Координатный стол что это
Обновлено: 04.05.2024
Сверлильный станок – специальное оборудование для обработки различных материалов. Улучшить и ускорить работу установки поможет дополнительное приспособление в виде координатного стола. Стоит подробнее рассмотреть особенности изделия, возможности и нюансы выбора.
Общее описание
Координатный стол представляет собой подвижную платформу, выполненную из легированной стали высокой прочности. Поверхность приспособления обрабатывают антикоррозийными составами. Главное назначение – фиксация обрабатываемой на станке заготовки. Выделяют несколько способов крепления детали, среди распространенных:
использование механических крепежей;
применение вакуумных устройств;
задействование собственного веса габаритных конструкций.
Координатные столы обладают различным количеством степеней свободы: от 2 до 3. Часть производимых моделей способна перемещаться исключительно в горизонтальной плоскости, остальные могут менять положение в вертикали.
Столы с двумя степенями свободы используют преимущественно для обработки плоских заготовок. Вторые подходят для работы с деталями со сложной конфигурацией.
Такие столы устанавливают на станки, которые стоят на крупных промышленных предприятиях, где происходит обработка больших объемов материала.


Стол крепится к станку таким образом, чтобы впоследствии было возможно его перемещение. За смену положения приспособления отвечают следующие виды приводов:


У каждого стола также есть основание, которое обеспечивает долгий срок службы изделия и повышает его прочность. Обычно основание изготавливают из:
В составе последних в основе лежит алюминий. Стоит отметить, что такие конструкции подходят для обработки легких деталей, так как не способны выдержать большие нагрузки. Чаще на столах с основой из алюминия выполняют обработку деревянных и пластиковых материалов. Стальные и чугунные столы устанавливают преимущественно на промышленных станках, где речь идет о весомых нагрузках.
Дополнительные элементы столов.
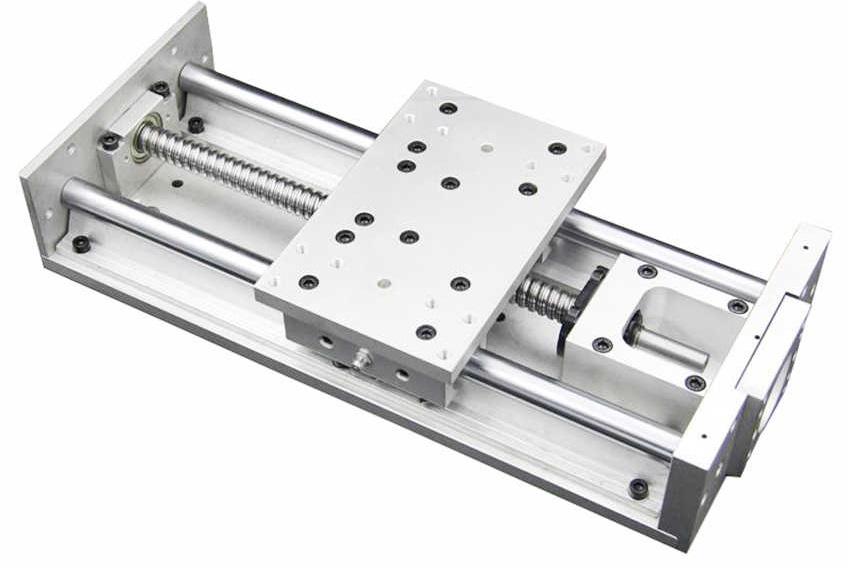
Направляющие. Одни из важных компонентов, обеспечивающих перемещение стола в плоскостях. Изделие двигается с помощью кареток, установленных на рельсовые направляющие. Элементы могут иметь разную длину. При необходимости возможна стыковка с другими направляющими, если это не ухудшает движение общей конструкции.
Передачи механического типа. Отвечают за преобразование вращательного движения валов в поступательное движение кареток, обеспечивая своевременное перемещение конструкции. Производители используют три вида передач: зубчато-реечные или ременные, а также шарико-винтовые.


Координатный стол – обязательный элемент любого станка, где требуется фиксация заготовки.

Разновидности
Производители выпускают разные модели координатных столов. Классификация по конструктивной схеме предусматривает деление изделий на:


Столы, собранные по первой схеме, устанавливают на универсальные сверлильные станки. Такие приспособления подходят для обработки сложных деталей, так как обеспечивают надежную фиксацию заготовок и открывают доступ к детали с трех сторон. Последнее достигается за счет конструктивных особенностей стола.
Портальные изделия монтируют на станки, где требуется формирование отверстий в заготовках. Стоит выделить длинные столы из алюминия, которые монтируют на профессиональных станках, используемых на крупных предприятиях. Использование такого приспособления повышает функциональные возможности установки, позволяя закрепить:
разъемы для инструментов;
приводы охлаждения и смазки;
нейтрализаторы вредных веществ;
устройства для удаления пыли и стружки.
Фиксация дополнительного оборудования происходит на рабочем верстаке, предусмотренном конструкцией стола.
Популярные производители и модели
Координатные поворотные столы обновляются с каждым годом. Кроме того, производители регулярно выпускают новые модели, и неудивительно, что пользователь теряется в столь широком ассортименте. Чтобы ускорить и упростить поиск подходящего приспособления, был сформирован рейтинг из топ-3 координатных стола.
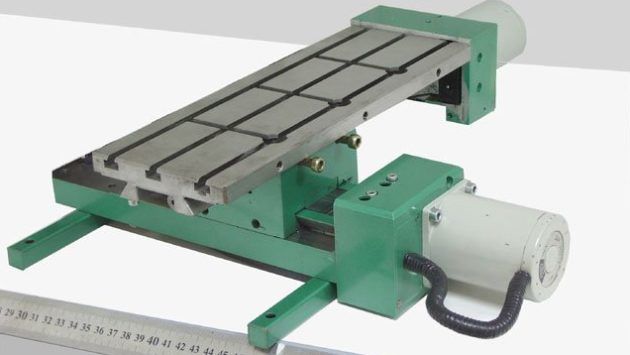
KRS-185 Visprom, Proma
Стандартная модель, не предусматривающая возможность поворота. Применяется для установки на станках, где планируется фрезерование, сверление или шлифование заготовок. Стол обеспечивает надежную фиксацию заготовки с помощью предусмотренных Т-образных пазов и крепежей. Плюсы:
долгий срок службы;
Изделие способно на осуществление продольной и поперечной подач.
АКР-1-303, CNIC
Координатный тип с двумя степенями свободы, способный поворачиваться. Используется в роли дополнительной оснастки на различных станках. Длина рабочей поверхности изделия составляет 330 мм, что позволяет назвать модель компактной. Плюсы:
расширение возможностей сверлильной установки;
высокие эксплуатационные характеристики.
Единственный недостаток – отсутствие желоба для отвода СОЖ.
КТ 70, Proxxon
Стол для фрезерования заготовок, который устанавливают на сверлильные станки со станиной. Приспособление отличается компактными размерами и возможностью перемещения как в продольном, так и в поперечном направлениях. Особенности модели:
идеальное сочетание легкости и прочности;
Соединение элементов регулируется вручную. При необходимости пользователь может убрать люфты.
Нюансы выбора
Покупка координатного стола требует ответственного подхода, так как рынок обладает широким многообразием моделей. При выборе приспособления стоит учитывать:
число осей перемещения;
размеры координатной площадки;
Дополнительно стоит обратить внимание на возможности изделия и соответствие параметров изделия требованиям нормативных документов. А также мастера советуют учитывать расстояние между отверстиями для крепежа, от которых зависит надежность крепления стола к оборудованию.
Не менее важными при выборе координатного стола являются и другие факторы.
Материал. При работе с габаритными и тяжелыми деталями предпочтение стоит отдавать стальным или чугунным моделям. Если планируется обработка деревянных или других изделий небольшого веса, можно купить алюминиевую модель.
Качество шлифовки рабочей поверхности. От нее напрямую зависит точность сверления. А также стоит уточнить наличие защитного слоя, который влияет на срок службы изделия.
Тип направляющих. Чем дешевле модель, тем менее плавными будут движения. При рассмотрении этого параметра также стоит обратить внимание на тип привода.
Способ управления. Предпочтение советуют отдавать столам, перемещение которых можно регулировать с помощью ЧПУ. Однако при использовании простого оборудования можно отдать предпочтение стандартным приспособлениям с ручным управлением.
Координатный стол – важная часть конструкции любого станка, которая обеспечивает надежную фиксацию заготовки и стабильную работу оборудования.
Координатный стол
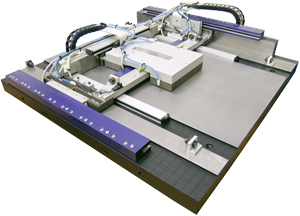
Координа́тный стол — промышленная установка, комплекс оборудования, предназначенный для перемещения по заданной траектории рабочего механизма станка или позиционирования обрабатываемой детали.
Современный координатный стол — сложная мехатронная система, объединяющая несущую конструкцию опоры с электромеханическим приводом и многоосной системой подачи, и исполнительный механизм произвольного назначения. В качестве привода широкое применение получили сервоприводы с шариковой винтовой парой (ШВП), с обратной связью на базе энкодеров. Использование цифрового ЧПУ позволяет полностью автоматизировать процесс производства деталей. Точность обработки одной или нескольких деталей на прецизионном столе может составлять до единиц микрон [источник не указан 1105 дней] по каждой оси даже на достаточно высоких скоростях.
Содержание
Устройство
Несущей основой, обеспечивающей жёсткость координатного стола, может служить станина или рама. Станина представляет собой сварную или литую стальную, реже чугунную конструкцию. Литая станина дороже, она более металлоёмкая, зато лучше гасит вибрацию. Ее применение оправдано в тяжёлых металлообрабатывающих станках, особенно работающих на больших скоростях. Для легких и средних станков целесообразнее использовать сварную конструкцию.
Опорная рама собирается из тянутых алюминиевых профилей, которые крепятся с помощью резьбовых соединений. В зависимости от назначения стола и эксплуатационных требований может применяться сварная рама. Использование алюминиевого профиля позволяет получить лёгкую и в то же время достаточно жёсткую конструкцию, простую в сборке и надёжную в эксплуатации.
На несущей раме монтируются приводы подачи для перемещения исполнительного механизма и рабочая плита (решётка), на которой крепится обрабатываемая деталь. Фиксация детали обеспечивается механическим или вакуумным прижимом, реже — под действием собственного веса. Перемещение рабочего механизма по двум или трем координатным осям позволяет изготавливать плоские или объёмные детали различной формы.
В качестве исполнительного устройства может быть использована фрезерная головка, лазерный или плазменный резак, сверлильная или шлифовальная насадка, манипулятор, аппарат точечной сварки, маркер, ультразвуковой или рентгеновский сканер, метчик, магнитострикционный преобразователь, покрасочная головка, пробник и т. д.
Оснащение
Существует несколько вариантов конструкции координатного стола, самые распространённые из них — портальная и крестовая. Выбор конструкции обуславливается его назначением и заданными техническими характеристиками.
Крестовая конструкция обеспечивает большую гибкость системы и применяется обычно для обработки деталей со сложной пространственной геометрией, когда необходим доступ к детали с трех сторон. Крестовые системы используются в станках многоосного фрезерования, шлифовки или для трёхмерного сканирования объектов, а также для работы в условиях непрерывной подачи заготовки (конвейер).
Координатные столы портального типа применяются в устройствах обработки плоских поверхностей, например, в станках лазерного раскроя, резки или сверления, а также в системах с большой нагрузкой по горизонтальным осям.
Координатный стол может быть оборудован несколькими рабочими органами для одновременной обработки нескольких деталей. Для быстрой комплексной обработки детали установка комплектуется магазином, поворотной или шпиндельной головкой с ручной и автоматической сменой инструмента. Использование поворотного стола для фиксации обрабатываемого элемента значительно расширяет технологические возможности системы.
Координатные столы так же могут оснащаться автоматическими системами смазки, охлаждения, отсоса вредных газов, пыли и стружки, другим необходимым оборудованием.
Привод
В приводе координатного стола используются традиционные передачи, такие, как зубчатый ремень, пара шестерня-рейка и винт-гайка, шарико-винтовая пара, либо система прямого привода с двигателем непосредственного преобразования электромагнитной энергии в линейное перемещение.
Передача подбирается исходя из требований к системе по нагрузке, точности и скорости перемещения. Шарико-винтовая пара обеспечивает высокую точность позиционирования (6-12 микрон), плавность хода, низкий люфт, однако имеет скоростные ограничения, особенно при длине винта от 1500 мм и более.
Пара шестерня-рейка имеет высокую точность перемещения (до 10 микрон) и высокие скоростные характеристики. Даёт возможность создания крупногабаритной системы за счёт стыковки (наращивания) реек. Недостатком системы является необходимость компенсации люфта в редукторе привода.
Ременная передача самая недорогая и простая в обслуживании, она обеспечивает достаточно высокие скорости перемещения. Её недостатки — ограничения по ускорению, относительно быстрый износ, невысокая точность.
В качестве приводов подачи в таких системах обычно применяются шаговые двигатели постоянного тока и синхронные двигатели. Шаговые двигатели по сравнению с синхронными имеют более низкие скоростные и динамические характеристики и меньшую мощность, зато и цена их значительно ниже. В системах, не испытывающих высоких динамических нагрузок, допускается применение асинхронных двигателей с обратной связью.
Самым совершенным техническим решением для координатных столов на сегодняшний день является прямой привод. Его принцип действия заключается в непосредственном преобразовании электромагнитной энергии в механическую энергию линейного или поворотного движения.
Такой привод обеспечивает лучшие показатели практически по всем параметрам — точности, динамике разгона и торможения, скорости работы, повторяемости. В линейных двигателях нет вращающихся частей, подверженных износу и трению, поэтому с течением времени характеристики привода практически не изменяются. У линейного привода только один недостаток — высокая цена, поэтому его применение экономически оправдано только в высокоточных скоростных координатных системах.
Система управления
Управление приводом и механизмами координатного стола осуществляется системами ЧПУ. По принципу формирования управляющего сигнала они делятся на аналоговые, импульсные и цифровые. Аналоговые схемы ЧПУ сегодня самые распространённые и широко используются в машиностроении. [источник не указан 1302 дня] Тем не менее из-за ограниченного быстродействия их применение не всегда возможно в системах, работающих на высоких скоростях.
Импульсные системы используются для управления шаговыми двигателями или синхронными двигателями, имеющими импульсный вход. По характеристикам они уступают цифровым, но поскольку стоимость таких устройств почти на порядок ниже, их часто используют в бюджетных системах, не требующих особой точности позиционирования и обратной связи.
Современные цифровые системы получают сегодня все большее распространение благодаря широким возможностям обработки сигнала, удобству интерфейса, помехоустойчивости. Они реализуются с использованием стандартных протоколов — Profibus, CAN, Sercos и других. Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWorks, Компас.
Координатные столы
Что такое координатный стол? Если сказать простым языком, то это некий механизм (или конструкция), который входит в состав технологического оборудования и служит для автоматизации технологических процессов. Простой пример — стол лазерного раскроя. Если дать более емкое определение, то можно сказать, что координатные столы — это мехатронная система, объединяющая несущую конструкцию опоры с электромеханическим приводом и многоосной системой подачи, и исполнительный механизм произвольного назначения.
По своему назначению координатные столы служат для контактной и бесконтактной обработки изделий. К контактной можно отнести фрезеровку, сверление, гравировку и др. К бесконтактной — плазменную и лазерную резку, гидроабразивную резку, нанесение различных покрытий (краска, клей и др.)
Еще можно сказать, что координатный стол является 2-х или 3-х координатной разновидностью манипулятора, при которой перемещение грузов или обработка детали ведётся преимущественно в плоскости.
Основой координатного стола, придающей ему необходимую жесткость, может служить стальная или алюминиевая рама, или же станина. Станина представляет собой стальную (реже чугунную) конструкцию, которая может быть как литой, так и сварной. Литая станина лучше гасит вибрацию, но стоит она дороже. Поэтому ее применение оправдано в тяжёлых металлообрабатывающих станках, особенно при работе на больших скоростях. Для легких и средних станков целесообразнее использовать сварную конструкцию.
Рама собирается из алюминиевых профилей, прикрепленных с помощью резьбовых соединений. В некоторых случаях, в зависимости от назначения стола и эксплуатационных требований, может применяться сварная рама. Использование алюминиевого профиля позволяет получить лёгкую и в то же время достаточно жёсткую конструкцию, простую в сборке и надёжную в эксплуатации.

На раме монтируются приводы, служащие для перемещения подвижного механизма и плита, на которой крепится обрабатываемая деталь. Фиксация детали обычно обеспечивается механическим прижимом, но может также крепиться вакуумным способом, или под действием собственного веса. Перемещение рабочего механизма по двум или трем координатным осям позволяет изготавливать плоские или объёмные детали различной формы.
Конструкция координатного стола может отличаться в зависимости от цели его использования. Наиболее распространенными конструкциями являются портальная и крестовая.
Координатные столы портального типа применяются в основном для обработки изделий с плоской поверхностью. Они устанавливаются, например, в станках лазерного раскроя, резки или сверления, а также в системах с большой нагрузкой по горизонтальным осям.

Крестовая конструкция обычно применяется для обработки деталей со сложной пространственной геометрией, когда необходим доступ к детали с трех сторон. Крестовые системы используются в станках многоосного фрезерования, шлифовки или для трёхмерного сканирования объектов, а также для работы с системами конвейерного типа.
Также координатный стол может быть оборудован сразу несколькими обрабатывающими механизмами для комплексной работы с изделием. Для этого установка комплектуется специальным магазином, поворотной или шпиндельной головкой с ручной и автоматической сменой инструмента. При этом можно также использовать поворотный стол для фиксации обрабатываемого элемента, что значительно расширяет технологические возможности системы.
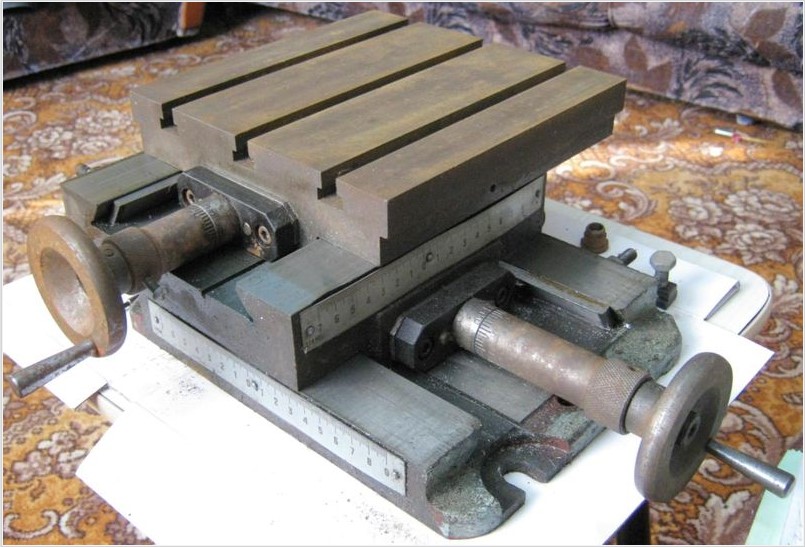
Алгоритм изготовления координатного стола своими руками для начинающих
Самодельный
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.

Крепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Электрический
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
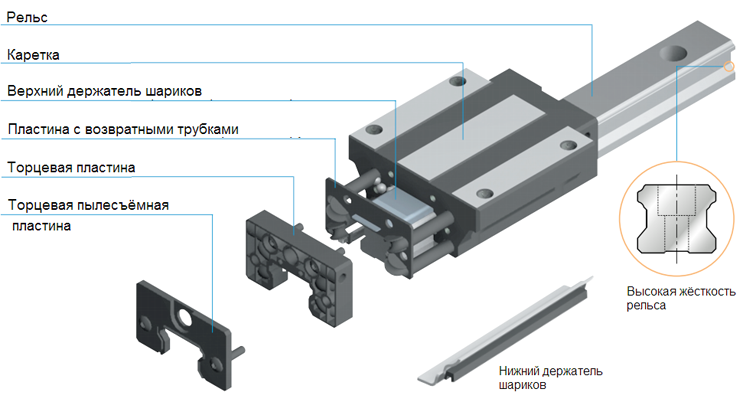
Рельсовые направляющие и каретка
Цилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
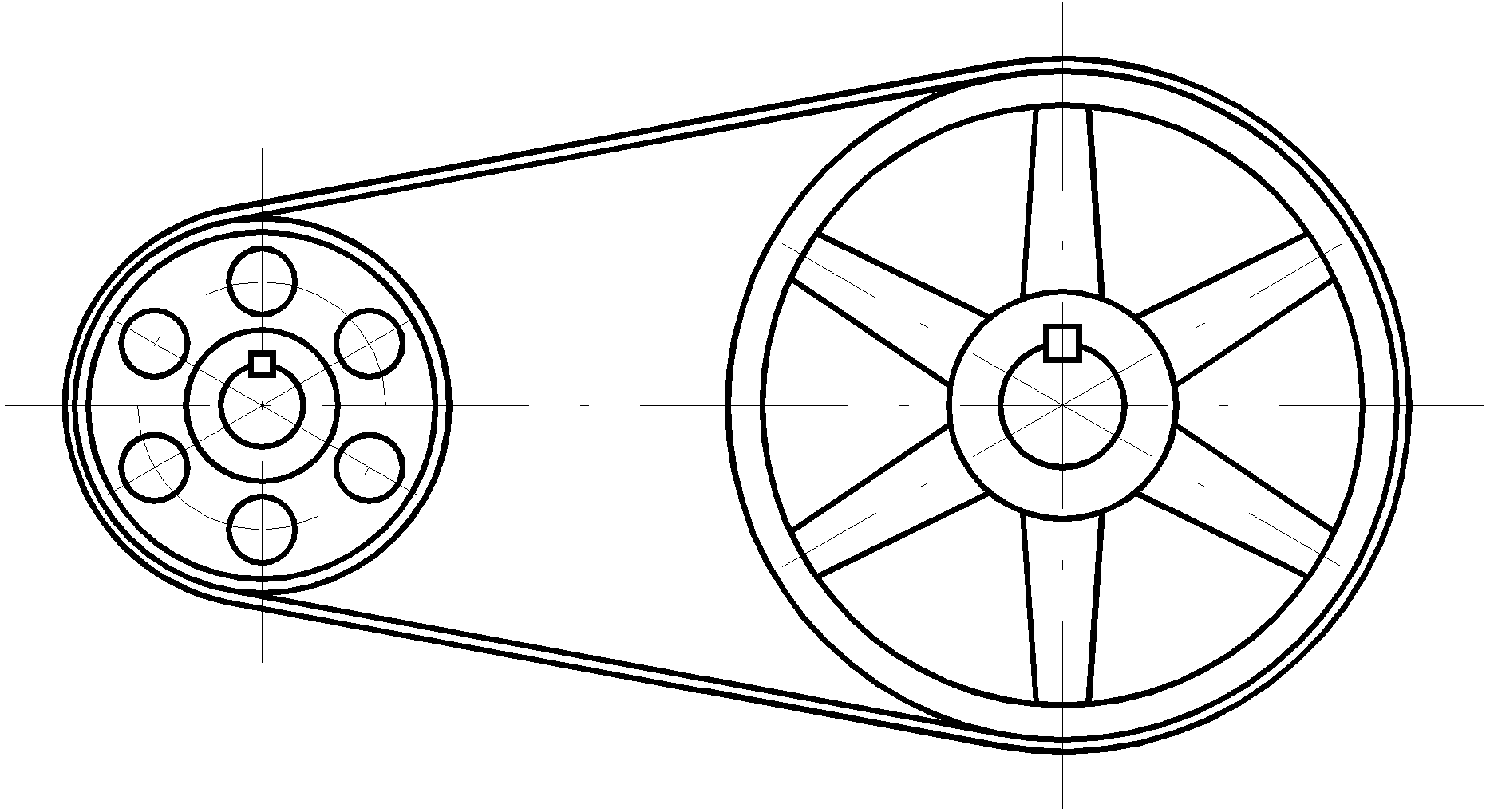
Ременная передача
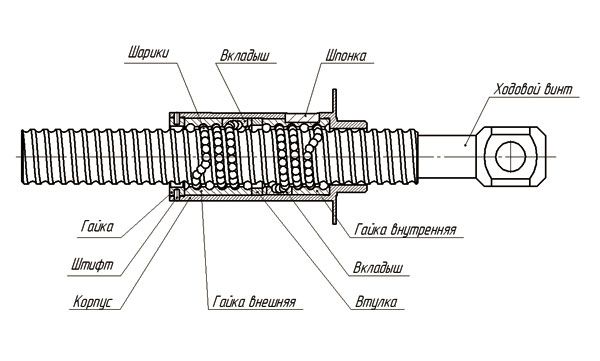
Шарико-винтовая
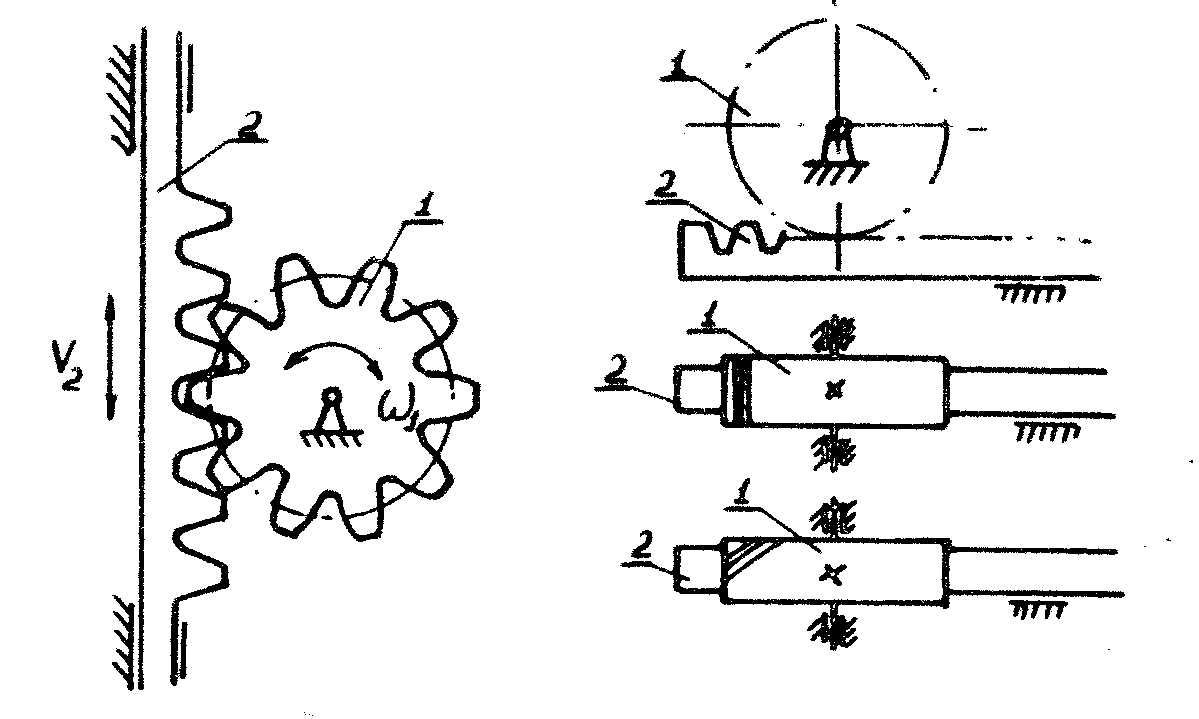
Зубчато-реечная
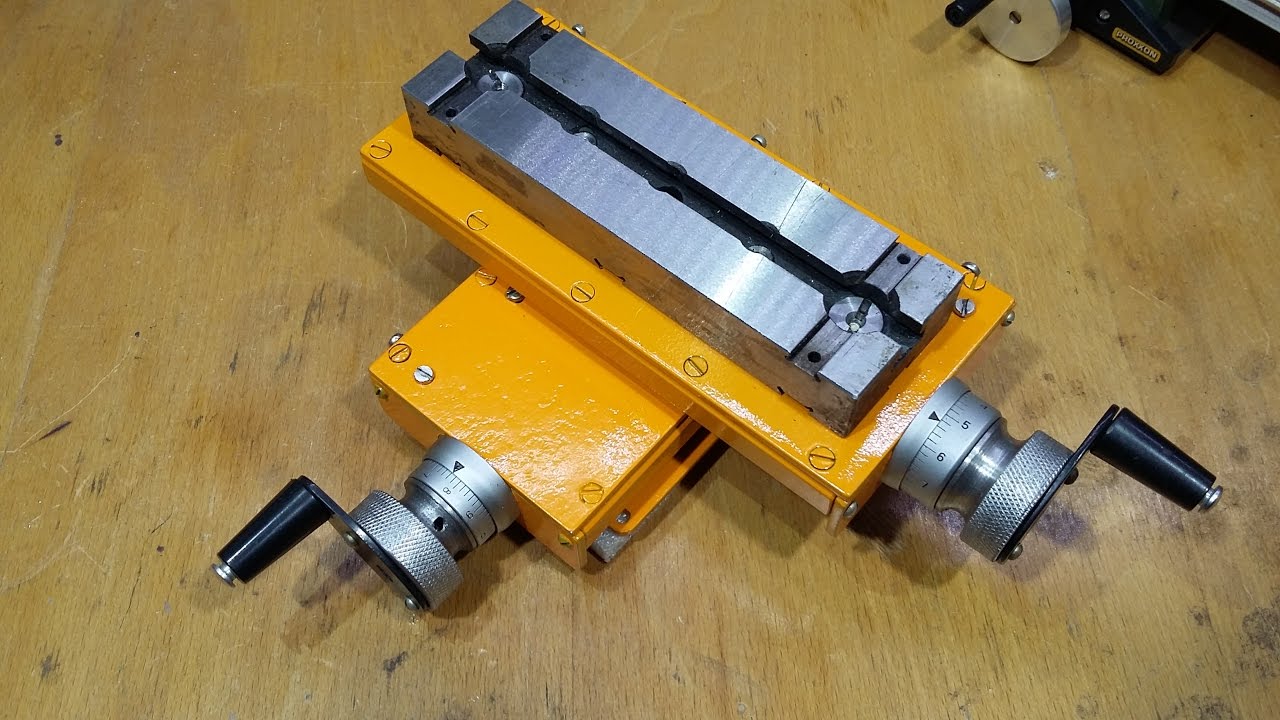
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
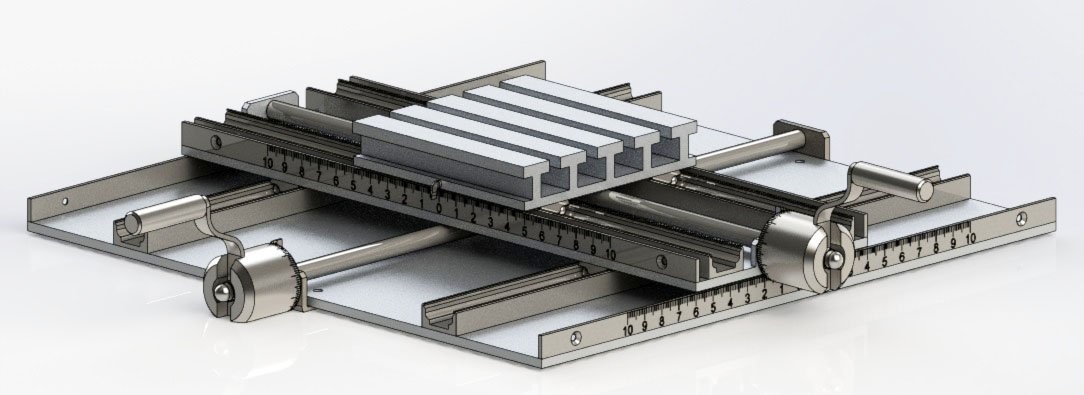
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
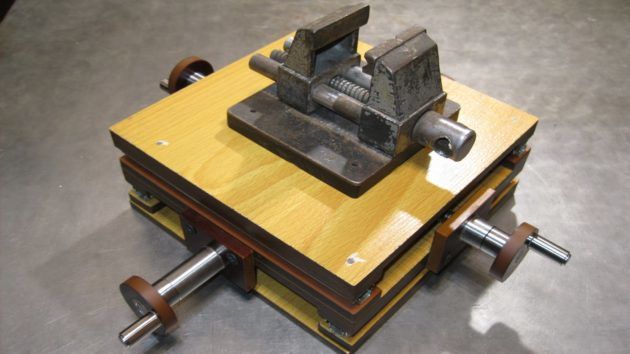
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
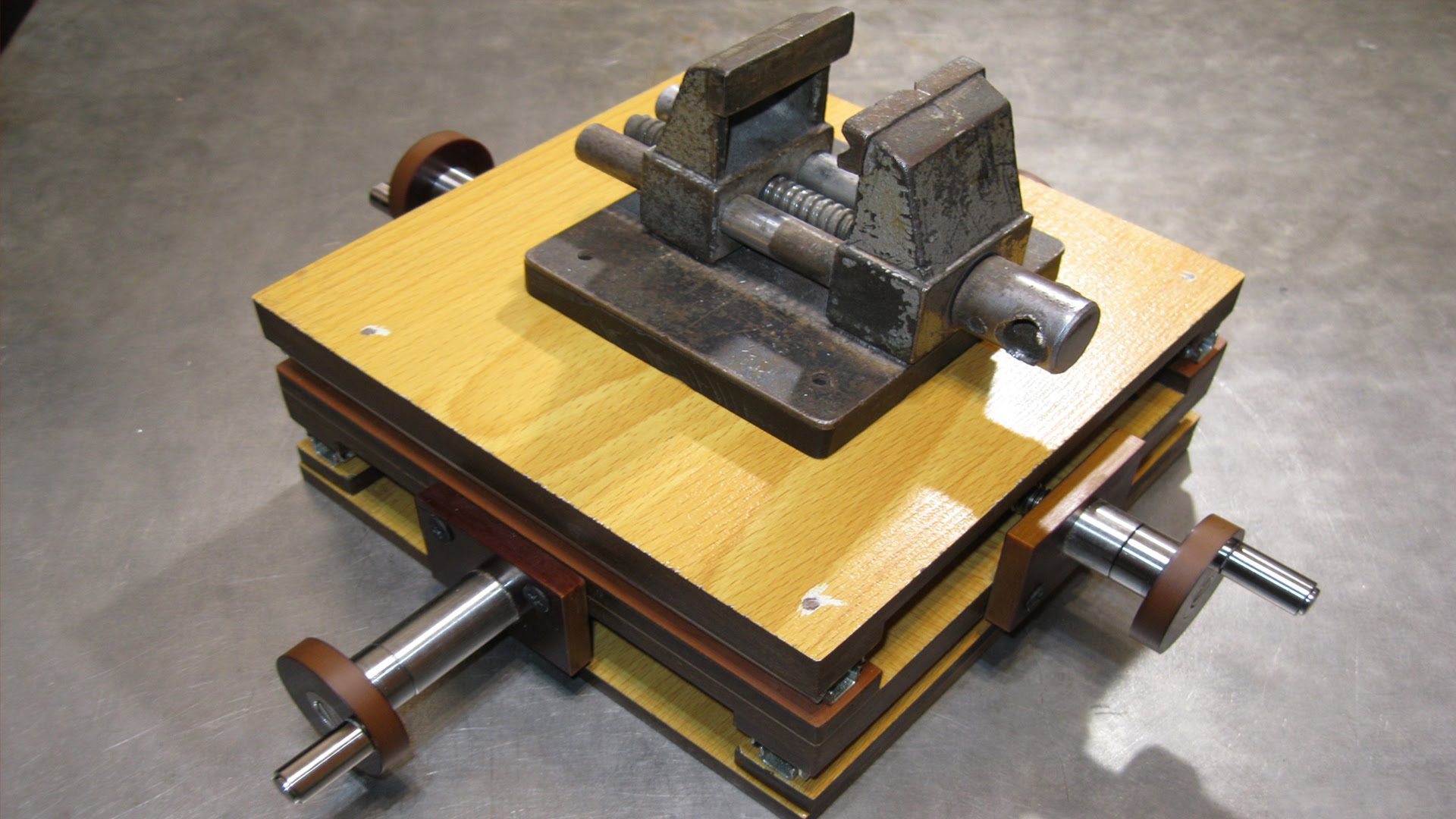
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
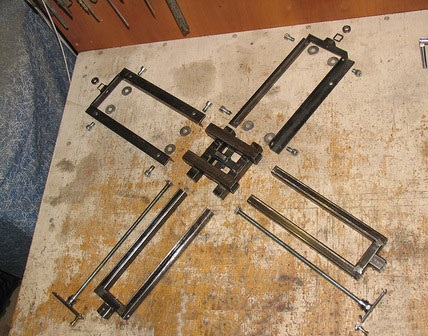
Изготовить центральный узел стола в виде крестовины
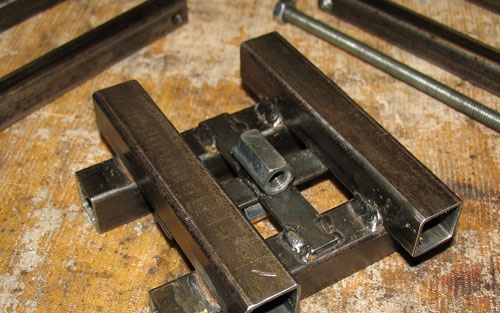
На поверхности готовой крестовины собрать каретки

Профили обработать напильником, вставить гайки

На шпильках произвести сборку рукояток с подшипниковым узлом

Сварить два П-образных основания из уголка

Собрать всю конструкцию

Все узлы, подвижные части протереть смазочным материалом

Прикрепить к станине сверлильного станка
Видео
Особенности координатного стола для станка
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
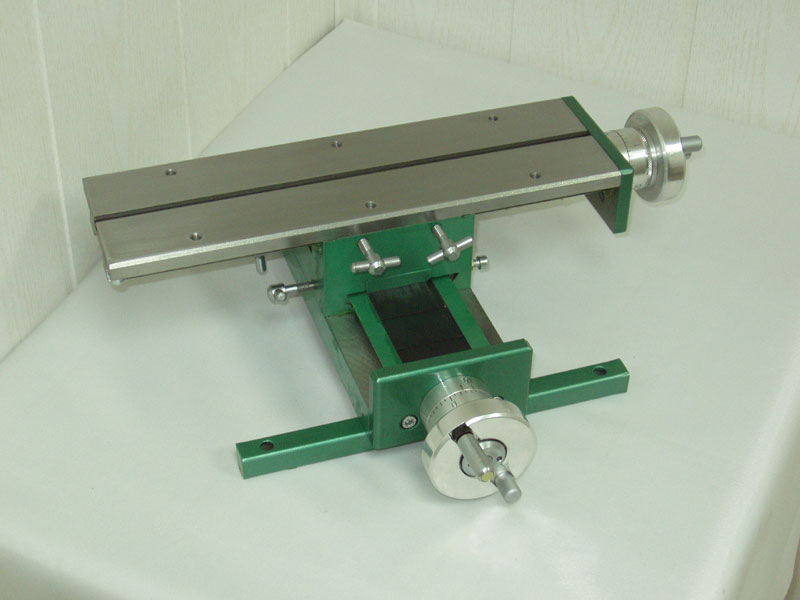
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
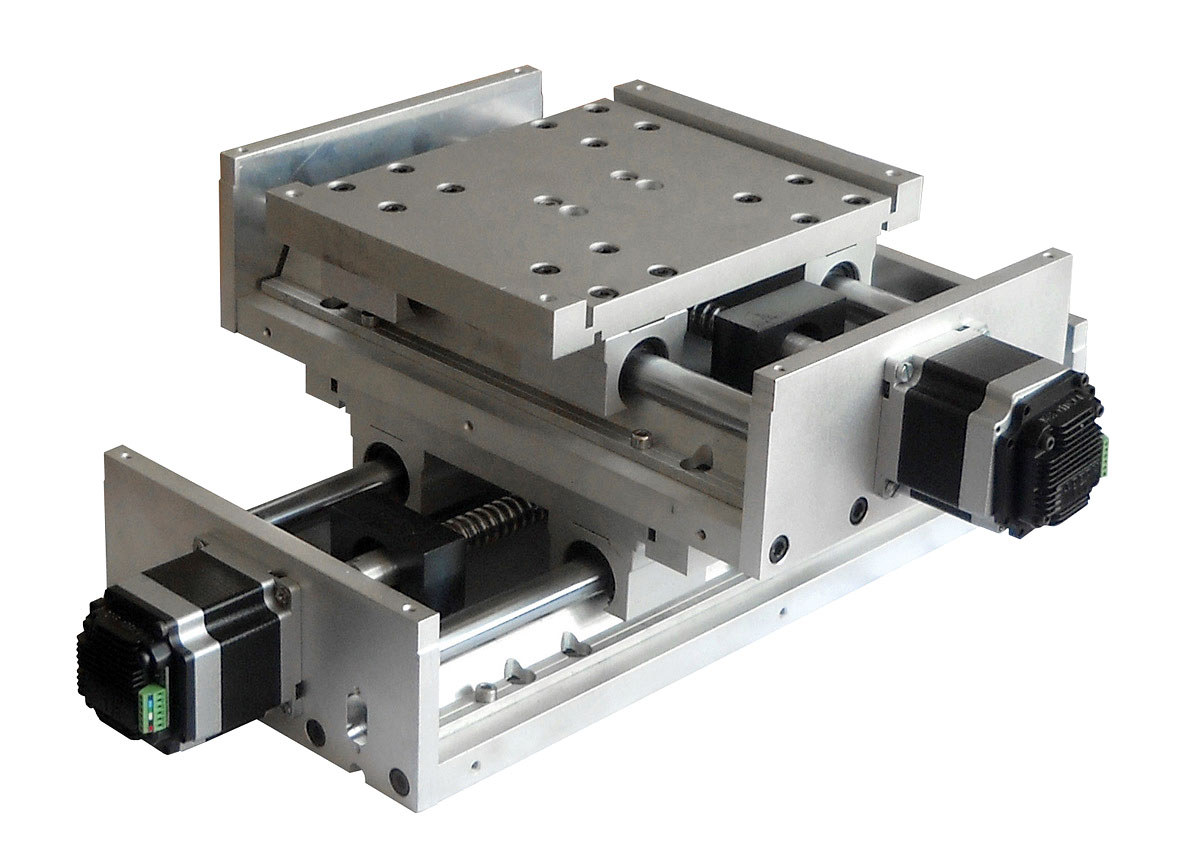
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.

Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.

Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:

Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Видео по теме: Самодельный координатный столик
Читайте также: