Крепление станка к столу
Обновлено: 17.05.2024
Используйте фрезы с прямой режущей кромкой или с выбросом стружки вниз (обратный наклон спирали). Последняя наоборот прижимает заготовку к столу.
Скажите, а компрессионные фрезы прижимают заготовку к столу, как фрезы с удалением стружки вниз? А то компрессионными я еще не пользовался, хочу взять в Гравмане на пробу. Они, кстати, есть однозаходные 3.175 и длиной 22мм.
У них часть спирали, ближняя к торцу имеет нормальный наклон спирали (стружка вверх), а остальная часть - обратный наклон. При резке насквозь такие фрезы дают чистый торец с обеих боков детали. Но при первом проходе фреза должна погружаться на столько, чтобы над поверхностью уже был обратный наклон спирали.
Они хороши при резке насквозь за один заход.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ.
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Свои 5 копеек.
У нас есть вакуумный стол (станок 1325), лежит на месте и не используется. Потому что листовые материалы почти не резали, точнее резали, но прикручивая детали(листы) к "жертвенному столу" из дсп. --- критику использования дсп в этому случае опустим ---
что уж было под рукой. для прорезной резьбы было некритично, ну и кроме того жертвенный слой "ровняли".
О чем это я? А! Ну да!
Вариант первый - извините без фото. Прижим жертвенных полос лдсп (после выравнивания стола по Л можно забыть ) осуществляли поперечными полосами на болтах в Т-слоты по краям (х0 и х1300 условно). Был один объективный минус который частенько пил кровь - поперечные полосы сокращают длину рабочего стола ибо лежат выше его поверхности.
Вариант второй - тоже без фото. Убрали старое, отрезали два листа 16й фанеры под ширину стола с перекрытием Т-слотов (по Х). просверлили, протянули болтами, где нужно подложили пластик 3-6мм (полоски) в районе болтов. Чтобы большого перекоса не создавать. Потом через отверстия воздухозабора вакуумом(6 зон - 6 отверстий) снизу жертвенные листы протянули саморезами через кусочки той же фанеры. Саморезы крутили сверху вниз - В ПОТАЙ! миллиметра на 4 от поверхности. Выровняли стол - максимальное заглубление получилось 1,5мм. Из объективных плюсов - ушли от горизонтальных полос прижима - можно работать с погонажными изделиями.
P.S. Недавно делал себе дверки на шкаф-купе в квартиру с габаритами 700х2840. Со сдвигом заготовки, естественно.
И да. фанера во втором случае потому что была в запасах. А лист МДФ цельный безусловно лучше, но его не было.
ОПЫТ - только от негативного результата деятельности! Остальное - фарт!
RZNC0501 + Weihong(NCStudio). 2500х1300х200. Металлогрыз 6060.
К теме про фанеру. Ее ведет . так что не вариант.
нужно брать нормальную фанеру (так называемая " карабельная " - небоится воздействия воды), а еще один плюс - ее можна время от времени планировать (я использую 22мм фанеру в качестве стола и 18мм сверху креплю, планирую а после к ней можно крепить все что угодно и чем угодно)
У меня такое было, что зааготовка точно по размеру детали, а крепить нужно. Так я шурупы с боков повкручивал, а уже их прижимами к столу.
Прикрепленные изображения
У кого какие мысли по этому поводу?
Все методы хороши по-своему. Мы вот пользуем в работе такой метод. Базу - в жесткий упор (обычно левый нижний угол). Придерживаем немного и заранее приготовленной в арткаме уп "сверлим"(отмечаем) места безопасного положения саморезов.
Быстро. удобно. раньше делали проход на 1мм дабы увидеть контуры деталей на листе. Долго и бессмысленно в итоге. Так быстрее и проще. и что самое приятное - протягивает "горбатые" листы.
Ну а уп для сверловки прямо на листе в другом слое делаю и всё. и инструмент не меняю - гравер так гравер. концевая так концевая. бывает даже концевой не сверловку делаю, а 2д-быворку чтобы шлояпки утопились когда длины саморезов не хватает.
А с упором отличная идея. Надо будет развить тему и думаю сделаю именно этот принцип у себя на станке. А что если сделать два упора по всей длине рабочего поля напимер нижняя и левая грани прямоугольника. А уже на противоположном углу (верний-левый) сделать подвижный упор (фиксатор, прижим). Тогда получиться что при креплении листа достаточно убрать одно крепление и лист свободен. В идеале вообще сделать полную рамку по контуру заготовки, но это при условии, что заготовки будут всегда одних размеров. Кстати в моем случае это практически так и есть.
А с упором отличная идея. Надо будет развить тему и думаю сделаю именно этот принцип у себя на станке. А что если сделать два упора по всей длине рабочего поля напимер нижняя и левая грани прямоугольника. А уже на противоположном углу (верний-левый) сделать подвижный упор (фиксатор, прижим). Тогда получиться что при креплении листа достаточно убрать одно крепление и лист свободен. В идеале вообще сделать полную рамку по контуру заготовки, но это при условии, что заготовки будут всегда одних размеров. Кстати в моем случае это практически так и есть.
Если обрезать деталь не надо после гравировки ,то такой способ крепления еще можно применить
и то ,на маленьких деталях
На целых листах появится дуга
Ну а если обрезать деталь нужно , этот способ не подходит
смещение будет при резке
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
Крепление станка к столу



Фрезерное дело. С.В.Аврутин
Содержание материала
- Фрезерное дело. С.В.Аврутин
- § 1. ПОНЯТИЕ О ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
- § 2. ПОНЯТИЕ О ФРЕЗЕРОВАНИИ
- § 3. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- § 4. ОСНОВНЫЕ УЗЛЫ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- § 5. УПРАВЛЕНИЕ КОНСОЛЬНО-ФРЕЗЕРНЫМ СТАНКОМ
- § 6. УХОД ЗА СТАНКОМ
- § 7. ЭЛЕМЕНТЫ ФРЕЗЫ
- § 8. ОСНОВНЫЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ ФРЕЗ
- § 9. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- § 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
- § 11. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
- § 12. ЭКСПЛУАТАЦИЯ ФРЕЗ
- § 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
- § 14. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В УГЛОВЫХ ПЛИТАХ И ПРИЗМАХ
- § 15. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В ТИСКАХ
- § 16. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК В СПЕЦИАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЯХ
- § 21. ФРЕЗА В ПРОЦЕССЕ РЕЗАНИЯ
- § 22. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ЦИЛИНДРИЧЕСКОЙ ФРЕЗОЙ
- § 23. ФРЕЗЕРОВАНИЕ ПЛОСКОСТИ ТОРЦОВОЙ ФРЕЗОЙ
- § 24. ФРЕЗЕРОВАНИЕ СОПРЯЖЕННЫХ ПЛОСКОСТЕЙ
- § 25. ФРЕЗЕРОВАНИЕ НАКЛОННЫХ ПЛОСКОСТЕЙ И СКОСОВ
- § 26. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
- § 27. ПРАВИЛА ФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИМИ И ТОРЦОВЫМИ ФРЕЗАМИ
- § 28. ФРЕЗЕРОВАНИЕ УСТУПОВ И ПАЗОВ
- § 29. ФРЕЗЕРОВАНИЕ ШПОНОЧНЫХ КАНАВОК В ВАЛАХ
- § 30. ОТРЕЗНЫЕ РАБОТЫ
- § 31. ФРЕЗЕРОВАНИЕ ФАСОННЫХ КАНАВОК
- § 32. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВ
- § 33. ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КОНТУРОВ
- § 34. ФРЕЗЕРОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ
- Все страницы
Глава V
ПРОСТЕЙШИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Устанавливаемая на фрезерный станок заготовка должна занимать определенное положение по отношению к фрезе. От установки заготовки зависят прежде всего точность обработки и взаимное расположение обработанных поверхностей. Кроме того, заготовка должна быть прочно и надежно закреплена. Следует помнить, что при фрезеровании зуб фрезы давит на заготовку и отжимает ее. В отдельных случаях фреза может подхватить заготовку, вследствие чего могут поломаться зубья фрезы, а иногда возможен несчастный случай с работающим. Неточность, небрежность и неправильность установки часто ведут к браку. В простейшем случае заготовку закрепляют непосредственно на столе станка. Это возможно тогда, когда заготовка имеет хорошую опорную поверхность. При правильном закреплении заготовка должна плотно соприкасаться с плоскостью стола опорной поверхностью. Стол станка имеет обычно три продольных паза, в которые заводят крепежные болты. Для крепления заготовки к столу пользуются прихватами, которые прижимают болтами. Заготовки круглого сечения устанавливают и закрепляют в призмах, которые в свою очередь крепят к столу станка болтами. В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез) закрепляют заготовку между центрами делительной головки и задней бабки. Часто заготовку закрепляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпиндель делительной головки. Широко распространенным способом крепления заготовки является зажим в машинных тисках. Такое крепление встречается во многих случаях фрезерной обработки. Когда же необходимо фрезеровать одинаковые заготовки в больших количествах, применяют специальные фрезерные приспособления, обеспечивающие большую точность установки и обработки, а также снижающие время на установку и зажим заготовок.
§ 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
Приспособления для закрепления
Для закрепления заготовки непосредственно на столе станка пользуются прихватами с болтам и прижимами. На рис. 60 показаны различные типы прихватов. Прихват I является самым распространенным. Отверстие 1 для болта сделано продолговатым, что дает возможность передвигать прихват относительно закрепляемой заготовки. Такие отверстия сделаны у всех прихватов, показанных на рис. 60. Винт 2 у прихвата II служит вместо подкладки под прихват. Выступ 3 у прихвата III, а также выступ 5 у прихвата IV дают возможность пользоваться прихватами без подкладок. Уступом 4 прихват III ложится на деталь. У прихвата IV снята фаска 6, чтобы он не мешал работе фрезы при обработке соответствующих поверхностей заготовок. Часто приходится применять прихват с вытянутым концом (прихваты V, VI и VII). Концы 7, 8 и 9 таких прихватов обычно заводят во вдадины или опирают на выступы заготовки. Прихватом VIII можно пользоваться без подкладок. Прихват IX удобен в тех случаях, когда в заготовке имеются впадины или выемки, куда выступом 10 вводят прихват. Очень удобен простой в изготовлении прихват X. Чтобы снять его, не нужно совсем свертывать гайку, а достаточно слепка ослабить ее и сдвинуть прихват в сторону. На рис. 60, XI показано закрепление обрабатываемой заготовки 15 прихватом 12, который одним концом опирается на заготовку 15, а другим — на подкладку 11. Болт 14, плоская головка которого входит в Т-образный паз стола, проходит сквозь прихват. Завертывая ключом гайку 13, прижимают прихват к подкладке и так закрепляют заготовку. В качестве подкладок под прихваты используют различные бруски и другие подходящие по высоте детали. Весьма удобным в работе является переставной по высоте прихват, показанный на рис. 60, XII. Переставляя дугообразный прихват 16, имеющий в центре продолговатое отверстие, им прижимают разнообразные по высоте заготовки. Такой же переставной по высоте прихват показан на рис. 60, XIII. Подкладка прихвата сделана в виде круглого диска 17, вращающегося на эксцентрично расположенной оси 18, проходящей через прорезь прихвата 19. В диске 17 просверлено шесть отверстий. В зависимости от требуемой высоты установки в то или иное отверстие устанавливают штифт 21, на который опирается прихват 19. Таким образом, прихват имеет три опоры: ось 18, штифт 21 и зажимаемую деталь 20. На рис. 60, XIV показан прихват в самом нижнем положении крепления. Заготовка зажимается с помощью болта подобно прихвату на рис. 60, XI. Некоторые заготовки можно надежно закрепить при помощи прижимов . На рис. 61 показан прижим 4, нижний конец которого 6 входит в Т-образный паз стола станка. Опорная губка 1 имеет такой же нижний конец 6, входящий в паз стола. Закрепляемые заготовки 2 зажимаются болтом 5, поджимающим подвижную губку 3. Болт 5имеет наклон для лучшего закрепления заготовки.
Правила закрепления заготовок на столе станка
Несмотря на то что крепление заготовки на столе фрезерного станка является простейшим случаем, оно требует опыта. При закреплении на столе с помощью прихватов необходимо запомнить ряд основных правил: 1) болт, крепящий прихват, необходимо устанавливать возможно ближе к заготовке, для чего надо применять прихваты с продолговатыми отверстиями; 2) прихват должен опираться на подкладку одинаковой высоты с заготовкой; 3) конец прихвата, опирающийся на заготовку, не должен находиться над ее частью, которая не лежит плотно на столе;
4) грубое фрезерование заготовки следует производить при сильно затянутых болтах, а при чистовом фрезеровании гайки прижимных болтов следует слегка ослабить.
Приспособления для установки заготовок на фрезерных станках

При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.

Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.

Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.

Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
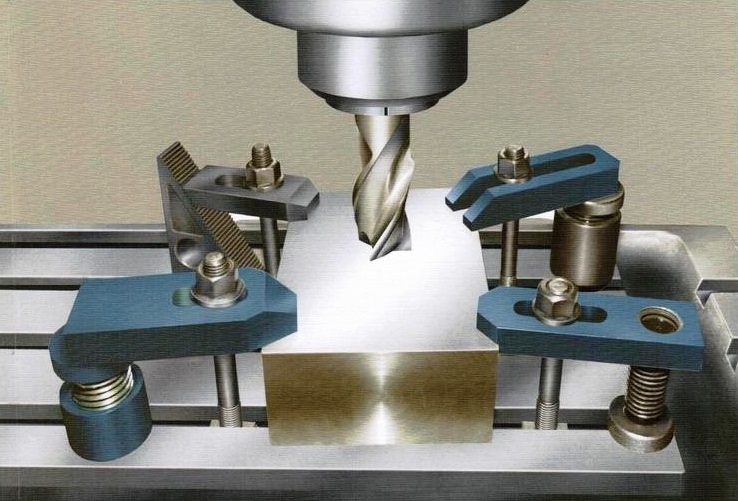
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
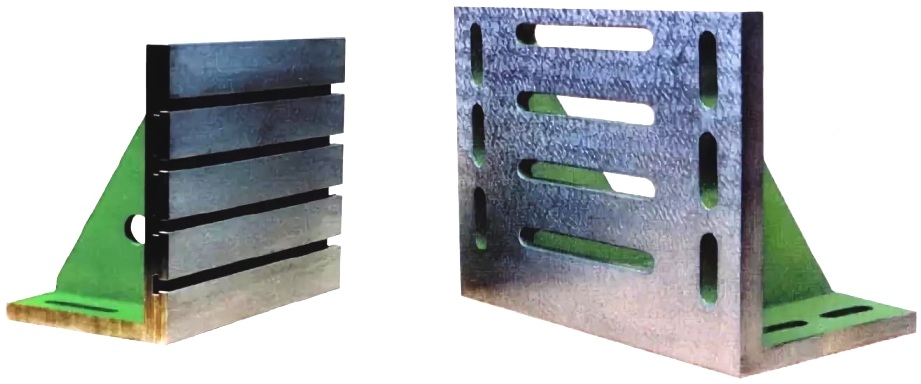
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
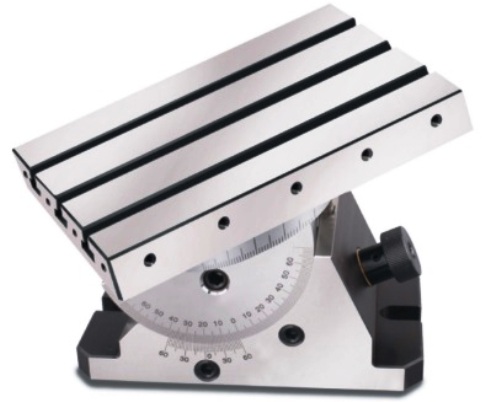
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Приспособления и оснастка для ЧПУ станков
Приспособления и оснастка являются наиважнейшим компонентом успешной работы на ЧПУ станках.
Оснастка — это общий термин для любого устройства, которое используется для надежной фиксации заготовки во время обработки.
«Приспособления» — это решения для крепления деталей, которые изготавливаются на заказ для конкретной детали или ситуации.
Удержание рабочего места состоит из двух компонентов:
- Собственно зажимное приспособление, такое как фрезерные тиски.
- Метод размещения и закрепления этого зажимного приспособления на вашем станке. Это включает в себя вездесущие Т-образные пазы, модульные крепежные пластины, решения для 4-й оси и многое другое.
Мы рассмотрим различные методы определения местоположения удерживающих устройств, а затем дадим описание выбора для удерживающих устройств.
Но сначала давайте поговорим о том, почему так важны оснастка и приспособления, и как узнать, когда вам нужно сделать специальный крепеж.
Оснастка и приспособления: типы и виды
На западе среди фрезеровщиков есть такая поговорка: «fixtures are where you make your money», что переводиться примерно как: «Крепеж это то, на чем вы зарабатываете деньги». Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль.

Т-образные пазы
Т-образные пазы — это наиболее распространенный метод позиционирования и удержания вашего рабочего крепления. Они просты, надежны и работают. Чтобы прикрепить что-либо к столу с Т-образным пазом, используйте гайки с Т-образным пазом и подходящие шпильки или другие крепежные детали, подходящие к гайкам.
Хотя они распространены, у них есть некоторые недостатки по сравнению с другими решениями. Помимо того факта, что Т-образные пазы могут собирать стружку и другой мусор, их самым большим недостатком является то, что вам трудно вернуть ваши тиски или другое приспособление для крепления на стол в точно таком же месте и в той же ориентации. Это может привести к дополнительной работе каждый раз, когда машина должна быть настроена с новой рабочей оснасткой для новой работы. Со временем цена такой неэффективности может быть довольно высокой.
Только представьте, что, если бы вместо устройства смены инструмента и таблицы инструментов вам приходилось набирать каждый инструмент каждый раз, когда он использовался? Разве это не было бы огромным препятствием для повышения производительности вашего рабочего процесса обработки? Что ж, время настройки также может быть большим препятствием для производительности, и Т-образные пазы здесь не помогают.
Есть несколько решений, которые пытались сделать их немного лучше:
Исправление пазов
Мы можем проверить Т-образные пазы станка, чтобы убедиться, что они параллельны движению оси. Проверить их можно индикатором тестирования набора (DTI). Многие люди ненавидят идею намеренного фрезерования своего стола, но если Т-образные пазы не параллельны то они вам нужны. Но есть выбор, использовать чего-то другого, кроме Т-образных пазов.
Тиски и приспособления с ключом
Если ваши Т-образные пазы соответствуют требованиям, вы можете установить ключи на дно тисков или крепежных пластин, которые совпадают с Т-образными пазами. Вы также можете установить ключи в Т-образные пазы, которые совпадают с краем пластины или основания тисков. Это может сэкономить вам довольно много времени на вытаскивание тисков и тому подобное, и это несложно, так что об этом определенно стоит подумать.
Проблема в том, что такие решения помогут с одним измерением (обычно короткий размер стола — это ось Y и она перпендикулярна прорезям), но у нас все еще есть проблема с позиционированием вдоль оси Т-образного паза. .
К счастью, есть лучший способ — это вспомогательные пластины для крепления (также называемые пластинами для крепления).
Монтажные плиты, инструментальные плиты и модульное крепление
Вспомогательные пластины для приспособлений (также называемые пластинами для приспособлений или инструментальными пластинами) — это пластины, которые устанавливаются поверх стола с Т-образными пазами, чтобы обеспечить новый способ позиционирования и закрепления оснастки. Типичная пластина для инструментов выглядит так:

Типичная крепежная пластина
В инструментальных пластинах обычно используется сетка отверстий, которые чередуются между отверстиями для точных установочных штифтов и отверстиями с резьбой для крепежных деталей. Если эта сетка позиционируется точно (или даже если это не так и положения точно известны), у вас есть очень повторяемый способ установки оснастки на пластину. Установочные штифты обеспечивают точное позиционирование с точностью до 0,01. Представьте себе возможность установить тиски, на отдельную крепежную пластину с установочными штифтами и отверстиями для крепежа, повторяемость это операции будет около 0,01. Если все ваши приспособления могут встать на пластину для инструментов, вы действительно можете очень быстро переключить станок на новую конфигурацию оснастки. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Тиски можно установить на одну из этих пластин в течение одной или двух минут. Станок с ЧПУ можно перенастроить за 5 или 10 минут для совершенно другой работы. К тому же навыки, требуемые от операторов станков, а также вероятность ошибок значительно снижаются, если не нужно каждый раз тщательно настраивать приспособления. Есть преимущества и для создания модульного G-кода, потому что он может полагаться на сетку позиционирования.
Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя есть и стальные. Их можно купить или изготовить с нуля. Чтобы получить полное руководство, обязательно посетите нашу страницу о крепжных пластинах.
Модульное крепление
Еще одна вещь, которую помогают облегчить жизнь — это модульное крепление. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем купить готовые компоненты крепления, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Шаровые замки и другие решения для быстрой смены инструментальных пластин
Сейчас я надеюсь, что вы видите, сколько времени на настройку можно сэкономить, используя инструментальные пластины. Что может быть лучше? Есть как минимум два разных способа еще упростить установку приспособлений и оснастки: быстросменные пластины для инструментов и поддоны.
Благодаря системе Quick Change время, необходимое для работы с установочными штифтами и крепежными деталями, сокращается за счет какого-то интегрированного решения, которое позволяет точно позиционировать и очень быстро фиксировать. Одна из них — система шарового замка:

Система шарового замка
Шаровые замки — это система быстрого извлечение и установки инструментальных пластин. Эта система обеспечивает точное позиционирование и надежное удержание с помощью 4-х шаровых замков. Просто совместите пластину с дополнительной пластиной (которая имеет втулки приемника и установлена на столе), опустите хвостовики шарового фиксатора в отверстие, закрутите болт наверху хвостовика шарового фиксатора, и все готово. Закрутить четыре болта и не возиться с установочными штифтами или дополнительными креплениями действительно быстро и легко. Речь идет о 30-секундном времени смены приспособлений, что действительно очень быстро.
Поддоны
Следующий шаг — поддоны. Это как автоматические инструментальные плиты, в то время как все остальное, было ручным. Типичная машина с поддонами позволяет вам настраивать его, пока машина работает над другим. Смена поддона происходит за счет снятия старого поддона за пределами зоны фрезерования станка и установки нового. Это сводит к минимуму время, в течение которого станок должен находиться в простое, и позволяет выполнять настройку параллельно с обработкой.
Некоторые машины имеют так называемые «пулы поддонов», которые позволяют заранее настроить несколько поддонов и запланировать их запуск. Пул поддонов может позволить машине работать без присмотра в течение довольно долгого времени и может быть полезной частью для полной автоматизации.
Поддоны обычно можно увидеть только на горизонтальных обрабатывающих центрах и некоторых высокопроизводительных вертикальных обрабатывающих центрах. Это полноценная производственная функция, которая довольно дорога, поэтому стоимость должна быть оправдана.
4-я ось, цапфы и инструментальные колонны
Иногда полезно иметь возможность применить к нашему мышлению другое измерение — в данном случае 4-ю Ось. В ЧПУ 4-я ось обычно представляет собой ось вращения. Она выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных станках 4-я ось часто параллельна X или Y и проложена вниз. На горизонтальных 4-я ось также параллельна X или Y, но она стоит вертикально.
С точки зрения рабочего места, 4-я ось может использоваться для введения новых ориентаций для двух целей:
1. Она обеспечивает доступ к большему количеству сторон детали, поэтому обработка может продолжаться без необходимости переворачивать детали вручную.
2. Это позволяет получить доступ к большему количеству частей, которые могут быть расположены вокруг 4-й оси.
Чтобы узнать больше об этих применениях, ознакомьтесь с нашей превосходной серией статей «Основы 4-й оси».
Приспособления и оснастка. Рабочие решения
Разобравшись, как мы собираемся разместить и прикрепить нашу оснастку для крепления к фрезерному станку, давайте посмотрим, какие типы крепления есть впринципе.
Фрезерные тиски

Пара фрезерных тисковOLYMPUS DIGITAL CAMERA
На сегодняшний день, самым популярным решением для фиксации заготовок являются тиски. Существует множество производителей таких тисков, ярким примером является Курт , выпустивший первые тиски в 1950-х годах.
Более подробное описание тисков машиниста можно найти в нашем Полном руководстве по тискам. Там полно нужной информации.
Зажимы, оснастка и приспособления для пластин
Какими бы полезными ни были тиски, у них есть свой недостаток. Им сложно работать с действительно большими пластинами, хотя, как уже упоминалось, вы можете переместить губки в крайнее положение для пластин среднего размера. И они также могут быть неоптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в массиве, но это часто не удобно.
Когда приходит время обрабатывать большие листы или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать зажимы .
Ступенчатые зажимы
Наиболее распространенный тип зажимов называется ступенчатыми зажимами, потому что на них выточены маленькие ступеньки. Они обычно используются с Т-образными пазами, хотя вы также можете крепить их болтами в инструментальной пластине. Вот несколько типичных ступенчатых зажимов:

Прижимная пластина ступенчатого зажима, конец зажима, поддерживающий ступенчатый блок, и болт проходят через гайку с Т-образным пазом

Набор ступенчатых зажимов
На фото показан типичный набор ступенчатых зажимов. Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Устанавливая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Может быть полезно наклонить зажим на детали, подняв его на шаг или два от уровня. Еще можете поместить прокладку из мягкого материала между зажимом и заготовкой, чтобы заготовка не повредилась.
Зажимные блоки
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать захваченную область. Зажимы с носком захватывают боковую часть заготовки, обеспечивая полный доступ к верхней части заготовки. Доступно множество различных типов:

Этот зажим с носком перемещает зажим вниз по пандусу, когда он затягивается, чтобы прижать к заготовке

Эти зажимы Mitee Bite Edge имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке, когда вы ее затягиваете.
Двусторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые заготовки очень трудно удерживать, потому что они тонкие или из-за их формы. Как правило, их просто невозможно зажать. Решения для таких ситуаций — это двусторонняя лента, клей, воск и сплавы с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выделяется при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь отводить их с помощью хорошей вентиляции. Двусторонний скотч отлично подойдет, особенно для очень тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута). Их можно использовать для нарашивания заготовки и создания зоны захвата. Когда обработка закончена, воск или сплав можно расплавить и сохранить для повторного использования.
Вакуумные приспособления
Нужно приложить равномерное давление, чтобы удерживать деталь? Он может создать значительную удерживающую силу при наличии достаточной площади поверхности. И она не зависит от формы или от того, насколько тонкий материал. У нас есть хорошая статья о том, как создать свои собственные вакуумные приспособления.
Возможно, самым большим недостатком вакуумных приспособлений является то, что его сила прижима ограничена площадью поверхности. Из-за этого небольшие детали могут относительно легко отрываться. Когда силы резания превышают силу прижима, которую может дать вакуумный стол, деталь выскакивает и портится. Это обычная проблема для пользователей вакуумных столов. Особенно актуально для небольших деталей, не имеющих большой площади поверхности.
Патроны и цанги: для круглых деталей
Обычно круглые детали обрабатываются на токарных станках, хотя во многих случаях может потребоваться и фрезерование. Если у вас есть токарно-фрезерный станок, возможно, нет необходимости ставить его на фрезерный станок. Но если вам просто нужно поработать на фрезере с некоторыми круглыми деталями, вы можете использовать тот же крепеж что и для токарных станков . Просто прикрутите их болтами или прижмите к столу мельницы. Например, используйте трехкулачковый патрон или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглой заготовки.
Время от времени мы ставим на стол круглые детали, потому что это намного быстрее. Рассмотрим эту установку для обработки круглых деталей:

4-осевая установка
Я никогда бы не подумал, но многие специалисты говорит, что эта 4-осевая установка очень эффективна. Она была способна обрабатывать алюминиевые прутки до нужной длины, обеспечивать квадратные грани, а также просверливать и нарезать отверстия быстрее, чем токарный станок.
Расширительные оправки, оправки и шпильки
Мы можем использовать расширительные оправки, оправки или шпильки. Суть в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки. Это позволит зафиксировать заготовку на месте. Так, вы можете получить доступ к заготовке со всех сторон, кроме нижней части. При этом, вы не столкнетесь с обрабатываемой опорой (нужно помнить, где находятся оправки, чтобы у вас не было одной в середине кармана!).
Вот приспособление, использующее расширяющиеся шпильки :

Поворот болта раздвигает шпильку, чтобы можно было зажать заготовку
Существует множество подобных приспособлений, подходящих для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в работе, если найдете способ закрепить его на столе.
Приспособления для 5-осевого зажима
Пятиосевая фиксация, как и большинство других пятиосевых станков, — это совершенно другой мир. Я не буду здесь вдаваться в подробности, кроме как сказать, что вам нужны различные виды фиксации, когда вы можете получить доступ к детали практически с любого направления. При таком способе фиксации заготовки становится все труднее, не мешать фрезерованию детали.
Способы крепления заготовки к рабочему столу
sergei007
Кстати, если привернуть к столу лист мдф иль фанеры 10 мм то Вашу заготовку можно просто приварачивать шурупами к ней (смотрю на фото) крепить саморезами вверху и внизу, там где свобоное место. А не крепить за уголки. надежно и крепко.
Спасибо Bizl за подсказку в будущем я планирую взять лист финской фанеры и зделать вакуумный стол вакуумный насос я уже присмотрел остаётся вопрос денег сейчас полный цейтнот .
День дорый форумчане.
Я новенький поэтому прошу сильно не пинать.
По теме скажу что фанера подойдет лучше чем МДФ или ДСП.
Только советую брать от 15 мм.
Фанера выдерживает большее кол во вкручиваний самореза.
После установки фанеры на станину установить торцевую фрезу
И отфрезеруйте плоскость.
Если лист повело повторите операцию, я так работать пробывал вообщем все нормально.
К теме про фанеру. Ее ведет . так что не вариант.
И МДФ поведет и любую другую. У нас бамбуковые рейки прикручены - тоже повело. Дабы разгрузить - сделали пазы 3 мм на половину толщины. И Вам рекомендую это проделать будь то в фанере или другом материале.
А МДФ действительно не выдержит большого количества вкручиваний. Не ставьте его.
У меня такое было, что зааготовка точно по размеру детали, а крепить нужно. Так я шурупы с боков повкручивал, а уже их прижимами к столу.
У меня такое было, что зааготовка точно по размеру детали, а крепить нужно. Так я шурупы с боков повкручивал, а уже их прижимами к столу.
Когда заготовка в размер детали
Если фанеру ведет, то приходится делать так - см. фото.
Кстати, стол у меня из МДФ, усиленный снизу железными профилями, в крепежные отверстия вставлены снизу мебельные гайки с резьбой М6 - очень удобно оказалось.
Порылся в поиске, ничего не нашел.
Подкажите пожалуйста, как можно фиксировать заготовки на рабочем столе - струбцины, какой-нибудь крепёж и т.п.
Ps: ваккумный стол есть, но есть варианты, когда нужно закрепить как-то иначе.
Как вариант у деревянщиков: на стол кладется лист МДФ к которому обрабатываемый материал прикручиается шурупами.
Лужу, паяю, станки ЧПУ починяю.
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Как вариант у деревянщиков: на стол кладется лист МДФ к которому обрабатываемый материал прикручиается шурупами.
АГа)
Ну или как вариант изнутри к мдф прикрутить заготовку, а уже мдф присосать\прикрутить струбцинами_)
Ибо не всегда хорошо когда заготовка с лицевой стороны шурупами просверлена_
Ладно когда под краску, там можно и шпаклей мазнуть немного, сверху все равно грунт и эмаль, там и не узнает никто никогда. А вот ежели просто под лак, то там беда_) Только надо быть аккуратней с высотой шурупов, ибо фрезе хана сразу же_
шурупы не обязательно крутить в чистовую деталь, можно снаружи, потом обрезка.
шурупы разместить, чтоб фреза не попала на чертеже можно.
P.S. хорошие фрезы шурупы режут как масло. как-то случайно наехал на шуруп Каленый и фреза диаметр 3мм не сломалась, мне стало интересно, что дальше будет - шуруп был отрезан ровно пополам, фреза после этого ходила еще долго.
Ganch_er Где купить такие фрезы которые режут всякие шурупы как масло? а то надоело рассчитывать размеры и положение заготовки на столе, заранее спасибо.
это была случайность и не значит, что шурупы нужно резать, так просто лирика. простите если кого ввел в заблуждение.
фрезы были фирмы HAM Precision.
шурупы не обязательно крутить в чистовую деталь, можно снаружи, потом обрезка.
шурупы разместить, чтоб фреза не попала на чертеже можно.
P.S. хорошие фрезы шурупы режут как масло. как-то случайно наехал на шуруп Каленый и фреза диаметр 3мм не сломалась, мне стало интересно, что дальше будет - шуруп был отрезан ровно пополам, фреза после этого ходила еще долго.
Снаружи не удобно, ибо если делать обрезку до конца, то деталь выпадает в свободное плавание по столу (прямо под фрезу). Прорезать не полностью а потом обгонять ручным фрезером не всегда удобно.
Шурупы размещать можно, но если например это 3д рельеф, где нет такого места которое фреза не должна обрабатывать.
Хорошей фрезой по дереву можно прорезать шуруп. А можно не прорезать и скол сделать. Раз на раз. Ибо фреза по дереву на то и фреза по дереву, а не по металлу, ибо по дереву_!)
Снаружи не удобно, ибо если делать обрезку до конца, то деталь выпадает в свободное плавание по столу (прямо под фрезу).
а перемычки?
вобще-то под разные задачи разное крепление, вариантоооов.
сейчас режу детальки из венге, материал дорогой, каждый милиметр на счету.
ширина стенки изделия 8мм, зажать незачто, посажено на двухсторонний скотч, но иногда немного сдвигает при обрезке, пришлось еще прижимать шурупом,
сначала прижимы с внутренней стороны - обрезка снаружи, потом прижимы снаружи - обрезка внутри.
Есть еще такой способ - деталь располагаем вверху заготовки. Саму заготовку крепим по ситуации (вакуум/саморезы). После обработки просто переворачиваем получившуюся деталь и срезаем лишнее. Этот способ подходит для деталей у которых верхняя плоскость параллельна нижней (например мастер-модель фланца).
Еще вариант - "промежуточный" столик с сеткой отверстий. Заготовка кладется на столик и крепится снизу саморезами ч/з отверстия, а уже сам столик крепится струбцинами на станке. Изготовить можно из гетинакса - хорошо обрабатывается и не "ведет". Второй вариант - купить в магазе обычную керамогранитную плитку (обычно 600х600) и насверлить отверстий в ней. Плюс в том, что плитка гарантированно ровная, минус - сверлить отверстия в керамограните долго и печально
Читайте также: