние между ними составляет примерно 4-5 см).
Сборка
Собирать отдельные элементы сварочного стола следует в строго определенном порядке. Сначала к столешнице приваривают ножки и монтируют нижнюю обвязку. Затем приступают к созданию усилителей для стоек, привариванию опор и установке роликов.
Позже переходят к формированию защитного короба стола и монтажу ниши для инструментов. На заключительных этапах проводят зачистку сварочных швов и покрытие конструкции грунтовкой и краской.
Перед нанесением краски стол лучше покрыть антикоррозийным веществом, который позволит изделию прослужить более длительный срок. Чаще всего покраску осуществляют при помощи баллончиков или краскопульта. Если вы делали стол с колесами, их нужно сразу обернуть в полиэтилен, чтобы на них не попала краска. Иначе они могут заклинить в одном положении.
Для отделки таких столов оптимальным вариантом станут жаростойкие эмали, которые можно приобрести почти в любом строительном магазине. После нанесения и высыхания поверхность можно немного отжечь горелкой, что поможет сформировать прочное покрытие, устойчивое к низким температурам.
Чтобы работа в последующем была более комфортной, готовый стол можно оснастить различным вспомогательным оборудованием.
Размеры
Перед началом работы нужно сразу определиться с габаритами будущего сварочного стола. При этом нельзя руководствоваться готовыми промышленными чертежами, потому что создание изделий таких размеров в домашних условиях практически невозможно.
Оптимальной общей высотой будет значение в 1,3-1,5 м (с учетом ограждения для защиты). Размеры непосредственно рабочей зоны могут значительно варьироваться, но не превышать 1х0,8 м. Отдельно высота столешницы может находиться в пределах от 0,7 до 0,85 м.
Меры безопасности
В процессе создания данного стола самостоятельно стоит руководствоваться некоторыми важными правилами безопасности. Нужно помнить, что существует опасность поражения электрическим током, поэтому все работы нужно выполнять максимально осторожно.
А также не следует забывать о том, что имеются риски неблагоприятного воздействия электрической дуги на органы зрения, попадания раскаленных металлических частиц на открытые кожные покровы и в глаза.
Перед началом работ стоит осуществить несколько важных мероприятий. Заранее проверьте качество электрической цепи и состояние изоляции всей питающей проводки, точно продумайте заземление (заземлению обязательно подлежат вспомогательные электрические инструменты). После изготовления стола проконтролируйте, чтобы он был максимально устойчивым.
После установки включите и проверьте работу вентиляционной системы. Она должна исправно функционировать, забирая из воздуха вредные примеси.
Если вы размещаете сварочный стол в гараже или в мастерской, не забывайте, что он должен быть на расстоянии не менее 5 м от горючих и других легковоспламеняющихся веществ. Длинные изделия лучше делать для просторных помещений. В процессе сварочных работ при монтаже стола обязательно нужно воспользоваться защитной маской, защитой для органов дыхания и перчатками.
О том, как сделать сварочный стол своими руками, смотрите далее.
Читайте также: