Как выставить столы на фуговальном станке
Обновлено: 04.05.2024
Задача фуганка сделать заготовку ровной и плоской. Для этого нужно знать как устроен фуганок, как правильно настроить и знать приемы использования, также знать правила содержания инструмента в рабочем состоянии. Фуганок, устройство предназначенное для выравнивания поверхности заготовки с острыми лезвиями. Устройство имеет два отдельных стола: приемный стол и подающий стол. Наверно понятно, что подающим называют стол, где заготовочный материал двигается к режущей части инструмента- режущая головка, а приемным называют стол, куда размещается материал после прохождения режущей головки.
Далее следует проверить ножи. Высота должна быть равной высоте приемного стола. Результатом неправильной регулировкой ножа будет порывистость или сколы на заготовке. На рисунках показано, как линейкой проверяется расположение ножей на одном уровне. Для этого используйте гаечный ключ, ослабьте планку ножа, исправьте и затяните гайки. Проверьте высоту ножей. На рисунке показан конечный результат регулировки. Вращая режущую головку должны убедиться, что каждый из ножей должен делать легкий контакт в верхней точке.

Глубина строгания
После настройки высоты ножей, необходимо перейти к настройкам глубины строгания, что означает на какую глубину будет фуганок остругивать древесину. Глубина строгания устанавливается перемещением подающего стола вверх или вниз. Следующим шагом является проверка упора на фуганок.
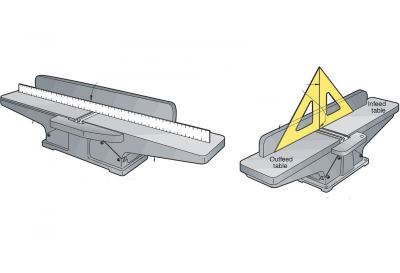
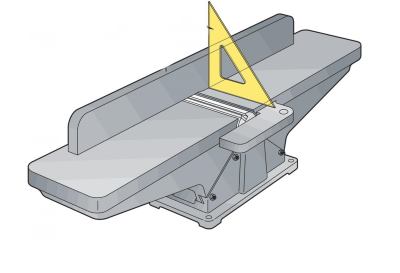
Упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это простая процедура. Регулировка упора делается угольником и столы при этом должны быть чистыми.

Контроль за настройкой фуговального станка.
Контролировать настройки фуговального станка можно, прикладывая фугованные поверхности двух брусков. В этом случае величину световой щели определяют на глаз. Если проверкой прямолинейности пробных брусков установлено, что кривизна превышает допустимую, это указывает на несоблюдение правил настройки либо на ненормальные погрешности станка. Погрешности контролируют при специальной выверке и устраняют при ремонте станка.

Кроме указанных причин проявления чрезмерной кривизны отфугованных поверхностей, существенное значение имеют внутренние напряжения в древесине. После удаления слоя древесины нарушается равновесие внутренних напряжений и она деформируется до состояния, при котором вновь уравновешиваются внутренние напряжения. Эти деформации искажают характер кривизны фугованных поверхностей, зависящих от технического состояния и качества наладки станка. Поэтому для контроля настройки станка и получения пробных деталей надо брать сухие и выдержанные заготовки. Недостаточно выдержанные и высушенные детали нужно фуговать за 2-3 прохода.
На одном краю стола станка пробный брусок прострагивают на длине 200 мм, затем его переносят на середину стола, где прострагивают еще на длине 200 мм. Обрабатывать брусок по всей длине заканчивают на другом краю стола. Если станок настроен правильно, не должно быть заметных порогов в местах стыковки обработок на разных участках стола. При таком контроле необходимо пользоваться пробным бруском. Прямолинейность смежных граней, обработанных в угол, контролируют не менее чем по четырем пробным деталям и измеряют угол универсальным угломером или поверочным угольником со щупами.
Наладка фуговального станка.
Допускаемый зазор между линейкой и лезвием 0,1 мм при длине лезвия до 400 мм и 0,02 мм для лезвия длиной 800 мм. Скомплектованные по массе (отбалансированные) ножи устанавливают последовательно. Лезвия ножей должны выступать над кромкой стружколомателя на 1-2 мм. Параллельность лезвий ножей задней плите устанавливают по контрольному бруску или индикатору.
Для наладки фуговального станка нам понадобится контрольный брусок, изготовляют его из из твердой сухой, выдержанной древесины, с точно обработанными контрольными гранями, сечением 20-30×50-70 мм и длиной 400 -500 мм. Грани необходимо периодически выверять (фуговать) для удаления забоин и других неровностей.
Контрольный брусок кладут на заднюю плиту станка. При поворачивании вала рукой лезвия ножей должны слегка касаться нижней поверхности бруска. Проверяют не менее чем в трех сечениях ножевого вала: посередине и на расстоянии 50-100 мм от краев стола. Установочной линейкой достигают правильного взаимного расположения ножей на валу, параллельности лезвий ножей задней плите и нормального положения последней по высоте относительно цилиндра, описываемого лезвиями ножей.

Наладка фуговального станка. Установка ножей при помощи индикатора не отличается от установки по контрольному бруску. Однако точность ее увеличивается. Установка ножей выполняется по шаблону. Правильно установленную по высоте заднюю плиту следует фиксировать стопорным устройством, чтобы в процессе работы она не смещалась.
Расстояние губки задней плиты от ножевого вала должно быть наименьшим (5 мм). Передняя плита должна быть установлена на 1-2 мм ниже уровня задней.
Направляющую линейку при фуговании брусков располагают так, чтобы расстояние от бруска до левого края стола не превышало 250- 300 мм. Перпендикулярность вертикальной поверхности линейки задней плите проверяют угольником. Зазор между угольником и вертикальной поверхностью линейки не должен превышать 0,05 мм на высоте 100 мм.
Соединение заготовок
Направление волокон
Для соединения двух заготовок требуется параллельность и прямоугольность заготовок. Для получения хорошего результата есть несколько советов. Определение направления волокон на древесине, т.е. подавать заготовку к ножам нужно узкой частью клина. Смотрите фото на рисунке с иллюстрациями направления волокон.

Глубина среза
Глубина среза устанавливается не более 1.7.мм. Это способствует гладкой обработке материала и сохранению долговечности ножей. Исключение может быть только при обстругивании неровных поверхностей.
Фугование кромок

Заготовку надо держать лицом к упору. Начинать надо с давления на передний край древесины при перемещении к режущущей части. Затем давление перемещается к середине и на края. Т.е. заготовка должна иметь постоянный контакт с упором и приемным столом. Последний проход должен быть медленным, чтобы получить гладкую поверхность. При сращивании заготовок необходимо выполнить подгонку кромок и убедиться, чтобы не было зазоров, а также учесть направление волокон, чтобы скрыть место соединения. Процесс подбора направлении волокон не из легких.
Post Views: 2 736
Автор Тема: Настраиваем фуганок по американским рекомендациям. (Прочитано 61784 раз)
0 Пользователей и 1 Гость просматривают эту тему.
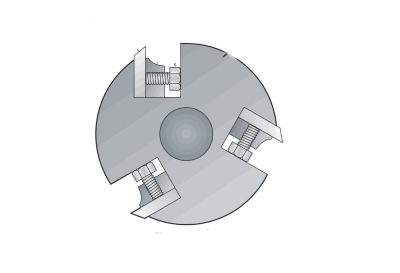
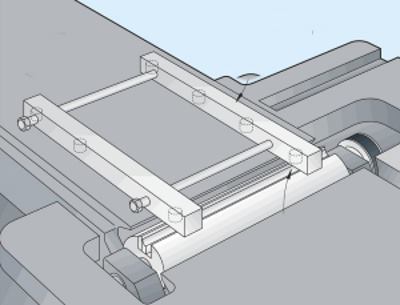
Каждый стол закреплен к базе фуганка двумя парами взаимосвязанными ласточкиными хвостами, см. деталь. Когда вы настраиваете столы вверх или вниз ласточкины хвосты обеспечивают их параллельность относительно друг друга.
Но со временем ласточкины хвосты могут разболтаться, что приведет к перекосу столов. С целью компенсации этого используется длинная плоская планка (называется регулировочной планкой) помещается между ласточкиными хвостами, обычно в задней части фуганка. Затягивая или ослабляя регулировочную планку можно заново выставлять столы. Чтобы строгать прямоугольную кромку, столы на фуганке должны быть ровными. Но это еще не всё.
Загрузочный и выпускной столы должны быть параллельны относительно друг друга. Если стол наклонены в сторону режущей головки, то в результате заготовка получиться горбатой, см. рисунок а. Если стол провисает в конце, то кромка будет немного вогнутой. См. рисунок б.
Столы не обязательно должны быть не выровнены, но даже толщины пары листков бумаги хватает для того, чтобы создать неприятности.
Для того чтобы настроить столы параллельно относительно друг друга начните поднимать загрузочный стол относительно выпускного. Затем положите длинную металлическую линейку с ровными краями по длине обоих столов. См. F1.
Цель здесь достичь того, чтобы линейка соприкасалась с поверхностью равномерно по всей её длине. Вот где начинается использование регулировочных планок. См. рисунок на противоположной странице. Настраивая силу давления на планку вы можете поднимать или опускать соответствующий конец стола. Для того чтобы сделать это, необходимо ослабить контргайки на винтах, удерживающих планку. Затем затяните (или ослабьте) зажимные винты чтобы поднять (или опустить) конец стола. Когда столы будут равномерно касаться всей поверхности линейки, просто затяните контргайки.
Вот что получилось:
Каждая регулировочная планка снабжена парой регулировочных винтов, которые позволяют подстроить ласточкины хвосты (примерно так…). Ближний к ножевому валу винт противостоит подъему из-за веса свисающего края стола, и это надо скомпенсировать более сильной затяжкой, нежели у нижнего винта.
Сначала ослабь контргайки на регулировочных винтах. Затем подтяни все винты, пока стол не заблокируется, а после отверни каждый винт на четверть оборота. Теперь стол должен двигаться с минимальным сопротивлением. Медленно поворачивай винт, ближайший к ножевому валу, одновременно двигая стол вверх-вниз регулировочной рукоятью. При правильной настройке движение стола должно осуществляться с приложением умеренных усилий. Тогда затягиваем контргайки.
Повтори процедуру с нижним винтом, но прилагай немного меньше усилий. Если имеется средний винт с контргайкой, затяни его совсем легко.
Там дальше описывается регулировка с использованием подкладок из фольги или жести, но тут мой английский оказался слабоват.
Буду пробовать сделать это в выходные.
Огромное спасибо! Очень полезная информация. Я и не знал, что эти винты на моем китайце от JET для регулировки стола. В инструкции к станку ничего не было. Я подумал, что эти винты для устранения люфта в соединении «ласточкин хвост».
Я поначалу тоже так думал. Подающий стол снимал, ставил на место, винтами регулировал люфт «вправо-влево». А оказалось вон оно как.
Соб ственно вот:
На скорую руку — ценная вещь.
А в американских рекомендациях не попадались настройки под рост мастера? Имеется ввиду высота столов от пола, как скажем у верстаков согнутые ладони, у токарного локоть. Ведь должны быть рекомендации.
Сами столы — можно и по ладоням.
Но, точных рекомендаций, давать нельзя — заготовки бывают разной толщины/высоты.
Имеется ввиду высота столов от пола, как скажем у верстаков согнутые ладони,
У круглопильных, фуговальных и фрезерных столов высота должна быть такая же как и у верстака.
Алексей, наверное спорное утверждение, по крайней мере фрезер для меня удобней выше, возможно дело привычки, а фуган то поднимаю то опускаю, но золотой середины не нахожу, возможно и из-за ширины 400мм.
Ну не знаю. Уменя всё выставлено на 84см. В случае длиных или широких заготовок рабочие зоны станков перекрываются и ничего никому не мешает. Работать удобно. Единственое так это ленточную пилу выше хотелось бы поднять.
« Последнее редактирование: Июня 07, 2009, 10:56:24 pm от Res »
Алексей, реально у каждого станка выступающие части над плоскостью и снимать надоедает, а ленточка наверное в уровне локтя должна быть.Попробую фуган на ладони поставить, может понравиться, в журналах американских уж больно низкие фуганы.
реально у каждого станка выступающие части над плоскостью и снимать надоедает,
Это уже крайний случай. При правильной растановке и так всё должно проходить.
Это к Артуру, всё проходит на ура.
У америкосов рекомендаций по высоте фуговальных столов не встречал (или не заметил). Себе сделал высоту как у верстака — регулируемую от 85 до 90 см.
Настройка фуганка
Первоначальная настройка столов фуганка


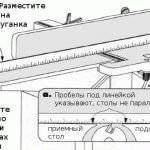
На рисунке видно как линейкой проверяется параллельность двух столов. Для этого снимается защита режущей головки и линейкой проверяем в нескольких точках.
Распространенная проблема заготовок: неровности, выпуклости, вогнутости. Если наружные края подающего или принимающего стола опущены, то результатом заготовки будет вогнутость.
Это означат что наружные края подающего или приемного столов опущены ниже уровня. Выпуклая форма заготовочного материала является результатом, что внутренние края столов имеют наклон к режущей части.


После настройки высоты ножей, необходимо перейти к настройкам глубины строгания, что означает на какую глубину будет фуганок остругивать древесину. Глубина строгания устанавливается перемещением подающего стола вверх или вниз.
Следующим шагом является проверка упора на фуганок.


Для соединения двух заготовок требуется параллельность и прямоугольность заготовок. Для получения хорошего результата есть несколько советов.
Определение направления волокон на древесине, т.е. подавать заготовку к ножам нужно узкой частью клина. Смотрите фото на рисунке с иллюстрациями направления волокон.

Заготовку надо держать лицом к упору. Начинать надо с давления на передний край древесины при перемещении к режущущей части.
Затем давление перемещается к середине и на края. Т.е. заготовка должна иметь постоянный контакт с упором и приемным столом. Последний проход должен быть медленным, чтобы получить гладкую поверхность. При сращивании заготовок необходимо выполнить подгонку кромок и убедиться, чтобы не было зазоров, а также учесть направление волокон, чтобы скрыть место соединения. Процесс подбора направлении волокон не из легких.

При обработке деревянных деталей не обойтись без электро фуганка. Перед началом работы необходимо настроить станок, это касается инструмента любого размера и мощности. От правильной настройки зависит как безопасность работы, так и точность изготовления деталей.
А точность в свою очередь уменьшает затраченное время и повышает качество изделий. У каждого фуганка есть два стола, один жестко закрепленный за ножами и стол регулируемый по высоте перед ножами.
В рабочем барабане крепятся два или три съемных ножа, которые так же необходимо правильно выставить. Но начать лучше с регулировки стола.
1. Выставляем столы на одном уровне и с помощью хорошего строительного уровня проверяем поверхности столов. Они должны находиться точно на одном уровне, под линейкой не должно быть зазоров и провисов. Если края столов провисают, то деталь при строгании получится вогнутой.
Если под уровнем есть зазор в середине, то кромки деталей получатся выгнутыми наружу.
И то и другое плохо, заготовки выстрагиваются гнутыми и делянки крайне сложно точно пристрогать при склеивании.
На всех фуганках есть регулировочные болты. Они могут отличаться по виду и форме, но принцип работы один. С помощью вкручивания или выкручивания, мы регулируем уровень поверхности неподвижного стола. Затем фиксируем болты контрогайками, или дополнительными фиксаторами.
2. Кроме общего уровня столов, необходимо сразу обратить внимание на угол между столами и направляющей линейкой. Проверяйте этот угол во всех точках, по всей длине направляющей. На старых фуганках могут проявиться провисы самой металлической столешницы, или даже изгиб направляющей линейки.
Но при аккуратной подгонке и регулировке можно добиться приемлемого уровня.
В любом случае обязательно надо качественно настроить угол между столом и направляющей, он должен быть точно 90*. Как правило, фиксатор для установки угла делается с рукояткой, поэтому надо ослабить зажим, выставить линейку по угольнику и опять зажать фиксатор.
3. Ножи при установке выравниваются по неподвижной столешнице. Все ножи должны быть выставлены на одном уровне, иначе работать будет только один, самый выступающий. А один нож дает не такую качественную поверхность, он будет рвать древесину.
Кроме того резко увеличивается нагрузка на режущие части и как следствие возникают дополнительные вибрации. Близко к теме измерительные инструменты мастера.
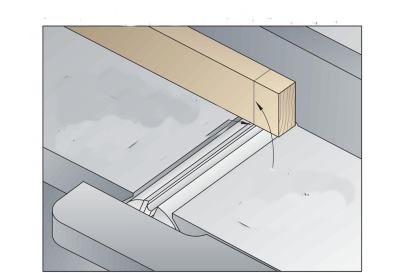
Проверять установку ножей лучше с помощью строганного бруска из твердых пород дерева. брусок укладываем на неподвижный стол и ведем в направлении ножей.
Брусок должен слегка зацепить и провернуть ножи, но при этом не должен появиться зазор между бруском и рабочим столом фуганка.
В общем точность настройки измеряется не миллиметрами и даже не десятыми долями миллиметра. Речь идет о точности 0,02 — 0,03 мм. .
4. Конечно ножи, как и рабочие поверхности столов необходимо настраивать по всей ширине фуганка. Для этого существуют разные приспособления, но мастера чаще проверяют уровень с помощью одного бруска, прикладываемого в разных точках стола.
Работа будет проще, если собрать блок из двух брусков и сразу проверять уровень установки ножей на обеих концах барабана.
Еще один способ для точной настройки, заключается в использовании куска стекла шириной не больше длины ножей. Такое стекло лучше заранее подготовить и обязательно отшлифовать кромки чтобы не порезаться.
Методика и технология настройки фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» - нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Читайте также: