Крепление тисков на фрезерном столе
Обновлено: 18.05.2024



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
§ 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
Типы машинных тисков
Машинные тиски очень удобны для закрепления заготовок. Они бывают различных размеров сообразно размерам станка, для которого предназначаются, и размерам заготовок. На рис. 67 показаны машинные поворотные тиски, которые крепятся к столу фрезерного станка при помощи болтов, входящих в выемки плиты 2. На плите крепится поворотный корпус 1 тисков, закрепляемый в любом положении при помощи болта 3. Поворот корпуса 1 относительно плиты 2устанавливают по шкале. У тисков имеются неподвижная губка 4, подвижная губка 7, каленые планки губок 5 и 6, прижимной винт 8 с квадратным концом 10, на который надевается рукоятка, направляющие 9, по которым перемещается подвижная губка 7. Для закрепления деталей часто применяют машинные неповоротные тиски (рис. 68, а), отличающиеся от поворотных тем, что у них отсутствует плита 2. Они крепятся к столу станка при помощи болтов, входящих в выемки корпуса тисков. Для фрезерования плоскостей под углом (скосы) применяют универсальные тиски (рис. 68, б), которые допускают поворот не только вокруг вертикальной оси, как поворотные машинные тиски, но и вокруг горизонтальной оси. Такие тиски удобны для инструментальных работ, но для обработки со снятием большой стружки менее пригодны, так как не обеспечивают достаточно жесткого закрепления заготовки.
Установка тисков на столе станка
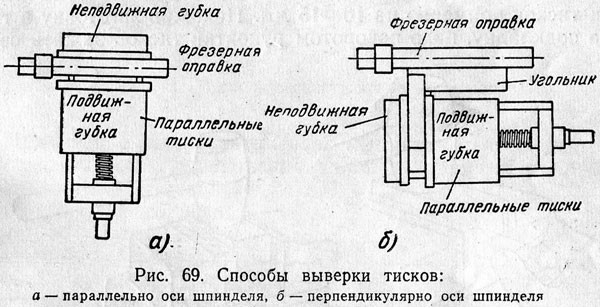
Для правильной установки тисков на столе фрезерного станка используют имеющиеся в основании тисков прямоугольные пазы, расположенные перпендикулярно один к другому, так называемый крестовый паз. Протерев насухо основание тисков, их устанавливают на стол станка. До установки надо ввести в средний паз стола два сухаря, которые входят в продольный паз тисков. Если тиски надо закрепить поперек стола, то сухари вставляют в поперечный паз тисков. Затем вставляют в пазы стола прижимные болты с шайбами и гайками и закрепляют тиски болтами, используя имеющиеся в плите тисков прорези для болтов. При завинчивании гаек прижимных болтов надо завертывать их попеременно, так как полная затяжка гаек сначала с одной стороны, а затем с другой не обеспечивает правильной установки тисков. Если тиски не имеют крестового паза для правильной установки на столе станка, приходится производить выверку расположения тисков. На рис. 69, а дана схема выверки тисков в том случае, когда необходимо расположить их так, чтобы губки были параллельны оси шпинделя станка. Тиски (в незакрепленном состоянии) располагают на столе станка так, чтобы фрезерная оправка, установленная в шпинделе, плотно прилегала к неподвижной губке. На рис. 69, б дана схема выверки тисков в том случае, если необходимо расположить их так, чтобы губки были перпендикулярны оси шпинделя станка. Тиски (в незакрепленном состоянии) располагают так, чтобы угольник, слегка зажатый в тисках, плотно прилегал без просвета к фрезерной оправке, закрепленной в гнезде шпинделя. После того как тиски станут в правильное положение (рис. 69, а или 69, б), их накрепко прикрепляют болтами, как указано выше, к столу фрезерного станка.
Закрепление заготовок в тисках
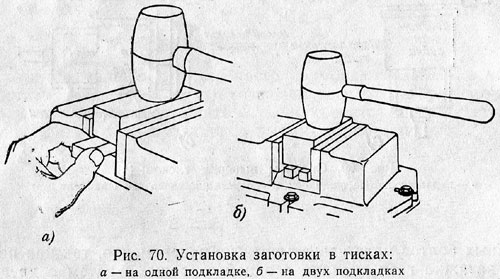
Для закрепления заготовки в тисках надо развести губки на ширину несколько больше ширины заготовки, протереть насухо губки и дно тисков. Если заготовка по высоте меньше высоты губок тисков, следует взять одну или две стальные подкладки с правильно обработанными параллельными плоскостями, протереть и положить между губками на направляющие тисков. Установленная на подкладки заготовка должна быть выше губок тисков примерно на 10—15 мм. Положив заготовку в тиски на подкладку, надо поворотом рукоятки тисков зажать ее и, обстукивая ударами медного или латунного молотка, удостовериться в надежном закреплении. При неплотном прилегании заготовки ее следует еще осадить ударами молотка и дополнительно закрепить. На рис. 70, а показана заготовка, установленная на одной, а на рис. 70, б — на двух параллельных подкладках.
Механизация простейших зажимных приcпособлений
Мысль новаторов-фрезеровщиков направлена на сокращение времени, необходимого для установки и зажима деталей без применения специальных приспособлений. При обработке небольших деталей новаторы применяют для их закрепления эксцентриковые тиски (рис. 71), значительно сокращающие время зажима. Поворот рукоятки 1 (рис. 71, б), имеющей смещение головки 2 на величину е относительно центра вращения (рис. 71, а), вызывает нажим подвижной губки 4 и закрепление заготовки между ней и неподвижной губкой 3. Поворот рукоятки 1в обратном направлении освобождает заготовку. Применение специальных губок к машинным и эксцентриковым тискам может существенно сократить время при обработке небольших партий деталей. На рис. 72 показаны тиски со специальными губками, надеваемыми на основные губки для ускорения установки и зажима рычажков при фрезеровании плоскостей. Обрабатываемый рычажок 4 отверстием центрируется по цилиндрическим выступам, сделанным в специальных губках 1 и 2, и зажимается в тисках. Опорой снизу служит подкладка 3. В последнее время для ускорения закрепления заготовок применяют тиски с пневматическим или гидравлическим зажимом. В этом случае весь процесс закрепления (зажима) заготовки сводится к одному повороту рукоятки воздушного или гидравлического крана. Важным преимуществом таких тисков является возможность задавать необходимую силу зажима, что делает их работу полностью не зависящей от физической силы рабочего. Силовой привод для зажима пневматических тисков может быть поршневым или диафрагменным. В тисках с поршневым силовым приводом (рис.73,а) воздух из воздушной заводской сети поступает через штуцер 4 в цилиндр 1 и давит на поршень 2, который при помощи штока тянет подвижную губку 6, прижимая заготовку к неподвижной губке 5. Освобождение заготовки после обработки производится переключением трехходового крана и впуском воздуха через штуцер 3 в левую полость цилиндра. Регулировочный винт 7служит для установки необходимого раствора губок. В тисках с диафрагменным силовым приводом (рис. 73, б) сжатый воздух из воздушной заводской сети поступает через штуцер 1 в полость 2 и давит на резиновую диафрагму 5. Диск 3 под действием диафрагмы 5 поднимается вверх вместе с толкателем 4, который поднимает кулак 7, сидящий в прорези планки 10. Планка 10 связана с подвижной губкой 9. Таким образом, подъем толкателя 4 вызывает перемещение подвижной губки 9 по направлению к неподвижной губке 5 и закрепление заготовки. После перекрытия воздушного крана пружина 6 возвращает толкатель 4 в исходное положение. Неподвижная губка 5 одновременно служит корпусом для механизма толкателя. Подвижная губка 9 при помощи болта 11 с гайкой может быть установлена на планке 10 с любым вылетом в пределах максимального размера А = 150 мм. На подвижной губке 9 и планке 10 имеется рифленая насечка для более прочного крепления. Гидравлические тиски обычно имеют силовой поршневой привод. Рабочая жидкость под давлением поступает от насоса в цилиндр привода тисков. Применение пневматического и гидравлического зажима вместо ручного — механизация зажимных устройств— имеет важное значение. Кроме значительного сокращения ручного времени, требуются меньшие усилия при установке и зажиме заготовок, а это приводит к уменьшению утомляемости фрезеровщиков и повышению производительности их труда.
Крепление тисков на фрезерном столе
Установка и выверка приспособлений на фрезерном станке
Точность взаимного расположения поверхностей обрабатываемой детали во многом зависит от того, насколько правильно будет ориентировано на фрезерном станке приспособление, что достигается его выверкой. Для этой цели станочные тиски и угловые плиты снабжены направляющими шпонками, которые вводят в паз стола и прижимают к одной из его сторон.
При отсутствии у приспособлений направляющих шпонок выверку можно осуществить с помощью угольников или индикатором.
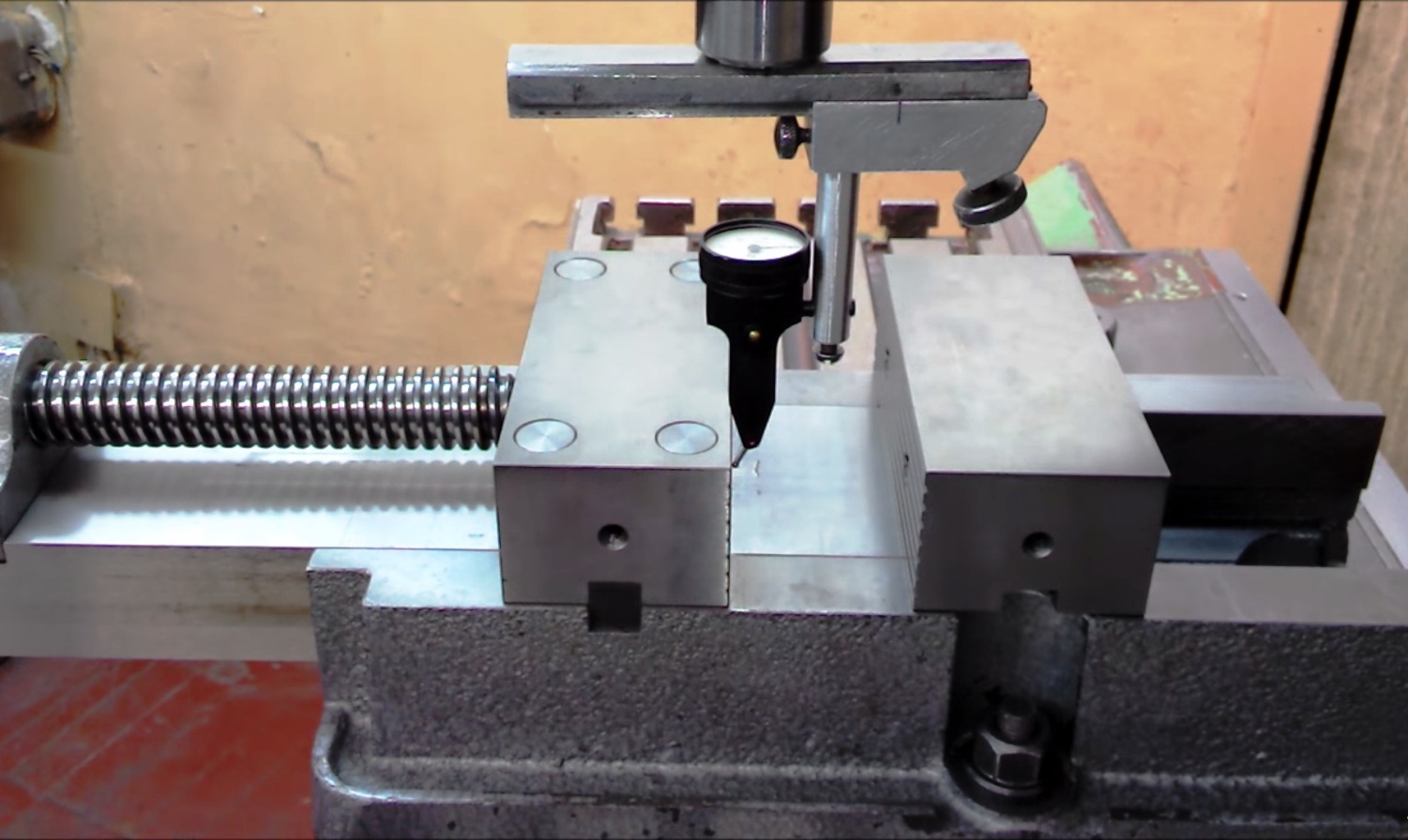
Перпендикулярность рабочей поверхности неподвижной губки тисков к вертикальным направляющим станины фрезерного станка выверяют одним угольником с широким основанием, а параллельность — двумя угольниками. Точную выверку (до сотых долей миллиметра) выполняют индикатором, который закрепляют на станке при помощи державки между установочными кольцами фрезерной оправки .
Приемы установки и выверки заготовок
Для получения требуемой точности взаимного расположения поверхностей обрабатываемой детали, кроме правильной установки и выверки приспособлений, следует произвести проверку правильности положения заготовки. С этой целью при ее установке в станочных тисках необходимо придерживаться определенных правил и выполнять их в такой последовательности:
- Развести губки тисков на величину, несколько большую ширины заготовки.
- Протереть ветошью рабочие поверхности тисков и заготовку. При наличии на ней заусенцев удалить их напильником.
- Если заготовка имеет небольшую высоту, подобрать и установить на направляющие корпуса тисков одну или две одинаковые параллельные подкладки такого размера, чтобы зажимаемая часть заготовки составляла не менее 2/3 ее высоты. Нельзя пользоваться для этого случайными металлическими брусками. Подкладки должны быть стальными, закаленными и шлифованными.
- В случаях, когда тиски оснащены рифлеными губками, боковые поверхности заготовки окончательно обработаны, на тиски следует установить нагубники в виде небольших уголков из мягкой листовой стали или цветного металла.
- Установить и слегка закрепить заготовку в тисках.
- Осадить заготовку легкими ударами молотка с мягким бойком из цветного металла до плотного прилегания ее к направляющим тисков или к подкладкам и окончательно закрепить.
- Когда заготовка имеет окончательно обработанную нижнюю опорную поверхность, точность ее прилегания к направляющим тисков (подкладкам) выверяют слесарным рейсмусом.
Для этого отогнутое острие иглы подводят к основанию заготовки с небольшим зазором (0,1 - 0,2 мм). Затем перемещая рейсмус по столу станка определяют равномерность зазора в четырех точках углам заготовки. Если зазор неравномерный, зажим заготовки немного ослабляют, вновь выполняют действия пункта и контролируют установку заготовки рейсмусом.
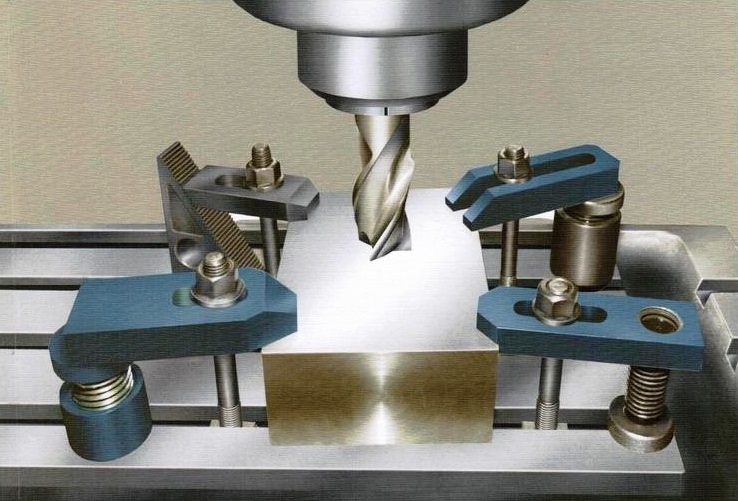
Заготовки, закрепляемые непосредственно на столе станка прихватами, выверяют способами, рассмотренными ранее. При этом необходимо соблюдать ряд практических правил:
- Для повышения прочности крепления болты прихватов располагают как можно ближе к заготовке.
- Затяжку гаек выполняют в диагональном порядке вначале предварительно, затем окончательно.
- Прихваты располагают на участках заготовки, имеющих опору на столе станка.
- Подставки выбирают такой высоты, чтобы прихваты размещались параллельно опорной поверхности заготовки.
Как правильно установить тиски на рабочем столе фрезерного станка
Приспособления для установки заготовок на фрезерных станках

При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.

Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.

Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.

Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
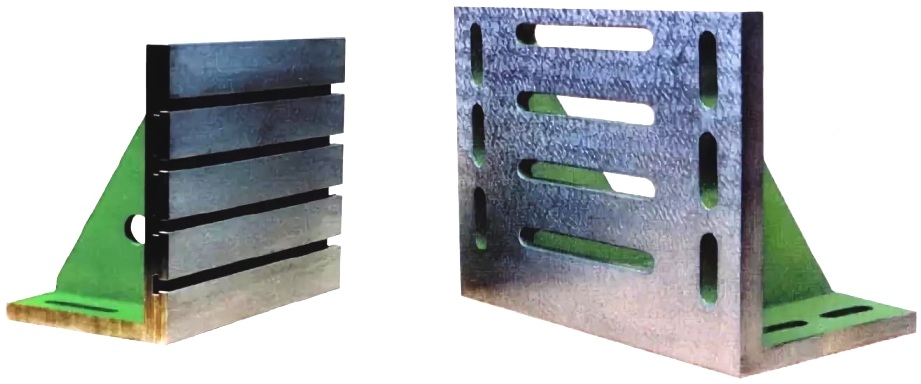
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Станочные тиски. Как выбрать и правильно использовать?

Станочные тиски (также называемые фрезерными или машинными тисками), вероятно, являются самым популярным решением для крепления обрабатываемых деталей, на фрезерных станках.
Существует множество производителей таких тисков, ярким примером является Курт, выпустивший их первые тиски Kurt Vise в 1950-х годах.
Как отличить качественные станочные тиски?
Хорошие машинные тиски сделаны хорошо, обычно из чугуна. Он работает плавно, с повторяемостью и с клиновым механизмом, который притягивает подвижную губку вниз на станину, поэтому деталь не поднимается из-за отклонения при затягивании губок. Не экономьте на фрезерных тисках, потому что это решение для крепления, которое вы будете использовать чаще всего.
Установка фрезерных тисков
Перед тем, как поставить какие-либо тиски на стол станка, обязательно очистите стол от стружки. Если у вас есть стол с Т-образным пазом, на который вы устанавливаете тиски, вы, вероятно, также захотите двигать тиски для более удобного разположения.
Выставление тисков — это процедура использования индикатора для движения губки тисков (вам нужна фиксированная губка, а не подвижная), чтобы вы могли регулировать положение тисков до тех пор, пока развертка не покажет, что губка тисков параллельна оси при ее движении.
Обучение «квадрату» машинных тисков — один из тех основных навыков, которым каждый машинист должен усвоить на ранней стадии.
Установите станочные тиски на стол фрезерного станка
Станочные тиски обычно крепятся к столу фрезерного станка.
Я использовал ступенчатые зажимы, которые поставлялись с моим комплектом для зажима стола, пока не приобрел свои тиски Glacern 6 ″ Premium:

Ступенчатые зажимы
Новые тиски поставлялись с красивым зажимным комплектом, который мне нравится намного больше:
Новые зажимы проще и компактнее. Также помогает то, что я перешел на пару винтов с головкой под торцевой ключ для этих зажимов.
После того, как тиски правильно установлены и закреплены, следующий вопрос — правильное использование. В большинстве случаев нам нужно, чтобы заготовка находилась достаточно высоко в зажимах. Это делается как для обеспечения доступа к заготовке, так и потому, что это обеспечивает большую повторяемость, чем меньше обрабатываемая деталь — тем меньше места для неровности, которые могут повлиять на обработку.
Обычно мы устанавливаем заготовку высоко в губках либо с помощью набора параллельных тисков, либо потому, что у нас есть губки, установленные в тисках, ступенька которых обрабатывается довольно высоко на губках. Мы можем либо обработать ступеньку самостоятельно (в случае мягких губок), либо приобрести губки с уже обработанной ступенькой.
Зажим «челюстей» снаружи и другие хитрости
Есть много уловок с тисками, но один из первых, о котором нужно знать, — это то, что вы можете устанавливать челюсти как внутри, так и за пределами обычных мест установки губок. Монтаж снаружи позволяет легко захватывать большие пластины в тисках:
Имеет сделать сделать пару таких же наборов из стали, чтобы использовать их с другими тисками.
Параллели тисков и ступеньки кулачков

Повышение жесткости
Повышение жесткости всегда важно. Для этой операции используются два блока 2-4-6 в качестве удлинителя губок тисков, чтобы лучше удерживать пластину на конце.
Использование нескольких тисков, губок, и доработка тисков
Есть старое правило, что если вы хотите в полной мере использовать свою машину, вам нужно использовать каждый квадратный дюйм на столе. На большинстве столов станков можно разместить несколько тисков, и очень часто это происходит.
На нашей фотографии выше, на которой изображены двое тисков, показана одна из таких установок. Нередко можно увидеть четыре или даже шесть тисков на фрезерном станке большого размера. Чем больше, тем лучше, потому что чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка должна быть остановлена, чтобы оператор мог загрузить новые заготовки.
Если на станке установлено несколько тисков, удобно, если они совпадают по всем основным размерам с допуском. Таким образом, если вы дублируете установку и получаете тиски в другом порядке, все будет хорошо. Большинство производителей тисков сколибруют тиски для вас, или вы можете сделать это сами с помощью шлифовального станка.
Еще одна хитрость, которая возможна с двумя тисками, — это использовать губки для двух тисков, при работе с очень длинными деталями:

Соединение двух тисков одним набором губок
Я сделал этот набор для проекта, который требовал обработки тонкой алюминиевой панели для какой-то электроники, и они отлично сработали.
Двойные станочные тиски для машиниста
Распределив трое или четверо тисков по фрезерному столу, вы довольно хорошо воспользовались преимуществами оси X. Но есть возможность лучше использовать ось Y с помощью двойных тисков:

Двойные тиски
Типичные тиски с двумя станциями похожи на двое тисков в одних: вы можете положить две детали вместо одной. При разумном использовании двойных тисков вы действительно можете увеличить количество деталей, которые можно одновременно обрабатывать на столе вашего станка.
Специальные фрезерные тиски
При использовании нескольких тисков, двойных тисков, перемещением губок и даже использованием губок, охватывающих несколько тисков, возможно довольно много. Фактически, вы даже можете использовать тиски для крепления других крепежных устройств. Очень распространенный трюк — установить маленькие в тиски машиниста, чтобы развернуть губки в другом направлении:
Вы также можете создать небольшие приспособления для пластин, которые предназначены для размещения в тисках, создавая то, что часто называют «поддон для тисков», поскольку отдельные приспособления для пластин можно вытаскивать из тисков так же, как поддоны.
В общем, такие решения, как тиски для поддонов, созданы для того, чтобы тиски можно было оставлять на станке в цехах, где гибкость и простота зажима тисков идеальны для большинства их работ.
Мягкие и жесткие губки по индивидуальному заказу увеличивают гибкость зажима в тисках
Мягкие губки на фрезерных тисках — очень популярная форма зажима. Идея состоит в том, чтобы создать алюминиевые губки для тисков (так как алюминий мягче черных металлов, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда предпочтительнее использовать более прочный материал, и в этом случае мы используем Hard Jaws.
Вот некоторые примеры:
Используйте мягкие губки, чтобы найти и удерживать большую круглую часть. Часто можно увидеть букву «V», но она не поддерживает деталь так же хорошо, как мягкие губки.

Ласточкин хвост
Как упоминалось выше, мы не хотим захватывать губками всю высоту детали. Особенно тонкий захват можно получить с губками типа «ласточкин хвост». Маленький красный кружок указывает на «ласточкин хвост», который предотвращает скольжение заготовки вверх при тяжелой обработке.

Специальные мягкие губки
Вот обычная установка. Деталь вырезается из блока слева (это те же кулачки Carvesmart «ласточкин хвост»). Затем деталь переворачивается в наборе специальных мягких губок справа, которые являются зеркальным отображением детали. Затем торцевая фреза снимает немного плоской заготовки, оставшейся от исходного материала (это уже произошло на этой фотографии).
Станочные тиски. Быстрая замена губок
Думаю, вы понимаете, что фрезерование тисков с использованием нестандартных губок может быть мощным решением для закрепления заготовок. Настолько мощно, что большая часть работы выполняется только с этим способом. Производства тратят много времени на создание нестандартных губок и часто складывают их в коробку для хранения, чтобы использовать для других работ или в случае, если покупатель повторно заказывает деталь.
Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место, связанное с установкой времени, которое требуется для смены губок тисков. Возможно, вы предвидели это, но есть также множество быстросменных тисков. Изображенные нами челюсти Carvesmart — это одна разновидность, но их гораздо больше. Разумное использование воздушной трещотки и винтов с головкой под торцевой ключ также может ускорить работу по замене губок.
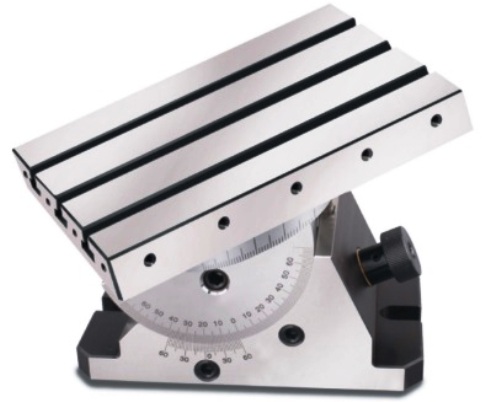
Трех-осевые станочные тиски
Еще один способ крепежа который стоит выделить, это трех-осевые тиски. Их прелесть заключается в том, что можно выставить дополнительные углы наклона по всем осям. Тем самым увеличив поверхности обработки. Минусом такого способа закрепления может быть приличная высота тисков.
Читайте также: