Кинематическая схема поворотного стола
Обновлено: 18.05.2024
К универсальным фрезерным станкам относятся: консольно-фрезерные станки, бесконсольные фрезерные станки, продольные фрезерные станки. Консольно-фрезерные станки составляют значительную часть оборудования, относящуюся к технологической группе металлорежущих станков под общим названием фрезерные станки.
К консольно-фрезерным станкам относятся: вертикально-фрезерные, горизонтально-фрезерные, универсально-фрезерные и широкоуниверсальные фрезерные металлорежущие станки. Признаком консольно-фрезерной компоновки станка является то, что рабочий стол, на котором крепится обрабатываемая деталь, расположен консольно на вертикальных направляющих стойки станка.
Консольно–фрезерные станки предназначены для скоростного фрезерования разнообразных деталей средних размеров и веса из черных и цветных металлов, а также из пластмасс. Обработка деталей на станке в основном производится торцовыми, хвостовыми, пальцевыми фрезами и фрезерными головками в условиях индивидуального и серийного производства.
Основные узлы станка: основание; станина; коробка скоростей; шпиндельная головка; стол; поперечные салазки; консоль; коробка подач.
На станке имеются следующие движения; главное движение, движение подачи, вспомогательные движения: главное движение — вращение шпинделя с фрезой; движения подач— прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях; вспомогательными движениями являются все указанные перемещения стола, выполняемые на быстром ходу или вручную, ручное перемещение шпиндельной гильзы вдоль оси шпинделя и поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Принцип работы станка следующий. Крупные заготовки закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие заготовки устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе. При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную.
В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам. Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой заготовкой быстро перемещается, пока заготовка не подойдет к фрезе; затем включается рабочая подача. По окончании обработки стол быстро возвращается в исходное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет следующую заготовку и вновь включает станок. Цикл повторяется.
При маятниковом цикле обрабатываемые детали устанавливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены .на значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обрабатываемых поверхностей деталей.
Кинематика горизонтального и вертикального варианта консольно-фрезерного станка в принципе одинаковая. Различаются они только расположением шпинделя. В первом случае шпиндель расположен горизонтально, во втором – вертикально. На рис. 4.46 показана кинематическая схема универсального горизонтального консольно-фрезерного станка мод. 6Р82.
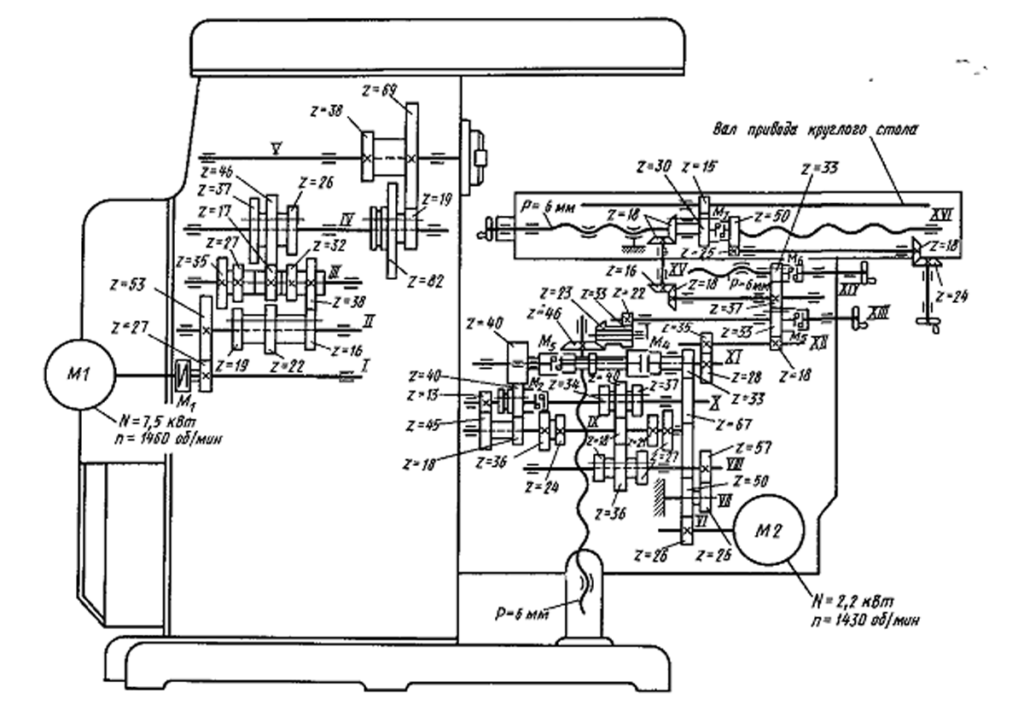
Рис. 4.46. Кинематическая схема горизонтального консольно-фрезерного станка мод. 6Р82
Главное движение. Электродвигатель М1 мощностью 7,5 кВт связан с валом 1 коробки скоростей полужесткой муфтой. Вал 11 получает вращение через зубчатую передачу 27—53. На валу 11 находится тройной блок шестерен, который может передать вращение валу 111 с тремя различными скоростями. Следующий тройной блок шестерен увеличивает количество возможных скоростей вращения вала 1V до девяти. Вал V получает вращение от вала IV через двойной блок шестерен Б, благодаря чему количество частот вращения увеличивается до 18.
Уравнение кинематического баланса главного привода станка имеет следующий вид:

Количество частот вращения шпинделя определяется как произведение передач между валами II и V.
Движения подач. Эти движения осуществляются от электродвигателя М2 мощностью 2,2 кВт, вращение от которого через шестерни 26—50 и 26—57 передается коробке подач.


Количество поперечных подач 18. Вертикальная подача осуществляется по такой же методике, что и кинематика при продольной и поперечной подаче, а уравнение кинематического баланса вертикальной подачи имеет следующий вид:

Количество вертикальных подач 18. В верхней части кинематики продольного перемещения стола расположен вал, предназначенный для привода вращения накладного стола (на рис. не показан) или делительной головки и связан с ходовым винтом XVII шестернями 30-15.
Вспомогательные движения. Быстрые перемещения стола во всех направлениях осуществляются при включенной фрикционной муфте М4 и выключенной муфте М3. В этом случае вращение от электродвигателя передается по кинематике далее по кинематическим цепям рабочих подач.
На базе рассмотренной кинематики консольно-фрезерного станка эти станки имеют и другие исполнения. Вертикальные консольно-фрезерные станки, отличающиеся от горизонтальных вертикальным расположением шпинделя. Универсальный консольно-фрезерный станок, который предназначен для фрезерования не только различных деталей сравнительно небольших размеров, но также имеет возможность поворачивать в пределах ± 45 градусов рабочий стол, что позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Кинематическая схема поворотного стола
СКАЧАТЬ: ispda.zip [1,25 Mb] (cкачиваний: 334)
ЗАДАНИЕ
на курсовую работу
Тема курсовой работы «Электропривод поворотного стола»
Основные вопросы, подлежащие разработке в курсовой работе:
Определить статические моменты и моменты инерции, приведенные к валу
Подсчитать потребную мощность двигателя для привода поворотного стола
и выбрать его по каталогу.
Построить механические характеристики двигателя при соответствующих
режимах его работы
Рассчитать пусковые и регулировочные сопротивления и выбрать их по каталогу.
Рассчитать и построить переходные режимы двигателя при пуске электропривода под нагрузкой
Проверить предварительно выбранный двигатель по нагреву и по механической перегрузке
Определить расход электроэнергии за цикл работы, среднециклический КПД
и коэффициент мощности
Перечень графического материала, на 1 листе формата А1 начертить:
Кинематическая схема поворотного стола. Схема силовой цепи электропривода. Механические характеристики двигателя. Графики скорости и вторичного тока за время поворота стола на 180. Схема внешних соединений.
Кинематическая схема поворотного стола……………………………………….7
1. Определить статические моменты и моменты инерции, приведенные к валу
2. Подсчитать потребную мощность двигателя для привода поворотного стола
и выбрать его по каталогу………………………………………………………. 11
3. Построить механические характеристики двигателя при соответствующих
4. Рассчитать пусковые и регулировочные сопротивления и выбрать их по каталогу……………………………………………………………………………..14
5. Рассчитать и построить переходные режимы двигателя при пуске электро-
6. Проверить предварительно выбранный двигатель по нагреву и по механиче-
7. Определить расход электроэнергии за цикл работы, среднециклический КПД
ВВЕДЕНИЕ
Поворотный предназначен для поворота слитка на 180° в горизонтальной плоскости. Привод поворота стола осуществляется от электродвигателя через двухступенчатый редуктор и коническую передачу стол поворачивается на 180° за 10 секунд.
Важнейшей особенностью механизмов передвижения и поворота является большая механическая инерция, влияние которой тем больше, чем тяжелее движущееся сооружение и чем выше скорость движения. Приведенный к валу двигателя момент инерции движущихся масс установки для механизмов передвижения и поворота кранов и для механизмов поворота экскаваторов в
2-20 раз больше собственного момента инерции двигателя. Поэтому для таких механизмов при большой частоте включений динамические нагрузки определяют необходимую мощность двигателя, а статические нагрузки невелики в сравнении с динамическими.
Технические данные
1. Масса вращающего стола. . . . . . . . . . . . . . . .. . . . .. . . . . . . . . . . . . . . . .35000 кг
2. Наибольшая масса слитка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25000 кг
3. Размеры наибольшего слитка:
длина. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3,2 м
ширина. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1,2 м
4. Число зубцов червячного колеса . . . . . . . . . .. . . . . . . . . . .. . . . . . . . . . . . . . .48
5. Число зубцов зубчатого венца. . . . . . . . . . .. . . . . . . . . . . .. . . . . . . . . . . . . . .102
6. Диаметр начальной окружности зубчатого венца. . . . . . . . . . . . . . . . . . 1,632м
7. Число зубцов конической шестерни. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
8. Число заходов червяка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
9. Диаметр опорных роликов. . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . .. . . . . . . 0,4 м
10.Число опорных роликов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
11.Диаметр цапф опорных роликов. . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . 0,207 м
12.Коэффициент трения качения опорного ролика поверхности стола. .0,0008 м
13.Коэффициент трения подшипников скольжения
в опорах оси опорного ролика. ………………………………………………….0,07
14.Момент инерции стола без груза . . . . . . . . . . . . . . . . .. . . . .. .. . . . 300000 кг*м2
15.Моментами инерции червячного редуктора,
муфт и тормозного шкива можно пренебречь.
16.Время поворота стола на 180% не должно превышать. . . . . . .. . . . . . . . . .10 с
17.Подача слитков производится через каждые . . . . . . . . . . . . . . . .. . . . . . . . . 80 с
Технические условия
1. Сеть переменного тока, напряжение 380 В.
2. Для привода поворотного стола используется асинхронный двигатель с
3. Поворотный стол предназначен для поворота слитков в горизонтальной
плоскости на 180.
4. Верхняя поворотная часть стола лежит на шести роликах.
5. Для останова применяется электрическое торможение.
Графическая часть
1. Кинематическая схема поворотного стола.
2. Схема силовой цепи электропривода.
3. Механические характеристики двигателя.
4. Графики скорости и вторичного тока за время поворота стола на 180.
5. Схема внешних соединений.
Кинематическая схема поворотного стола
1. Определение статических моментов и моментов инерции, приведенные к моменту двигателя
Суммарный момент инерции
Передаточное число червячной пары:
Передаточное число конической передачи:
Суммарное передаточное число:
Момент инерции груза
Определим статические нагрузки на валу двигателя с грузом.
Определим статические нагрузки на валу двигателя без груза.
Построение нагрузочной диаграммы
Находим установившуюся скорость стола:
Время поворота стола на 180° не должно превышать 10 с, следовательно:
Тогда wуст.ст примем а ускорение привода
Тогда время разгона и время торможения:
Угол поворота, пройденный за ускорение:
Тогда время работы двигателя с установившейся скоростью:
Тогда угловая скорость вала двигателя:
Находим динамические моменты:
Приведенный динамический момент к валу двигателя:
Строим диаграммы динамических моментов:
2. РАСЧЕТ ТРЕБУЕМОЙ МОЩНОСТИ ДВИГАТЕЛЯ И ВЫБОР ЕГО ПО КАТАЛОГУ
Определим фактическую продолжительность включения:
Выбираем двигатель MTH 713-10 при ; P=200 кВт
3. ПОСТРОЕНИЕ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ДВИГАТЕЛЯ ПРИ СООТВЕТСТВУЮЩИХ РЕЖИМАХ ЕГО РАБОТЫ
Определим параметры двигателя:
Точка холостого хода:
Уравнение механической характеристики будем строить по следующей формуле:
4. РАСЧЕТ ПУСКОРЕГУЛИРОВОЧНЫХ СОПРОТИВЛЕНИЙ Т ВЫБОР ИХ ПО КАТАЛОГУ
Устройство стола станка модели 262Г
Устройство стола станка (фиг. 55) является весьма ответственным узлом, с помощью которого обеспечивается надлежащая точность обработки. Оно состоит из поворотного стола 2, верхних (поперечных) саней 3 и нижних (продольных) саней 15.
Поворотный стол. Этот стол имеет прямоугольную форму (1000х800 мм) и покоится на 102 стальных опорных шариках 1 диаметром 22 мм, высокой точности изготовления, расположенных на верхней поверхности поперечных саней и в кольцевой проточке поворотного стола (допускается разница в диаметрах шариков не свыше 0,002 мм). Такая конструкция позволяет легко осуществлять поворот стола вручную при установленном изделии, так как станок не имеет механического привода поворота стола, но не является удачной с точки зрения его жесткости.
На рабочей поверхности поворотного стола имеется семь продольных Т-образных пазов для крепления изделия или приспособления с помощью болтов, прихватов, планок и т. п. Средний паз А калиброван по ширине; по нему выверяется точный поворот стола на 90, 180, 270 и 360°. По ширине калиброванный паз расположен симметрично относительно оси поворота стола.

В центральном отверстии поворотного стола расположен стакан 4, в котором смонтированы регулируемые конические роликоподшипники 5. С помощью роликоподшипников поворотный стол крепится на цапфе 6, являющейся осью вращения стола.
Для обеспечения точного поворота на каждые 90° стол имеет четыре регулируемых упора; они устанавливаются при настройке так, чтобы средний калиброванный паз после очередного поворота стола был параллелен или перпендикулярен оси расточного шпинделя.
Поворот стола на углы отличные от 90, 180, 270 и 360° производится с выполнением отсчетов по круговой шкале 9, нанесенной на столе. Цена деления круговой шкалы 1°.
Поперечные сани. Они имеют в верхней части отверстие для укрепления (на винтах) цапфы 6 и кольцевую проточку для стальных опорных шариков. Нижняя часть имеет направляющие 7 для соединения с продольными санями и перемещения по ним в поперечном направлении (по отношению к оси расточного шпинделя). К нижней части поперечных саней крепится гайка 14 винта 13 поперечного перемещения стола.
Продольные (нижние) сани. Продольные сани имеют в верхней части направляющие 10 в форме ласточкина хвоста для соединения с поперечными санями. В них же закреплен винт 13 для перемещения верхних саней.
Высокая точность расположения и перемещения верхних и нижних саней друг относительно друга обеспечивается регулируемым клином 8 и планками 11 и 16, удерживающими стол 3 от опрокидывания. Нижние сани 15 перемещаются по направляющим станины в продольном направлении (по отношению к оси расточного шпинделя) при помощи косозубой реечной шестерни 12 (z = 11; m = 5), закрепленной в кронштейне нижних саней стола, и косозубой рейки, привинченной к станине (по ее длине).
В нижних санях размещен механизм распределения подач стола (продольных и поперечных) и вертикальных перемещений шпиндельной бабки и люнета задней стойки. Поворотной стол, верхние и нижние сани снабжены механизмами для зажима на направляющих (см. управление станком).
Механизм распределения продольных и поперечных подач стола, вертикальных подач шпиндельной бабки и вертикальных перемещений люнета задней стойки. Кинематическая схема привода подач стола, шпиндельной бабки и вертикальных перемещений люнета задней стойки показана на фиг. 39.
Структурная формула участка кинематической цепи подач от распределительного вала XX до саней со столом, шпиндельной бабки и люнета задней стойки:

От распределительного вала XX через конические шестерни 19/27, цилиндрические — и реверс, состоящий из трех конических шестерен с равным числом зубьев z = 36, вращение сообщается горизонтальному валу XXIV, от которого движение может передаваться по трем направлениям.
Первое направление — продольное перемещение стола. Двусторонняя пружинная кулачковая муфта M2, сидящая на валу XXIV на скользящей шпонке и получающая от него вращение, сцепляется с торцовыми зубьями шестерни z = 48, изготовленной как одно целое с двухзаходным червяком, сидящими свободно на валу XXIV на втулке.
В этом случае вращение от вала XXIV передается через червячную передачу 2/52 косозубой реечной шестерне z = 11, m = 5, ось которой закреплена в кронштейне нижних саней. Перекатываясь по косозубой рейке, привинченной к станине, реечная шестерня z = 11, m = 5 перемещает нижние сани, а вместе с ними и стол в продольном направлении.
Второе направление — поперечное перемещение стола. Пружинная муфта M2 расцепляется с шестерней z = 48, а односторонняя пружинная кулачковая муфта M3, также сидящая на валу XXIV на скользящей шпонке, сцепляется с торцовыми зубьями шестерни z = 33, сидящей свободно на валу XXIV на втулке. Вращение от вала XXIV передается через шестерни 33/29 двухзаходному винту поперечной подачи с шагом t = 6 мм, который проходит через гайку поперечных саней и перемещает последние, а вместе с ними и стол в поперечном направлении.
Третье направление — вертикальные перемещения шпиндельной бабки и люнета задней стойки. Двусторонняя пружинная кулачковая муфта M2 сцепляется с конической шестерней z = 36, имеющей торцовые зубья и сидящей свободно на валу XXIV на втулке. Вращение от вала XXIV передается через конические шестерни 36/36 и цилиндрические шестерни 33/29 валу XXVI. На правом конце вала XXVI жестко сидит коническая шестерня z = 18, а на левом конце, на скользящей шпонке, шестерня z = 22. Эти шестерни сообщают через конические шестерни z =48 и z = 44 вращение двухзаходному винту с шагом t = 8 мм вертикальных перемещений шпиндельной бабки и двухзаходному винту с шагом t = 6 мм вертикальных перемещений люнета.
Таким образом, за один оборот вала XXVI шпиндельная бабка и люнет получают одинаковые вертикальные перемещения, равные 6 мм. Муфты M1 и M3 управляются рукояткой 15 (фиг. 39 и 60) и сблокированы таким образом, что одновременное включение подач стола и шпиндельной бабки невозможно.
Подсчет величины продольных подач стола. Величина продольной подачи стола относится к одному обороту расточного шпинделя, или к одному обороту планшайбы.
Уравнение кинематического баланса цепи продольных подач стола: за один оборот расточного шпинделя


Подсчет величин поперечных подач стола. Величина поперечной подачи стола относится к одному обороту расточного шпинделя или к одному обороту планшайбы.
Уравнение кинематического баланса цепи поперечных подач стола:
за одни оборот шпинделя

Подсчет величин вертикальных подач шпиндельной бабки. Величина вертикальной подачи шпиндельной бабки относится к одному обороту планшайбы или к одному обороту расточного шпинделя.
Уравнение кинематического баланса цепи вертикальных подач шпиндельной бабки за один оборот планшайбы:
Кинематика универсальных фрезерных станков
Читайте также: